Способ изготовления изделий из пенокерамики
Номер патента: 15285
Опубликовано: 30.12.2011
Авторы: Сморыго Олег Львович, Леонов Андрей Николаевич, Марукович Александр Иванович, Дечко Михаил Михайлович, Велюго Юрий Владимирович
Текст
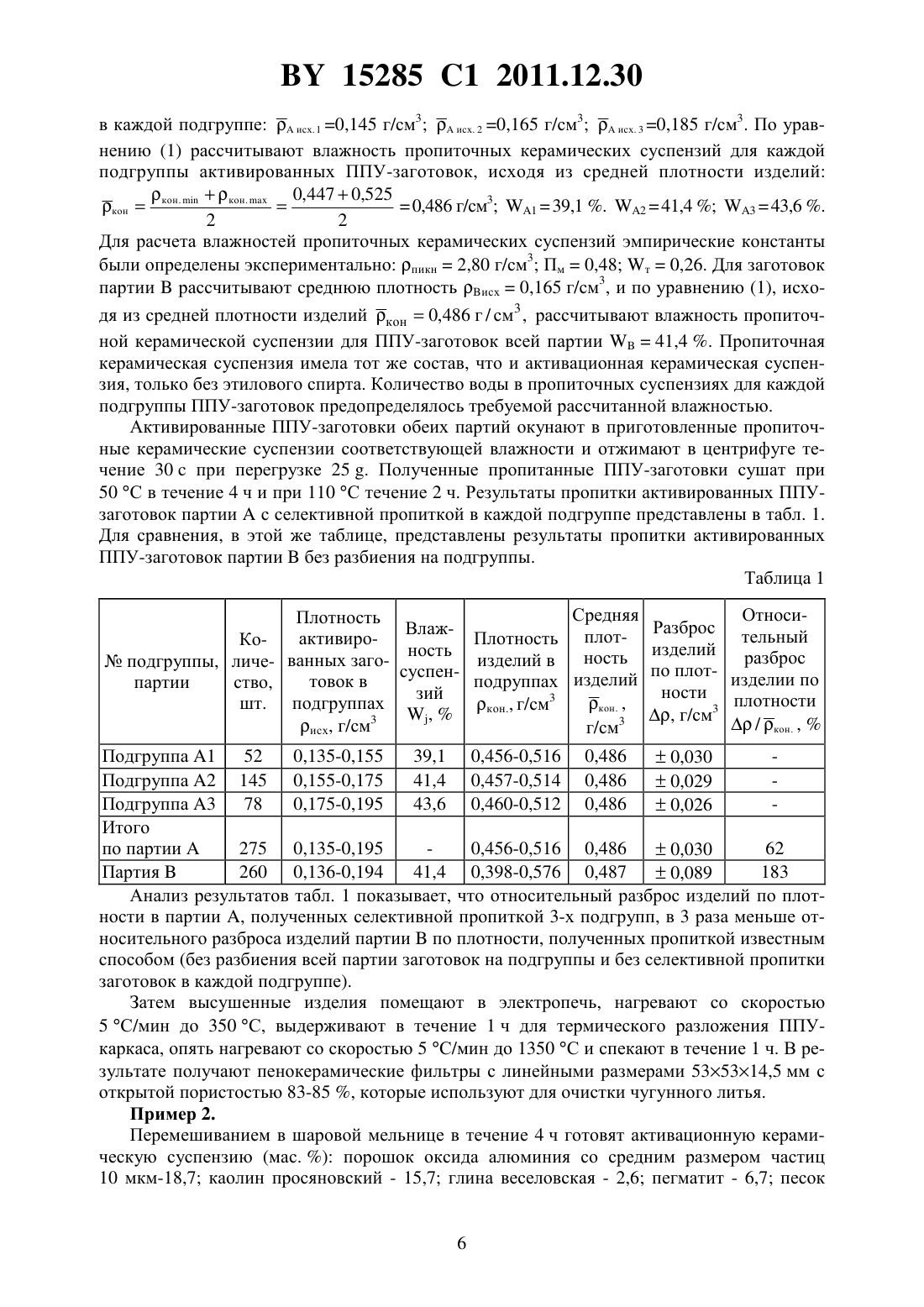
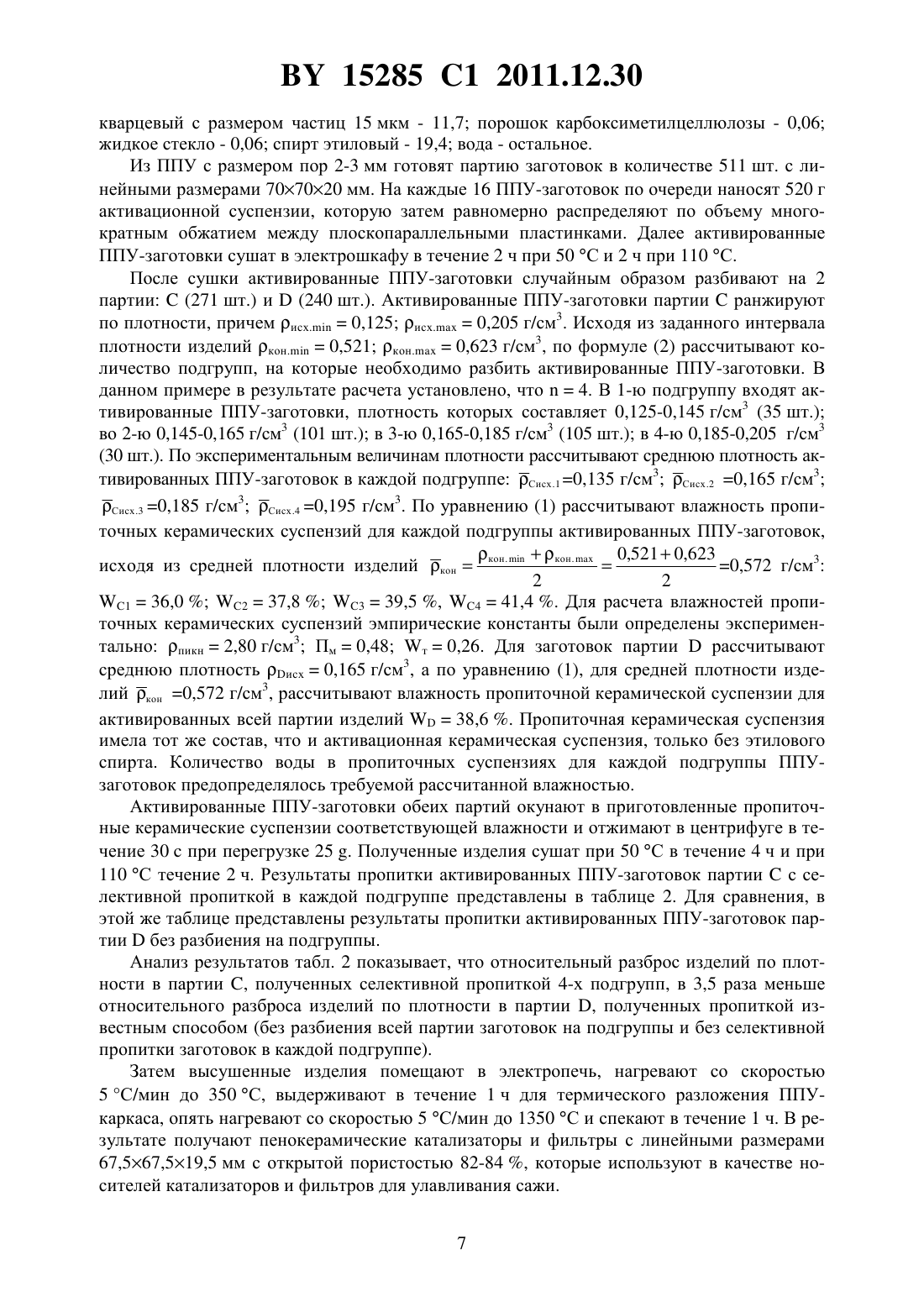
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОКЕРАМИКИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Леонов Андрей Николаевич Сморыго Олег Львович Марукович Александр Иванович Дечко Михаил Михайлович Велюго Юрий Владимирович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56)20081464, 2010. ЛЕОНОВ А.Н. и др. Пористые проницаемые материалы теория проектирования изделий и технологий. - Минск ОДО Тонпик, 2003. - С. 145-165,177-188.1668342 1, 1991.10102 1, 2007.(57) Способ изготовления изделий из пенокерамики, заключающийся в том, что изготавливают заготовки из пенополиуретана (ППУ), проводят активацию ППУ-заготовок, партию активированных ППУ-заготовок ранжируют по возрастанию плотности и разделяют наподгрупп с равным интервалом величины изменения плотности в каждой подгруппе, причем количество подгрупп равно ближайшему большему целому значению , рассчитанному по формулекон.исх.исх.,исх.кон.кон.гдеисх.- минимальная плотность активированных заготовок, г/см 3, исх. - максимальная плотность активированных заготовок, г/см 3, кон.- требуемая минимальная плотность изделий, г/см 3, кон.- требуемая максимальная плотность изделий, г/см 3,каждую подгруппу пропитывают водной керамической суспензией с влажностью , величину которой определяют по формуле 1 т,1 где- влажность керамической суспензии для пропитки -й подгруппы активированных заготовок т - влажность, при которой керамическая суспензия теряет текучесть,1 П исх.- средняя плотность активированных заготовок в -й подгруппе, г/см 3,15285 1 2011.12.30 пикн. - пикнометрическая плотность керамики, г/см 3,ж - плотность воды, г/см 3,Пм - микропористость сухой керамики,удаляют излишки суспензии, сушат, выжигают ППУ-каркас и производят спекание. Изобретение относится к способам изготовления изделий из пенокерамики путем дублирования структуры пенополиуретана (ППУ) и может быть использовано при производстве излучающих элементов радиационных горелок, высокотемпературных фильтров для очистки расплавов металлов, высокопроизводительных фильтров для очистки воздуха от твердых частиц, носителей катализаторов. Известные способы получения изделий из пенокерамики путем дублирования ячеистой структуры ППУ 1-6 включают в себя следующие операции изготовление ППУзаготовок требуемого размера активацию ППУ-заготовок пропитку активированных ППУ-заготовок керамической суспензией, содержащей воду, наполнитель на основе оксидной или неоксидной керамики, связующее и реологические добавки удаление излишек суспензии из заготовок любым известным способом (прокатка в валках, продувка сжатым воздухом, центрифугирование) сушку пропитанных ППУ-заготовок термообработку для выжигания ППУ-каркаса и спекание. Полученные таким образом готовые изделия из пенокерамики дублируют структуру ППУ-заготовок и имеют открытую пористость 75-85 . Недостаток известных способов состоит в том, что готовые изделия из пенокерамики имеют либо относительно низкий предел прочности 1-5, либо относительно низкую пористость 6, и все они имеют существенный разброс по плотности (и, следовательно, по прочности и пористости), что отрицательно отражается на стабильности их эксплуатационных параметров. Работоспособность изделий из пенокерамики определяется в основном двумя конкурирующими параметрами - прочностью и пористостью. При большой плотности изделия из пенокерамики обладают относительно высокой прочностью, но относительно малой пористостью (проницаемостью). При малой плотности изделия из пенокерамики обладают относительно высокой пористостью (проницаемостью), но относительно низкой прочностью. И та и другая крайность отрицательно отражается на эксплуатационных параметрах изделий из пенокерамики, так как низкая пористость (проницаемость) снижает производительность изделий и приводит к увеличению перепада давления при фильтрации жидкостей или газов, а недостаточная прочность изделий приводит к разрушению их, в том числе и при высоких температурах. Относительно низкий предел прочности изделий из пенокерамики, получаемых по способам 1-5, определяется несовершенством операции активации ППУ-заготовок. Из-за плохой смачиваемости водной керамической суспензией, гидрофобная поверхность ППУперемычек