Способ изготовления изделий из порошковых среднелегированных сталей
Номер патента: 7804
Опубликовано: 28.02.2006
Авторы: Киреев Петр Николаевич, Ильющенко Александр Федорович, Севастьянов Евгений Степанович, Мелешко Михаил Григорьевич
Текст
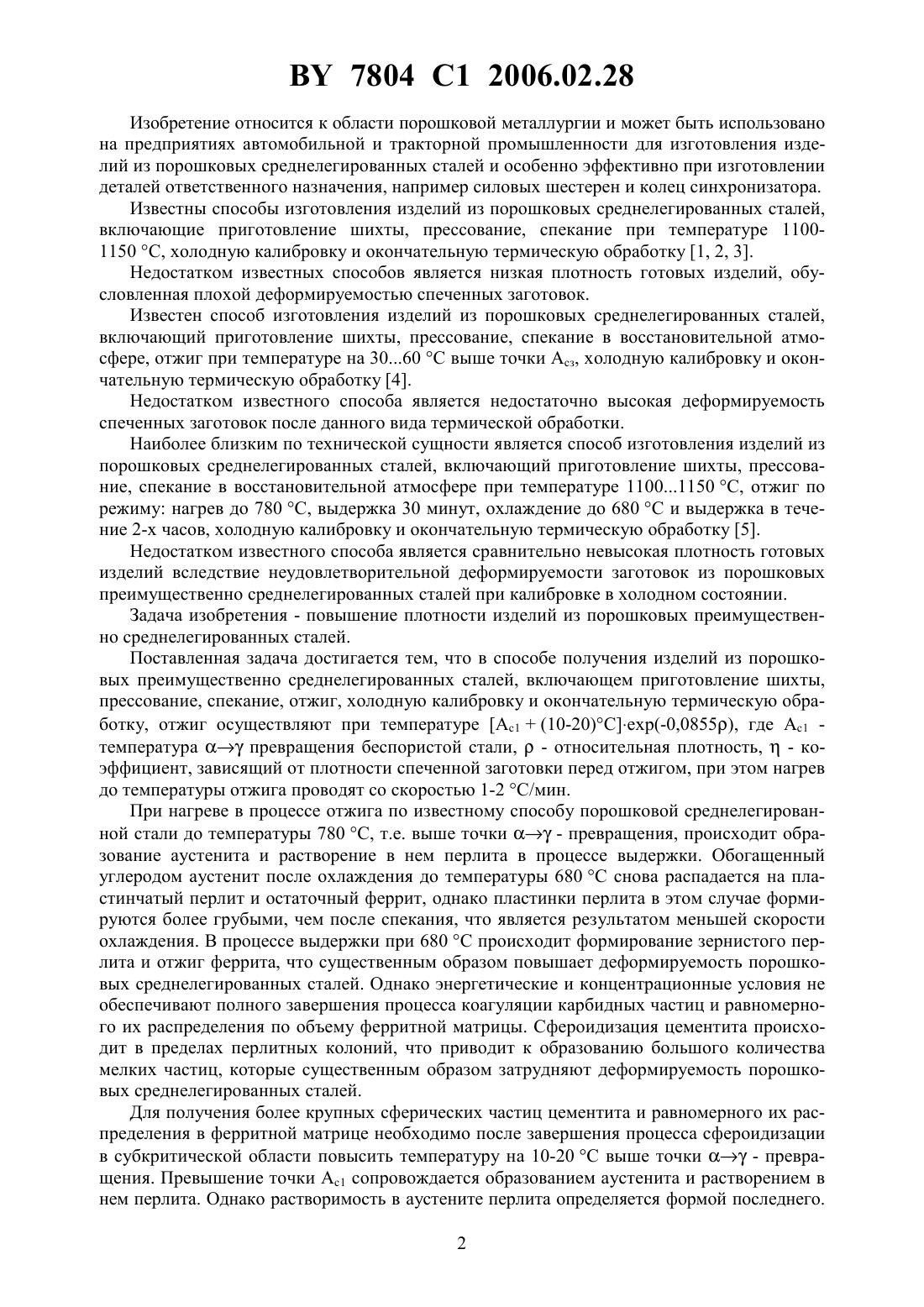
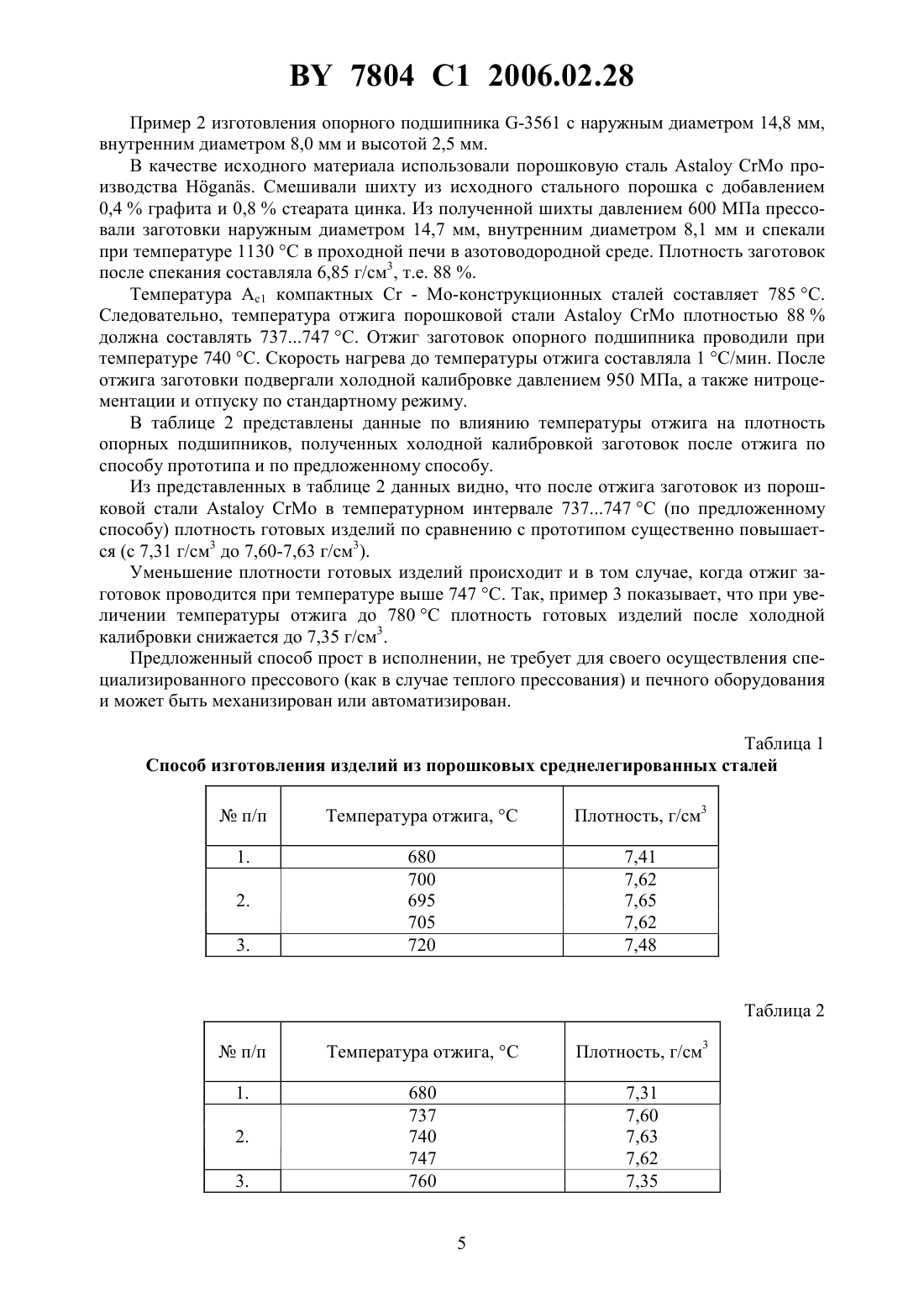
(51)22 3/12 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Ильющенко Александр Федорович Мелешко Михаил Григорьевич Севастьянов Евгений Степанович Киреев Петр Николаевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления изделий из порошковых преимущественно среднелегированных сталей, включающий приготовление шихты, прессование, спекание в восстановительной атмосфере, отжиг, холодную калибровку спеченной заготовки и термическую обработку,отличающийся тем, что при спекании получают заготовку с относительной плотностью 0,8-0,9, нагрев до температуры отжига ведут со скоростью 1-2 С/мин, а температуру отжига Тотж. определяют по формуле 7804 1 2006.02.28 Изобретение относится к области порошковой металлургии и может быть использовано на предприятиях автомобильной и тракторной промышленности для изготовления изделий из порошковых среднелегированных сталей и особенно эффективно при изготовлении деталей ответственного назначения, например силовых шестерен и колец синхронизатора. Известны способы изготовления изделий из порошковых среднелегированных сталей,включающие приготовление шихты, прессование, спекание при температуре 11001150 , холодную калибровку и окончательную термическую обработку 1, 2, 3. Недостатком известных способов является низкая плотность готовых изделий, обусловленная плохой деформируемостью спеченных заготовок. Известен способ изготовления изделий из порошковых среднелегированных сталей,включающий приготовление шихты, прессование, спекание в восстановительной атмосфере, отжиг при температуре на 3060 выше точки Асз, холодную калибровку и окончательную термическую обработку 4. Недостатком известного способа является недостаточно высокая деформируемость спеченных заготовок после данного вида термической обработки. Наиболее близким по технической сущности является способ изготовления изделий из порошковых среднелегированных сталей, включающий приготовление шихты, прессование, спекание в восстановительной атмосфере при температуре 11001150 , отжиг по режиму нагрев до 780 , выдержка 30 минут, охлаждение до 680 и выдержка в течение 2-х часов, холодную калибровку и окончательную термическую обработку 5. Недостатком известного способа является сравнительно невысокая плотность готовых изделий вследствие неудовлетворительной деформируемости заготовок из порошковых преимущественно среднелегированных сталей при калибровке в холодном состоянии. Задача изобретения - повышение плотности изделий из порошковых преимущественно среднелегированных сталей. Поставленная задача достигается тем, что в способе получения изделий из порошковых преимущественно среднелегированных сталей, включающем приготовление шихты,прессование, спекание, отжиг, холодную калибровку и окончательную термическую обработку, отжиг осуществляют при температуре Ас 1(10-20)С(-0,0855), где А 1 температурапревращения беспористой стали,- относительная плотность,- коэффициент, зависящий от плотности спеченной заготовки перед отжигом, при этом нагрев до температуры отжига проводят со скоростью 1-2 С/мин. При нагреве в процессе отжига по известному способу порошковой среднелегированной стали до температуры 780 , т.