Раствор для полирования металлических поверхностей
Номер патента: 1132
Опубликовано: 14.06.1996
Авторы: Кособуцкий Александр Антонович, Житкевич Лилия Сергеевна, Овчинникова Нина Викторовна
Текст
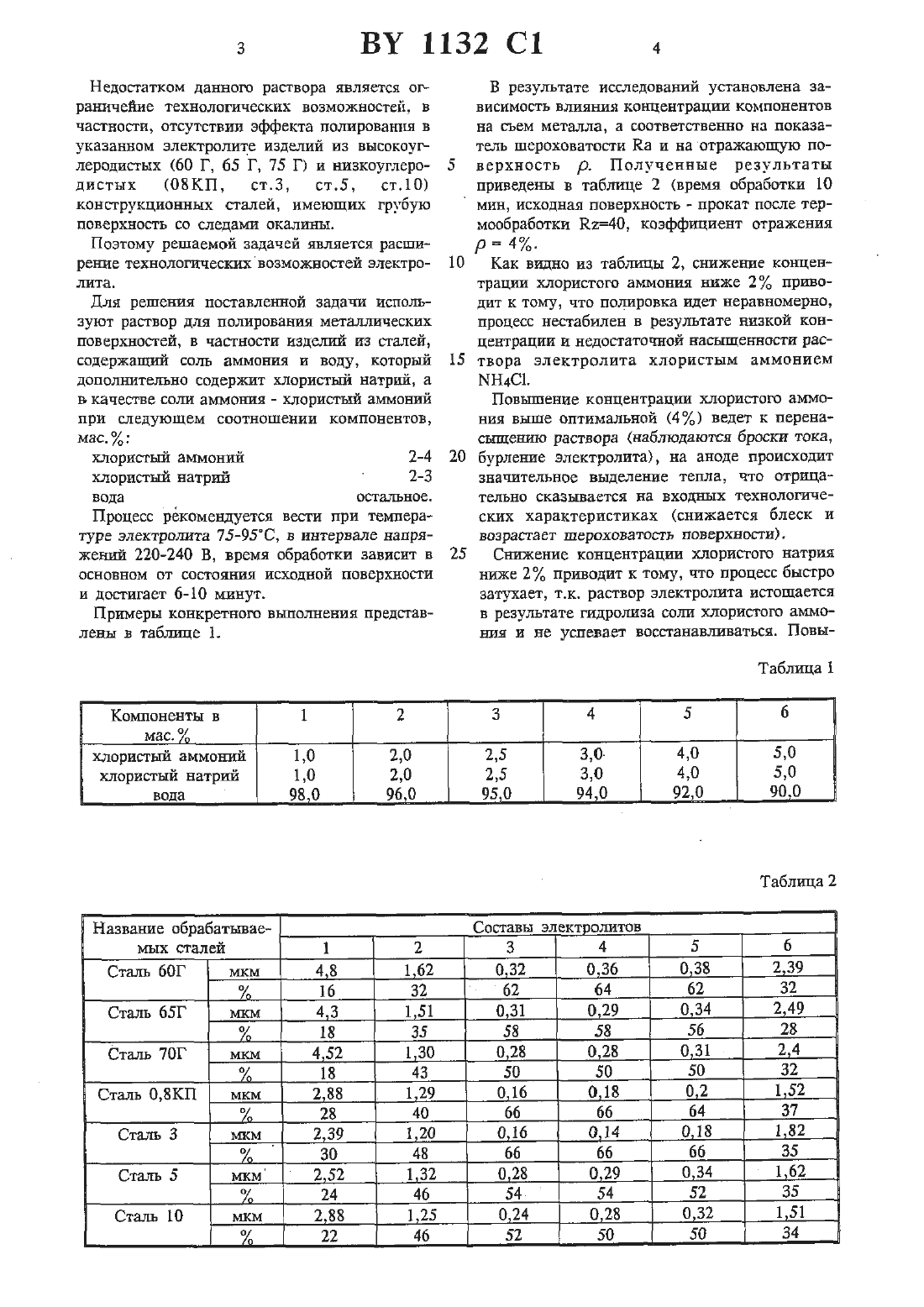
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ведомство гвспувлшш ввшхгъгсъ(54) РАСТВОР ДЛЯ ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙРаствор для полирования металлических поверхностей, в частности изделий из сталей,содержащий соль аммония и воду, отличаюЩийся тем, что он дополнительно содержит хлористый натрий, а в качестве соли аммония- хлористый аммоний при следующем соотношении компонентов, мас.(71) Заявитель Белорусская государственная политехническая академия (ВТ)(73) Патентообладатель Белорусская государСТВЕННЗЯ ПОЛИТВХНИЧССКЗЯ ЗКЗДВМИЯИзобретение относится к электрохимии и электрокимическши методам обработки металлов, в частности к растворам, пршчхеняемьш для электрополирования изделий из сталей, и может найти применение в приборостроении, р-д машиностроении, автомобиле- и тракторостроо ении, а также в дРУГИх дбластях промьпплен НОСТИ.(Ч Известны растворы для электрохимического(О полирования сталей, основными компонентами УЧ которых являются фосфорная и серная кислота 1 1. Недостатками указанных растворов являются высокая токсичность, применение дорогостоящей фосфорной кислоты, химическая агрессивность. Кроме того, в электролитах наоснове фосфорной и серной в электрогидродинамическом анодном режиме при повышенных напряжениях (100 В и выше) эффекта полирования не наблюдается. Издед-щя покрываются неоднородной темной пленкой, либо происходит точечное травление исходной повергсности.Наиболее близким по технической сущностик заявляемому иявляется обработка в электрогидродтшамическом анодном режиме в водном растворе сульфата аммонияНЕДОСТЗТКОМ ДЗННОПЗ раствора ЯВЛЯЕТСЯ ОГраничение технологических возможностей, в частности, отсутствии эффекта полирования в указанном электролите Изделий из высокоурлеродистых (60 Г, 65 Г, 75 Г) и низкоуглеродистых (ОВКП, ст.3, ст.5, ст.10) конструкционных сталей, имеющих грубую ПОВРХНОСТЬ СО СЛЕДЗМП ОКЕЛИНЫ.Поэтому решаемой задачей является расширение технологическихвозможностей электролита.Для решения поставленной задачи используют раствор для полирования металлических поверхностей, в частности изделий из сталей,содержащий соль аммония и воду, который дополнительно содержит хлористый натрий, а в качестве соли аммония - хлористый аммонийпри следующем соотношении компонентов,мас.