на отдельно взятой заготовке покрывается слоем керамики неравномерно,причем острые кромки перемычек имеют или очень тонкое покрытие, или вообще непокрыты. Дефекты, полученные на стадии активации из-за неравномерного покрытия, при пропитке активированных ППУ-заготовок керамической суспензией не устраняются и являются причиной относительно низкой прочности готовых изделий. Относительно низкая пористость изделий из пенокерамики, получаемых по способу 6, также определяется несовершенством операции активации ППУ-заготовок. Для улучшения смачиваемости на гладкую поверхность ППУ-перемычек предварительно наносят слой волокна с помощью адгезива. В качестве адгезива используют раствор латекса, а в качестве материала волокон используют нейлон, хлопок, графит. После этого на поверхность ППУ-перемычек пропиткой или распылением наносят активационную керамическую суспензию. Активационная керамическая суспензия является гидрофильной, что обеспечивает равномерное покрытие поверхности ППУ-перемычек, включая острые 2 15285 1 2011.12.30 кромки. Пенокерамика, полученная таким способом, имеет значительно меньше дефектов,что приводит к значительному повышению плотности. Поэтому недостаток способа заключается в том, что нанесенный активационный слой, включающий рыхло уложенные волокна, снижает открытую пористость пенокерамики до 35 . Кроме того, все приведенные способы - аналоги 1-6, имеют большой разброс изделий по плотности. Причиной большого разброса изделий из пенокерамики по плотности является повышенная чувствительность дисперсных керамических материалов к случайным колебаниям состава и технологических режимов. Это приводит к тому, что разные ППУ-заготовки на стадии активации покрываются керамическими слоями различной толщины, в результате чего партия ППУ-заготовок уже на стадии активации имеет значительный разброс по плотности. Следующая операция - пропитка активированных ППУзаготовок еще в большей степени увеличивает разброс изделий по плотности. Объясняется это тем, что толщина образуемого слоя керамики при пропитке пропорциональна толщине сухого активационного слоя керамики на ППУ-заготовке. Именно эта особенность процесса формования пенокерамики ответственна за плохую технологическую наследственность. Если две активированные ППУ-заготовки будут различаться по плотности на, то после пропитки эта разница возрастет до (2/1), где 2 - плотность изделия, 1 плотность активированной ППУ-заготовки (как правило, 2/13-4). Поэтому образовавшийся разброс по плотности в партии активированных ППУ-заготовок после пропитки наследуется и увеличивается в 3-4 раза, что приводит к существенной нестабильности эксплуатационных параметров готовых изделий в партии. Наиболее близким по технической сущности к предлагаемому способу является способ (прототип) 7, включающий изготовление ППУ-заготовок требуемого размера активацию ППУ-заготовок пропитку активированных ППУ-заготовок водной керамической суспензией удаление ее излишков в центробежном поле сил сушку выжигание ППУкаркаса и спекание. Поставленная задача в прототипе - повышение предела прочности готовых изделий из пенокерамики при сохранении приемлемой пористости - решается за счет введения в активационную суспензию жидких растворимых добавок, существенно улучшающих смачиваемость ППУ-заготовок. С этой целью в активационную керамическую суспензию,содержащую воду, вводят наполнитель на основе оксидной керамики, связующее и реологические добавки, добавляют (10-25)низкомолекулярного спирта (этанол или метанол) и (0,1-1)водорастворимой производной целлюлозы (карбоксиметилцеллюлоза или метилцеллюлоза). Введение в состав керамической суспензии производной целлюлозы вместе с низкомолекулярным спиртом существенно улучшает смачиваемость поверхности ППУперемычек активационной суспензией и повышает ее адгезию. Активационная суспензия равномерно распределяется по внутреннему объему ППУ-заготовки путем многократного обжатия. В результате поверхность ППУ-перемычек покрывается равномерным активационным слоем керамики, в том числе и на острых кромках. При этом отсутствие рыхло уложенных волокон в активационной суспензии, которая наносится на гладкую поверхность ППУ-перемычек, не уменьшает пористость ППУ-заготовок. Далее высушенные активированные ППУ-заготовки пропитывают в керамической суспензии определенной влажности, сушат, подвергают термообработке для выжигания ППУ-каркаса и спекают. Полученные по прототипу изделия из пенокерамики обладают повышенной прочностью и приемлемой пористостью, по