Абразивное изделие и форма для изготовления абразивного изделия
Номер патента: U 2989
Опубликовано: 30.08.2006
Авторы: Катюк Андрей Владиславович, Будрица Александр Александрович, Мороз Валерий Васильевич

Текст
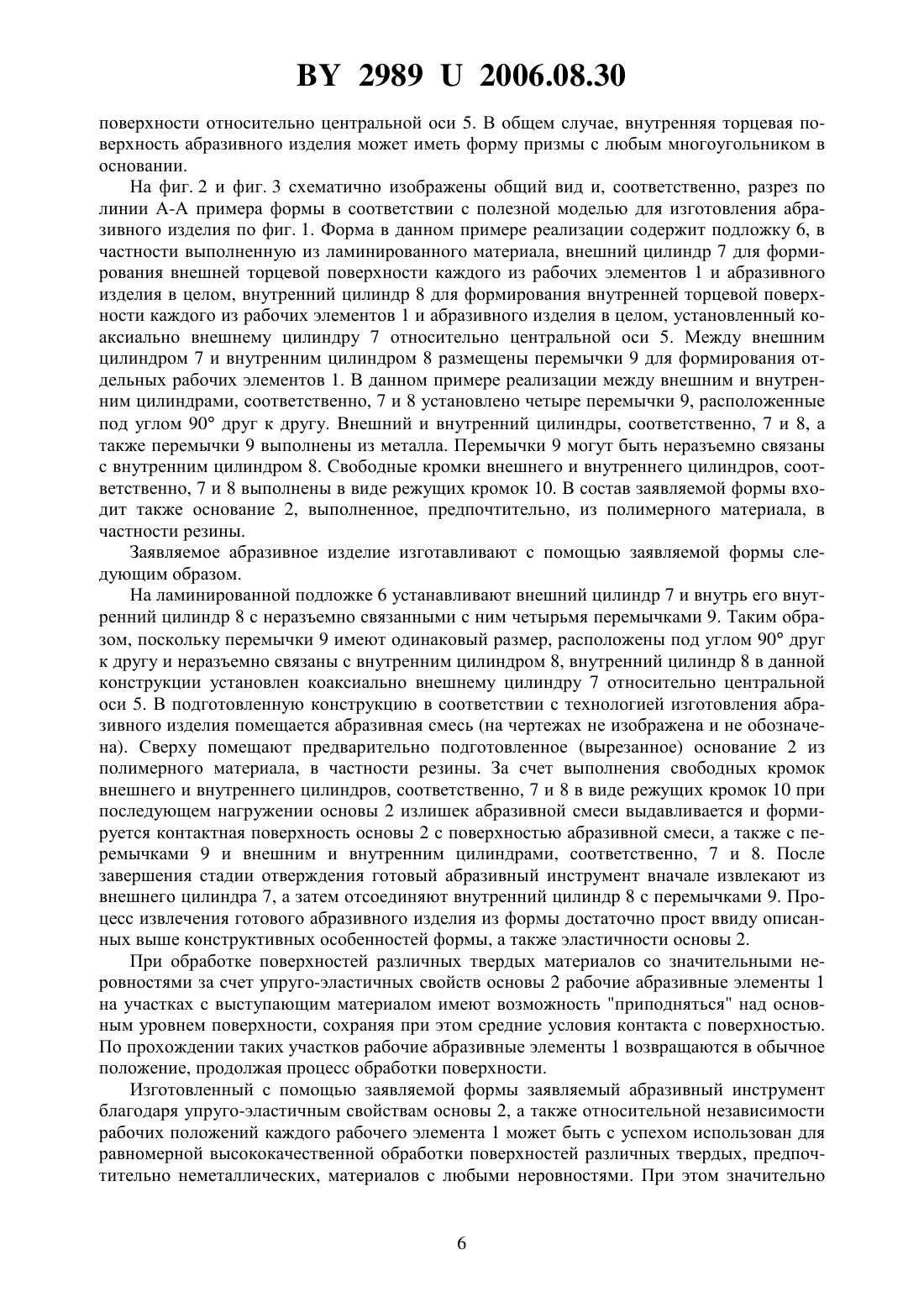
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АБРАЗИВНОЕ ИЗДЕЛИЕ И ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ(71) Заявитель Совместное белорусскодатское общество с ограниченной ответственностью Бел Ди-Стар(72) Авторы Мороз Валерий Васильевич Катюк Андрей Владиславович Будрица Александр Александрович(73) Патентообладатель Совместное белорусско-датское общество с ограниченной ответственностью Бел Ди-Стар(57) 1. Абразивное изделие, содержащее, по меньшей мере, два отдельных рабочих элемента, каждый из которых непосредственно неразъемно связан с основой. 2. Абразивное изделие по п. 1, отличающееся тем, что рабочие элементы формируют диск с центральным отверстием. 3. Абразивное изделие по п. 2, отличающееся тем, что каждый рабочий элемент выполнен в виде сегмента диска. 4. Абразивное изделие по любому из пп. 1-3, отличающееся тем, что основа выполнена из материала с упруго-эластичными свойствами, предпочтительно полимерного материала. 29892006.08.30 5. Форма для изготовления абразивного изделия, содержащая подложку и расположенный на подложке шаблон формирования отдельных рабочих элементов абразивного изделия, отличающаяся тем, что дополнительно содержит установленные на подложке элемент формирования внешней торцевой поверхности абразивного изделия, выполненный в виде полого цилиндра, и элемент формирования внутренней торцевой поверхности абразивного изделия, выполненный в виде полого цилиндра или полой призмы, расположенных коаксиально цилиндру, формирующему внешнюю торцевую поверхность, а также элемент формирования основы абразивного изделия, выполненный в виде отдельного диска из полимерного материала, шаблон формирования отдельных рабочих элементов выполнен в виде множества перемычек, связанных друг с другом с возможностью формирования множества замкнутых контуров между цилиндром, формирующим внешнюю торцевую поверхность, и цилиндром или призмой, формирующим внутреннюю торцевую поверхность, причем высота цилиндров или цилиндра и призмы, формирующих, соответственно, внешнюю и внутреннюю торцевые поверхности, выбрана одинаковой, а высота перемычек не превышает высоту цилиндров или цилиндра и призмы. 6. Форма по п. 5, отличающаяся тем, что каждая из перемычек выполнена в виде, по меньшей мере, одного участка радиуса цилиндра, формирующего внешнюю торцевую поверхность, или в виде, по меньшей мере, участка внутреннего цилиндра меньшего диаметра, расположенного коаксиально цилиндру, формирующему внешнюю торцевую поверхность. 7. Форма по любому из пп. 5 или 6, отличающаяся тем, что цилиндры или цилиндр и призма и перемычки выполнены из металла. 8. Форма по любому из пп. 5-7, отличающаяся тем, что подложка выполнена из ламинированного материала. 9. Форма по любому из пп. 5-8, отличающаяся тем, что цилиндр или призма, формирующие внутреннюю торцевую поверхность, и перемычки связаны неразъемно. 10. Форма по любому из пп. 5-9, отличающаяся тем, что свободная кромка цилиндров или цилиндра и призмы, формирующих наружную и внутреннюю торцевые поверхности, выполнены в виде режущей кромки.(56) 1. Сайт компании Технолак. Материалы для профессионального авторемонта . Абразивы . найдено 22.08.2005 Найдено из Интернет//.///. 2. Сайт торгового дома РЕАЛ. Абразивный инструмент. Абразивный инструмент на гибких подложках. найдено 22.08.2005 Найдено из Интернет //// 3. Патент 2124978 С 1. - Опубл. 27.12.1999. 4. Патент 2143332 С 1. - Опубл. 20.01.1999. 5. 1278049 А 1. - Опубл. 23.12.1986. Заявляемая полезная модель относится к инструментам для шлифования и полирования, а именно к абразивным кругам (дискам), в частности к абразивным изделиям типа круга (диска) на гибкой подложке. Заявляемая полезная модель относится также к форме для изготовления абразивного изделия, в частности к металлической разборной форме для изготовления абразивного изделия, состоящего из отдельных абразивных элементов, путем заливки абразивной массы и установки гибкой подложки с последующим отверждением под нагрузкой. Для шлифования и полирования различных поверхностей широко используются абразивные инструменты, выполненные в виде дисков, имеющих, по необходимости, прямо 2 29892006.08.30 угольную или иную специальную форму поперечного сечения 1. В зависимости от назначения абразивного инструмента, его характеристик, типа основания, на котором расположен(ы) абразивный(ые) элемент(ы), и т.