Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления
Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Герасимова Алина Георгиевна, Березнев Леонид Михайлович, Сидоренко Михаил Иванович, Крупко Михаил Николаевич, Исаевич Леонид Александрович

Текст
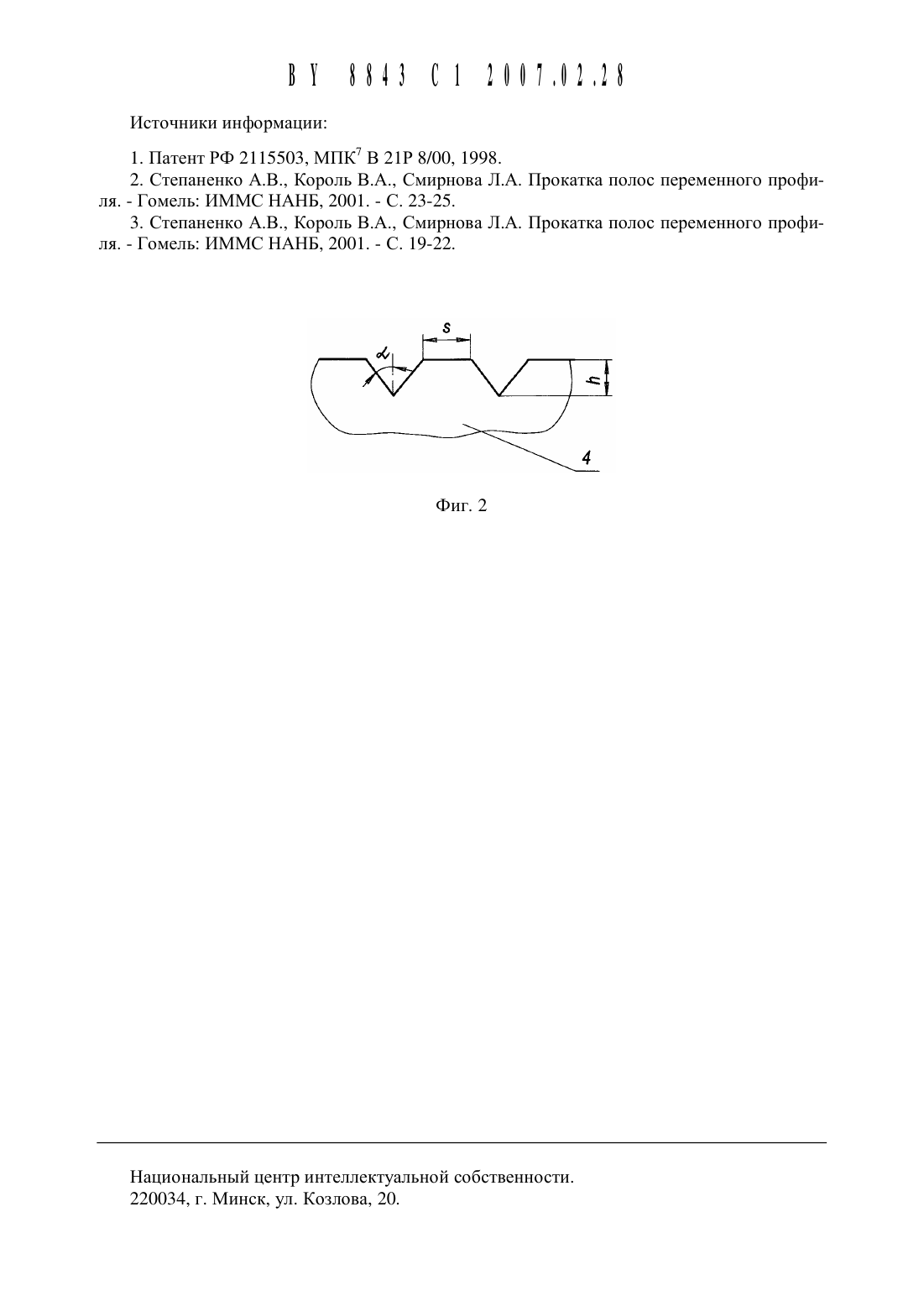
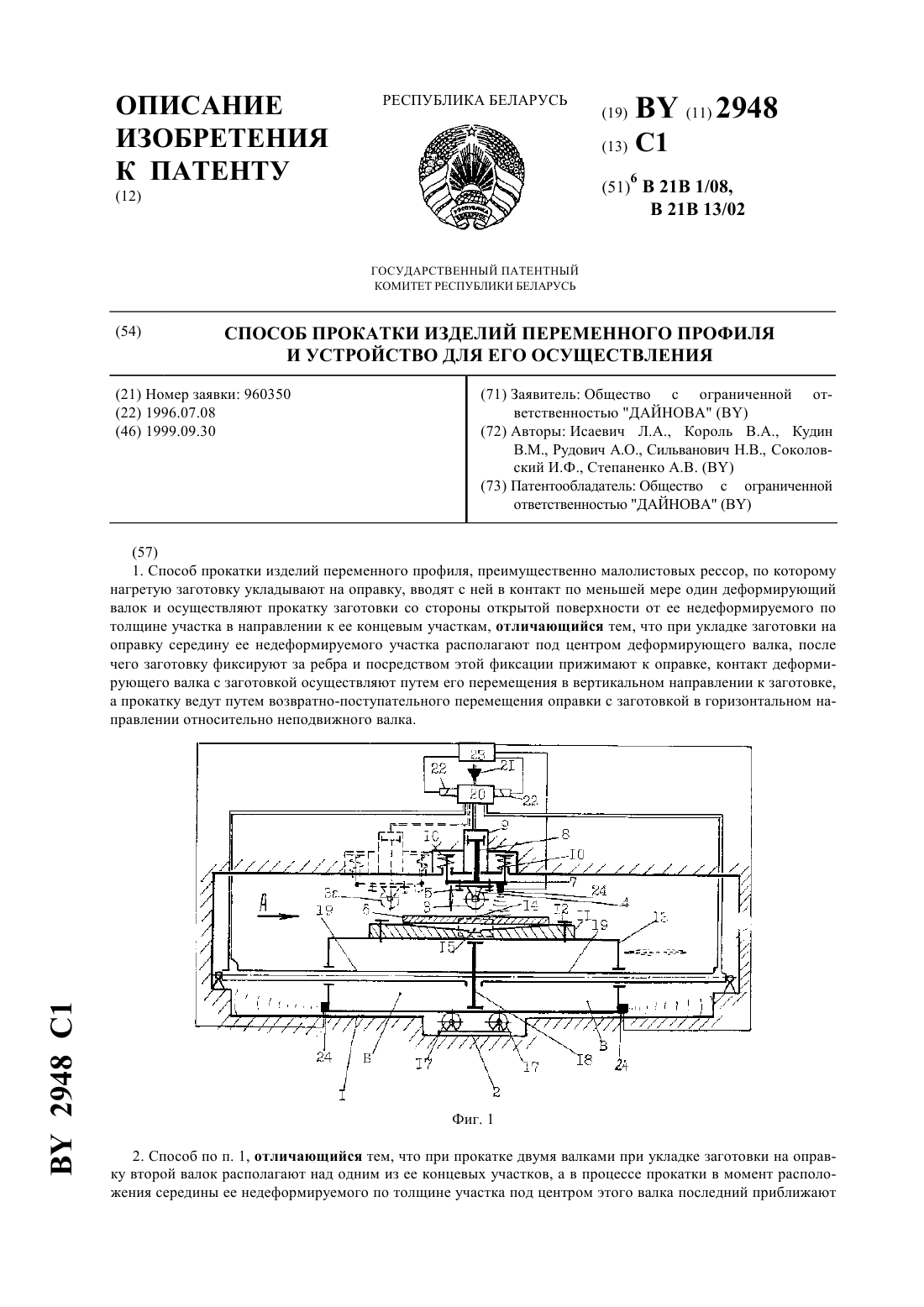
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗДЕЛИЙС ПЕРЕМЕННЫМ ПО ДЛИНЕ ПРОФИЛЕМ И УСТРОИСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский национальный технический университет (ВУ)(72) Авторы Исаевич Леонид Александ(73) Патентообладатель Белорусский нацио нальный технический университет (ВУ)рович Сидоренко Михаил Иванович Герасимова Алина Георгиевна Березнев Леонид Михайлович Крупко Михаил Николаевич (ВУ)1. Способ изготовления заготовки изделий с переменным по длине профилем, при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке, отличающийся тем, что при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении у 1 цирения.2. Устройство для изготовления заготовки изделий с переменным по длине профилем,содержашее нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного перемешения, отличающееся тем, что на оправке в зоне деформации концевых участков исходной штучной заготовки выполнены продольные канавки глубиной 11 от 0,5 мм до 1,5 мм, при этом форма выступов канавок выполнена в виде срезанных у вершин треугольников с плошадкой среза 5, равной от 3 до 5 глубин 11 продольной канавки.Изобретение относится К области металлургии, в частности К изготовлению прокаткой изделий переменного по длине профиля, и может быть использовано в производстве заготовок малолистовь 1 х рессор.Известен способ прокатки изделий переменного профиля 1, при котором заготовку нагревают, фиксируют от смещения при прокатке и прокатывают неприводнь 1 ми валками в направлениях от среднего участка заготовки к ее концевым участкам, при этом заготовку укладывают на валки с ограничением по боковым поверхностям заготовки, а прокатку ведут при контактировании нижней поверхности заготовки с валками с одновременным принудительным перемещением осей валков по направлению к заготовке на заданных участках по длине заготовки.Недостатком данного способа является то, ЧТО он отличается сложностью устройства для его реализации.