сравнению с изделиями, полученными по известным аналогам. Недостаток прототипа заключается в том, что хотя модернизация процесса активации ППУ-заготовок и повышает прочность при сохранении приемлемой пористости заготовок,но не устраняет относительно большой разброс активированных ППУ-заготовок по плотности в партии. Дальнейшая пропитка в еще большей степени усиливает разброс изделий по плотности, что отражается на разбросе изделий по механической прочности и по пористости (общеизвестно, что обеспечить высокое качество изделий при серийном производ 3 15285 1 2011.12.30 стве (стабильность свойств) намного сложнее, чем обеспечить качество единичного образца при индивидуальной обработке). Техническая задача, которая решается в предлагаемом изобретении, заключается в повышении стабильности эксплуатационных параметров изделий из пенокерамики в партии путем существенного снижения разброса изделий по плотности. Суть способа изготовления изделий из пенокерамики заключается в том, что изготавливают заготовки из пенополиуретана (ППУ), проводят активацию ППУ-заготовок, партию активированных ППУ-заготовок ранжируют по возрастанию плотности и разделяют наподгрупп с равным интервалом величины изменения плотности в каждой подгруппе,причем количество подгрупп равно ближайшему большему целому значению , рассчитанному по формулекон.исх.исх.,исх.кон.кон.где исх.- минимальная плотность активированных заготовок, г/см 3 исх.- максимальная плотность активированных заготовок, г/см 3 кон.- требуемая минимальная плотность изделий, г/см 3 кон.- требуемая максимальная плотность изделий, г/см 3 каждую подгруппу пропитывают водной керамической суспензией с влажностью , величину которой определяют по следующей формуле 1 т,1 где- влажность керамической суспензии для пропитки -й подгруппы активированных заготовок т - влажность, при которой керамическая суспензия теряет текучесть. исх.- средняя плотность активированных заготовок в -й подгруппе, г/см 3 пикн. - пикнометрическая плотность керамики, г/см 3 ж - плотность воды, г/см 3 Пм - микропористость сухой керамики,удаляют излишки суспензии, сушат, выжигают ППУ-каркас и производят спекание. Если активированную заготовку с плотностью исх погружают в керамическую суспензию влажностью , то слой сухой керамики, обладающей микропористостью Пм, под действием капиллярных сил впитывает воду. Часть тонкого обезвоженного до влажности т слоя суспензии теряет свою текучесть и налипает на активационный слой. Остальную часть суспензии, находящуюся в макропорах активированных ППУ-заготовок, которая не меняет своей влажности и поэтому остается текучей, легко удаляют в центробежном поле сил. Чем меньше влажность керамической суспензии, тем толще будет слой керамики,который осядет на ППУ-перемычках, предварительно покрытых активационной керамической массой. Если две активированные заготовки со средней плотностью исхобисх рабатывают в керамических суспензиях с влажностямисоответственно, то путем подбора влажности керамических суспензийипо уравнению (1) можно добиться выполнения условия конкон 1 т ретения). Поставленная техническая задача, заключающаяся в получении изделий из пенокерамики с плотностью в заданном интервале (кон. - кон.), решается следующим образом. Партию активированных ППУ-заготовок, изготовленных по прототипу 7, подвергают 100 контролю, ранжируют по плотности и разбивают на несколько подгрупп, количество которых рассчитывают по формулекон.исх.исх..(2) исх.кон.кон.Затем в каждой подгруппе определяют среднее значение плотности исх.и по уравнению (1) рассчитывают влажность керамической суспензии из условия средней плотности изделий (кон.кон.) / 2. Сушку ППУ-заготовок производят при температурах 70-110 С. Избыток керамической суспензии удаляют центрифугированием при перегрузках 20-30 . Выжигание ППУкаркаса производят при температурах 300-400 С в течение 2 ч на воздухе. Температура спекания изделий зависит от состава керамики (например, для изделий из керамики на базе 2, 23, 2 температура спекания равна 1300-1700 С, время спекания 1-2 ч на воздухе) Предлагаемый способ лишен недостатков прототипа. Селективная пропитка каждой подгруппы активированных ППУ-заготовок керамической суспензией с влажностью, рассчитанной по уравнению (1), исходя из средней плотности активированных ППУзаготовок этой подгруппы, позволяет снизить разброс изделий в партии по плотности, что положительно отражается на стабильности эксплуатационных параметров готовых изделий из пенокерамики. Кроме того, формула (1), являющаяся новым и существенным признаком предлагаемого способа, универсальна и позволяет управлять процессом формования пенокерамики различного состава, а эмпирические константы пикн, Пм, т, определяющие индивидуальные свойства пропиточных керамических суспензий, определяют экспериментально в независимых опытах. Пример 1. Перемешиванием в шаровой мельнице в течение 4 ч готовят активационную керамическую суспензию (мас. ) порошок оксида алюминия со средним размером частиц 10 мкм - 18,7 каолин просяновский - 15,7 глина веселовская - 2,6 пегматит - 6,7 песок кварцевый с размером частиц 15 мкм - 11,7 порошок карбоксиметилцеллюлозы - 0,06 жидкое стекло - 0,06 спирт этиловый - 19,4 вода - остальное. Из ППУ с размером пор 2-3 мм готовят партию заготовок в количестве 535 шт. с линейными размерами 555515 мм. На каждые 16 ППУ-заготовок по очереди наносят 240 г активационной суспензии, которую затем равномерно распределяют по объему многократным обжатием между плоскопараллельными пластинками. Далее активированные ППУ-заготовки сушат в электрошкафу в течение 2 ч при 50 С и 2 ч при 110 С. Активированные ППУ-заготовки после сушки случайным образом разбивают на 2 партии(275 шт.) и(260 шт.). Активированные ППУ-заготовки партииранжируют по плотности, причем исх.0,135 исх.0,195 г/см 3. Исходя из заданного интервала плотности изделий кон.0,447 кон.0,525 г/см 3, по формуле (2) рассчитывают количество подгрупп, на которые необходимо разбить активированные ППУ-заготовки. В данном примере в результате расчета установлено, что 3. В 1-ю подгруппу входят активированные ППУ-заготовки, плотность которых составляет 0,135-0,155 г/см 3 (52 шт.) во 2-ю 0,155-0,175 г/см 3 (145 шт.) в 3-ю 0,175-0,195 г/см 3 (78 шт.). По экспериментальным величинам плотности рассчитывают среднюю плотность активированных ППУ-заготовок 15285 1 2011.12.30 в каждой подгруппеисх. 1 0,145 г/см 3 исх. 2 0,165 г/см 3 исх. 3 0,185 г/см 3. По уравнению (1) рассчитывают влажность пропиточных керамических суспензий для каждой подгруппы активированных ППУ-заготовок, исходя из средней плотности изделий 0,486 г/см 3 139,1 . 241,4343,6 . 2 2 Для расчета влажностей пропиточных керамических суспензий эмпирические константы были определены экспериментально пикн 2,80 г/см 3 Пм 0,48 т 0,26. Для заготовок партиирассчитывают среднюю плотность исх 0,165 г/см 3, и по уравнению (1), исходя из средней плотности изделий кон 0,486 г / см 3 , рассчитывают влажность пропиточной керамической суспензии для ППУ-заготовок всей партии 41,4 . Пропиточная керамическая суспензия имела тот же состав, что и активационная керамическая суспензия, только без этилового спирта. Количество воды в пропиточных суспензиях для каждой подгруппы ППУ-заготовок предопределялось требуемой рассчитанной влажностью. Активированные ППУ-заготовки обеих партий окунают в приготовленные пропиточные керамические суспензии соответствующей влажности и отжимают в центрифуге течение 30 при перегрузке 25 . Полученные пропитанные ППУ-заготовки сушат при 50 С в течение 4 ч и при 110 С течение 2 ч. Результаты пропитки активированных ППУзаготовок партиис селективной пропиткой в каждой подгруппе представлены в табл. 1. Для сравнения, в этой же таблице, представлены результаты пропитки активированных ППУ-заготовок партиибез разбиения на подгруппы. Таблица 1 Плотность активироКо подгруппы, личе- ванных заготовок в партии ство,шт. подгруппах исх, г/см 3 Средняя Плотность плотность изделий в подруппах изделий кон. ,кон., г/см 3 г/см 3 ОтносиРазброс тельный изделий разброс по плот- изделии по ности плотности Подгруппа 1 52 0,135-0,155 39,1 0,456-0,516 0,4860,030 Подгруппа 2 145 0,155-0,175 41,4 0,457-0,514 0,4860,029 Подгруппа 3 78 0,175-0,195 43,6 0,460-0,512 0,4860,026 Итого по партии 275 0,135-0,195 0,456-0,516 0,486 620,030 Партия 260 0,136-0,194 41,4 0,398-0,576 0,487 1830,089 Анализ результатов табл. 1 показывает, что относительный разброс изделий по плотности в партии , полученных селективной пропиткой 3-х подгрупп, в 3 раза меньше относительного разброса изделий партиипо плотности, полученных пропиткой известным способом (без разбиения всей партии заготовок на подгруппы и без селективной пропитки заготовок в каждой подгруппе). Затем высушенные изделия помещают в электропечь, нагревают со скоростью 5 С/мин до 350 С, выдерживают в течение 1 ч для термического разложения ППУкаркаса, опять нагревают со скоростью 5 С/мин до 1350 С и спекают в течение 1 ч. В результате получают пенокерамические фильтры с