Способ изготовления двухслойного огнеупорного изделия
Номер патента: 10759
Опубликовано: 30.06.2008
Авторы: Лобачев Виктор Алексеевич, Роман Олег Владиславович, Маточкин Виктор Аркадьевич, Шмурадко Валерий Трофимович
Текст
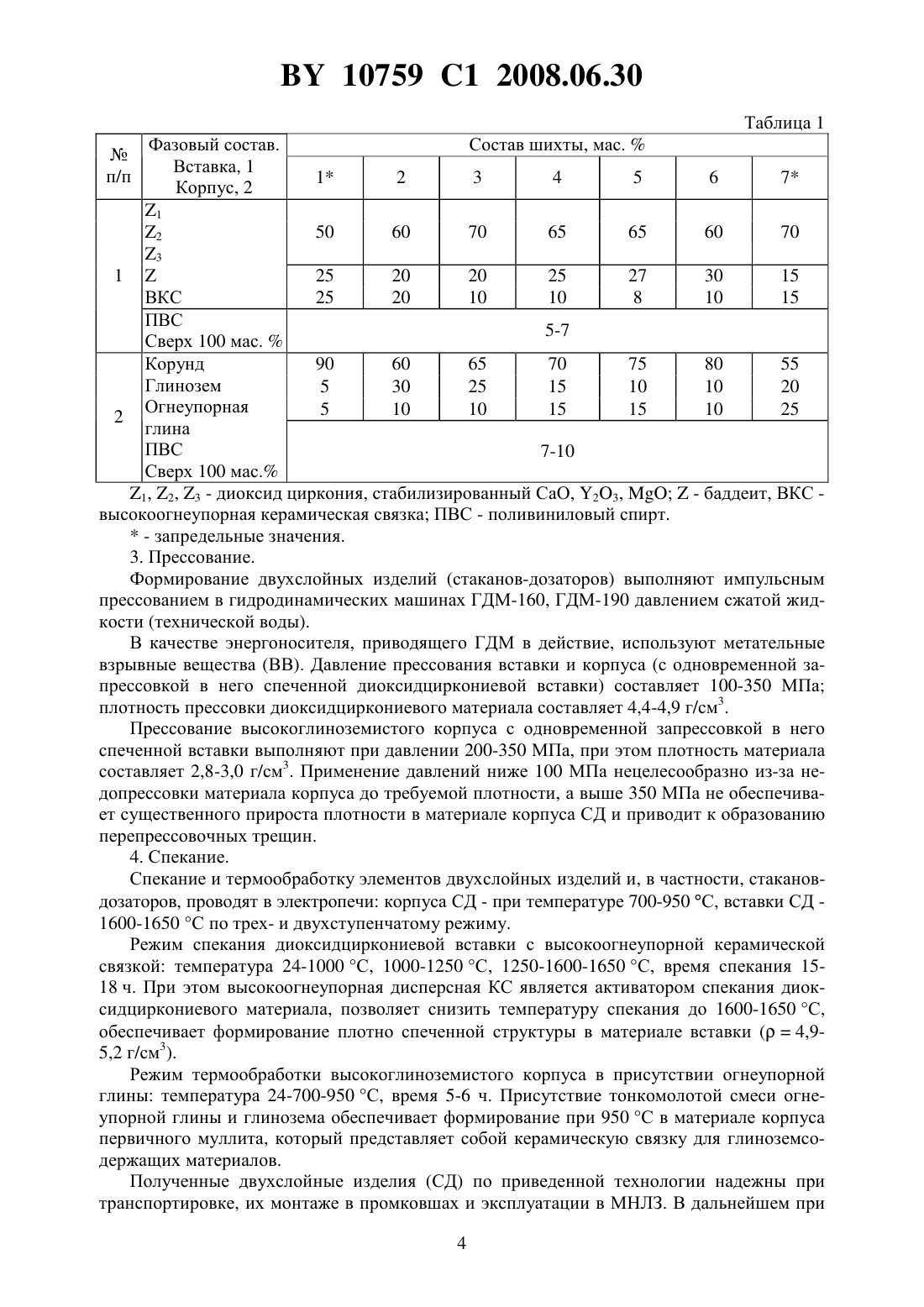
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Шмурадко Валерий Трофимович Роман Олег Владиславович Маточкин Виктор Аркадьевич Лобачев Виктор Алексеевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления двухслойного огнеупорного изделия, включающий размол и смешивание компонентов слоев изделия, прессование и спекание, отличающийся тем,что готовят шихту для внутреннего слоя путем размола высокоогнеупорной керамической связки до фракции менее 0,005 мм, бадделеита до фракции менее 0,05 мм и стабилизированного 2 до фракции менее 1 мм, их смешивания и гомогенизации, формируют внутренний слой путем прессования шихты методом высокоэнергетического импульсного прессования и спекания при 1600-1650 С, готовят шихту для наружного слоя путем гомогенизации смеси из корунда, глинозема и огнеупорной глины фракций менее 3 0,09 и 0,01 мм соответственно и введения поливинилового спирта, запрессовывают внутренний слой методом высокоэнергетического импульсного прессования в шихту наружного слоя и термообрабатывают при температуре 700-950 С. Изобретение относится к области изготовления огнеупорных материалов и может быть использовано для производства многослойных изделий, эксплуатируемых в металлургии при разливке сталей, например двухслойных стаканов-дозаторов (СД) для машин непрерывного литья заготовок (МНЛЗ). Известны шихта и способ изготовления двухслойных стаканов-дозаторов, состоящих из внутреннего рабочего слоя (вставки дозатора) на основе цирконового концентрата с фосфатными связующими, который наносится методом шликерного литья на внутреннюю поверхность наружного слоя (корпуса дозатора), сформированного из шамота 1. Однако,несмотря на простоту технологии изготовления СД, она имеет свои недостатки при дозировке расплава стали при- 1580 С материал вставки дозатора (циркон 4) теряет термодинамическую устойчивость начиная с 1500 С разлагается на 2 и 2. При этом снижаются термомеханические свойства материала вставки происходит активирование коррозионно-эрозионного износа ее внутреннего канала (размывание канала в 70 мм составляет 2,5-3 мм при разливе 110-130 т стали) нарушается динамика подачи 10759 1 2008.06.30 расплава в кристаллизатор, приводящая к браку заготовок, поступающих из кристаллизатора на поверхности заготовок образуются трещины, а внутри металл не успевает закристаллизоваться внутренний рабочий слой, наносимый на корпус дозатора по шликерной технологии,дает усадку при сушке и спекании, уменьшается по диаметру и высоте, теряется контактная связь между поверхностями вставки и корпуса сформированного стакана-дозатора,который теряет свои функциональные свойства двухслойною изделия. Известны шихта и способ изготовления корундографитовых стаканов-дозаторов из корунда, графита, глины, фосфатного связующего по технологии, включающей переделы смешивания, формования на прессе, сушки и термообработки изделий 2. Однако, несмотря на низкую смачиваемость расплавами сталей материала корундографитных СД,они не защищены от окисления и выгорания графитовой составляющей, а невысокая прочность материала на сжатие (18-22 Н/мм 2) не обеспечивает требуемых термомеханических свойств при термодинамическом воздействии струи расплава на дозатор, вызывающей жидкостную эрозию дозатора (механическое размывание канала СД). Средний износ канала СД 70 мм составил 10 мм на 100 т размываемых сталей различных марок. Наиболее близким техническим решением к заявляемому является бикерамический стакан-дозатор 3, включающий внутренний (рабочий) и наружный (нерабочий) слои СД,выполненные из составов, мас.внутренний - электроплавленный 2, стабилизированный СаО, 70-88, смесь глинозема и тонкомолотого бадделеита в соотношении 1(3,314), 12-30 а наружный слой - смесь муллитокорундового шамота и корунда в соотношении 1 (3-5), 70-80, тонкомолотый порошок из смеси муллитокорундового шамота, каолина и глинозема в соотношении (6-3)(2-1)(1-12), 20-30. Изготовление бикерамических СД выполняют по керамической технологии. Смешивание и введение увлажняющего шихту технического лигносульфоната производят раздельно для внутреннего и наружного слоев. Затем массы шихты засыпают раздельно в форму рабочий слой - во внутреннюю часть между разделительной трубкой и стержнем,формирующим канал СД, а наружный слой из высокоглиноземной массы - между разделительной трубкой и корпусом формы. Затем извлекают разделительную трубку, формируют бикерамическое изделие на прессе, сушат и обжигают при 1650-1750 С. Однако данная технология, несмотря на простоту формирования бикерамических стаканов-дозаторов, имеет свои недостатки введение в состав шихты внутреннего слоя спекающей добавки - глинозема - снижает его огнеупорность, термомеханические и коррозионно-эрозионные свойства, что повышает степень размывания канала рабочего слоя одновременное прессование циркониевых и высокоглиноземистых составов в прессформе, имеющих разницу в насыпной плотности в 2-2,5 раза и различную уплотняемость(сжимаемость) при одинаковом общем удельном давлении прессования, не обеспечивает качественного прессования, а затем спекания до требуемой плотности или внутреннего,или наружного слоя СД, что приводит к неравномерному размыванию его канала, вызывая тем самым закручивание струи расплава при разливке, и затрудняет ее ориентировку на зеркало расплава в кристаллизатор при обжиге (спекании) двухслойных изделий при 1650-1750 С происходит нарушение контактной целостности границы раздела между слоями и образование расслоения в изделиях из-за различия температурной усадки материалов внутреннего - диоксидциркониевого - и наружного - высокоглиноземистого - слоев. Задача изобретения - повышение огнеупорности, коррозионно-эрозионной стойкости двухслойных изделий. Поставленная задача достигается тем, что в способе изготовления двухслойного огнеупорного изделия, включающем размол и смешивание компонентов слоев изделия, прессование и спекание, согласно изобретению, готовят шихту для внутреннего слоя путем 2 10759 1 2008.06.30 размола высокоогнеупорной керамической связки до фракции менее 0,005 мм, бадделеита до фракции менее 0,05 мм и стабилизированного 2, до фракции менее 1,0 мм, их смешивания и гомогенизации, формируют внутренний слой путем прессования шихты методом высокоэнергетического импульсного прессования и спекания при 1600-1650 С,готовят шихту для наружного слоя путем гомогенизации смеси из корунда, глинозема и огнеупорной глины фракцией менее 3 0,09 0,01 мм соответственно и введения поливиниловою спирта, запрессовывают внутренний слой методом высокоэнергетического прессования в шихту наружного слоя и термообрабатывают при температуре 700-950 С. Двухслойное огнеупорное изделие состоит из внутреннего слоя (вставки), содержащего 2, стабилизированный СаО, и бадделеит, наружного слоя (корпуса), содержащего корунд и глинозем, вставка состоит или из 2, стабилизированногоили из 2,стабилизированного 23, и высокоогнеупорной керамической связки (КС), а корпус дополнительно содержит огнеупорную глину, в шихтовые составы вводят поливиниловый спирт (ПВС) сверх 100 мас.при следующем соотношении компонентов, мас.вставка корпус 2, стабилизированный СаО, или корунд 60-80 2, стабилизированный 2 О 3, или глинозем 10-30 2, стабилизированный 60-70 огнеупорная бадделеит 20-30 глина 10-15 высокоогнеупорная ПВС 7-10. керамическая связка 8-20 ПВС 5-7 Способ изготовления двухслойного изделия (СД) осуществляют следующим образом. 1. Высокоогнеупорную керамическую связку (алюмоцирконаткальциевого или алюмоцирконатстронциевого, или алюмоцирконатбариевого состава) вводят в шихтовый состав материала вставки в готовом виде или синтезируют из соответствующих химических соединений в электропечи, в воздушной среде, в интервале температур 1400-1800 С, затем подвергают тонкому помолу. Обладая высокой огнеупорностью, связка улучшает прессуемость (уплотняемость) и формируемость как шихтового материала, так и самой вставки, а также активирует процесс твердофазового спекания в более низком температурном интервале (1600-1650 С). 2. Подготовка шихты. Приготовление диоксидциркониевой шихты для вставки СД выполняют размолом 2 стаб. , 23 или , бадделеита, высокоогнеупорной связки до размера частиц менее 1 0,05 0,005 мм соответственно их смешиванием в течение 30-45 мин до гомогенного состояния затем смесь увлажняют 5 водным раствором поливинилового спирта(ПВС) и перемешивают в течение 10-15 мин. Приготовление высокоглиноземной шихты для корпуса СД выполняют размолом корунда, глинозема, огнеупорной глины до размера частиц менее 3 0,09 0,01 мм соответственно их смешиванием до гомогенною состояния в течение 20-30 мин, увлажняют 7 водным раствором ПВС и перемешивают в течение 5-7 мин. Шихтовые составы для материалов вставки и корпуса представлены в табл. 1. 10759 1 2008.06.30 Таблица 1 Фазовый состав. Состав шихты, мас.Вставка, 1 1 2 3 4 5 6 7 Корпус, 2 1 2 50 60 70 65 65 60 70 3 125 20 20 25 27 30 15 ВКС 25 20 10 10 8 10 15 ПВС 5-7 Сверх 100 мас.Корунд 90 60 65 70 75 80 55 Глинозем 5 30 25 15 10 10 20 Огнеупорная 5 10 10 15 15 10 25 2 глина ПВС 7-10 Сверх 100 мас. 1, 2, 3 - диоксид циркония, стабилизированный СаО, 23,- баддеит, ВКС высокоогнеупорная керамическая связка ПВС - поливиниловый спирт.- запредельные значения. 3. Прессование. Формирование двухслойных изделий (стаканов-дозаторов) выполняют импульсным прессованием в гидродинамических машинах ГДМ-160, ГДМ-190 давлением сжатой жидкости (технической воды). В качестве энергоносителя, приводящего ГДМ в действие, используют метательные взрывные вещества (ВВ). Давление прессования вставки и корпуса (с одновременной запрессовкой в него спеченной диоксидциркониевой вставки) составляет 100-350 МПа плотность прессовки диоксидциркониевого материала составляет 4,4-4,9 г/см 3. Прессование высокоглиноземистого корпуса с одновременной запрессовкой в него спеченной вставки выполняют при давлении 200-350 МПа, при этом плотность материала составляет 2,8-3,0 г/см 3. Применение давлений ниже 100 МПа нецелесообразно из-за недопрессовки материала корпуса до требуемой плотности, а выше 350 МПа не обеспечивает существенного прироста плотности в материале корпуса СД и приводит к образованию перепрессовочных трещин. 4. Спекание. Спекание и термообработку элементов двухслойных изделий и, в частности, стакановдозаторов, проводят в электропечи корпуса СД - при температуре 700-950 С, вставки СД 1600-1650 С по трех- и двухступенчатому режиму. Режим спекания диоксидциркониевой вставки с высокоогнеупорной керамической связкой температура 24-1000 С, 1000-1250 С, 1250-1600-1650 С, время спекания 1518 ч. При этом высокоогнеупорная дисперсная КС является активатором спекания диоксидциркониевого материала, позволяет снизить температуру спекания до 1600-1650 С,обеспечивает формирование плотно спеченной структуры в материале вставки (4,95,2 г/см 3). Режим термообработки высокоглиноземистого корпуса в присутствии огнеупорной глины температура 24-700-950 С, время 5-6 ч. Присутствие тонкомолотой смеси огнеупорной глины и глинозема обеспечивает формирование при 950 С в материале корпуса первичного муллита, который представляет собой керамическую связку для глиноземсодержащих материалов. Полученные двухслойные изделия (СД) по приведенной технологии надежны при транспортировке, их монтаже в промковшах и эксплуатации в МНЛЗ. В дальнейшем при 10759 1 2008.06.30 подготовке промковша к рабочему циклу производят его разогрев газовыми горелками до 1000 С, и при многочасовой разливке стали температура СД повышается до 1580 С. При этом в корпусе СД формируются вторичный муллит и корундомуллиновая структура материала, соответствующая и отвечающая условиям эксплуатации стаканов-дозаторов и требуемой термомеханической прочности в условиях разливки сталей в кристаллизатор методом плавки на плавку в течение 8-12 ч. Результаты испытаний приведены в табл. 2. Таблица 2 Показатели свойствсостава 1, Свойства материа 2,п/п ла изделийПрото 3 1 2 3 4 5 6 71013 тип Вставка 1. Пористость открытая,2. Плотность, г/см 3 Коррозионноэрозионный износ 3. 0,15-0,3 1,0-1,5 за 1 рабочий час 3 0,9 0,4 0,35 0,15 0,15 0,25 0,7 при 1580 С, мм Корпус 18,74. Пористость откры 21 19 17,8 16 15,7 17 19 20,5 19,6 тая,5. Плотность, г/см 3 2,4 2,6 2,7 3,0 2,95 2,8 2,5 2,71- запредельные значения. Промышленные сравнительные испытания предлагаемых, по прототипу и эксплуатируемых импортных СД марки 1013 проводились в условиях Беларусского металлургического завода (БМЗ, г. Жлобин) в узлах промежуточных ковшей МНЛЗ - 1,2 электросталеплавильного цеха (ЭСПЦ-1). Заключение-98-2004 от 24.11.04 г. Результаты испытаний. 1. При проведении сравнительных испытании в МНЛЗ-1,2 опытные СД обеспечивают разливку сталей наравне с применяемыми импортными марками 1013. 2. Физические показатели свойств разработанных СД по плотности и открытой пористости превышают импортные на 4-7 . 3. В процессе непрерывной разливки сталей плавка на плавку стаканы-дозаторы в 6-ручьевом промковше контактировали с расплавом в среднем 9 ч 15 мин. Через один СД за одну плавку разливалось 18,3 т металла, за всю кампанию разливки - 164,7 т. 4. Средняя скорость разливки по ручьям составила 2,3 м/мин ( -1,8 м/мин,2,8 м/мин) для разработанного СД и 2,3 м/с ( - 1,7 м/мин,- 2,9 м/мин) для импортного СД, что соответствует техническим условиям эксплуатации МПЛЗ-1,2. 5. Внутренний диаметр канала вставки предлагаемого СД за всю кампанию разливки плавка на плавку увеличился до 15,8 мм при исходном 15,0 мм. Износ рабочей поверхности по длине канала дозатора равномерный. 6. На предлагаемых СД величина износа поверхности канала по диаметру составляет менее 0,1 мм за одну плавку. В настоящее время ведется подготовка производственно-технической базы опытного полигона ГУ Научно-исследовательского института импульсных процессов с опытным производством для выпуска опытно-промышленных партий стаканов-дозаторов по им 5 10759 1 2008.06.30 портозамещению для РУП Белорусского металлургического завода (г. Жлобин). Годовая потребность завода составляет 7-9 тыс. штук. Полученные свойства материалов вставки и корпуса СД, а также эксплуатационные характеристики разработанных стаканов-дозаторов достигнуты за счет оптимизации шихтовых составов диоксидциркониевых и высокоглиноземистых материалов применения высокоэнергетического импульсного прессования изделий на специализированных гидродинамических машинах, приводимых в действие недорогостоящими метательными ВВ разработки оптимальных температурно-временных режимов спекания (вставки) и термообработки корпуса СД с запрессованной в него спеченной вставкой. Проведение операций запрессовки на ГДМ спеченной вставки в корпус СД и его последующая термообработка при 700-950 С формируют прочную механическую связь между разнородными по химическому составу материалами вставки и корпуса, что обеспечило надежную эксплуатацию промковша МНЛЗ, а износ канала вставки по диаметру менее 0,1 мм за плавку создал стабильные условия дозировки сталей в кристаллизатор, исключил образование брака в виде трещин, разрывов в отливаемых заготовках. Источники информации 1. Суворов С.А. и др. Двухслойные стаканы-дозаторы для промежуточных ковшей МНЛЗ // Огнеупоры. - . - 1985. - С. 54-56. 2. Ильин Г.И. и др. Внедрение новых видов стаканов-дозаторов для промежуточных ковшей МНЛЗ // Огнеупоры. -7. - 1990. - С. 50-51. 3. А.с. СССР 1752506 1, МПК 22 41/08, 11/00, 1992. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B22D 41/52, C04B 35/48, C04B 35/10
Метки: двухслойного, изготовления, способ, изделия, огнеупорного
Код ссылки
<a href="https://by.patents.su/6-10759-sposob-izgotovleniya-dvuhslojjnogo-ogneupornogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления двухслойного огнеупорного изделия</a>
Способ изготовления двухслойного витого проволочного изделия
Номер патента: 8131
Опубликовано: 30.06.2006
Авторы: Савенок Анатолий Николаевич, Баглай Геннадий Валерьянович, Худолей Юрий Леонидович
Метки: способ, двухслойного, изготовления, проволочного, изделия, витого
Текст:
...Проволоки сердечника имеют одинаковый или разный диаметр с проволоками наружного слоя витого изделия. Предпочтительно используются проволоки с покрытием или без покрытия, изготовленные из высококачественной стали с содержанием углерода 0,65-1,0 . Таким образом, при изготовлении двухслойного витого проволочного изделия с одинаковым направлением проволок сердечника и наружного слоя ( или ) количество кручений необходимое для формирования...
Масса для изготовления огнеупорного бетона
Номер патента: 7109
Опубликовано: 30.06.2005
Авторы: Бычек Инга Владимировна, Клинчук Евгений Сергеевич, Федосов Николай Николаевич, Стародубенко Наталья Георгиевна, Кузьменков Михаил Иванович, Романчик Сергей Викторович, Плышевский Сергей Васильевич, Телеш Андрей Иванович
МПК: C04B 35/04
Метки: изготовления, бетона, масса, огнеупорного
Текст:
...магнезиальнощпинелидного заполнителя содержит бой отработанных периклазохромитовых изделий фракции 1,0-0,63 мм, 0,63-0,315 мм и менее 0,315, а также бой отработанных шамотных изделий фракции менее 0,08 мм при следующем соотношении компонентов,мас.фосфатное связующее 1-7 бой отработанных периклазохромитовых изделий фракции 1,0-0,63 мм 25-40 фракции 0,63-0,315 мм 20-27 фракции 5 0,315 мм 10-30 бой отработанных шамотных изделий фракции 5...
Шихта для изготовления огнеупорного материала
Номер патента: 8785
Опубликовано: 30.12.2006
Авторы: Ушеренко Сергей Миронович, Шмурадко Валерий Трофимович, Овчинников Владимир Ильич
МПК: C04B 35/66
Метки: изготовления, материала, шихта, огнеупорного
Текст:
...получают путем смешивания исходных компонентов, их прессования и спекания при температурах 13001600 С в течение 3-21 часа. Примеры. Из разработанного материала были изготовлены огнеупорные тигли трех составов на пяти связующих, представленных в табл. 1. Таблица 1(1-3)-5 Цирконовый - В каждый состав добавляют огнеупорный цемент в количестве 1-30 вес. . Из полученных смесей импульсными методами прессования получают образцы,...
Способ изготовления полого композиционного изделия
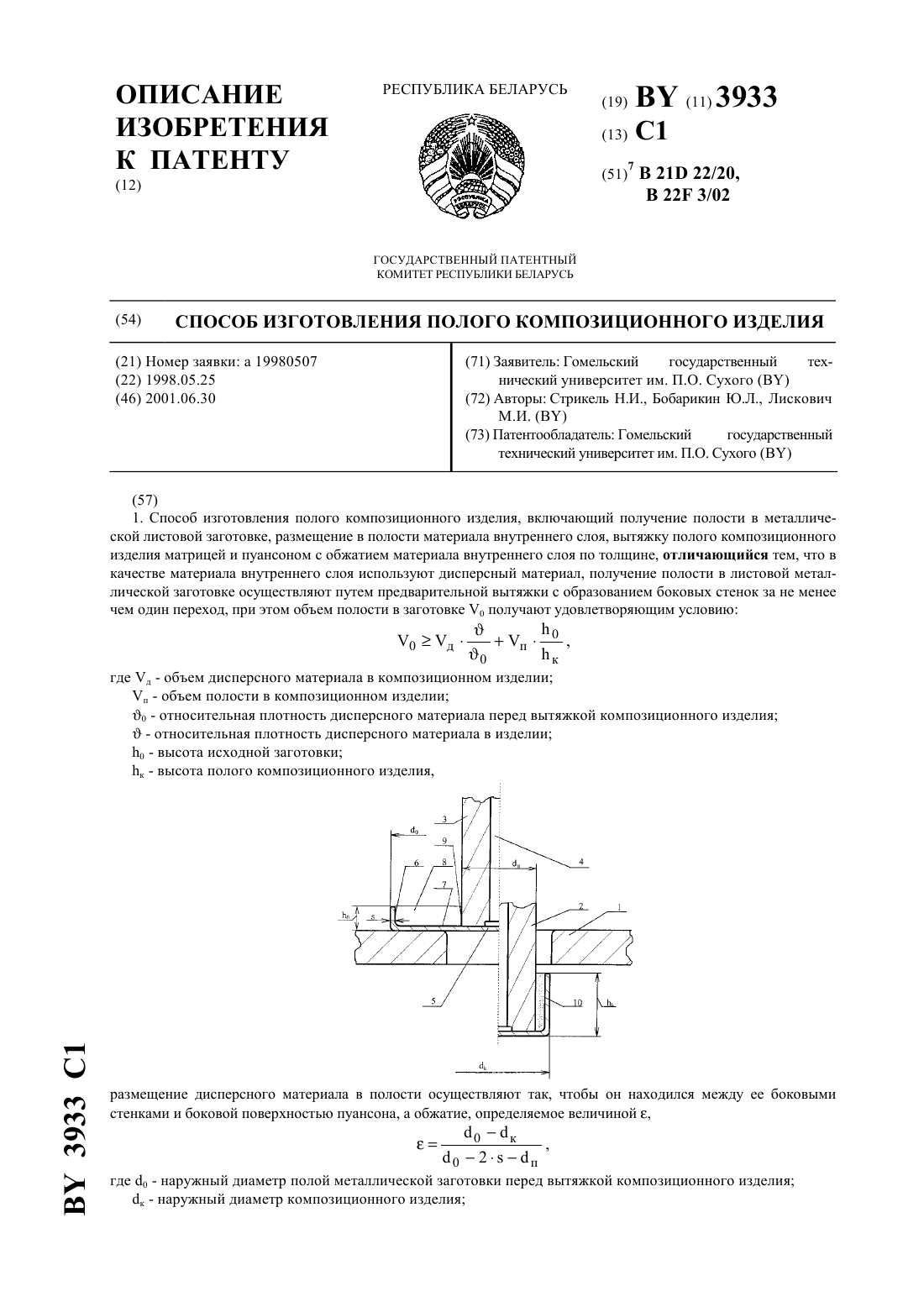
Номер патента: 3933
Опубликовано: 30.06.2001
Авторы: Бобарикин Юрий Леонидович, Лискович Михаил Ильич, Стрикель Николай Иванович
МПК: B21D 22/20, B22F 3/02
Метки: композиционного, изделия, полого, изготовления, способ
Текст:
...1. Осуществляли изготовление полого композиционного теплоохлаждающего экрана наружного диаметра 17,1 мм, внутреннего диаметра 15 мм, высотой 22 мм из меди М 1 и олова порошкового ПО-2. В листовой заготовке из меди М 1 толщиной 1 мм, диаметром 40 мм путем предварительнойвытяжки за два перехода, на первом из которых использовали матрицу с рабочим отверстием диаметром 26 мм и пуансон диаметром 23,8 мм, а на втором - матрицу с рабочим отверстием...
Способ изготовления изделия из композиционного материала на основе высоковязкого полимера (варианты)
Номер патента: 9396
Опубликовано: 30.06.2007
Авторы: Овчинников Евгений Витальевич, Кравченко Виктор Иванович, Горбацевич Геннадий Николаевич, Струк Василий Александрович, Костюкович Геннадий Александрович, Авдейчик Сергей Валентинович
МПК: B29C 43/00, C08J 5/00
Метки: основе, варианты, изделия, композиционного, высоковязкого, способ, полимера, материала, изготовления
Текст:
...полимера, включающего смешивание компонентов, холодное прессование заготовки, последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, заготовку спекают в закрытой форме с натягом по двухступенчатому циклу с последующим отжигом, причем первую стадию цикла осуществляют при температуре 2805 С в течение времени(мин),3 9396 1 2007.06.30 определяемого из...
Предыдущий патент: Способ повышения оплодотворяющей способности спермы быка-производителя
Следующий патент: Способ газопламенного напыления покрытий
Случайный патент: Стекло для светофильтров