Наиболее близким к заявляемому техническому решению является способ изготовления заготовок малолистовых рессор с переменным по длине профилем 2, при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке в двухвалковом калибре постоянного размера, при этом исходную заготовку прокатывают с передним натяжением и при прокатке и/или гибке прижимают средней частью к оправке.Недостатком данного способа является увеличение уширения на концевых участках заготовок, что приводит к увеличению потерь металла в обрезку.Известно устройство для прокатки изделий переменного профиля 3. Устройство включает нагреватель, калибрующую плиту, верхний и нижний валки с упорными ограничительными буртами, фиксирующими положение калибрующей плиты в процессе прокатки и распорные планки. Несмотря на целый ряд преимуществ, устройство имеет следующие недостатки сложность фиксации исходной заготовки в гравюре штампа, сложность обеспечения точных геометрических размеров деформируемой полосы в процессе прокатки из-за наличия опережения и уширения, которые изменяются в зависимости от величины обжатия.Наиболее близким к заявляемому устройству является устройство для изготовления заготовок малолистовых рессор с переменным по длине профилем 2. Устройство включает верхний и нижний неприводные валки с упорными ограничительными буртами и калиброванную оправку. Между валками и оправкой установлены направляющие ролики с ребордами и прижимной механизм. Имеется регулируемый упор.Недостатком данного устройства является повышение металлоемкости заготовок в процессе прокатки за счет увеличения потерь металла в обрезку, так как вследствие интенсивного обжатия концевых участков исходных заготовок и потери жесткого конца увеличивается уширение на данных участках и прокатанные заготовки получаются с дефектом типа лапа. Бурты на валках не ограничивают ширину прокатываемой исходной заготовки, так как служат для фиксации положения оправки в процессе прокатки. В данном случае ширина оправки больше ширины исходной заготовки.Поставленная задача достигается следующим образом.