линейными размерами 535314,5 мм с открытой пористостью 83-85 , которые используют для очистки чугунного литья. Пример 2. Перемешиванием в шаровой мельнице в течение 4 ч готовят активационную керамическую суспензию (мас. ) порошок оксида алюминия со средним размером частиц 10 мкм-18,7 каолин просяновский - 15,7 глина веселовская - 2,6 пегматит - 6,7 песок 15285 1 2011.12.30 кварцевый с размером частиц 15 мкм - 11,7 порошок карбоксиметилцеллюлозы - 0,06 жидкое стекло - 0,06 спирт этиловый - 19,4 вода - остальное. Из ППУ с размером пор 2-3 мм готовят партию заготовок в количестве 511 шт. с линейными размерами 707020 мм. На каждые 16 ППУ-заготовок по очереди наносят 520 г активационной суспензии, которую затем равномерно распределяют по объему многократным обжатием между плоскопараллельными пластинками. Далее активированные ППУ-заготовки сушат в электрошкафу в течение 2 ч при 50 С и 2 ч при 110 С. После сушки активированные ППУ-заготовки случайным образом разбивают на 2 партии(271 шт.) и(240 шт.). Активированные ППУ-заготовки партииранжируют по плотности, причем исх.0,125 исх.0,205 г/см 3. Исходя из заданного интервала плотности изделий кон.0,521 кон.0,623 г/см 3, по формуле (2) рассчитывают количество подгрупп, на которые необходимо разбить активированные ППУ-заготовки. В данном примере в результате расчета установлено, что 4. В 1-ю подгруппу входят активированные ППУ-заготовки, плотность которых составляет 0,125-0,145 г/см 3 (35 шт.) во 2-ю 0,145-0,165 г/см 3 (101 шт.) в 3-ю 0,165-0,185 г/см 3 (105 шт.) в 4-ю 0,185-0,205 г/см 3(30 шт.). По экспериментальным величинам плотности рассчитывают среднюю плотность активированных ППУ-заготовок в каждой подгруппе Сисх.1 0,135 г/см 3 Сисх.2 0,165 г/см 3 Сисх.3 0,185 г/см 3 Сисх.4 0,195 г/см 3. По уравнению (1) рассчитывают влажность пропиточных керамических суспензий для каждой подгруппы активированных ППУ-заготовок,кон.0,5210,623 исходя из средней плотности изделий конкон. 0,572 г/см 3 2 2 136,0237,8339,5 , 441,4 . Для расчета влажностей пропиточных керамических суспензий эмпирические константы были определены экспериментально пикн 2,80 г/см 3 Пм 0,48 т 0,26. Для заготовок партиирассчитывают среднюю плотность исх 0,165 г/см 3, а по уравнению (1), для средней плотности изделий кон 0,572 г/см 3, рассчитывают влажность пропиточной керамической суспензии для активированных всей партии изделий 38,6 . Пропиточная керамическая суспензия имела тот же состав, что и активационная керамическая суспензия, только без этилового спирта. Количество воды в пропиточных суспензиях для каждой подгруппы ППУзаготовок предопределялось требуемой рассчитанной влажностью. Активированные ППУ-заготовки обеих партий окунают в приготовленные пропиточные керамические суспензии соответствующей влажности и отжимают в центрифуге в течение 30 при перегрузке 25 . Полученные изделия сушат при 50 С в течение 4 ч и при 110 С течение 2 ч. Результаты пропитки активированных ППУ-заготовок партиис селективной пропиткой в каждой подгруппе представлены в таблице 2. Для сравнения, в этой же таблице представлены результаты пропитки активированных ППУ-заготовок партиибез разбиения на подгруппы. Анализ результатов табл. 2 показывает, что относительный разброс изделий по плотности в партии , полученных селективной пропиткой 4-х подгрупп, в 3,5 раза меньше относительного разброса изделий по плотности в партии , полученных пропиткой известным способом (без разбиения всей партии заготовок на подгруппы и без селективной пропитки заготовок в каждой подгруппе). Затем высушенные изделия помещают в электропечь, нагревают со скоростью 5 С/мин до 350 С, выдерживают в течение 1 ч для термического разложения ППУкаркаса, опять нагревают со скоростью 5 С/мин до 1350 С и спекают в течение 1 ч. В результате получают пенокерамические катализаторы и фильтры с линейными размерами 67,567,519,5 мм с открытой пористостью 82-84 , которые используют в качестве носителей катализаторов и фильтров для улавливания сажи. 15285 1 2011.12.30 Таблица 2 Плотность активироКо подгруппы, личе- ванных заготовок в партии ство,подгруппах шт. исх., г/см 3 Подгруппа 1 35 0,125-0,145 Подгруппа 2 101 0,145-0,165 Подгруппа 3 105 0,165-0,185 Подгруппа 4 30 0,185-0,205 Итого по партии 271 0,125-0,205 Партия 240 0,126-0,204 Средняя плотность изделий кон. ,г/см 3 0,572 0,572 0,572 0,572 ОтносиРазброс тельный изделий разброс изпо плот- делий по ности плотности Пример 3. Перемешиванием в шаровой мельнице в течение 4 ч готовят активационную керамическую