Процесс рекомендуется вести при температуре электродшта 75-95 С, в интервале напряжений 220-240 В, время обработки зависит в ОСНОВНОМ ОТ СОСТОЯНИЯ ИСХОДНОЙ ПОВВрХНОСТИ и достигает 6-10 минут.Примеры конкретного выполнения представлены в таблице 1.В результате исследований установлена зависимость влияния концентрации компонентов на съем металла, а соответственно на показатель шероховатости Ка и на отражающую поверхность р. Полученные результаты приведены в таблице 2 (время обработки 10мин, исходная поверхность прокат после тер 10Как видно из таблицы 2, снижение концентрации хлористого аьшония ниже 2 приводит к тому, что полировка идет неравномерно,процесс нестабилен в результате низкой концентрации и недостаточной насыщенности раствора электролита хлористым аммонием ЫН 4 С 1.Повышение концентрации хлористого аммония выше оптимальной 04) ведет к перенасыщению раствора (наблюдаются броски тока,бурление электролита), на аноде происходит значительное выделение тепла, что отрицательно сказывается на входных технологических характеристиках (снижается блеск и возрастает шероховатость поверхности).Снижение концентрации хлористого натрия ниже 2 приводит к тому, что процесс быстро затухает, т.к. раствор электролита истощается в результате гидролиза соли хлористого аммония и не успевает восстанавливаться. Повы Таблица 1шение концентрации хлористого натрия свыше 3 И, приводит к перенасьпдению раствора электролита.Раствор для полирования металдтических поверхностей позволяет полировать изделии из всех видов конструкционных сталей, как высокоуглеродистых, так и низкоуглеродистых,одновременно удаляя окалину и снижая шероховатость обрабатываемой поверхности с К 2 МО до КаО,14 щ и получить блестящую поверхность (коэффициент отражения р достигает 66).Электропроводность заявляемого раствора О 0,178 ом 1 см 1 и превышает электропроводность раствора принятого за прототип а 6 (ЫН 4)25 О 4 О,117 ом 1 см 1.В качестве образцов использовались пластины размером З 0202 хим из сталей 60 Г, 65 ГИ 70 Г 08 КП ст.З, ст.5, ст.10. Шероховатость поверхности измерялась на нрофилометрепрофилографе мод. 251, блеск поверхности оценивался по величине коэффициента отра женин на фотометре ФО-1.Раствор испытан также на партии заводских деталей лезвие из стали 65 Г после закалки. Партия исследуемых деталей составляла 50 штук. Обработка производилась на оптимальных режимах при оптимальных коъщентрацищ раствора 8 ЫН 4 С 1 и 2,5 ЫаСВ, время обработки 7 минут. В результате обработки шероховатость поверхности снижена с К 22 О 4 О до Ка 0,140,32 мкм, а коэффициент отражения поверхности повышается с р 4 доГосударственное патентное ведомство Республики Беларусь.