В способе изготовления заготовок изделий с переменным по длине профилем, при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного перемещения на оправке в зоне деформации концевых участков исходной штучной заготовки выполнены продольные канавки глубиной 11 от 0,5 мм до1,5 мм, при этом форма выступов канавок выполнена в виде срезанных у вершин тре угольников с площадкой среза 5, равной от 3 до 5 глубин 11 продольной канавки. Сущность изобретения поясняется чертежами, где на фиг. 1 изображена конструктив ная схема устройства для реализации способа изготовления заготовок изделий с перемен ным по длине профилем на фиг. 2 - фрагмент поверхности оправки с продольными канавками.Устройство включает верхний 1 и нижний 2 валки с упорными ограничительными буртами и калиброванную оправку 3, на которую нанесены продольные канавки 4. Между валками 1 и 2 и оправкой 3 установлены направляющие ролики 5 с ребордами и прижимной механизм 6. Имеется регулируемый упор 7. Исходная заготовка обозначена позицией 8. Канавки 4 принимают следующих размеров глубина канавок 11 0,5 1,5 мм, так как менее 0,5 мм выполнять не целесообразно, более 1,5 мм - не позволяет конструкция оправки, угол ос принимают в пределах от 3 5 (штамповочный уклон), во избежание прилипания металла к стенкам канавок, до 90 - В, где В - угол трения. Форму выступов выполняют в виде срезанных у вершин треугольников с площадкой среза, равной 5 (3 5)11, так как острые выступы быстро изнашиваются в процессе работы оправки.Учитывая то, что в центральной части в процессе прокатки исходной заготовки находится зона прилипания, в которой уширение практически отсутствует, канавки вь 1 полняют на участках определенной ширины по краям оправки.Способ осуществляется следующим образом.Нагретую до температуры прокатки исходную заготовку 8 при помощи прижимного устройства прижимают к оправке 3 с продольными канавками 4 и за счет направляющих роликов 5 с ребордами и принудительного движения оправки 3 перегибают симметрично относительно поперечной оси до придания ей П-образной формы, после чего заготовку 8 вместе с оправкой 3 прокатывают между неприводными валками 1 и 2 с жестко фиксированным постоянным зазором. Затем заготовку 8 снимают с оправки 3 и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработку обрезку концов заготовки, покраску и т.п.). После прокатки заготовки 8 на оправке 3 с продольными канавками 4 уширение концевых участков прокатанной заготовки значительно уменьшается по сравнению с прокаткой на гладкой оправке.Исходные размеры заготовки ширина - 90 мм, длина - 1582 мм, толщина - 22 мм, материал - сталь 5 ОХГВ.Из данной полосы необходимо получить заготовку малолистовой рессоры длиной 2105 мм, шириной 90 1 0,4 мм с перепадом по толщине от 22 мм в средней части на длине 160 мм до 10 мм на ее концах (изменение высоты профиля заготовки в продольном сече нии задано выражением 11 0,70845 ж/х ), шириной концевых участков менее 98 мм.На оправке в зоне обжатия концевых участков исходной заготовки на определенной ширине по краям выполняли продольные канавки. Заготовку нагревали в установке ТВЧ до температуры 950 и подавали в прокатный стан. На стане при помощи направляющих роликов с ребордами и за счет принудительного движения оправки исходной заготовке придавали П-образную форму и укладывали на оправку с продольными канавками (огибали оправку), после чего заготовку вместе с оправкой прокатывали между неприводными валками с жестко фиксированным постоянным зазором. Скорость движения оправки 0,25 м/с.После прокатки на оправке с продольными канавками величина уширения концевых участков заготовки снизилась до 28 , по сравнению с прокаткой на гладкой оправке. Способ позволяет уменьшить металлоемкость исходной заготовки за счет снижения у 1 Цирения концевых участков заготовки и соответственно увеличения вытяжки. Вследствие этого можно сократить длину исходной заготовки до 2,5 и расход металла с обрезью.1. Патент РФ 2115503, МПК 7 В 21 Р 8/00, 1998. 2. Степаненко А.В., Король В.А., СМИрНова Л.А. Прокатка полос Переменного профиля. - Гомель ИММС НАНБ, 2001. - С. 23-25.3. Степаненко А.В., Король В.А., СМИрНова Л.А. Прокатка полос Переменного профиля. - Гомель ИММС НАНБ, 2001. - С. 19-22.Национальный Центр Интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: изделий, заготовки, устройство, переменным, профилем, осуществления, изготовления, длине, способ
Код ссылки
<a href="https://by.patents.su/4-8843-sposob-izgotovleniya-zagotovki-izdelijj-s-peremennym-po-dline-profilem-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления</a>
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Степаненко А. В., Исаевич Г. А.
МПК: B21H 7/00
Метки: заготовок, переменным, изделий, длине, устройство, профилем, способ, осуществления, изготовления
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Устройство для изготовления заготовок изделий с переменным по длине профилем

Номер патента: U 1411
Опубликовано: 30.06.2004
Авторы: Березнев Леонид Михайлович, Исаевич Леонид Александрович, Герасимова Алина Георгиевна, Сидоренко Михаил Иванович
МПК: B21H 7/00
Метки: изделий, профилем, изготовления, заготовок, переменным, устройство, длине
Текст:
...оправку, привод ее возвратно-поступательного перемещения, направляющие ролики с ребордами, прижимной механизм и регулируемый упор, в валках первой пары вь 1 полнены ручьи трапециевидной формы с шириной дна, равной ширине зоны прилипания заготовки, углом наклона боковых стенок больше угла трения, при этом валки первой парь 1 относительно оправки установлены с зазором, обеспечивающим обжатие боковых кромок исходной заготовки до конечной...
Способ изготовления изделий переменного по длине профиля
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Исаевич Георгий Александрович, Король Владимир Андреевич, Степаненко Александр Васильевич
МПК: B21H 8/00
Метки: изготовления, способ, длине, профиля, изделий, переменного
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Способ прокатки изделий переменного профиля и устройство для его осуществления
Номер патента: 2948
Опубликовано: 30.09.1999
Авторы: Степаненко Александр Васильевич, Король Владимир Андреевич, Соколовский Игорь Феликсович, КУДИН Виктор Михайлович, Сильванович Николай Владимирович, Рудович Александр Олегович, Исаевич Леонид Александрович
МПК: B21B 1/08, B21B 13/02
Метки: профиля, осуществления, переменного, прокатки, способ, изделий, устройство
Текст:
...оправку, снабженную прижимом для заготовки, имеются следующие существенные отличия ложемент выполнен в виде горизонтально расположенного на опорных валках гидроцилиндра, профилированная оправка закреплена на верхней поверхности его корпуса, а поршень гидроцилиндра соединен с закрепленными в станине полыми штоками, сообщенными с внутренней полостью гидроцилиндра и через распределитель с источником текучей среды, который соединен с...
Способ изготовления щетинных изделий и устройство для его осуществления
Номер патента: 472
Опубликовано: 30.03.1995
Автор: Георг ВАЙРАУХ
МПК: A46B 3/04
Метки: изделий, изготовления, устройство, способ, щетинных, осуществления
Текст:
...2). штриховой линией на фиг. 12 показан разрез для образования концов со стороны 29 закрепления, а позициями 30. 31 различные по длине отрезки, получаемые при отрезании.После оконтуривания щетину 2 б в пучке 25 фиксируют. расплавляя в утолщение 32(фиг.13). На следующей рабочей операцииэто утолщение закрепляют внутри щетинодержателя 33, например. посредством впрыскивания. вспенивания или вставкиНа фиг 15 показана зубная щетка 34,задняя...
Предыдущий патент: Устройство для нереста европейского сома
Следующий патент: Способ измерения имплантированной дозы ионов в полупроводниковой структуре
Случайный патент: Устройство для лечения слюнных желез