Способ получения двухслойного пористого композиционного изделия
Номер патента: 14004
Опубликовано: 28.02.2011
Авторы: Рак Анатолий Леонидович, Боровик Ольга Михайловна, Кусин Алексей Русланович, Капцевич Вячеслав Михайлович, Жегздринь Дмитрий Иванович, Кусин Руслан Анатольевич, Черняк Ирина Николаевна
Текст
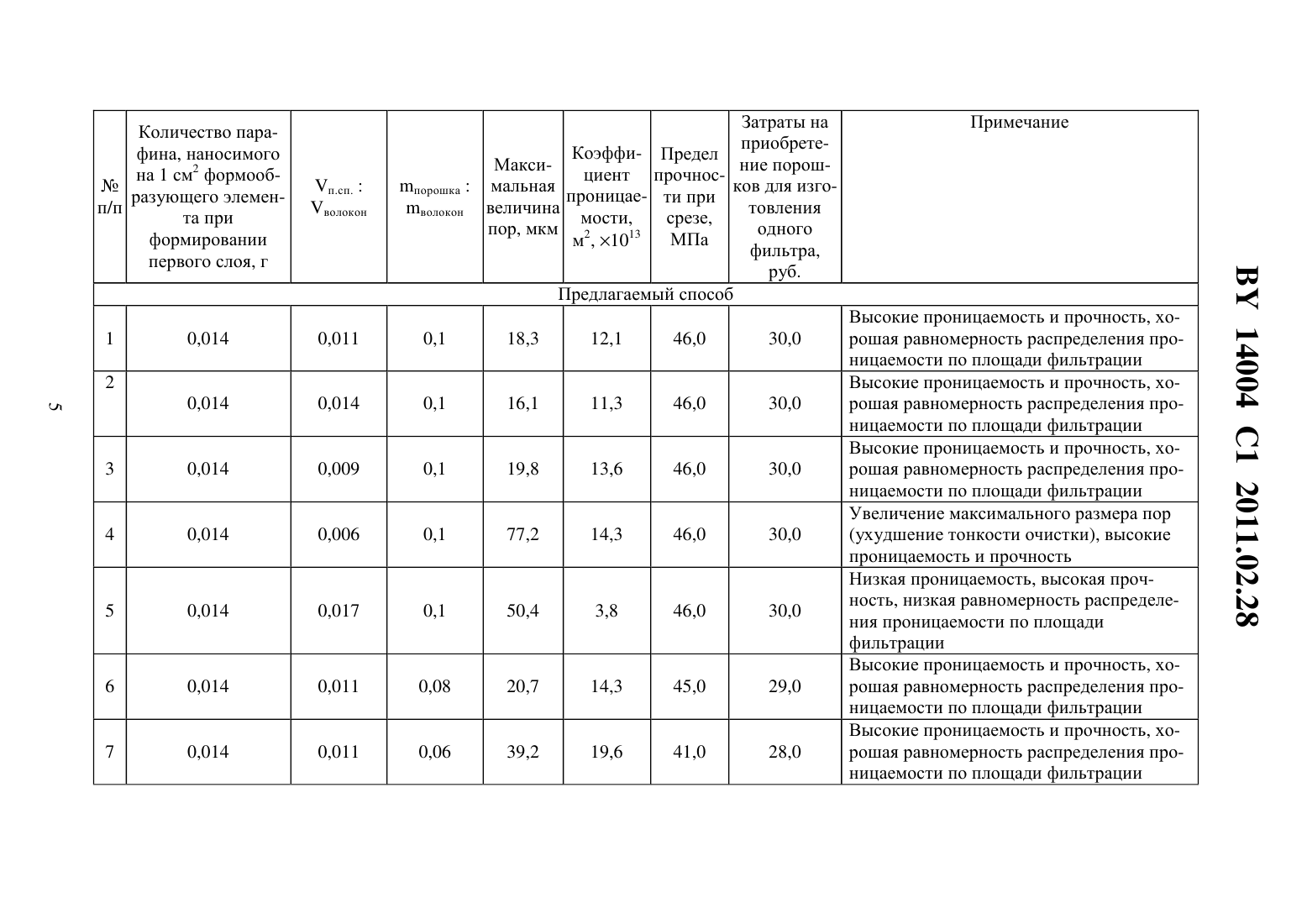
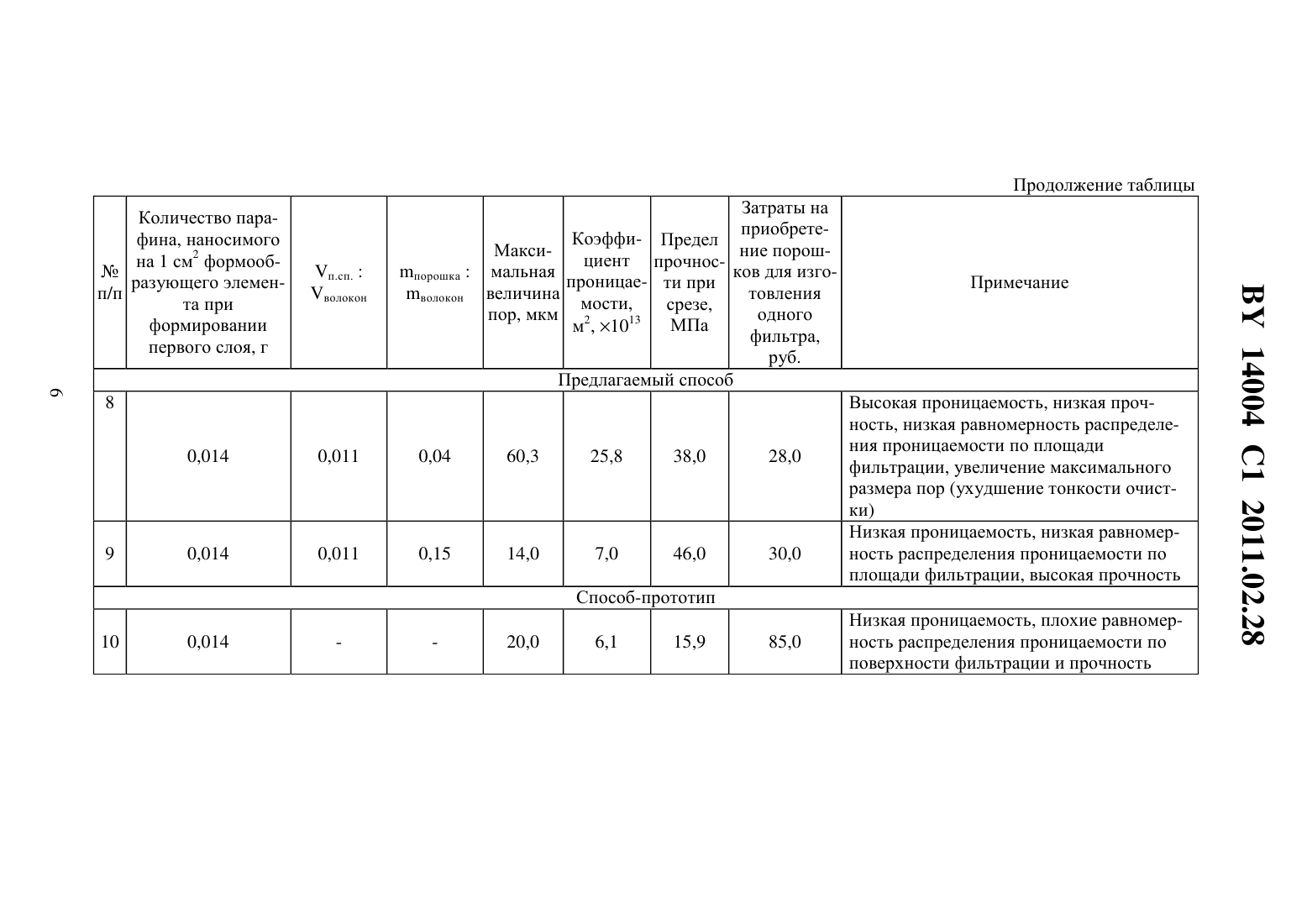
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНОГО ПОРИСТОГО КОМПОЗИЦИОННОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Рак Анатолий Леонидович Капцевич Вячеслав Михайлович Кусин Руслан Анатольевич Черняк Ирина Николаевна Кусин Алексей Русланович Жегздринь Дмитрий Иванович Боровик Ольга Михайловна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ получения двухслойного пористого композиционного изделия, включающий формирование первого слоя путем последовательного нанесения на формообразующий элемент парафина в количестве 0,012-0,016 г/см 2 в качестве связующего и слоя мелкодисперсного порошка меди, формирование второго слоя, прессование и спекание, отличающийся тем, что второй слой формируют путем засыпки на первый слой дискретных волокон меди, на которые с помощью поливинилового спирта нанесен мелкодисперсный порошок того же состава, из которого формируют первый слой, при этом отношение объема поливинилового спирта к объему волокон меди составляет 0,009-0,014, а отношение массы порошка меди к массе волокон меди составляет 0,06-0,10. Изобретение относится к области порошковой металлургии, в частности к способам получения пористых порошковых материалов (ППМ), и может быть использовано для изготовления элементов масловлагоотделителей, фильтров для очистки жидкостей и газов,аэраторов, огнепреградителей и других проницаемых изделий. Известен способ получения двухслойных ППМ путем совместного прессования порошков одного химического состава, но различных по размерам частиц и последующего спекания 1, 2. Недостатком известных способов является большая толщина слоя, образованного более мелкими (мелкодисперсными) частицами, что ограничивает величину повышения коэффициента проницаемости (соответственно пропускной способности) материала при заданном размере пор (определяет тонкость очистки материала), что обусловлено высоким гидравлическим сопротивлением мелкодисперсного слоя. 14004 1 2011.02.28 Известен способ получения двухслойных ППМ путем нанесения на пористую подложку методом ионно-плазменного напыления в вакууме тонкого проницаемого покрытия 3. Недостатком способа являются необходимость использования дорогостоящего оборудования, сложность осуществляемого процесса, существенные ограничения по размерам получаемых изделий и невысокое повышение коэффициента проницаемости при заданном размере