е. выше точки- превращения, происходит образование аустенита и растворение в нем перлита в процессе выдержки. Обогащенный углеродом аустенит после охлаждения до температуры 680 снова распадается на пластинчатый перлит и остаточный феррит, однако пластинки перлита в этом случае формируются более грубыми, чем после спекания, что является результатом меньшей скорости охлаждения. В процессе выдержки при 680 происходит формирование зернистого перлита и отжиг феррита, что существенным образом повышает деформируемость порошковых среднелегированных сталей. Однако энергетические и концентрационные условия не обеспечивают полного завершения процесса коагуляции карбидных частиц и равномерного их распределения по объему ферритной матрицы. Сфероидизация цементита происходит в пределах перлитных колоний, что приводит к образованию большого количества мелких частиц, которые существенным образом затрудняют деформируемость порошковых среднелегированных сталей. Для получения более крупных сферических частиц цементита и равномерного их распределения в ферритной матрице необходимо после завершения процесса сфероидизации в субкритической области повысить температуру на 10-20 выше точки- превращения. Превышение точки 1 сопровождается образованием аустенита и растворением в нем перлита. Однако растворимость в аустените перлита определяется формой последнего. 2 7804 1 2006.02.28 При быстром нагреве в межкритическую область температур перлит сохраняет пластинчатое строение и характеризуется низкой стабильностью к растворимости в аустените. Растворение пластинчатого перлита сопровождается увеличением содержания углерода в аустените и его стабильности. При последующем охлаждении вследствие понижения температуры превращения аустенит снова распадается на пластинчатые структуры с повышенной дисперсностью, что приводит к уменьшению деформируемости порошковых спеченных заготовок. При медленном нагреве заготовок из порошковых среднелегированных сталей со скоростью 1-2 С/мин сфероидизация цементита заканчивается в субкритическом интервале температур. При незначительном превышении температуры- превращения сферический цементит обладает повышенной стабильностью к растворимости, вследствие чего в равновесии в этих условиях находятся аустенит, феррит и сферический цементит. Вследствие высокой стабильности цементита сферической формы при незначительном превышении температуры- превращения в аустените растворяются глобули цементита размером менее 0,2 мкм, вследствие чего пересыщение аустенита углеродом невысоко. Кроме того,при выдержке в межкритическом интервале температур завершается процесс рекристаллизации феррита и