суспензию (мас. ) порошок оксида алюминия со средним размером частиц 7 мкм - 47 бентонит огланлинский - 12 триаммоний цитрат - 0,1 спирт поливиниловый 0,1 порошок метилцеллюлозы - 2 спирт этиловый - 14 вода - остальное. Из ППУ с размером пор 2-3 мм готовят партию заготовок в количестве 390 шт. с линейными размерами 10010022 мм. На каждые 4 ППУ-заготовки по очереди наносят 385 г активационной суспензии, которую затем равномерно распределяют по объему многократным обжатием между плоскопараллельными пластинками. Далее активированные ППУ-заготовки сушат в электрошкафу в течение 2 ч при 50 С и 2 ч при 110 С. После сушки активированные ППУ-заготовки случайным образом разбивают на 2 партии(210 шт.) и(180 шт.). Активированные ППУ-заготовки партииранжируют по плотности, причем исх.0,180 исх.0,260 г/см 3. Исходя из заданного интервала плотности изделий кон.0,591 кон.0,667 г/см 3, по формуле (2) рассчитывают количество подгрупп, на которые необходимо разбить активированные ППУ-заготовки. В данном примере в результате расчета установлено, что 4. В 1-ю подгруппу входят активированные ППУ-заготовки, плотность которых составляет 0,180-0,200 г/см 3 (23 шт.) во 2-ю 0,200-0,220 г/см 3 (82 шт.) в 3-ю 0,220-0,240 г/см 3(84 шт.) в 4-ю 0,240-0,260 г/см 3 (21 шт.). По экспериментальным величинам плотности рассчитывают среднюю плотность активированных ППУ-заготовок в каждой подгруппеисх. 1 0,190 г/см 3 исх. 2 0,210 г/см 3 исх. 3 0,230 г/см 3 исх. 4 0,250 г/см 3. По уравнению (1) рассчитывают влажность пропиточных керамических суспензий для каждой подгруппы активированных ППУ-заготовок, исходя из средней плотности изделий 0,629 г/см 3 138,7 , 240,2 , 341,6 ,2 2 443,2 . Для расчета влажностей пропиточных керамических суспензий эмпирические константы были определены экспериментально пикн 3,70 г/см 3 Пм 0,52 т 0,28. Для заготовок партиирассчитывают среднюю плотность исх 0,220 г/см 3, в по уравнению (1), исходя из плотности изделий кон 0,629 г / см 3 , рассчитывают влажность пропиточной керамической суспензии для активированных ППУ-заготовок всей партии 40,9 . Пропиточная керамическая суспензия имела тот же состав, что и активационная керамическая суспензия, только без этилового спирта. Количество воды в пропиточных суспензиях для каждой подгруппы ППУ-заготовок предопределялось требуемой рассчитанной влажностью. 15285 1 2011.12.30 Активированные ППУ-заготовки обеих партий окунают в приготовленные пропиточные керамические суспензии соответствующей влажности и отжимают в центрифуге течение 30 при перегрузке 25 . Полученные пропитанные изделия сушат при 50 С в течение 4 ч и при 110 С течение 2 ч. Результаты пропитки активированных ППУзаготовок партиис селективной пропиткой в каждой подгруппе представлены в таблице 3. Для сравнения, в этой же табл.3 представлены результаты пропитки активированных ППУ-заготовок партиибез разбиения на подгруппы. Таблица 3 Плотность активироКованных заго подгруппы, личетовок в партии ство,шт. подгруппах 1 , г/см 3 Подгруппа 1 Подгруппа 2 Подгруппа 3 Подгруппа 4 Итого по партииПартия Средняя ОтносиВлаж- Плотность плот- Разброс тельный ность изделий в ность изделий разброс изсуспен- подгруп- изделий по плот- делии по ности плотности зии пахкон.,кон. г/см 3 Анализ результатов табл. 3 показывает, что относительный разброс изделий по плотности партии , полученных селективной пропиткой 4-х подгрупп, в 3,5 раза меньше относительного разброса по плотности пропитанных ППУ-заготовок партии , полученных пропиткой известным способом (без разбиения всей партии заготовок на подгруппы и без селективной пропитки заготовок в каждой подгруппе). Затем высушенные изделия помещают в электропечь, нагревают со скоростью 5 С/мин до 350 С, выдерживают в течение 1 ч для термического разложения ППУкаркаса, опять нагревают со скоростью 5 С/мин до 1650 С и спекают в течение 1 ч. В результате получают пенокерамические элементы радиационных горелок и фильтры с линейными размерами 969621 мм с открытой пористостью 81-83 , которые используют для излучающих элементов радиационных горелок и фильтров для очистки стального литья. Источники информации Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C04B 38/06
Метки: изготовления, способ, пенокерамики, изделий
Код ссылки
<a href="https://by.patents.su/9-15285-sposob-izgotovleniya-izdelijj-iz-penokeramiki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделий из пенокерамики</a>
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Исаевич Г. А., Степаненко А. В., Король В. А.
