Способ получения двухслойных пористых порошковых фильтров.
Номер патента: 9898
Опубликовано: 30.10.2007
Авторы: Капцевич Вячеслав Михайлович, Жегздринь Дмитрий Иванович, Черняк Ирина Николаевна, Ильющенко Александр Федорович, Кусин Руслан Анатольевич
Текст
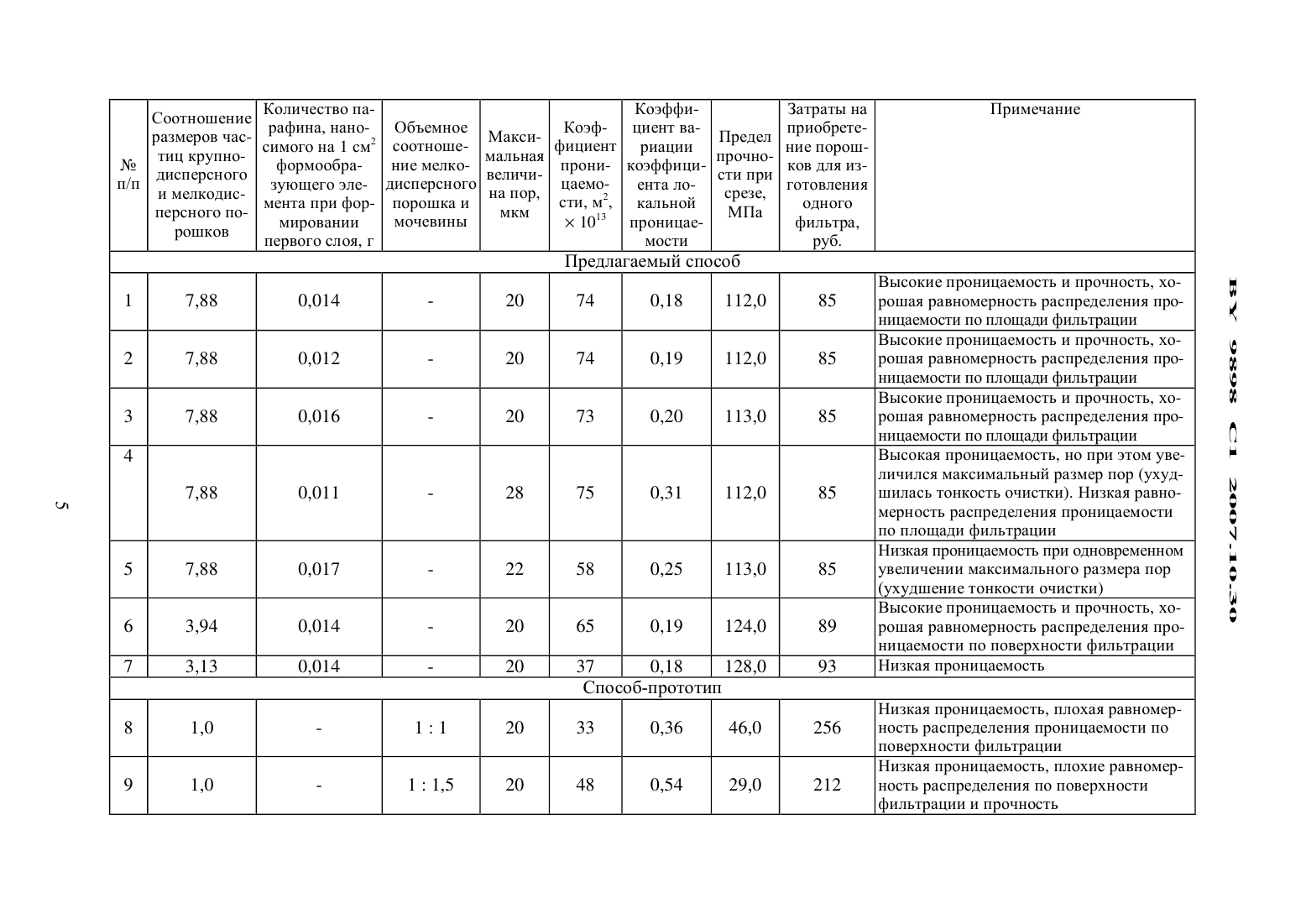
рам получаемых изделий и невысокое повышение коэффициента проницаемости при заданном размере пор по причине недостаточности разницы в размерах пор слоев.Наиболее близким по технической сущности является способ получения двухслойных пористых порошковых материалов, включающий формирование первого слоя путем последовательного нанесения на формообразующий элемент слоя связующего и слоя мелкодисперсного порошка, формирование второго слоя путем смешивания мелкодисперсного порошка с порообразователем и засыпки смеси в зазор между вторым формообразующим элементом и сформированным первым слоем, прессование и спекание 4.Недостатками известного способа являются недостаточное повышение проницаемости при заданном размере пор и невысокая равномерность распределения проницаемости по площади фильтрации.Недостаточное повышение проницаемости при изготовлении ППМ известным способом обусловлено наличием в структуре второго слоя (так называемой подложки) наряду с крупными порами, образованными удаленным в процессе спекания порообразователем,областей с мелкими порами, образованными частицами мелкодисперсного порошка. Повышение проницаемости за счет увеличения объемного содержания в смеси порообразователя приводит к неприемлемому снижению прочности ППМ. Кроме того, связующее (в известном способе уайт-спирит) не обеспечивает хорошего эффекта смазки, что приводит к так называемому зализыванию пор из-за имеющего место трения на границе формообразующий элемент - порошок, что также вызывает снижение проницаемости полученных материалов.Невысокая равномерность распределения проницаемости по площади фильтрации обусловлена невозможностью равномерно распределить порообразователь по объему смеси, используемой для формирования второго слоя.Задача изобретения - повышение проницаемости и равномерности ее распределения по площади фильтрации пористых порошковых материалов.Задача решается тем, что в известном способе получения двухслойного пористого порошкового фильтра, включающем формирование первого слоя путем последовательного нанесения на формообразующий элемент слоя связующего и слоя мелкодисперсного порошка, формирование второго слоя путем засыпки порошка на первый слой, прессование и спекание, для формирования второго слоя используют крупнодисперсный порошок,размер частиц которого превышает размер частиц мелкодисперсного порошка не менее чем в 3,9 раза, а в качестве связующего используют парафин. Парафин наносят на формообразующий элемент в количестве 0,012-0,016 г/см 2.Технический результат изобретения - повышение прочности и уменьшение затрат на приобретение металлических порошков.