п. определенных условий выбирают способ изготовления абразивного инструмента, органическое связующие для получения абразивной массы для изготовления абразивного инструмента или абразивного(ых) элемента(ов),из которых формируют абразивный инструмент, технологическую оснастку для изготовления абразивного инструмента или абразивного(ых) элемента(ов) и т.п. Как правило, абразивный инструмент представляет собой изделие, содержащее основу, на которой определенными средствами расположен и закреплен рабочий, т.е. абразивный элемент. В различных формах выполнения абразивные изделия могут содержать один, несколько или определенное или неопределенное множество абразивных элементов 2. В случае одного абразивного элемента речь идет, прежде всего, о множестве абразивных частиц, связанных между собой и образующих единую структуру. В качестве абразивных элементов могут выступать также и абразивные частицы сами по себе, нанесенные на общую основу и закрепленные на ней посредством соответствующих связующих. Каждый из описанных вариантов выполнения абразивных элементов (абразивные частицы связаны в общую структуру и абразивные частицы нанесены на основу отдельно) имеет как свои достоинства, так и недостатки, а также предпочтительные области применения. Для различных целей постоянно предпринимаются попытки совместить в себе достоинства описанных выше вариантов, исключив при этом их недостатки. Так, в частности, было предложено абразивное изделие в виде модельного абразивного материала, который представлял собой основу, на которой по всей площади или по определенному шаблону нанесен слой связующего материала, на котором, в свою очередь,по определенному шаблону нанесены абразивные частицы с последующим покрытием слоем способного спекаться связующего материала 3. Таким образом, рабочие элементы в данном случае сформированы из расположенных по определенному шаблону абразивных частиц. Наиболее близким к заявляемому абразивному изделию является абразивное изделие,содержащее листовую основу и множество трехмерных абразивных элементов, закрепленных на поверхности основы в фиксированном положении посредством слоя связующего материала 4. Абразивные элементы имеют прецизионную форму, определяемую различными и различимыми границами, причем не все абразивные элементы идентичны. Описанные выше абразивные изделия не всегда экономически целесообразны ввиду многостадийности и достаточной сложности их изготовления. Кроме того, для крепления рабочих абразивных элементов на основе используются различные вспомогательные средства, в т.ч. специальные слои связующего материала, который для достижения требуемой адгезии должен быть подобран в каждом случае с учетом физико-химических характеристик материала основы и материала рабочих элементов. Для повышения технологичности изготовления предлагаемых абразивных изделий авторы разработали соответствующую специальную форму для изготовления абразивного изделия. Изготовление абразивных изделий путем заливки абразивной массы в формы с последующим отверждением, при необходимости, под давлением, а также соответствующие разнообразные формы, в общем, широко известны. Например, известна пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента 5, которая,среди прочего, содержит разъемную матрицу, состоящую из частей кольца с наружной конической поверхностью, причем в кольцах разъемной матрицы выполнены сквозные радиальные пазы, в которых установлены вставки. Пресс-форма содержит также вкладыш и пуансон с радиальными вставками. Все перечисленные конструктивные элементы при взаимном расположении особым образом формируют индивидуальные прессовые камеры. 