МПК / Метки
МПК: C25F 3/16
Метки: раствор, поверхностей, металлических, полирования
Код ссылки
<a href="https://by.patents.su/3-1132-rastvor-dlya-polirovaniya-metallicheskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Раствор для полирования металлических поверхностей</a>
Устройство для полирования полых металлических изделий
Номер патента: 984
Опубликовано: 15.12.1995
Авторы: Куликов Иван Семенович, Василевский Виктор Иванович, Ващенко Светлана Владимировна, Дергай Александр Михайлович, Ермаков Владимир Леонидович, Лукашевич Лариса Георгиевна
МПК: C25F 7/00
Метки: изделий, устройство, полирования, металлических, полых
Текст:
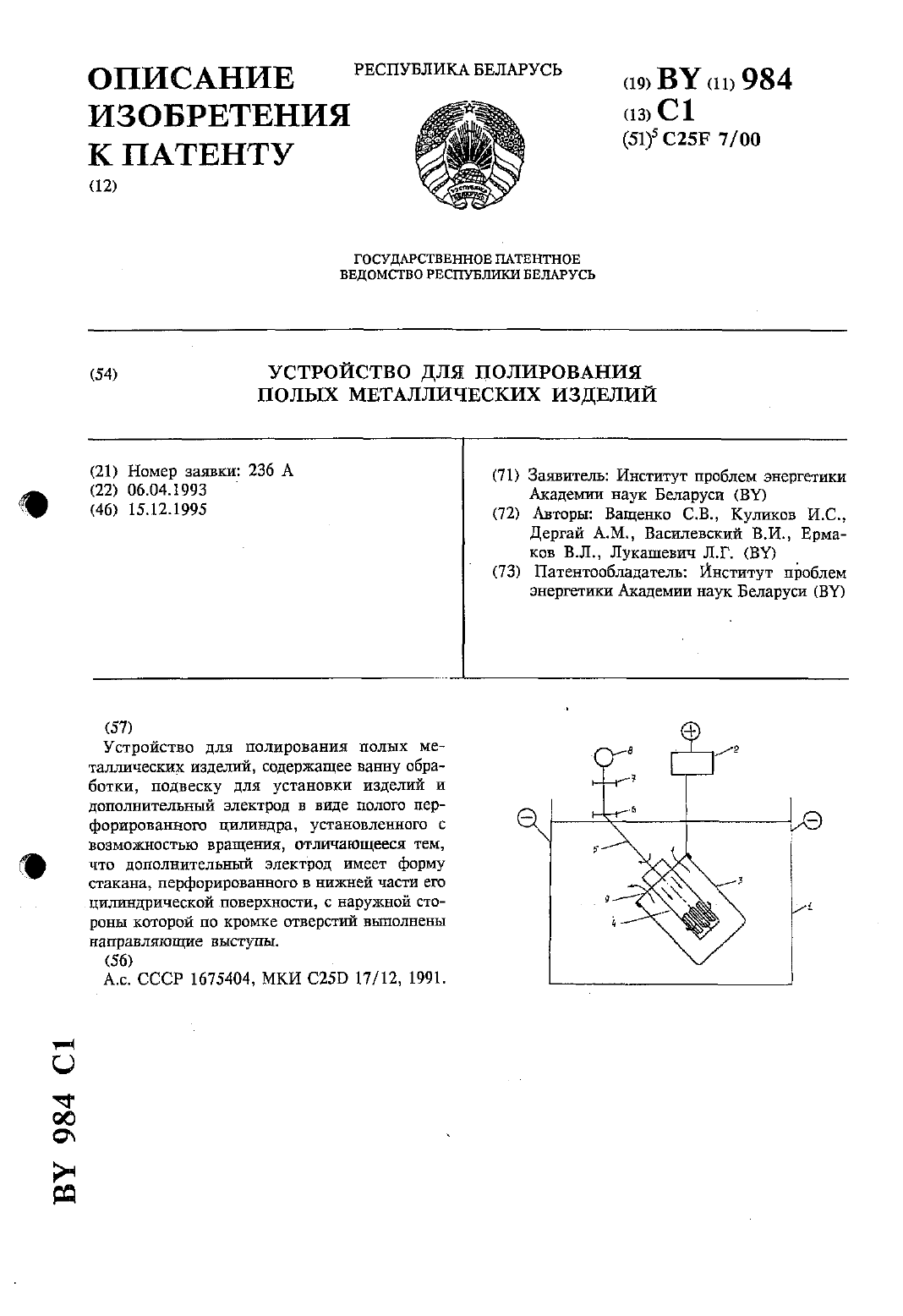
...неебходиынх електрогидродинанических условий и режимов ЧретеканиеВЕЪЗЛИЧННХ ФИЗИКОХИЫИЧЕСННХ ПВОЦЕССОВ В ПВИЭЛВКТВОДНОЙ ЗОНЕ. Приполировании изделий импульсным электрохимическим нетодвн вблизи обИНЙЩШБПВЪЦН Э 93103.01 ЭИНЬЭЕЭОНИВЗ ЗВНОПИЭ ЪИОХЭИПЦ ЕОЬНЗЕЕиннашваа иацан 1 Бшан 0 йЦ ипнпошнэнешап 8 И 9 н 9 не 1 эеПпб 1 нне идана иъэонпиш аинэшваа щаванзна винэщ оценена низ аиаьэпакэа поаьязие вэвишшвшеба нашшйПзп 3 8 Бэщэгьшинпе 9813305135...
Раствор для химического осаждения покрытий никель-бор
Номер патента: 17
Опубликовано: 30.05.1994
Авторы: Цыбульская Л. С., Гомза Т. В., Власенко В. Н., Гаевская Т. В., Морозов А. П., Семененко Е. А., Богдашич Т. В.
МПК: C23C 18/34
Метки: никель-бор, раствор, химического, осаждения, покрытий
Текст:
...покрытий никель-бор осуществляется на медные проводники часо вых печатных плат при рабочей температурераствора 82 12 С. Процесс начинается самопроизвольно без предварительного контактирования изделий с более электроотрицательным металлом. Время осаждения составляет 1 ч, плотность загрузки не превышает 1,0 дм г/л. Предваритель ная обработка поверхности меди включает 72-3 мин. После каждой операции проводит ся тщательная промывка в...
Раствор для травления тантала
Номер патента: 1032
Опубликовано: 14.03.1996
Автор: Апанович Леонтий Васильевич
МПК: C23F 1/26
Метки: тантала, травления, раствор
Текст:
...схем.Целью изобретения является улучшеПосле нанесении пленки тантала накремниевую подложку в установке вакуумного напыления плазменным распылением ее извлекают из установки. и на ппенкутантала наносят фоторезис-т. вскрывают контактные окна в нем. затем высушивают. В результате на поверхности пленки тантала в скрытых контактных окнах образуется тонкий слой оксида тантала.Известный раствор, содержащий фтористоводородную кислоту в смеси с...
Тампонажный раствор
Номер патента: 96
Опубликовано: 30.09.1994
Авторы: Сенкевич Эдуард Станиславович, Бруй Л. К.
МПК: E21B 33/138
Метки: тампонажный, раствор
Текст:
...тамлонажного раство ра осуществляется следующим образом. В расчетное количество воды вводятнеобходимое количество эмульсии. Смесь перемеивают до лолученя однородной жидкости, на которой затем производят эатворение цемента.Пример приготовления тампонажного раствора.Применение разработанного тампо нажного раствора особенно эффективно при креплении нефтяных И газовых скважин в трещиноватых ивысокопроБерут 62,6 мас. (00 г) цемента, 5...
Способ и водный состав для дезактивации зараженных радиоактивными веществами металлических изделий
Номер патента: 963
Опубликовано: 15.12.1995
Авторы: Йозеф Ханулик, Жан-Франсуа Эки
МПК: G21F 9/00
Метки: металлических, зараженных, изделий, дезактивации, водный, состав, веществами, радиоактивными, способ
Текст:
...катоде и затем может направляться на за коронение известными приемами. гЭлектролиз.предпочтительно проводят при комнатной температуре и плотности тока, равной 5 БОО ма/смд. Получаемый в результате электролиза раствор можно доводить до требуемой концнтрации и снова приме ННТЬ на СТЭДИИ ДЭЗЭКТИВЗЦИИ. ЕСЛИ СТЕПЕНЬ ЗЭРЭЖВНИН ПОЛХаеМОГО В ЮЗзулътате злектролиза.водного раствора фтороборной кислоты слишком высока, то его нейтрализуют добавлением...
Предыдущий патент: Способ получения рельефного изображения
Следующий патент: Устройство для очистки масла
Случайный патент: Система для подогрева кабины мобильной машины