Формирование второго слоя (подложки) из крупнодисперсного порошка, размер частиц которого превышает размер частиц мелкодисперсного порошка более чем в 3,9 раза,позволяет получить подложку с гораздо более высокой проницаемостью, чем у первого слоя, что обеспечивает высокую проницаемость двухслойного ППМ при заданном размере пор. При уменьшении отношения размеров частиц крупнодисперсного порошка к размерам частиц мелкодисперсного порошка ( 3,9) увеличение проницаемости получаемого ППМ при заданном размере пор не представляет практического интереса, поскольку в этом случае различие в проницаемости первого и второго слоев относительно невелико,что препятствует достижению высокой проницаемости получаемого ППМ при заданном размере пор. При этом отсутствие порообразователя в порошке при формировании подложки гарантирует более однородное распределение пор по ее объему и, как следствие,более высокую равномерность распределения проницаемости по площади фильтрации получаемых ППМ.Использование парафина в качестве связующего предотвращает зализь 1 вание пор в процессе прессования на поверхности мелкодисперсного слоя, возникающего вследствие трения между порошком и формообразующим элементом, поскольку при прессовании парафин, с одной стороны, выполняет роль смазки, а с другой - препятствует закрытию пор,выполняя роль наполнителя.Количество наносимого на формообразующий элемент парафина должно составлять 0,012-0,016 г на 1 см 2 его поверхности. При количестве менее 0,012 г/см 2 парафин не покрывает равномерно поверхность формообразующего элемента, имеют место непокрытые или недостаточно покрытые парафином участки, что, с одной стороны, ухудшает равномерность распределения проницаемости по площади ППМ, с другой - снижает проницаемость материала при заданном размере пор (хотя проницаемость может незначительно увеличиться, однако материал в этом случае характеризуется уже более крупными порами). При количестве парафина более 0,016 г/см 2 он неравномерно покрывает формообразующий элемент, наблюдаются наплывы парафина, что приводит, во-первых, к неравномерной толщине мелкодисперсного слоя, во-вторых, к ее увеличению, что в свою очередь снижает проницаемость получаемого ППМ и ухудшает равномерность распределения проницаемости по его поверхности (площади фильтрации). Кроме того, повь 1 шенное содержание парафина приводит к увеличению в местах наплыва максимальных размеров пор.Сущность изобретения поясняется примерами.По предлагаемому способу изготавливали фильтры в виде дисков диаметром 30 и толщиной 3 мм.На предварительно разогретый до температуры 65-75 С формообразующий элемент(пуансон) помещали парафин из расчета 0,014 г/см 2, который, расплавляясь, равномерно покрывал его поверхность. Затем на парафин наносили слой мелкодисперсного порошка титана с размером частиц (минус 80 40) мкм. Излишки порошка удаляли стряхиванием после охлаждения пуансона до комнатной температуры путем поворота пуансона на 180 С. Пуансон устанавливали в матрицу (по расположению он является нижним пуансоном) и на ранее сформированный слой (из мелкодисперсного порошка титана) насыпали слой крупнодисперсного порошка титана с размером частиц (минус 1000 630) мкм при этом отношение размеров частиц крупнодисперсного порошка к мелкодисперсного составляло 7,88 (63080 7,88). Затем устанавливали верхний пуансон. При установке второго формообразующего элемента (верхнего пуансона) крупнодисперсный порошок оказывался сформированным в зазоре между вторым формообразующим элементом и сформированным первым (мелкодисперсным) слоем. Сформированные таким образом слои прессовали при давлении 100 МПа и спекали в среде аргона в течение 1,5 ч при температуре 1050 С с предварительной выдержкой в течение 0,5 ч при температуре 400 С. Свойства полученного изделия приведены в таблице (строка 1).