29892006.08.30 В качестве наиболее близкой к заявляемой форме для изготовления абразивного изделия может быть рассмотрена форма для изготовления описанного выше абразивного изделия 4, содержащего листовую основу и множество трехмерных абразивных элементов прецизионной формы, закрепленных на поверхности основы. Также было уже упомянуто,что в данном абразивном изделии абразивные элементы имеют форму, определяемую различными и различимыми границами. Форма в этом случае содержит подложку и расположенный на подложке шаблон формирования отдельных рабочих элементов абразивного изделия, который выполнен в виде листа, на поверхности которого имеется множество впадин прецизионной формы, определяемой различными и различимыми границами, причем не все впадины имеют идентичную форму. Задачей настоящей полезной модели является создание абразивного изделия и соответствующей формы для изготовления абразивного изделия, которые обеспечивали бы возможность формирования множества определенных абразивных элементов непосредственно на основе абразивного изделия при сохранении надежности адгезии каждого абразивного элемента на основе. Предлагаемые абразивное изделие и форма для его изготовления должны также обеспечивать повышение износостойкости абразивного изделия, его высокую эластичность и одновременно высокую мощность шлифования, повышение качества обработки поверхностей, расширение технологических возможностей абразивного изделия. Кроме того, за счет наличия пространства между абразивными элементами по всей их высоте должна обеспечиваться возможность удаления отходов и, при необходимости, втекания охлажденного агента. Поставленная задача решается абразивным изделием, содержащим, по меньшей мере,два отдельных рабочих элемента, каждый из которых непосредственно неразъемно связанный с основой. Благодаря подбору соответствующей технологии изготовления предлагаемого абразивного изделия, в частности особых технологических режимов и специальной технологической оснастки, а также органического связующего для абразивной массы авторам удалось получить высоконадежное соединение абразивных элементов с основой без использования слоя связующего материала. В предпочтительной форме реализации предлагаемого абразивного изделия рабочие элементы формируют диск с центральным отверстием, форма которого может быть выбрана любой подходящей для последующего применения абразивного изделия. Наиболее предпочтительными являются абразивные изделия, в которых абразивные элементы формируют диск с центральным отверстием круглой формы. Из предпочтительных форм реализации заявляемого абразивного изделия, выполненного в виде диска с центральным отверстием, наиболее предпочтительными являются те,в которых каждый рабочий элемент выполнен в виде сегмента диска. Для максимально эффективного достижения заявленных технических результатов наиболее предпочтительным является выполнение основы из материала с упругоэластичными свойствами, предпочтительно полимерного материала. Выше уже говорилось о важности правильного выбора, в частности, технологической оснастки для изготовления предлагаемого абразивного изделия. В связи с этим поставленная задача решается также формой для изготовления абразивного изделия, содержащей подложку и расположенный на подложке шаблон формирования отдельных рабочих элементов абразивного изделия, за счет того, что форма дополнительно содержит установленные на подложке элемент формирования внешней торцевой поверхности абразивного изделия, выполненный в виде полого цилиндра, и элемент формирования внутренней торцевой поверхности абразивного изделия, выполненный в виде полого цилиндра или полой призмы, расположенных коаксиально цилиндру, формирующему внешнюю торцевую поверхность, а также элемент формирования основы абразивного изделия, выполненный в виде отдельного диска из полимерного материала, шаблон формирования отдельных рабочих элементов выполнен в виде множества перемычек, связанных друг с другом с воз 4 29892006.08.30 можностью формирования множества замкнутых контуров между цилиндром, формирующим внешнюю торцевую поверхность, и цилиндром или призмой, формирующим внутреннюю торцевую поверхность, причем высота цилиндров или цилиндра и призмы,формирующих, соответственно, внешнюю и внутреннюю торцевые поверхности, выбрана одинаковой, а высота перемычек не превышает высоту цилиндров или цилиндра и призмы. Описанная конструкция позволяет при определенных условиях технологического процесса формировать заявляемые абразивные изделия, имеющие, в частности, различные количества