МПК: B21H 7/00
Метки: способ, осуществления, профилем, переменным, устройство, длине, изготовления, заготовок, изделий
Текст:
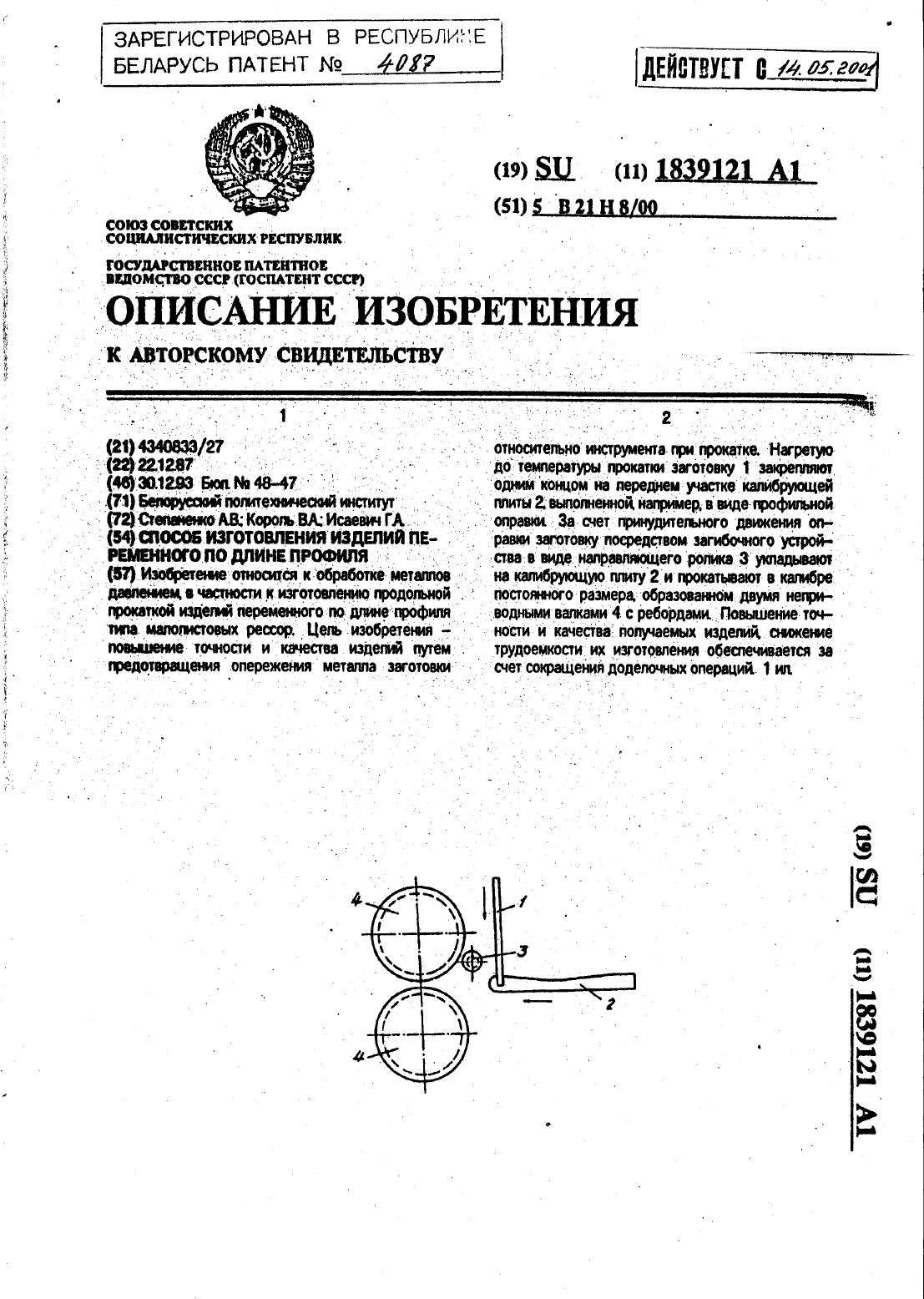
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ изготовления изделий из порошковых среднелегированных сталей
Номер патента: 7804
Опубликовано: 28.02.2006
Авторы: Киреев Петр Николаевич, Севастьянов Евгений Степанович, Ильющенко Александр Федорович, Мелешко Михаил Григорьевич
МПК: B22F 3/12
Метки: изготовления, способ, сталей, среднелегированных, изделий, порошковых
Текст:
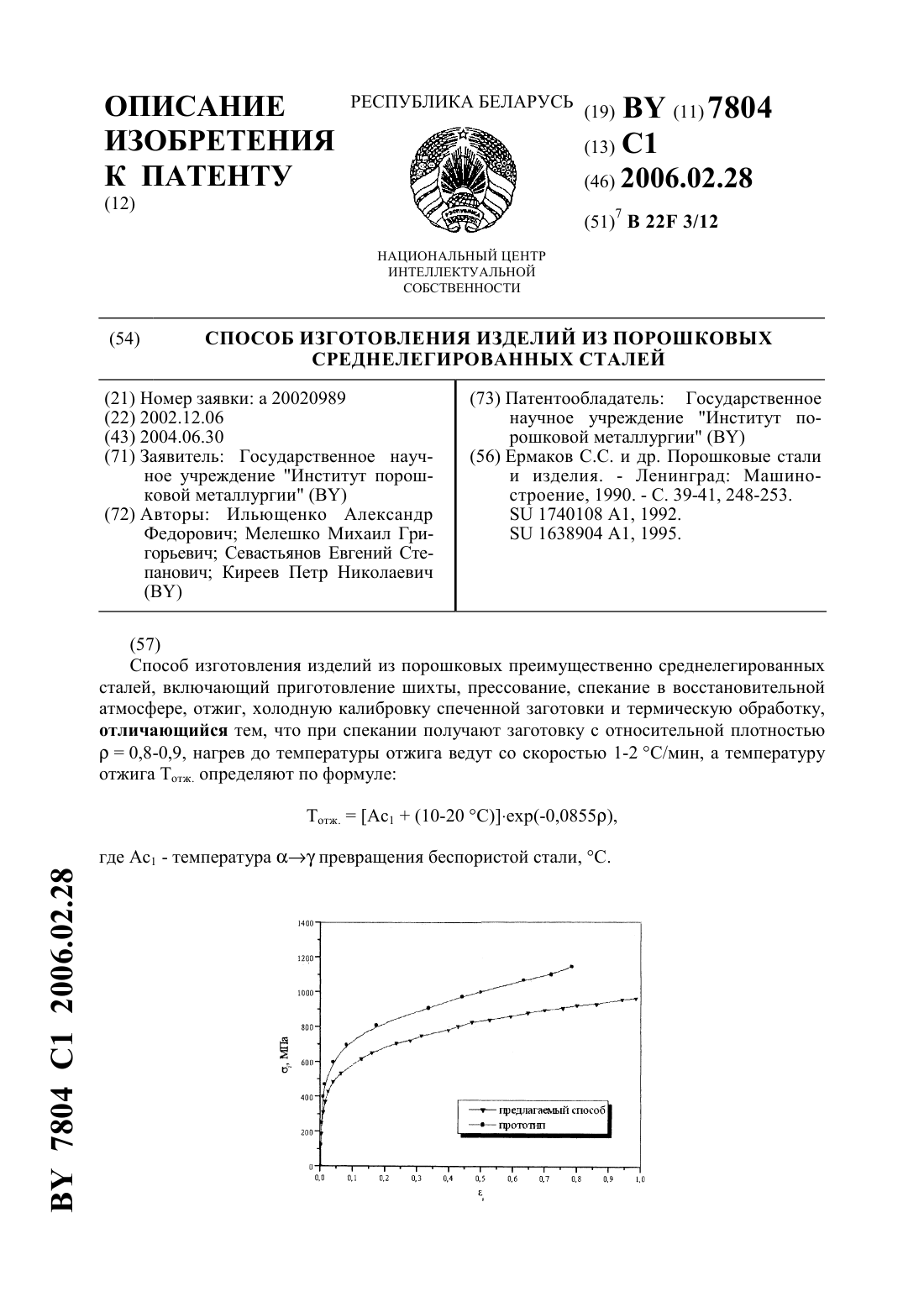
...а именно неравновесный ее характер. Неравновесный характер структуры порошковых спеченных заготовок оказывает влияние не только на кинетику фазовых превращений, но и на температурные интервалы существования фаз, их состав и морфологические характеристики образующихся структур. В неравновесных структурах предпочтительными местами зарождения аустенита являются участки с повышенной свободной энергией независимо от наличия карбидных частиц....
Способ изготовления изделий переменного по длине профиля
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Степаненко Александр Васильевич, Король Владимир Андреевич, Исаевич Георгий Александрович
МПК: B21H 8/00
Метки: длине, переменного, профиля, изделий, способ, изготовления