пор по причине недостаточности разницы в размерах пор слоев. Известен способ получения двухслойных пористых порошковых материалов, включающий формирование первого слоя путем последовательного нанесения на формообразующий элемент слоя связующего и слоя мелкодисперсного порошка, формирование второго слоя путем смешивания мелкодисперсного порошка с порообразователем и засыпки смеси в зазор между вторым формообразующим элементом и сформированным первым слоем, прессование и спекание 4. Недостатком известного способа является недостаточное повышение проницаемости при заданном размере пор. Недостаточное повышение проницаемости при изготовлении ППМ известным способом обусловлено наличием в структуре второго слоя (так называемой подложки) наряду с крупными порами, образованными удаленным в процессе спекания порообразователем, областей с мелкими порами, образованными частицами мелкодисперсного порошка. Повышение проницаемости за счет увеличения объемного содержания в смеси порообразователя приводит к неприемлемому снижению прочности ППМ. Кроме того, связующее (в известном способе уайт-спирит), не обеспечивает хорошего эффекта смазки, что приводит к так называемому зализыванию пор из-за имеющего место трения на границе формообразующий элемент - порошок, что также вызывает снижение проницаемости полученных материалов. Наиболее близким по технической сущности является способ получения двухслойного пористого порошкового фильтра, включающий формирование первого слоя путем последовательного нанесения на формообразующий элемент слоя связующего, в качестве которого используют парафин в количестве 0,012-0,016 г/см 2, и слоя мелкодисперсного порошка, формирование второго слоя путем засыпки на первый слой крупнодисперсного порошка, размер частиц которого превышает размер частиц мелкодисперсного порошка не менее чем в 3,9 раза, прессование и спекание 5. Недостатком известного способа является невозможность его применения в тех случаях, когда температура спекания, используемая для формирования слоев образцов, существенно зависит от размеров частиц. Кроме того, максимально достижимая величина проницаемости ограничена, так как оба слоя выполнены из порошка. Задача изобретения - повышение проницаемости пористых порошковых материалов. Задача решается тем, что в известном способе получения двухслойного пористого порошкового ППМ, включающем формирование первого слоя путем последовательного нанесения на формообразующий элемент слоя связующего - парафина в количестве 0,0120,016 г/см 2 и слоя мелкодисперсного порошка меди, формирование второго слоя, прессование и спекание, для формирования второго слоя используют дискретные медные волокна, на которые с помощью раствора поливинилового спирта при выдерживании соотношения п.сп.волокон 0,009-0,014 наносят мелкодисперсный порошок меди того же состава, из которого формировали первый слой, при выдерживании соотношения порошкаволокон 0,06-0,1, где п.сп. - объем поливинилового спирта, волокон - объем волокон меди, порошка - масса порошка меди, волокон - масса волокон меди. Технический результат изобретения - снижение затрат на приобретение исходных материалов (для изготовления подложки). Для формирования второго слоя (подложки) используют дискретные медные волокна того же состава, что и первый слой, диаметр которых волокна 0,3-0,6 мм, длинаволокна 36 мм, на которые наносят с помощью раствора поливинилового спирта при выдерживании 14004 1 2011.02.28 соотношения п.сп.волокон 0,009-0,014 мелкодисперсный порошок меди того же состава, из которого формировали первый слой, при соотношении порошкаволокон 0,06-0,1. При соотношении п.сп.волокон 0,009 поливиниловый спирт не покрывает все волокна, порошок осыпается. При соотношении п.сп.волокон 0,014 волокна склеиваются между собой и образуют комки, что снижает проницаемость материала, и ухудшается равномерность распределения проницаемости по площади ППМ. При соотношении порошкаволокон 0,06 порошок неравномерно покрывает волокна. При соотношении порошкаволокон 0,1 волокна покрываются порошком, а излишки осыпаются при прессовании, при этом нарушается равномерность распределения проницаемости по площади ППМ. Формирование второго слоя таким образом позволяет получить подложку с гораздо более высокой проницаемостью, чем у первого слоя, что обеспечивает высокую проницаемость получаемого ППМ при заданном размере пор. Сущность изобретения поясняется примерами. Пример 1 По предлагаемому способу изготавливали фильтры в виде дисков диаметром 30 мм и толщиной 3 мм. На дискретные медные волокна наносили поливиниловый спирт при соотношении п.сп.волокон 0,011, перемешивали и добавляли мелкодисперсный порошок меди с размером частиц (минус 10063) мкм, выдерживая соотношение порошкаволокон 0,1. Все перемешивали и подсушивали. На предварительно разогретый до температуры 65-75 С формообразующий элемент(пуансон) наносят парафин из расчета 0,014 г/см 2, который, расплавляясь, равномерно покрывал его поверхность. Затем на парафин наносят слой мелкодисперсного порошка меди с размером частиц (минус 10063) мкм. Излишки порошка удаляли стряхиванием после охлаждения пуансона до комнатной температуры путем поворота пуансона на 180. Пуансон устанавливают в матрицу (по расположению он является нижним пуансоном) и на ранее сформированный слой (из мелкодисперсного порошка меди) насыпают слой (из медного волокна и порошка меди). Затем устанавливают верхний пуансон. При установке второго формообразующего элемента (верхнего пуансона) волокно оказывалось сформированным в зазоре между вторым формообразующим элементом и сформированным первым (мелкодисперсным) слоем. Сформированные таким образом слои прессуют при давлении 100 МПа и спекают в среде аргона в течение 1,5 ч при температуре 1040 С с предварительной выдержкой в течение 0,5 ч при температуре 400 С. Свойства полученного изделия приведены в таблице (строка 1). Аналогично по предложенному способу изготавливают фильтры при соотношении п.сп.волокон 0,014 0,009 0,017 0,006 (свойства изделий приведены в таблице в строках 2-5), а также при соотношении порошкаволокон 0,08 0,06 0,04 0,15 (свойства изделий приведены в таблице в строках 6-9). Пример 2 По известному способу 4 изготавливали фильтры в виде дисков диаметром 30 мм и толщиной 3 мм. На предварительно разогретый до температуры 65-75 С формообразующий элемент (пуансон) помещали парафин из расчета 0,014 г/см 2, который, расплавляясь,равномерно покрывал его поверхность. Затем на парафин наносят слой мелкодисперсного порошка меди с размером частиц (минус 10063) мкм. Излишки порошка удаляют стряхиванием после охлаждения пуансона до комнатной температуры путем поворота пуансона на 180. Пуансон устанавливают в матрицу (по расположению он является нижним пуансоном) и на ранее сформированный слой (из мелкодисперсного порошка меди) насыпают слой крупнодисперсного порошка меди с размером частиц (минус 1000630) мкм при этом отношение размеров частиц крупнодисперсного порошка меди к мелкодисперс 3 14004 1 2011.02.28 ному составляет 6,30 (6301006,30). Затем устанавливают верхний пуансон. При установке второго формообразующего элемента (верхнего пуансона) крупнодисперсный порошок меди оказывался сформированным в зазоре между вторым формообразующим элементом и сформированным первым (мелкодисперсным) слоем. Сформированные таким образом слои прессовали при давлении 100 МПа и спекали в среде аргона в течение 1,5 ч при температуре 1040 С с предварительной выдержкой в течение 0,5 ч при температуре 400 С. Свойства полученного изделия приведены в таблице (строка 10). Анализ данных, приведенных в таблице, показывает, что изделия, изготовленные по предложенному способу, по сравнению с изделиями, изготовленными по известному способу, обладают в 2,0-2,2 раза большей проницаемостью (характеризуется коэффициентом проницаемости) при заданном (в примерах равным 20 мкм) размере (в примерах - максимальном размере) пор и имеют в 1,8 и 2 раза более высокую равномерность распределения проницаемости по площади фильтрации (оценивалась по коэффициенту вариации коэффициента локальной проницаемости, который в предлагаемом способе не выше 0,20). Кроме того, изготовление изделий по предлагаемому способу по сравнению с известным позволяет повысить их прочность в 2,4-2,9 раза (прочность оценивалась по величине предела прочности при срезе) и снизить затраты на приобретение металлических порошков в 2,8-3,0 раза (первое обусловлено более низкой пористостью у подложки и отсутствием дополнительных концентраторов напряжений, образующихся в местах выгорания частиц порообразователя, второе - более высокой стоимостью мелкодисперсных порошков по сравнению с крупнодисперсными). Повышение проницаемости ППМ при изготовлении по известному способу за счет увеличения количества порообразователя при формировании подложки является бесперспективным, поскольку полученные в этом случае изделия обладают низкой прочностью и плохой равномерностью распределения проницаемости по площади фильтрации, а повышение проницаемости недостаточно высоко (строка 9 таблицы). Затраты на приобретеКоэффи- Предел Максиние порошциент прочноспорошкамальная ков для изгопроницае- ти при волокон величина товления мости,срезе,пор, мкм 2 одного МПа м , 1013 фильтра,руб. Предлагаемый способ Высокие проницаемость и прочность, хорошая равномерность распределения проницаемости по площади фильтрации Высокие проницаемость и прочность, хорошая равномерность распределения проницаемости по площади фильтрации Высокие проницаемость и прочность, хорошая равномерность распределения проницаемости по площади фильтрации Увеличение максимального размера пор(ухудшение тонкости очистки), высокие проницаемость и прочность Низкая проницаемость, высокая прочность, низкая равномерность распределения проницаемости по площади фильтрации Высокие проницаемость и прочность, хорошая равномерность распределения проницаемости по площади фильтрации Высокие проницаемость и прочность, хорошая равномерность распределения проницаемости по площади фильтрации Количество парафина, наносимого на 1 см 2 формооб разующего элеменп/п та при формировании первого слоя, г Затраты на приобретеКоэффи- Предел Максиние порошциент прочноспорошкамальная ков для изгопроницае- ти при волокон величина товления мости,срезе,пор, мкм 2 одного МПа м , 1013 фильтра,руб. Предлагаемый способ Высокая проницаемость, низкая прочность, низкая равномерность распределения проницаемости по площади фильтрации, увеличение максимального размера пор (ухудшение тонкости очистки) Низкая проницаемость, низкая равномерность распределения проницаемости по площади фильтрации, высокая прочность Низкая проницаемость, плохие равномерность распределения проницаемости по поверхности фильтрации и прочность Количество парафина, наносимого на 1 см 2 формооб разующего элеменп/п та при формировании первого слоя, г 14004 1 2011.02.28 Несоблюдение режимов осуществления процесса не позволяет получать качественные изделия. Если отношение размеров частиц крупнодисперсного порошка к размерам частиц мелкодисперсного порошка составляет 3,13 мкм (менее 3,9), изделия имеют низкую проницаемость. При нанесении парафина на формообразующий элемент в количестве 0,011 г/см 2 (менее 0,012 г/см 2) и в количестве 0,017 г/см 2 (более 0,016 г/см 2) получаемые изделия характеризуются низкой равномерностью распределения проницаемости по площади фильтрации и ухудшением тонкости очистки (увеличением максимального размера пор). Заявляемый способ получения двухслойных пористых порошковых материалов позволяет повысить проницаемость изготавливаемых изделий в 2,0-2,2 раза, равномерность распределения проницаемости по площади фильтрации в 1,8-2 раза, прочность в 2,42,9 раза и снизить затраты на приобретение металлических порошков в 2,8-3,0 раза. Источники информации 1. Гатушкин А.А., Солонин С.М. Исследование фильтрующих свойств двухслойных металлокерамических фильтров // Порошковая металлургия. - 1966. -7. - С. 32-37. 2. Валькович И.В., Кусин Р.А., Сорокина А.Н. К вопросу получения двухслойных пористых материалов методом прессования // Порошковая металлургия Республиканский межведомственный сборник научных трудов. - Минск Кибер, 1995. - Вып. 18. - С. 64-69. 3. Ильющенко А.Ф., Капцевич В.М., Калиновский В.Р., Кусин Р.А. Использование ионно-плазменного напыления в вакууме для получения двухслойных фильтрующих материалов на основе металлических порошков Материалы международной научно-технической конференции. - Могилев, 2001. - С. 43-44. 4. Патент РБ 2168, МПК 422 7/02, 1998. 5. Патент РБ 9898, МПК 422 7/02, 2004. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22F 7/02
Метки: композиционного, способ, изделия, двухслойного, пористого, получения
Код ссылки
<a href="https://by.patents.su/7-14004-sposob-polucheniya-dvuhslojjnogo-poristogo-kompozicionnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ получения двухслойного пористого композиционного изделия</a>
Способ получения двухслойного пористого порошкового материала
Номер патента: 10832
Опубликовано: 30.06.2008
Авторы: Рыкунов Дмитрий Борисович, Кусин Руслан Анатольевич, Капцевич Вячеслав Михайлович, Ильющенко Александр Федорович, Черняк Ирина Николаевна, Корнеева Валерия Константиновна, Андреев Михаил Анатольевич
Метки: пористого, двухслойного, получения, порошкового, способ, материала
Текст:
...поры подложки вводят порошок , который после напыления удаляют путем растворения в воде. Таким образом, размер пор поверхностного слоя полученного материала определяется уже не размерами частиц подложки, а размерами частиц порошка удаляемого агента, что обеспечивает существенную разницу в размерах пор подложки и нанесенного (второго) слоя и соответственно существенное повышение проницаемости ППМ при заданном размере пор. Сущность...
Способ получения двухслойных пористых порошковых фильтров.
Номер патента: 9898
Опубликовано: 30.10.2007
Авторы: Ильющенко Александр Федорович, Жегздринь Дмитрий Иванович, Черняк Ирина Николаевна, Капцевич Вячеслав Михайлович, Кусин Руслан Анатольевич
Метки: получения, фильтров, способ, пористых, двухслойных, порошковых
Текст:
...крупнодисперсного порошка к мелкодисперсного составляло 7,88 (63080 7,88). Затем устанавливали верхний пуансон. При установке второго формообразующего элемента (верхнего пуансона) крупнодисперсный порошок оказывался сформированным в зазоре между вторым формообразующим элементом и сформированным первым (мелкодисперсным) слоем. Сформированные таким образом слои прессовали при давлении 100 МПа и спекали в среде аргона в течение 1,5 ч при...
Способ получения изделия из композиционного материала на основе карбида кремния и железа
Номер патента: 12847
Опубликовано: 28.02.2010
Авторы: Витязь Петр Александрович, Ковалевская Анна Викторовна, Фомихина Ирина Викторовна, Ковалевский Виктор Николаевич, Жук Андрей Евгеньевич, Григорьев Сергей Владимирович
МПК: C04B 35/65, C04B 35/626, C04B 35/565...
Метки: получения, материала, железа, способ, композиционного, основе, кремния, карбида, изделия
Текст:
...заготовку и подвергают ее реакционному спеканию в форме из материала с низким коэффициентом линейного термического расширения. Авторами установлено, что изготовление изделий из композиционных материалов,представляющих собой абразивные и железные порошки с покрытием кремнием и углеродом возможно за счет реакционного спекания в покрытии и уплотнение их в процессе температурного расширения частиц железного порошка при нагреве. В предлагаемом...
Способ получения пористого проницаемого материала
Номер патента: 11251
Опубликовано: 30.10.2008
Авторы: Александров Валерий Михайлович, Шабалинский Андрей Александрович, Сягло Иван Степанович
МПК: B01D 39/10, B21F 27/00
Метки: проницаемого, получения, пористого, способ, материала
Текст:
...в результате послойной сборки пакета вязаных сеток из металлических и полимерных волокон и их гидродинамического деформирования происходит равномерное распределение слоя полимерной составляющей в матрице из металлической вязаной сетки. Сетка из полимерных волокон играет роль технологической связки между слоями сетки из металлических волокон. В результате равномерного распределения металлической и полимерной составляющих в структуре...
Способ изготовления двухслойного огнеупорного изделия
Номер патента: 10759
Опубликовано: 30.06.2008
Авторы: Лобачев Виктор Алексеевич, Роман Олег Владиславович, Шмурадко Валерий Трофимович, Маточкин Виктор Аркадьевич
МПК: C04B 35/10, C04B 35/48, B22D 41/52...
Метки: двухслойного, огнеупорного, изготовления, изделия, способ
Текст:
...следующим образом. 1. Высокоогнеупорную керамическую связку (алюмоцирконаткальциевого или алюмоцирконатстронциевого, или алюмоцирконатбариевого состава) вводят в шихтовый состав материала вставки в готовом виде или синтезируют из соответствующих химических соединений в электропечи, в воздушной среде, в интервале температур 1400-1800 С, затем подвергают тонкому помолу. Обладая высокой огнеупорностью, связка улучшает прессуемость...
Предыдущий патент: Легкоплавкое стекло
Следующий патент: Способ получения этилового спирта из зерна
Случайный патент: Способ получения инъекционного раствора 2-меркаптоэтансульфоната натрия - "Месны"