абразивных элементов различных форм. Причем форма абразивных элементов может варьироваться не только в составе отдельных абразивных изделий, но и в составе одного абразивного изделия. В то же время наиболее предпочтительными являются те формы реализации заявляемой формы, в которых каждая из перемычек выполнена в виде, по меньшей мере, одного участка радиуса цилиндра, формирующего внешнюю торцевую поверхность, или в виде,по меньшей мере, участка внутреннего цилиндра меньшего диаметра, расположенного коаксиально цилиндру, формирующему внешнюю торцевую поверхность. Цилиндры или цилиндр и призма, формирующие внешнюю и, соответственно, внутреннею торцевые поверхности, а также перемычки предпочтительно выполнены из металла. Подложка, на которой расположены цилиндры или цилиндр и призма, формирующие внешнюю и, соответственно, внутреннею торцевые поверхности, а также перемычки,предпочтительно выполнена из ламинированного материала. Шаблон формирования отдельных рабочих элементов, выполненный в виде множества связанных друг с другом перемычек, как правило, может быть съемным и сменным и устанавливаться в соответствии с заданными количеством и формой абразивных элементов между цилиндром, формирующим внешнюю торцевую поверхность, и цилиндром или призмой, формирующим внутреннюю торцевую поверхность. При этом более предпочтительным является, когда цилиндр или призма, формирующие внутреннюю торцевую поверхность, и перемычки связаны неразъемно. Для обеспечения контакта основы из полимерного материала с поверхностью помещенного в форму абразивного материала свободная кромка цилиндров или цилиндра и призмы, формирующих наружную и внутреннюю торцевые поверхности, предпочтительно выполнены в виде режущей кромки. Более подробно упомянутые выше и другие достоинства и преимущества предлагаемых абразивного изделия и формы для изготовления абразивного изделия будут рассмотрены ниже со ссылкой на позиции чертежей, на которых представлены предпочтительные,но не ограничивающие формы реализации. На чертежах, в частности, представлены фиг. 1 - схематичное изображение общего вида одной из предпочтительных форм реализации абразивного изделия фиг. 2 - схематичное изображение вида сверху формы для изготовления абразивного изделия по фиг. 1 фиг. 3 - разрез по линии А-А формы по фиг. 2. На фиг. 1 схематично изображен общий вид заявляемого абразивного изделия в одной из предпочтительных форм реализации. Абразивное изделие содержит четыре рабочих абразивных элемента 1, выполненных в виде сегментов диска, непосредственно неразъемно связанных с основой 2, выполненной из упруго-эластичного, в частности, полимерного материала, например резины. Внешние торцевые поверхности 3 рабочих элементов 1 формируют внешнюю торцевую поверхность абразивного изделия цилиндрической формы. Внутренние торцевые поверхности 4 рабочих элементов 1 формируют внутреннюю торцевую поверхность абразивного изделия, в данном примере выполненную в виде цилиндрической торцевой поверхности, расположенной коаксиально наружной торцевой 5 29892006.08.30 поверхности относительно центральной оси 5. В общем случае, внутренняя торцевая поверхность абразивного изделия может иметь форму призмы с любым многоугольником в основании. На фиг. 2 и фиг. 3 схематично изображены общий вид и, соответственно, разрез по линии А-А примера формы в соответствии с полезной моделью для изготовления абразивного изделия по фиг. 1. Форма в данном примере реализации содержит подложку 6, в частности выполненную из ламинированного материала, внешний цилиндр 7 для формирования внешней торцевой поверхности каждого из рабочих элементов 1 и абразивного изделия в целом, внутренний цилиндр 8 для формирования внутренней торцевой поверхности каждого из рабочих элементов 1 и абразивного изделия в целом, установленный коаксиально внешнему цилиндру 7 относительно центральной оси 5. Между внешним цилиндром 7 и внутренним цилиндром 8 размещены перемычки 9 для формирования отдельных рабочих элементов 1. В данном примере реализации между внешним и внутренним цилиндрами, соответственно, 7 и 8 установлено четыре перемычки 9, расположенные под углом 90 друг к другу. Внешний и внутренний цилиндры, соответственно, 7 и 8, а также перемычки 9 выполнены из металла. Перемычки 9 могут быть