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Березнев Леонид Михайлович, Крупко Михаил Николаевич, Исаевич Леонид Александрович, Герасимова Алина Георгиевна, Сидоренко Михаил Иванович
Метки: заготовки, осуществления, длине, изделий, способ, изготовления, переменным, профилем, устройство
Текст:
...при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного...
Способ изготовления изделий из порошков вольфрама и никеля
Номер патента: 9905
Опубликовано: 30.10.2007
Авторы: Словыревский Олег Игоревич, Горохов Валерий Михайлович, Тарусов Игорь Николаевич
МПК: C22C 27/00, B22F 3/02
Метки: изготовления, вольфрама, способ, никеля, изделий, порошков
Текст:
...поясняется примерами, приведенными в табл. 1 и 2.Для проведения исследований использовали порошок вольфрама ТУ 48-4205-62-2000 и порошок никеля карбонильного ГОСТ 9722-79. Смешивание порошка вольфрама и никеля осуществляли в смесителе типа пьяная бочка. Парафин растворяли в бензине, а затем перемешивали со смесью порошка вольфрама и никеля. Шихту протирали через сито и получали гранулы, которые затем высушивали на воздухе. Равномерность...
Предыдущий патент: Светочувствительный материал для записи трехмерной голограммы и способ его получения
Следующий патент: Способ выбора тактики хирургического лечения обструктивной гипертрофической кардиомиопатии
Случайный патент: Порошковая смесь на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий