Активирующий флюс для дуговой сварки углеродистых или легированных сталей
Номер патента: 11743
Опубликовано: 30.04.2009
Авторы: Нестерова Светлана Владимировна, Нестеров Владимир Григорьевич, Писарев Владимир Александрович, Окунь Григорий Исакович, Зюзенок Валерий Павлович
Текст
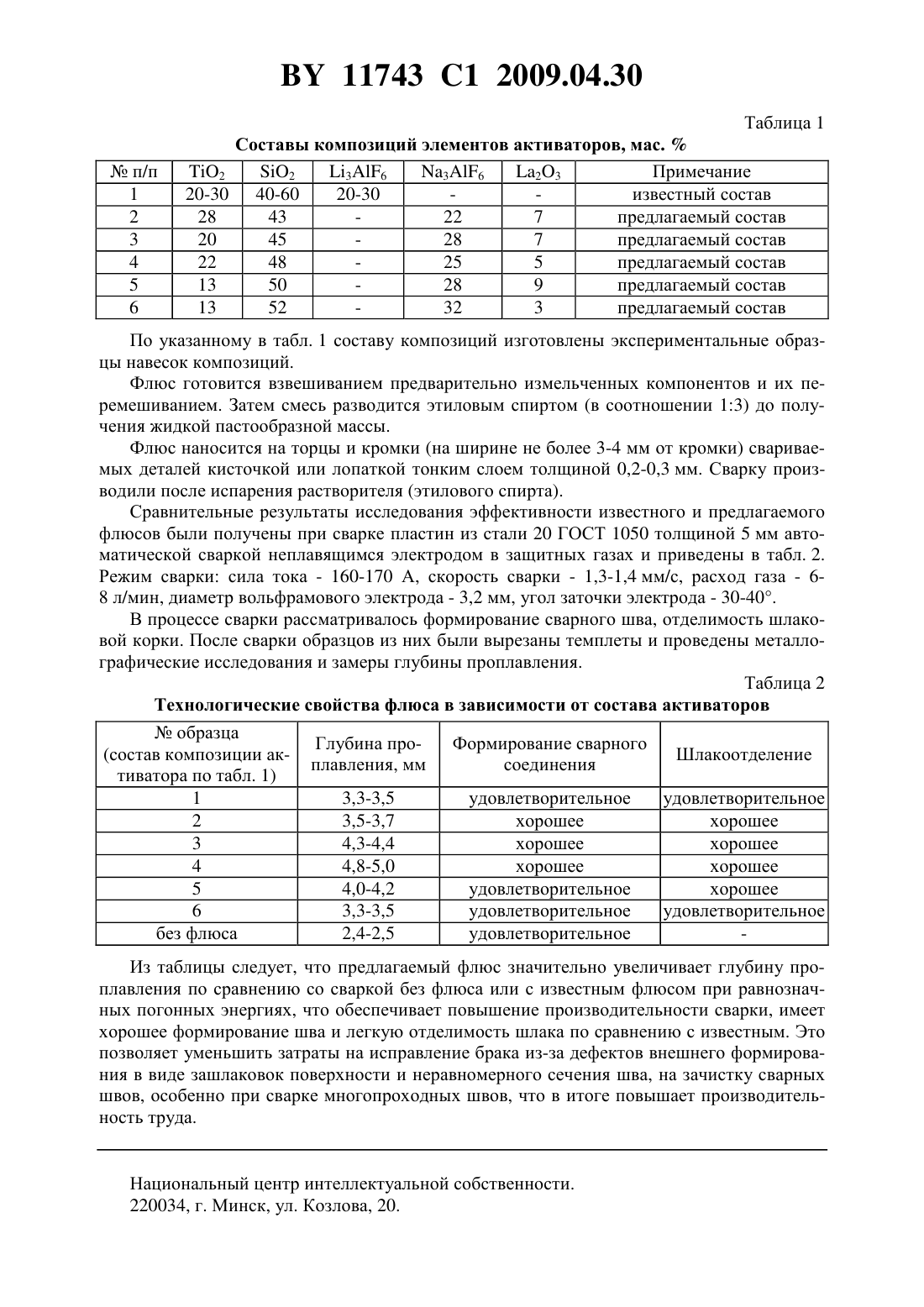
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ УГЛЕРОДИСТЫХ ИЛИ ЛЕГИРОВАННЫХ СТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Писарев Владимир Александрович Окунь Григорий Исакович Нестерова Светлана Владимировна Нестеров Владимир Григорьевич Зюзенок Валерий Павлович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Активирующий флюс для дуговой сварки углеродистых или легированных сталей, содержащий двуокись титана и двуокись кремния, отличающийся тем, что дополнительно содержит криолит и окись лантана при следующем соотношении компонентов, мас.двуокись титана (2) 15-22 двуокись кремния (2) 45-50 криолит (36) 25-30 окись лантана (23) 5-7. Изобретение относится к области сварки и может быть использовано для дуговой сварки неплавящимся электродом в защитных газах ответственных конструкций и трубопроводов из низкоуглеродистых и легированных сталей с применением химических активаторов для повышения производительности сварки и улучшения качества сварных соединений. Известен активирующий флюс для электродуговой сварки нержавеющих и высокопрочных сталей в среде защитных газов а.с. СССР 1342649, МПК 23 35/362, 1987,содержащий гексафторалюминат лития, двуокись титана и тугоплавкое соединение, выбранное из группы двуокись германия, двуокись кремния, двуокись теллура, при следующих соотношениях компонентов (мас. ) гексафторалюминат лития 20-30 двуокись титана 20-30 тугоплавкое соединение, выбранное из группы двуокись германия, двуокись кремния, двуокись теллура 40-60. Недостатком известного активирующего флюса для электродуговой сварки высокопрочных и нержавеющих сталей является то, что полученные с его использованием свар 11743 1 2009.04.30 ные соединения при удовлетворительной глубине проплавления имеют невысокие технологические свойства, а именно возможно появление газовых пор, шлаковых включений,шлакоотделение после сварки затруднено, что увеличивает затраты на зачистку сварных швов. Кроме того, в известном флюсе применяется гексафторалюминат лития, который является редким и дорогостоящим компонентом. Техническая задача, решаемая изобретением, состоит в повышении технологических свойств сварных соединений повышении производительности труда и улучшении качества сварных соединений за счет улучшения формирования шва и более легкого шлакоотделения, уменьшения числа возможных дефектов в виде пор и шлаковых включений,увеличения глубины проплавления при той же погонной энергии сварки. Технический результат достигается тем, что активирующий флюс для дуговой сварки углеродистых и легированных сталей, включающий двуокись титана и двуокись кремния,дополнительно содержит криолит и окись лантана при следующем соотношении ингредиентов (мас. ) двуокись титана (2) 15-22 двуокись кремния (2) 45-50 криолит (36) 25-30 окись лантана (2 О 3) 5-7. Введение в состав активирующего флюса криолита (36) способствует усилению обжатия дуги, что приводит к увеличению глубины проплавления. Криолит увеличивает температурный интервал защитного действия пленки флюса до 700-750 С, т.е. до начала интенсивного окисления металла, поэтому образующийся шлак легко отделяется от поверхности шва. Кроме того, криолит хорошо смачивает металл, что улучшает формирование сварного шва и уменьшает число возможных дефектов в виде пор и шлаковых включений. Окись лантана (23) стабилизирует дугу, что позволяет улучшить формирование шва, стабилизирует ширину шва. Использование в составе флюса двуокиси кремния 2 и двуокиси титана 2 обеспечивает сжатие анодного пятна дуги за счет изменения (уменьшения) электропроводности на поверхности изделия. Эффект увеличения проплавляющей способности дуги определяется системой взаимосвязанных процессов, происходящих в сварочной ванне, столбе дуги и околодуговом пространстве. При плавлении флюса на поверхности сварочной ванны образуется экранирующая шлаковая фаза с низкой электропроводностью, которая снижает поверхностное натяжение расплавленного металла и увеличивает прогиб сварочной ванны. Давление электрической дуги на поверхность сварочной ванны при увеличении ее прогиба приводит к вытеснению расплавленного металла и уменьшению толщины жидкой прослойки под дугой, теплопередача при этом улучшается, а глубина проплавления увеличивается. Экранирование сварочной ванны шлаком с низкой электропроводностью вызывает уменьшение диаметра анодного пятна, в результате чего плотность тока в нем резко возрастает. При поступлении паров флюса в сварочную дугу увеличивается теплопроводность в результате реакций диссоциации. В околодуговом пространстве в результате захвата молекулами галогенов электронов проводимости образуются электроотрицательные ионы. При этом общее электропроводное сечение столба дуги уменьшается, а концентрация тепловой энергии и плотность тока в нем значительно увеличиваются. Сжатие анодного пятна и контрагирование столба дуги приводят к сосредоточению энергии в анодном пятне и увеличению глубины проплавления. Исходя из вышеприведенных свойств указанных компонентов, составлены несколько композиций активаторов, представленных в табл. 1. Составы композиций элементов активаторов, мас.2 36 36 23 Примечание 40-60 20-30 известный состав 43 22 7 предлагаемый состав 45 28 7 предлагаемый состав 48 25 5 предлагаемый состав 50 28 9 предлагаемый состав 52 32 3 предлагаемый состав По указанному в табл. 1 составу композиций изготовлены экспериментальные образцы навесок композиций. Флюс готовится взвешиванием предварительно измельченных компонентов и их перемешиванием. Затем смесь разводится этиловым спиртом (в соотношении 13) до получения жидкой пастообразной массы. Флюс наносится на торцы и кромки (на ширине не более 3-4 мм от кромки) свариваемых деталей кисточкой или лопаткой тонким слоем толщиной 0,2-0,3 мм. Сварку производили после испарения растворителя (этилового спирта). Сравнительные результаты исследования эффективности известного и предлагаемого флюсов были получены при сварке пластин из стали 20 ГОСТ 1050 толщиной 5 мм автоматической сваркой неплавящимся электродом в защитных газах и приведены в табл. 2. Режим сварки сила тока - 160-170 А, скорость сварки - 1,3-1,4 мм/с, расход газа - 68 л/мин, диаметр вольфрамового электрода - 3,2 мм, угол заточки электрода - 30-40. В процессе сварки рассматривалось формирование сварного шва, отделимость шлаковой корки. После сварки образцов из них были вырезаны темплеты и проведены металлографические исследования и замеры глубины проплавления. Таблица 2 Технологические свойства флюса в зависимости от состава активаторовобразца Глубина проФормирование сварного(состав композиции акШлакоотделение плавления, мм соединения тиватора по табл. 1) 1 3,3-3,5 удовлетворительное удовлетворительное 2 3,5-3,7 хорошее хорошее 3 4,3-4,4 хорошее хорошее 4 4,8-5,0 хорошее хорошее 5 4,0-4,2 удовлетворительное хорошее 6 3,3-3,5 удовлетворительное удовлетворительное без флюса 2,4-2,5 удовлетворительное Из таблицы следует, что предлагаемый флюс значительно увеличивает глубину проплавления по сравнению со сваркой без флюса или с известным флюсом при равнозначных погонных энергиях, что обеспечивает повышение производительности сварки, имеет хорошее формирование шва и легкую отделимость шлака по сравнению с известным. Это позволяет уменьшить затраты на исправление брака из-за дефектов внешнего формирования в виде зашлаковок поверхности и неравномерного сечения шва, на зачистку сварных швов, особенно при сварке многопроходных швов, что в итоге повышает производительность труда. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 35/362
Метки: активирующий, легированных, сталей, углеродистых, флюс, или, дуговой, сварки
Код ссылки
<a href="https://by.patents.su/3-11743-aktiviruyushhijj-flyus-dlya-dugovojj-svarki-uglerodistyh-ili-legirovannyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Активирующий флюс для дуговой сварки углеродистых или легированных сталей</a>
Керамический флюс для сварки и наплавки стали
Номер патента: 7612
Опубликовано: 30.12.2005
Авторы: Борд Наум Юрьевич, Антонишин Юрий Тихонович
МПК: B23K 35/362
Метки: керамический, флюс, наплавки, стали, сварки
Текст:
...препятствуя растворению водорода в жидком металле. Установлено, что при концентрации кремния в сварочной ванне ниже 0,2 возможно образование пор в швах. Оптимальное содержание кварцевого песка во флюсе 6-10 . При содержании кварцевого песка менее 6 мас.не происходит энергичного успокаивания сварочной ванны, из-за чего возможно появление пор в швах. При содержании кварцевого песка свыше 10 мас.происходит легирование металла шва кремнием, что...
Композиционный рафинирующий флюс для электрошлакового переплава меди или ее сплавов
Номер патента: 9976
Опубликовано: 30.12.2007
Авторы: Клещенак Геннадий Иванович, Тарновская Ольга Геннадьевна, Вакулина Ольга Александровна, Скрежендевский Сергей Евгеньевич
МПК: C22B 9/16
Метки: рафинирующий, переплава, флюс, электрошлакового, меди, или, сплавов, композиционный
Текст:
...на установке электрошлакового кокильного литья типа УШ-159 с помощью графитового электрода. В футерованный магнезитовым кирпичом тигель в области затравки засыпали небольшое количество медной стружки и флюса. После опускания графитового электрода до контакта с затравкой подавалось напряжение и запускался электрошлаковый процесс. После образования шлаковой ванны отдельными порциями подавалась стружка медного сплава (Бр ОЦС 5-5-5). В...
Электрод для сварки хромистых сталей
Номер патента: 7987
Опубликовано: 30.04.2006
Авторы: Валькович Игорь Владимирович, Антонишин Юрий Тихонович, Соколовский Евгений Иванович, Артюхов Вадим Александрович
МПК: B23K 35/365
Метки: сварки, электрод, сталей, хромистых
Текст:
...к образованию пор в металле сварного шва. Содержание рутила в покрытии более 24 мас.приводит к тому, что часть его остается в жидком металле, не переходя в шлак, и во время кристаллизации выделяется по границам зерен металла, что заметно охрупчивает сварной шов,ухудшает формирование наплавленного валика. Эксперименты показали, что при содержании рутила свыше 25 мас.происходит существенное уменьшение коэффициента температурного расширения...
Состав для борохромирования углеродистых сталей
Номер патента: 10633
Опубликовано: 30.06.2008
Авторы: Петрович Светлана Николаевна, Стасевич Георгий Викторович, Кухарева Наталья Георгиевна
МПК: C23C 12/00
Метки: сталей, углеродистых, состав, борохромирования
Текст:
...Используемые компоненты, их ГОСТы и химические формулы оксид бора (В 2 О 3) - источник активных атомов бора окись хрома - С 2 О 3 - источник активных атомов хрома оксид алюминия (А 2 О 3) является адсорбентом активных атомов бора, хрома и циркония, препятствует спеканию порошковой смеси в процессе насыщения окись циркония (2) увеличивает газопроницаемость порошковой смеси и является источником активных атомов циркония для микролегирования...
Флюс для низкотемпературной пайки
Номер патента: 837
Опубликовано: 15.08.1995
Авторы: Зубкова Н. В., Стромский А. С., Гольцов П. П., Пещенко А. Д., Берендеева А. В., Зубков В. И., Салов А. П.
МПК: B23K 35/363
Метки: флюс, низкотемпературной, пайки
Текст:
...натяжение расплавляемого пргщоя и тем саштм обеспечивает повышение активности флюса.При этом мехаъшзм флюсования происходит следующим образом. Вначале за счет присутствующей в растворителе воды и при каталитическом воздействии кислот, входящих в состав канифоли, при высокой температуре (около 250 С) идет гидролиз карбамида с образованием циануровой кислоты, аммиака и других продуктов гидролиза. Циануровая кислота взаимодействует с...
Предыдущий патент: Привод рабочих органов кормоуборочного комбайна
Следующий патент: Рабочий орган почвообрабатывающей машины
Случайный патент: Способ флуориметрического определения тиамина в кормах, продовольственном сырье или пищевых продуктах