неразъемно связаны с внутренним цилиндром 8. Свободные кромки внешнего и внутреннего цилиндров, соответственно, 7 и 8 выполнены в виде режущих кромок 10. В состав заявляемой формы входит также основание 2, выполненное, предпочтительно, из полимерного материала, в частности резины. Заявляемое абразивное изделие изготавливают с помощью заявляемой формы следующим образом. На ламинированной подложке 6 устанавливают внешний цилиндр 7 и внутрь его внутренний цилиндр 8 с неразъемно связанными с ним четырьмя перемычками 9. Таким образом, поскольку перемычки 9 имеют одинаковый размер, расположены под углом 90 друг к другу и неразъемно связаны с внутренним цилиндром 8, внутренний цилиндр 8 в данной конструкции установлен коаксиально внешнему цилиндру 7 относительно центральной оси 5. В подготовленную конструкцию в соответствии с технологией изготовления абразивного изделия помещается абразивная смесь (на чертежах не изображена и не обозначена). Сверху помещают предварительно подготовленное (вырезанное) основание 2 из полимерного материала, в частности резины. За счет выполнения свободных кромок внешнего и внутреннего цилиндров, соответственно, 7 и 8 в виде режущих кромок 10 при последующем нагружении основы 2 излишек абразивной смеси выдавливается и формируется контактная поверхность основы 2 с поверхностью абразивной смеси, а также с перемычками 9 и внешним и внутренним цилиндрами, соответственно, 7 и 8. После завершения стадии отверждения готовый абразивный инструмент вначале извлекают из внешнего цилиндра 7, а затем отсоединяют внутренний цилиндр 8 с перемычками 9. Процесс извлечения готового абразивного изделия из формы достаточно прост ввиду описанных выше конструктивных особенностей формы, а также эластичности основы 2. При обработке поверхностей различных твердых материалов со значительными неровностями за счет упруго-эластичных свойств основы 2 рабочие абразивные элементы 1 на участках с выступающим материалом имеют возможность приподняться над основным уровнем поверхности, сохраняя при этом средние условия контакта с поверхностью. По прохождении таких участков рабочие абразивные элементы 1 возвращаются в обычное положение, продолжая процесс обработки поверхности. Изготовленный с помощью заявляемой формы заявляемый абразивный инструмент благодаря упруго-эластичным свойствам основы 2, а также относительной независимости рабочих положений каждого рабочего элемента 1 может быть с успехом использован для равномерной высококачественной обработки поверхностей различных твердых, предпочтительно неметаллических, материалов с любыми неровностями. При этом значительно 29892006.08.30 повышается качество обработки, расширяются технологические возможности абразивного изделия и снижается износ, прежде всего неравномерный, рабочих элементов. Надежность адгезии каждого абразивного рабочего элемента и основы может быть достигнута путем использования определенных технологических приемов, которые в рамках настоящей заявки не рассматриваются и являются предметом отдельной заявки на изобретение. При этом сохранение адгезии обеспечивается благодаря исключению слоя связующего материала. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B24D 11/00
Метки: изделие, изделия, форма, абразивного, изготовления, абразивное
Код ссылки
<a href="https://by.patents.su/7-u2989-abrazivnoe-izdelie-i-forma-dlya-izgotovleniya-abrazivnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Абразивное изделие и форма для изготовления абразивного изделия</a>
Устройство для изготовления абразивного инструмента
Номер патента: U 635
Опубликовано: 30.09.2002
Авторы: Аршиков Александр Сергеевич, Лысов Александр Аркадьевич, Кузнецов Михаил Евгеньевич
МПК: B24D 3/10
Метки: изготовления, устройство, абразивного, инструмента
Текст:
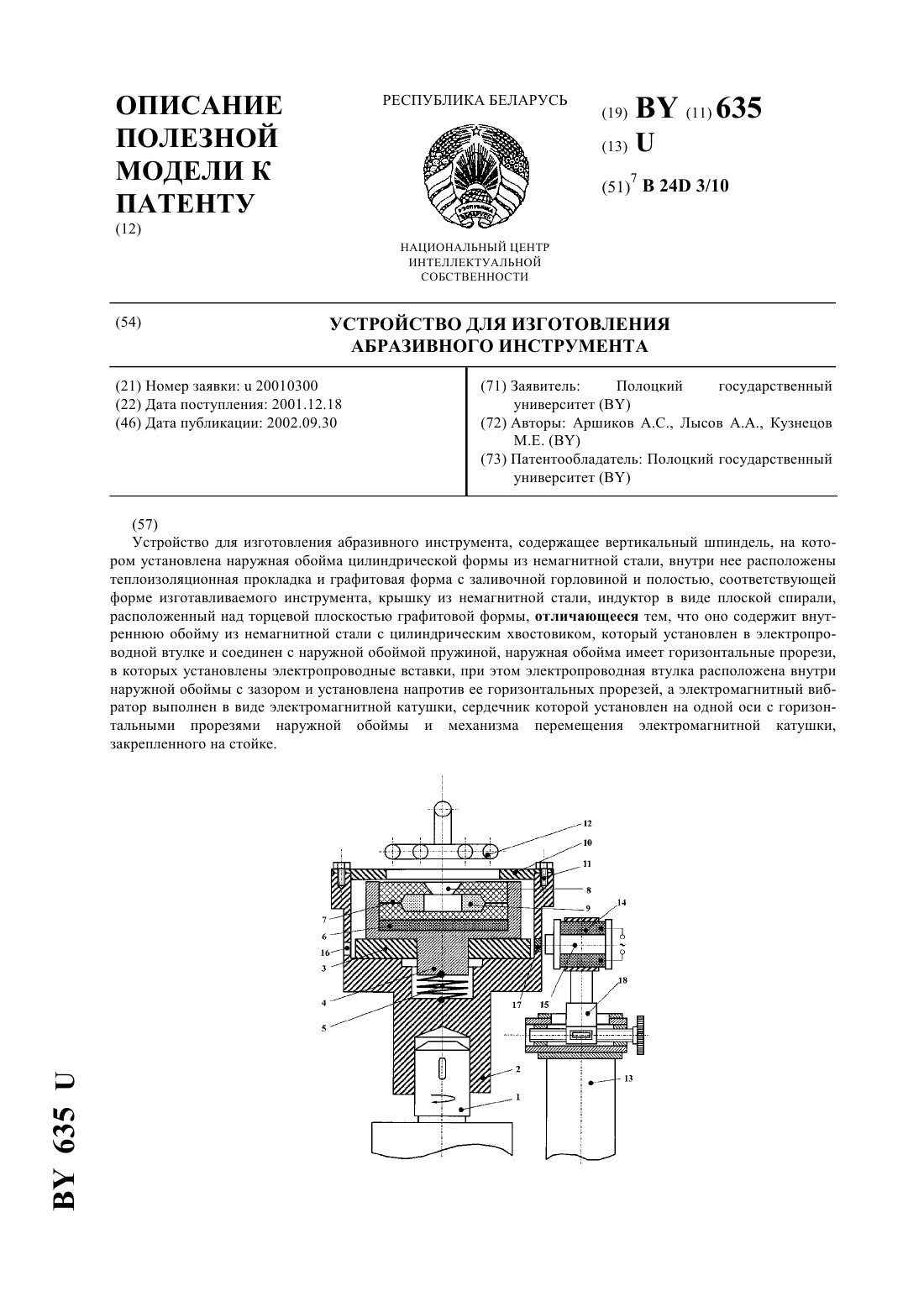
...сердечник которой располагается на одной оси с горизонтальными прорезями наружной обоймы. Наружная обойма закрывается крышкой из немагнитной стали, а над торцевой плоскостью графитовой формы располагается индуктор в виде плоской спирали. Отличительными признаками заявляемого устройства являются наличие новых элементов внутренняя обойма электропроводная втулка пружина электропроводные вставки электромагнитный вибратор иная форма выполнения...
Литьевая форма для изготовления изделий из вспененных полимеров ( варианты )
Номер патента: U 2581
Опубликовано: 30.04.2006
Авторы: Выдумчик Сергей Васильевич, Хатенко Александр Сергеевич, Ксенофонтов Михаил Александрович
МПК: B29C 39/26, B29C 44/58
Метки: изделий, варианты, полимеров, вспененных, литьевая, форма, изготовления
Текст:
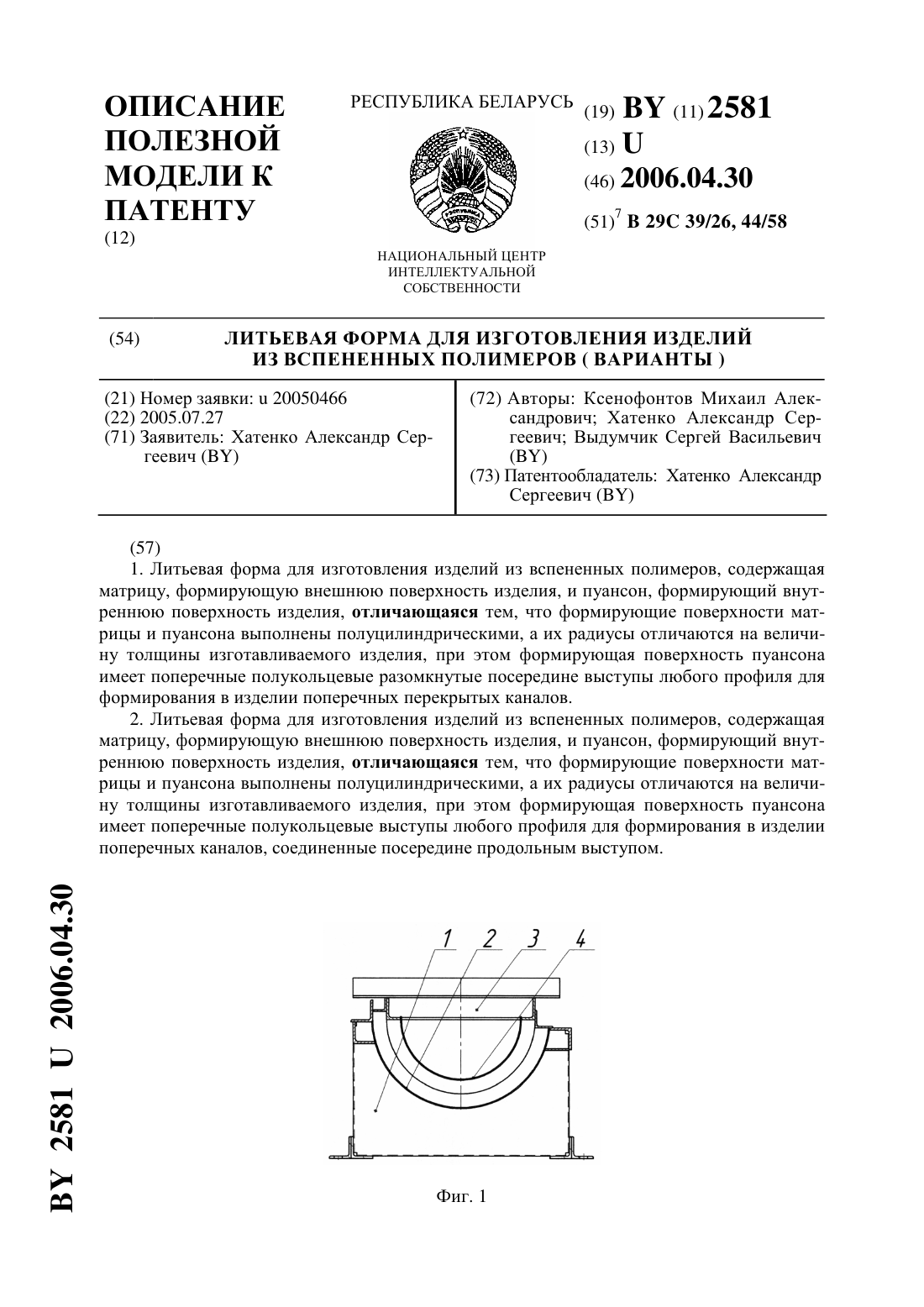
...выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые выступы любого профиля для формирования в изделии поперечных каналов, соединенные посередине продольным выступом. Выполнение формирующей поверхности пуансона по первому и второму вариантам позволяет сформировать каналы на внутренних поверхностях полуцилиндров...
Масса для изготовления абразивного инструмента
Номер патента: 1727
Опубликовано: 30.09.1997
Авторы: Близнец Михаил Михайлович, Лазаретов Леонид Иванович, Мельниченко Игорь Михайлович, Дробышевская Наталья Евгеньевна, Подденежный Евгений Николаевич
МПК: C04B 35/10, B24B 3/14
Метки: изготовления, абразивного, масса, инструмента
Текст:
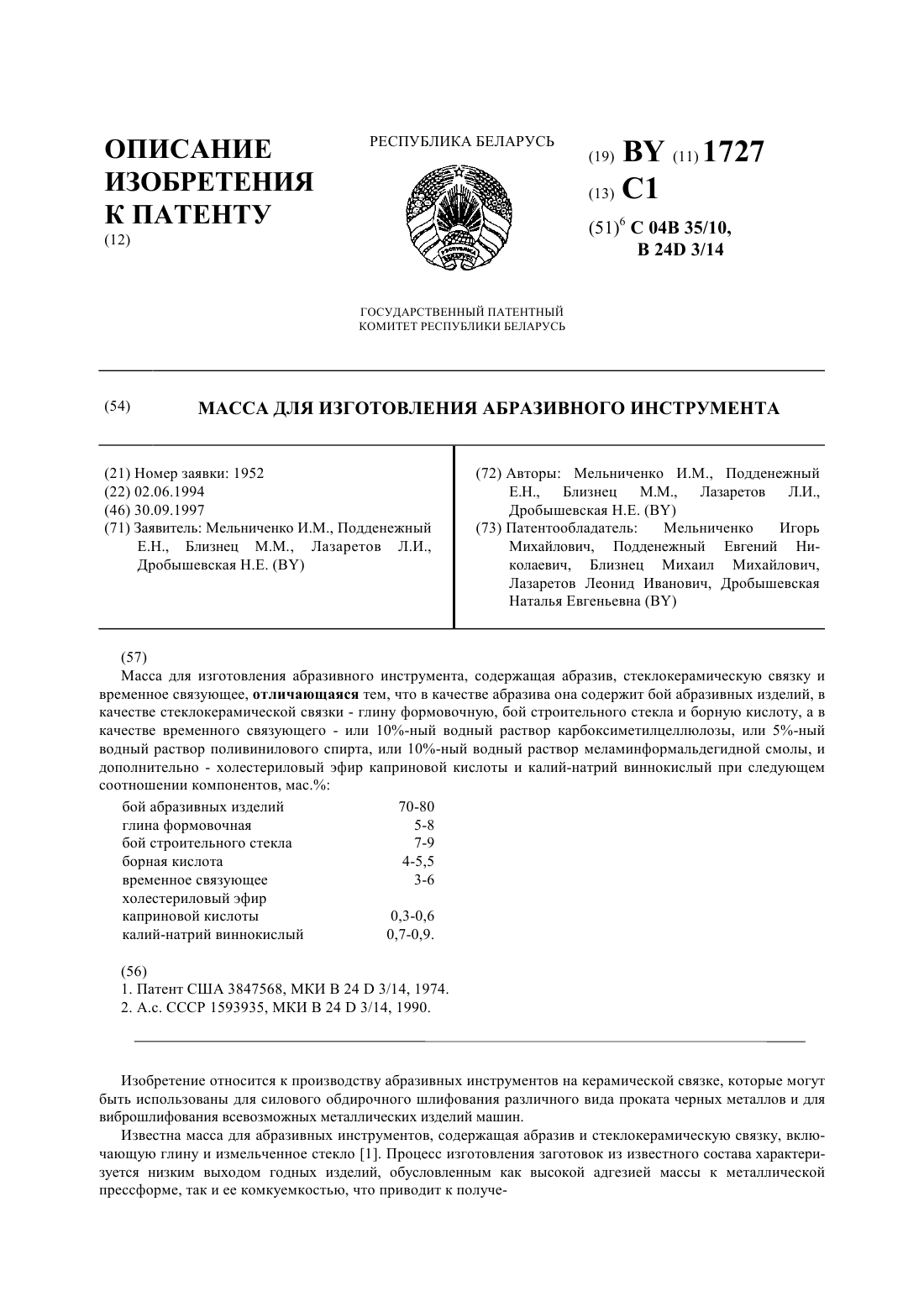
...калий-натрий виннокислый 0,7-0,9. В качестве абразивного зерна использовали бой изношенных абразивных изделий на основе электрокорунда (ОСТ 2 МТ 71-5-84) или карбида кремния (ГОСТ 26327-84) с остатками связки, например, бой кругов шлифовальных (ГОСТ 2424-83), бой головок шлифовальных (ГОСТ 2447-82), бой брусков шлифовальных(ГОСТ 2456-82) и бой сегментов шлифовальных (ГОСТ 2464-82). При этом использовали фракции боя абразивных изделий,...
Разъемная форма для изготовления декоративных плит
Номер патента: U 2094
Опубликовано: 30.09.2005
Автор: Щепочкина Юлия Алексеевна
МПК: E04G 17/00
Метки: разъемная, изготовления, плит, декоративных, форма
Текст:
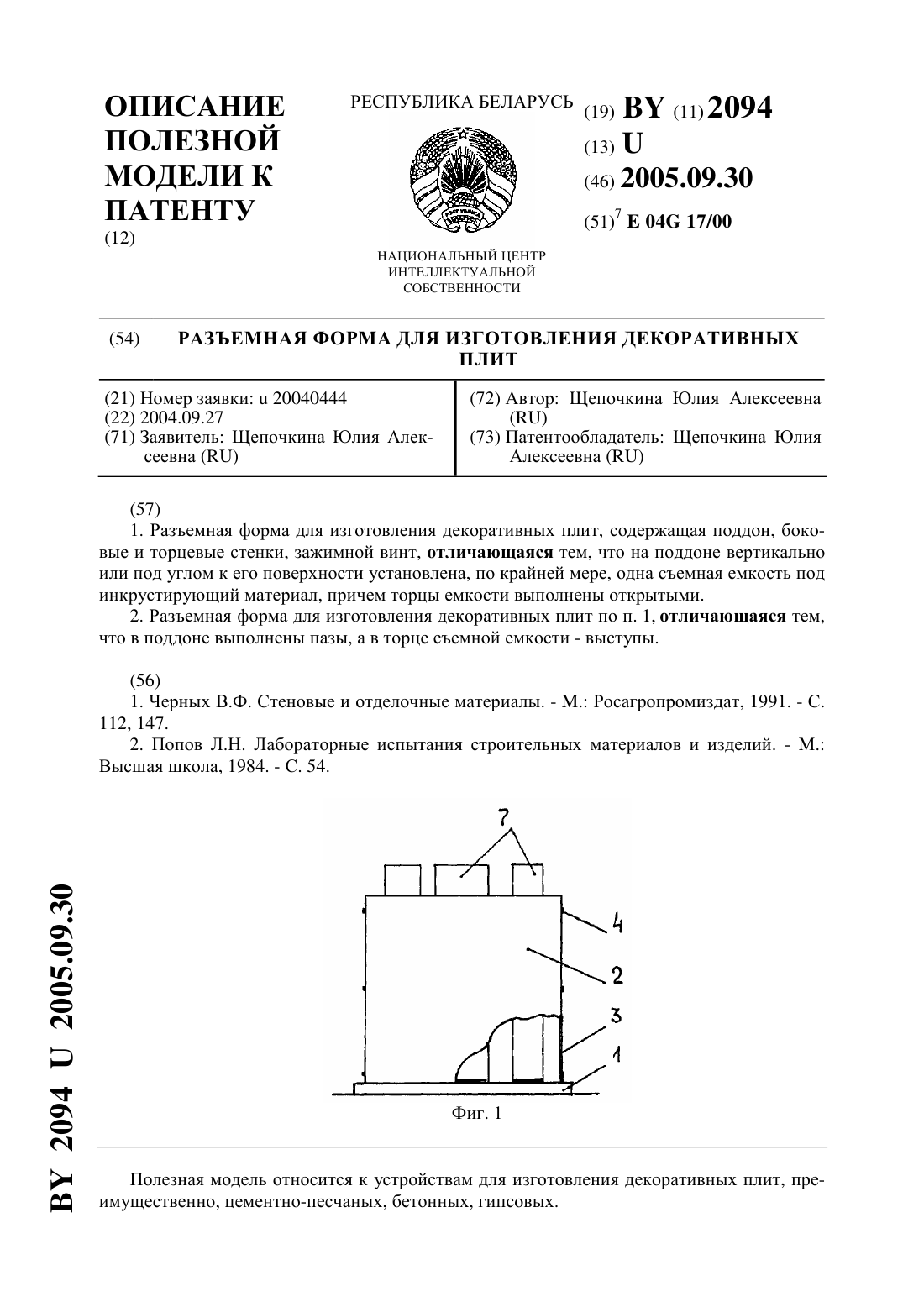
...вертикально или под углом к его поверхности установлена, по крайней мере, одна съемная емкость под инкрустирующий материал, причем торцы емкости выполнены открытыми. В поддоне выполнены пазы, а в торце съемной емкости - выступы. На фиг. 1 показана разъемная форма для изготовления декоративных плит, вид сбоку на фиг. 2 - то же, что на фиг. 1, вид сверху на фиг 3 изображено крепление съемной емкости на поддоне. Форма содержит поддон 1,...
Разъемная форма для изготовления колонн
Номер патента: U 2759
Опубликовано: 30.06.2006
Автор: Щепочкина Юлия Алексеевна
МПК: E04G 17/00
Метки: изготовления, разъемная, колонн, форма
Текст:
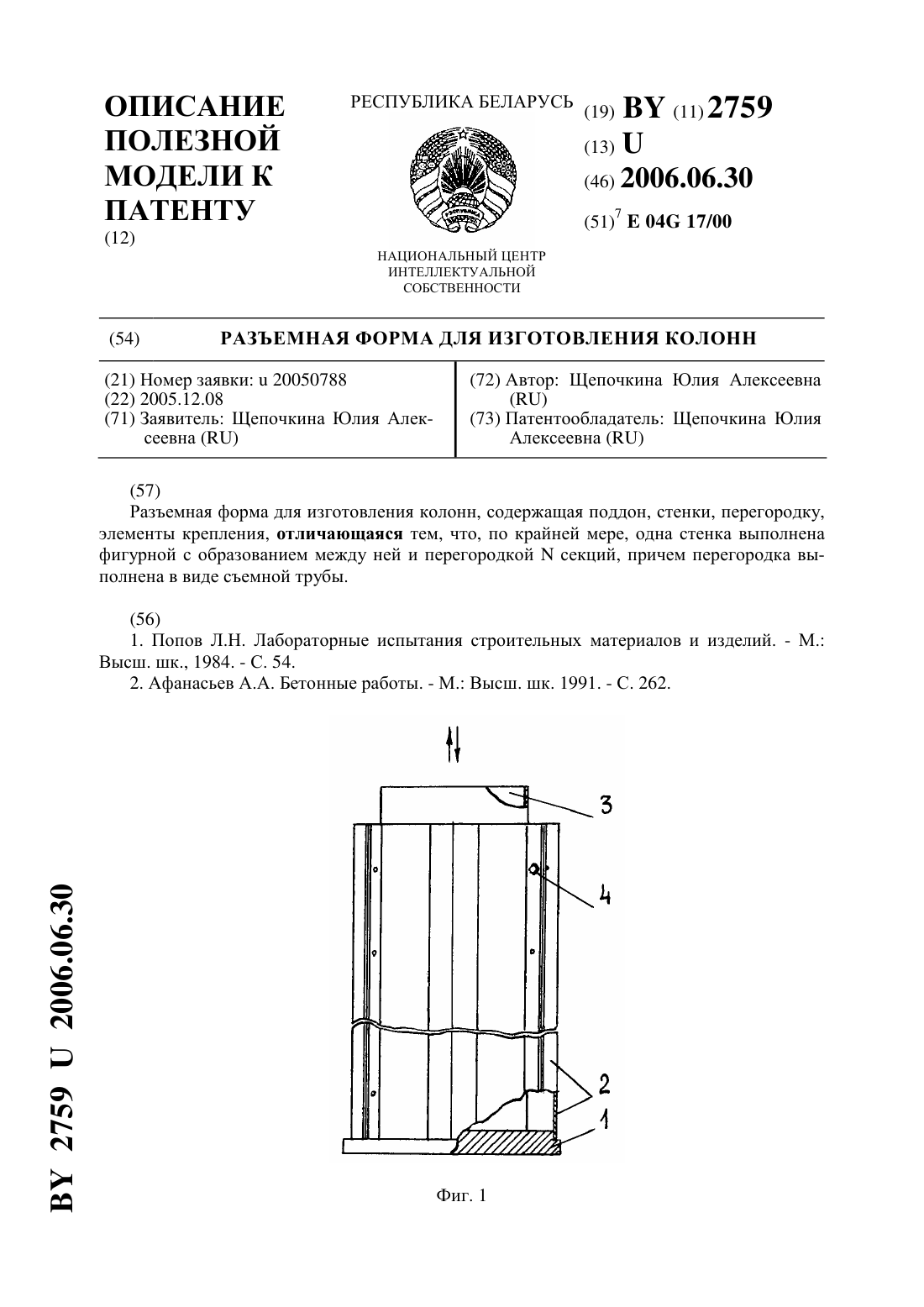
...с образованием между ней и перегородкойсекций,причем перегородка выполнена в виде съемной трубы. На фиг. 1 и 3 изображены формы для изготовления колонн, вид сбоку на фиг. 2 и 4 соответственно вид фиг. 1 и 3 сверху. Форма для изготовления колонн содержит поддон 1, стенки 2, перегородку 3, элементы 4 крепления стенок. По отношению к горизонтальной поверхности поддона стенки и перегородка установлены вертикально. Стенки в поперечном сечении...
Предыдущий патент: Корпусная конструкция электронного прибора (Варианты)
Следующий патент: Цилиндрический роторный двигатель
Случайный патент: Вентиляционный клапан