Аналогично по предложенному способу изготавливали фильтры при соотношении размеров частиц крупнодисперсного и мелкодисперсного порошков 7,88 и количестве парафина 0,012 0,016 0,011 0,017 г/см 2 (свойства изделий приведены в таблице в строках 25), а также соотношениях размеров частиц порошков 3,94 (использовалась фракция крупнодисперсного порошка (минус 400 315) мкм) и 3,13 (использовалась фракция крупнодисперсного порошка (минус 315 250) мкм) и количестве парафина 0,014 г/см 2 (свойства изделий приведены в строках 6 и 7 таблицы).По известному способу 4 изготавливали фильтры в виде дисков диаметром 30 и толщиной 3 мм. На один из формообразующих элементов (пуансон) наносили обмазкойслой связующего (уайт-спирит). На слой связующего наносили струей воздуха слой мелкодисперсного порошка титана с размером частиц (минус 80 40) мкм. Пуансон устанавливали в матрицу И на ранее сформированный слой (из мелкодисперсного порошка титана) насыпали второй слой, состоящий из смеси мелкодисперсного порошка титана с размером частиц (минус 80 40) мкм и порообразователя (мочевины) с размером частиц 100 мкм в объемном соотношении 11. Затем устанавливали второй пуансон и производили прессование при давлении 100 МПа. Прессовки спекали в среде аргона в течение 1,5 Ч при температуре 1050 С с предварительной выдержкой в течение 0,5 ч при температуре 400 С. Свойства полученного изделия приведены в таблице (строка 8).Аналогично по известному способу изготавливали фильтры при объемном соотношении порошков мелкодисперсного титана и порообразователя 121,5. Свойства полученного изделия приведены в строке 9 таблицы.Анализ данных, приведенных в таблице, показывает, что изделия, изготовленные по предложенному способу, по сравнению с изделиями, изготовленными по известному способу, обладают в 2,0-2,2 раза большей проницаемостью (характеризуется коэффициентом проницаемости) при заданном (в примерах - равном 20 мкм) размере (в примерах - максимальном размере) пор и имеют в 1,8 и 2 раза более высокую равномерность распределения проницаемости по площади фильтрации (оценивалась по коэффициенту вариации коэффициента локальной проницаемости, который в предлагаемом способе не выше 0,20). Кроме того, изготовление изделий по предлагаемому способу по сравнению с известным позволяет повысить их прочность в 2,4-2,9 раза (прочность оценивалась по величине предела прочности при срезе) и снизить затраты на приобретение металлических порошков в 2,8-3,0 раза (первое обусловлено более низкой пористостью у подложки и отсутствием дополнительных концентраторов напряжений, образующихся в местах выгорания частиц порообразователя, второе - более высокой стоимостью мелкодисперсных порошков по сравнению с крупнодисперсными).Повышение проницаемости ППМ при изготовлении по известному способу за счет увеличения количества порообразователя при формировании подложки является бесперспективным, поскольку полученные в этом случае изделия обладают низкой прочностью и плохой равномерностью распределения проницаемости по площади фильтрации, а повь 1 шение проницаемости недостаточно высоко (строка 9 таблицы).Несоблюдение режимов осуществления процесса не позволяет получать качественные изделия. Если отношение размеров частиц крупнодисперсного порошка к размерам частиц мелкодисперсного порошка составляет 3,13 мкм (менее 3,9), изделия имеют низкую проницаемость. При нанесении парафина на формообразующий элемент в количестве 0,011 г/см 2 (менее 0,012 г/см 2) и в количестве 0,017 г/см 2 (более 0,016 г/см 2) получаемые изделия характеризуются низкой равномерностью распределения проницаемости по площади фильтрации и ухудшением тонкости очистки (увеличением максимального размера пор).Заявляемый способ получения двухслойных пористых порошковых материалов позволяет повысить проницаемость изготавливаемых изделий в 2,0-2,2 раза, равномерность распределения проницаемости по площади фильтрации в 1,8-2 раза, прочность в 2,4-2,9 раза и снизить затраты на приобретение металлических порошков в 2,8-3,0 раза.Количество па- Коэффи- Затраты на Примечание Соотношение рафина, нано- Объемное Коэф- циент ва- приобретеразмеров час- 2 Макси- Предел симого на 1 см соотноше- фициент риации ние пороштиц крупно- мальная прочноЛэ формообра- ние мелко- прони- коэффици- ков для издисперсного величи- сти при п/п зующего эле- дисперсного цаемо- ента ло- готовления и мелкодис- на пор, 2 срезе,мента при фор- порошка и сти, м кальнои одного персного по- мкм 13 МПа ОШКОВ мировании мочевины 10 проницае- фильтра,р первого слоя, г мости руб. Предлагаемый способ Высокие проницаемость и прочность, хо 1 7,88 0,014 - 20 74 рошая равномерность распределения проницаемости по площади фильтрации Высокие проницаемость и прочность, хо 2 7,88 0,012 - 20 74 рошая равномерность распределения проницаемости по площади фильтрации Высокие проницаемость и прочность, хо 3 7,88 0,016 - 20 73 рошая равномерность распределения проницаемости по площади фильтрации 4 Высокая проницаемость, но при этом увеличился максимальный размер пор (ухуд 7,88 0,01 1 - 28 75 шилась тонкость очистки). Низкая равномерность распределения проницаемости по площади фильтрации Низкая проницаемость при одновременном 5 7,88 0,017 - 22 58 увеличении максимального размера пор(ухудшение тонкости очистки) Высокие проницаемость и прочность, хо 6 3,94 0,014 - 20 65 рошая равномерность распределения проницаемости по поверхности фильтрации 7 3,13 0,014 - 20 37 0,18 128,0 93 Низкая проницаемость Способ-прототип Низкая проницаемость, плохая равномер 8 1,0 - 1 1 20 33 ность распределения проницаемости по поверхности фильтрации Низкая проницаемость, плохие равномер 9 1,0 - 1 2 1,5 20 48 ность распределения по поверхности
МПК / Метки
Метки: способ, порошковых, фильтров, двухслойных, пористых, получения
Код ссылки
<a href="https://by.patents.su/6-9898-sposob-polucheniya-dvuhslojjnyh-poristyh-poroshkovyh-filtrov.html" rel="bookmark" title="База патентов Беларуси">Способ получения двухслойных пористых порошковых фильтров.</a>
Способ получения двухслойных пористых порошковых изделий
Номер патента: 9895
Опубликовано: 30.10.2007
Авторы: Беляев Андрей Васильевич, Капцевич Вячеслав Михайлович, Бокань Григорий Алексеевич, Витязь Петр Александрович, Кусин Руслан Анатольевич, Ильющенко Александр Федорович
Метки: двухслойных, пористых, изделий, способ, порошковых, получения
Текст:
...этот порошок не вступает в реакцию синтеза во-вторых, температура в сформированном из него слое, достигаемая за счет тепловыделения при протекании реакции синтеза между титаном и азотом, достаточна для консолидации его частиц, но недостаточна для их расплавления и перекрытия сквозных пор. Сущность изобретения поясняется примерами. 2 9895 1 2007.10.30 Пример 1 По предлагаемому способу изготавливали трубчатые фильтроэлементы с наружным...
Способ изготовления двухслойных пористых изделий
Номер патента: 2168
Опубликовано: 30.06.1998
Авторы: Гуревич А. А., Капцевич В. М., Савич В. В., Кусин Р. А., Бокань Г. А., Левченко С. Г.
МПК: B22F 7/02
Метки: двухслойных, изготовления, изделий, пористых, способ
Текст:
...(уайт-спирит). На слой связующего наносили распылением струей воздуха порошок никеля ПНЭ-1 с размером частиц меньше 0,05 мм. Между слоем порошка п другим формообразующим элементом пуансоном засыпали порошокт з ПНЭ-Ъ с размером частиц меньше 0,05 ММ. смешанныи с порообразователем мочеви ной фракции меньше 0,063 мм в объемном соотношении 11. Прессование полученной композиции проводили давлением 70 МПа. После снятия с пуансона прессовки...
Способ получения пористых полых изделий
Номер патента: 1968
Опубликовано: 30.12.1997
Авторы: Жарнов Виктор Михайлович, Волочко Александр Тихонович, Равин Аркадий Наумович, Ласковнев Александр Петрович, Жданович Олег Егорович, Муханько Алексей Васильевич
МПК: B22F 3/11
Метки: изделий, пористых, способ, полых, получения
Текст:
...спекания в результате выдавливания расплава на поверхность частиц в процессе роста зерен происходит образование контактных мостиков. Процесс спекания идет с минимальной усадкой. При использовании порошков с размером частиц менее 0,4 мм происходит резкое увеличение контактов порошка вследствие его малого размера. Порошки с размером частиц более 1 мм благоприятствуют нерегулярности пористой структуры из-за малого количества точек контактов....
Способ получения пористых проницаемых изделий на основе титана
Номер патента: 2278
Опубликовано: 30.09.1998
Авторы: Азарова Татьяна Алексеевна, Касперович Вячеслав Брониславович, Шелегов Владимир Иванович, Беляев Андрей Васильевич, Колесников Андрей Андреевич, Анащенко Михаил Петрович
МПК: B22F 3/10, B22F 3/04, C22C 1/04...
Метки: изделий, способ, проницаемых, пористых, получения, титана, основе
Текст:
...атмосферном давлении, путем краткоЦ 5-89верхности до температуры 8001600 С Ъ-1образование химических соединений,спекание частиц в зоне реакции и тепловые потери в окружающую среду. В резупьтатереакции происходит спекание частиц материала и образование на их поверхности защитного покрытия из т 1 н, Т 101 Изделие состоит из спеченных титановых частиц с покрытиемиз пленок ТП и Т 10 д. тоИзобретение иллюстрируется следующими примерами.П р и м...
Способ изготовления пористых дисков аэраторов из порошков металлов
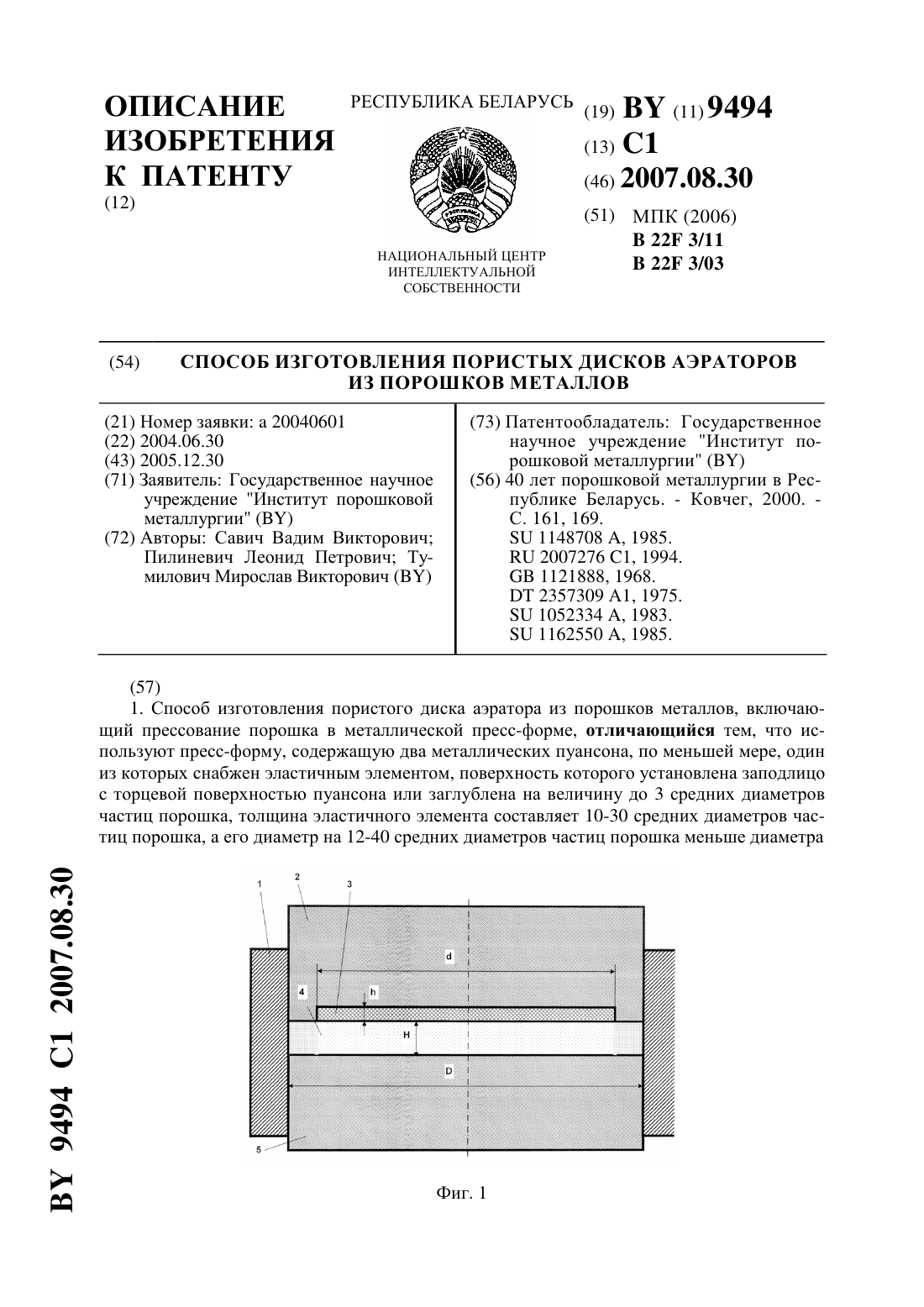
Номер патента: 9494
Опубликовано: 30.08.2007
Авторы: Тумилович Мирослав Викторович, Пилиневич Леонид Петрович, Савич Вадим Викторович
Метки: пористых, способ, металлов, аэраторов, порошков, дисков, изготовления
Текст:
...чертеж прессформы в разрезе, поясняющий способ изготовления пористого диска по основному пункту формулы изобретения при условии установки эластичного упругого материала заподлицо с торцовой поверхностью верхнего пуансона. На фиг. 2 - вариант изготовления диска при условии установки эластичного упругого материала с заглублением на величину а в верхнем и нижнем пуансонах. Обозначения на фиг. 1 и 2 1 - матрица 2 - верхний пуансон 3 -...
Предыдущий патент: Композиция для крашения арамидных волокнистых материалов
Следующий патент: Бактерицидный состав
Случайный патент: Индазолы, бензотиазолы, бензоизотиазолы, бензизоксазолы, их получение и применение