одновременно протекает процесс коагуляции не растворившегося цементита. При последующем медленном охлаждении происходит выделение углерода из аустенита на уже имеющихся глобулях цементита, а сам аустенит превращается в свободный от субструктуры феррит с низкой микротвердостью. В результате формируется структура зернистого перлита с достаточно крупными и равномерно распределенными в ферритной матрице глобулями цементита. Спеченные заготовки из порошковых среднелегированных сталей с такой структурой характеризуются наиболее высокой деформируемостью. Следует отметить, что сохранение глобулей цементита в межкритическом интервале температур наблюдается лишь при незначительном перегреве выше точки- превращения (на 10-20 ). При дальнейшем повышении температуры происходит растворение цементита в аустените с образованием при последующем охлаждении пластинчатых структур, что приводит к значительному понижению деформируемости спеченных заготовок из порошковых среднелегированных сталей и уменьшению плотности готовых изделий. При осуществлении термической обработки порошковых заготовок после спекания необходимо учитывать реальную структуру, а именно неравновесный ее характер. Неравновесный характер структуры порошковых спеченных заготовок оказывает влияние не только на кинетику фазовых превращений, но и на температурные интервалы существования фаз, их состав и морфологические характеристики образующихся структур. В неравновесных структурах предпочтительными местами зарождения аустенита являются участки с повышенной свободной энергией независимо от наличия карбидных частиц. Такими местами наряду с межчастичными границами могут быть участки с высокой плотностью дислокаций внутри ячеек. В зависимости от исходной пористости при одном и том же режиме термической обработки в порошковой среднелегированной стали могут сформироваться принципиально различающиеся структуры, а следовательно и деформируемость. Необходимо отметить неправомерность использования равновесной диаграммы состояния - для количественного описания развития- превращения в порошковых структурах. В результате,как на стадии зарождения, так и на более поздних стадиях аустенита количество- фазы не подчиняется правилу отрезков, а ее состав не определяется линиейдиаграммы состояния -. Экспериментальным путем было установлено, что температура отжига заготовок из порошковых среднелегированных сталей после спекания, при которой получается структура с крупными глобулями цементита, равномерно расположенными в ферритной матрице, обеспечивающая максимальную деформируемость, определяется соотношением 3 7804 1 2006.02.28 ТотжА 1(10-20 С)-(-),где Ас 1 - температура- превращения беспористой стали, - относительная плотность спеченной заготовки, - коэффициент, зависящий от плотности спеченной заготовки перед отжигом и при 0,80,90,0855. Сущность изобретения поясняется графиком, на котором для порошковой стали-1 с 0,4 С представлена зависимость истинного напряженияот истинной деформациипри испытании на сжатие гладких цилиндрических образцов диаметром 10 мм и высотой 15 мм. Прессование образцов осуществляли давлением 600 МПа при скорости движения ползуна испытательной машины 60 мм/мин. Плотность образцов после прессования составляла 89 . Представленные на рис. 1 данные показывают, что деформируемость порошковой стали-1 оценивается величиной деформациипри заданном напряжениии после отжига по предлагаемому способу значительно выше по сравнению с отжигом по способу прототипа. Так, при напряжении 800 МПа деформируемость возрастает в 2,4 раза,а при 900 МПа - в 2,2 раза. Увеличение деформируемости порошковых среднелегированных сталей после отжига по предлагаемому способу является основной причиной увеличения плотности после калибровки в холодном состоянии по сравнению с прототипом. Способ осуществляют следующим образом. Смешивают шихту из металлических порошков с добавкой 0,6-0,8 стеарата цинка, прессуют заготовки давлением 600700 МПа, спекают при температуре 1120-1130 в восстановительной атмосфере,нагревают до температуры Ас 1(10-20 С)-(-) со скоростью 1-2 С/мин, где Ас 1 температура- превращения компактной стали аналогичного состава, калибруют в холодном состоянии давлением 900-1000 МПа, проводят окончательную термическую обработку. Пример изготовления детали Кольцо синхронизатора с модулем 3,175, наружным диаметром 136,3 мм, внутренним диаметром 110 мм и высотой 9,5 мм. По заявляемому способу в качестве исходного материала использовали порошковую сталь 85 производства фирмы . Приготавливали шихту из исходной стали с добавлением 0,4 графита и 0,8 стеарата цинка. Из полученной шихты давлением 600 МПа прессовали заготовки, которые спекали при температуре 1130 в проходной печи в среде эндогаза. Плотность прессовок после спекания составляла 7,04 г/см 3 или 90 . Отжиг заготовок кольца синхронизатора проводили при температуре 700 в среде эндогаза. Скорость нагрева до температуры отжига составляла 1 С/мин. Температуру отжига определяли следующим образом. Температура Ас 1 компактных конструкционных молибденовых сталей составляет 740 . Следовательно, температура отжига порошковой стали 85 плотностью 90 должна быть равна 695-705 . После отжига заготовки подвергали холодной калибровке давлением 950 МПа, а также нитроцементации и отпуску по стандартному режиму. В таблице 1 приведены данные по влиянию температуры отжига на плотность колец синхронизатора, полученных холодной калибровкой заготовок после отжига по способу прототипа и по предложенному способу. Из представленных в таблице 1 данных видно, что отжиг заготовок из порошковой стали 85 в температурном интервале 695-705(по предложенному способу) позволят существенно повысить плотность готовых изделий по сравнению с прототипом(с 7,41 г/см 3 до 7,62-7,65 г/см 3). Уменьшение плотности готовых изделий происходит и в том случае, когда отжиг проводится при температурах выше 705 . Так, пример 3 показывает, что при увеличении температуры отжига до 720 плотность готовых изделий после холодной калибровки снижается до 7,48 г/см 3. 4 7804 1 2006.02.28 Пример 2 изготовления опорного подшипника -3561 с наружным диаметром 14,8 мм,внутренним диаметром 8,0 мм и высотой 2,5 мм. В качестве исходного материала использовали порошковую стальпроизводства . Смешивали шихту из исходного стального порошка с добавлением 0,4 графита и 0,8 стеарата цинка. Из полученной шихты давлением 600 МПа прессовали заготовки наружным диаметром 14,7 мм, внутренним диаметром 8,1 мм и спекали при температуре 1130 в проходной печи в азотоводородной среде. Плотность заготовок после спекания составляла 6,85 г/см 3, т.е. 88 . Температура Ас 1 компактных- -конструкционных сталей составляет 785 . Следовательно, температура отжига порошковой сталиплотностью 88 должна составлять 737747 . Отжиг заготовок опорного подшипника проводили при температуре 740 . Скорость нагрева до температуры отжига составляла 1 С/мин. После отжига заготовки подвергали холодной калибровке давлением 950 МПа, а также нитроцементации и отпуску по стандартному режиму. В таблице 2 представлены данные по влиянию температуры отжига на плотность опорных подшипников, полученных холодной калибровкой заготовок после отжига по способу прототипа и по предложенному способу. Из представленных в таблице 2 данных видно, что после отжига заготовок из порошковой сталив температурном интервале 737747(по предложенному способу) плотность готовых изделий по сравнению с прототипом существенно повышается (с 7,31 г/см 3 до 7,60-7,63 г/см 3). Уменьшение плотности готовых изделий происходит и в том случае, когда отжиг заготовок проводится при температуре выше 747 . Так, пример 3 показывает, что при увеличении температуры отжига до 780 плотность готовых изделий после холодной калибровки снижается до 7,35 г/см 3. Предложенный способ прост в исполнении, не требует для своего осуществления специализированного прессового (как в случае теплого прессования) и печного оборудования и может быть механизирован или автоматизирован. Таблица 1 Способ изготовления изделий из порошковых среднелегированных сталейп/п 7804 1 2006.02.28 Источники информации 1. Гуляев И.А., Калашникова О.Ю., Довгань Е.И. Частично легированные железные порошки для спеченных конструкционных изделий. - ., 1988. - С. 31 -35. 2. Ильющенко А.Ф., Витязь П.А., Савич В.В., Звонарев .В. Порошковая металлургия в Республике Беларусь. - Минск // Порошковая металлургия. - Вып. 25 (2002). - С.25-33. 3..,1997, 1416. 4. Структура металлокерамических материалов на основе железа /Федорченко И.М.,Пугина Л.И., Филатова М.А. и др. - . Металлургия, 1963. - С. 140. 5. Ермаков , Вязников Н.Ф. Порошковые стали и изделия. - Л. Машиностроение,1990. - С. 250-252. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22F 3/12
Метки: способ, изделий, среднелегированных, изготовления, порошковых, сталей
Код ссылки
<a href="https://by.patents.su/6-7804-sposob-izgotovleniya-izdelijj-iz-poroshkovyh-srednelegirovannyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделий из порошковых среднелегированных сталей</a>
Способ получения высокоплотных массивных деталей из порошковых сталей методом пропитки
Номер патента: 5816
Опубликовано: 30.12.2003
Авторы: Дьячкова Лариса Николаевна, Рудьков Сергей Николаевич, Волчек Анатолий Яковлевич
МПК: B22F 3/26
Метки: способ, массивных, методом, сталей, деталей, высокоплотных, порошковых, получения, пропитки
Текст:
...дополнительное время на прогрев. Задача, которую решает предлагаемое изобретение, заключается в обеспечении равномерного прогрева массивных деталей до достижения температуры плавления медного сплава и получении прочной прессовки из медного сплава, удобной для транспортировки. Поставленная задача достигается тем, что способ получения высокоплотных массивных деталей из порошковых сталей методом пропитки включает прессование и спекание заготовок...
Материал для пропитки порошковых углеродистых сталей
Номер патента: 3371
Опубликовано: 30.06.2000
Автор: Дьячкова Лариса Николаевна
Метки: пропитки, углеродистых, порошковых, материал, сталей
Текст:
...содержит углерод в виде порошка графита дисперсностью 2-100 мкм, железо дисперсностью менее 100 мкм при следующем соотношении компонентов, мас.алюминий 0,1-1,0 железо 3,0-10,0 стеарат цинка 0,1-0,8 графит 0,1-1,0 медь остальное. Экспериментально установлено, что введение графита в материал для пропитки углеродистых сталей,обеспечивает получение качественной поверхности изделия отсутствует налипание остатков пропитывающего материала и...
Материал для пропитки порошковых сталей
Номер патента: 3370
Опубликовано: 30.06.2000
Автор: Дьячкова Лариса Николаевна
Метки: материал, сталей, порошковых, пропитки
Текст:
...изобретение, заключается в повышении качества поверхности пропитываемых изделий из сталей, легированных карбидообразующими элементами. Поставленная техническая задача достигается тем, что для пропитки сталей, легированных карбидообразующими элементами, материал содержит железо дисперсностью менее 100 мкм и дополнительно - титан или хром при следующем соотношении компонентов, мас.алюминий 0,1-1,0 железо 3,0-10,0 стеарат цинка 0,1-0,8...
Материал для пропитки порошковых сталей
Номер патента: 7314
Опубликовано: 30.09.2005
Авторы: Дьячкова Лариса Николаевна, Дмитрович Александр Анатольевич
МПК: C22C 9/00, B22F 3/26, B22F 1/00...
Метки: порошковых, пропитки, материал, сталей
Текст:
...соотношении компонентов, мас.алюминий 0,1-1,0 порошок стали ШХ 15 4,0-8,0 графит ГЛ 0,5-1,5 медь остальное. Экспериментально установлено, что введение порошка стали ШХ 15 - отходов, образующихся при обкатке шариков, и натурального графита марки ГЛ-1 в материал для пропитки сталей, легированных карбидообразующими элементами, обеспечивает получение качественной поверхности изделия отсутствует налипание остатков пропитывающего материала и эрозия...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Исаевич Г. А., Степаненко А. В.
МПК: B21H 7/00
Метки: профилем, изделий, способ, заготовок, осуществления, устройство, переменным, длине, изготовления
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Предыдущий патент: Каток
Следующий патент: Композиция ингредиентов для вина плодового крепленого сладкого “Черноглазая ночь”
Случайный патент: Распределитель высеваемых материалов пневматических сеялок