Способ получения пористого проницаемого материала
Номер патента: 11251
Опубликовано: 30.10.2008
Авторы: Шабалинский Андрей Александрович, Александров Валерий Михайлович, Сягло Иван Степанович
Текст
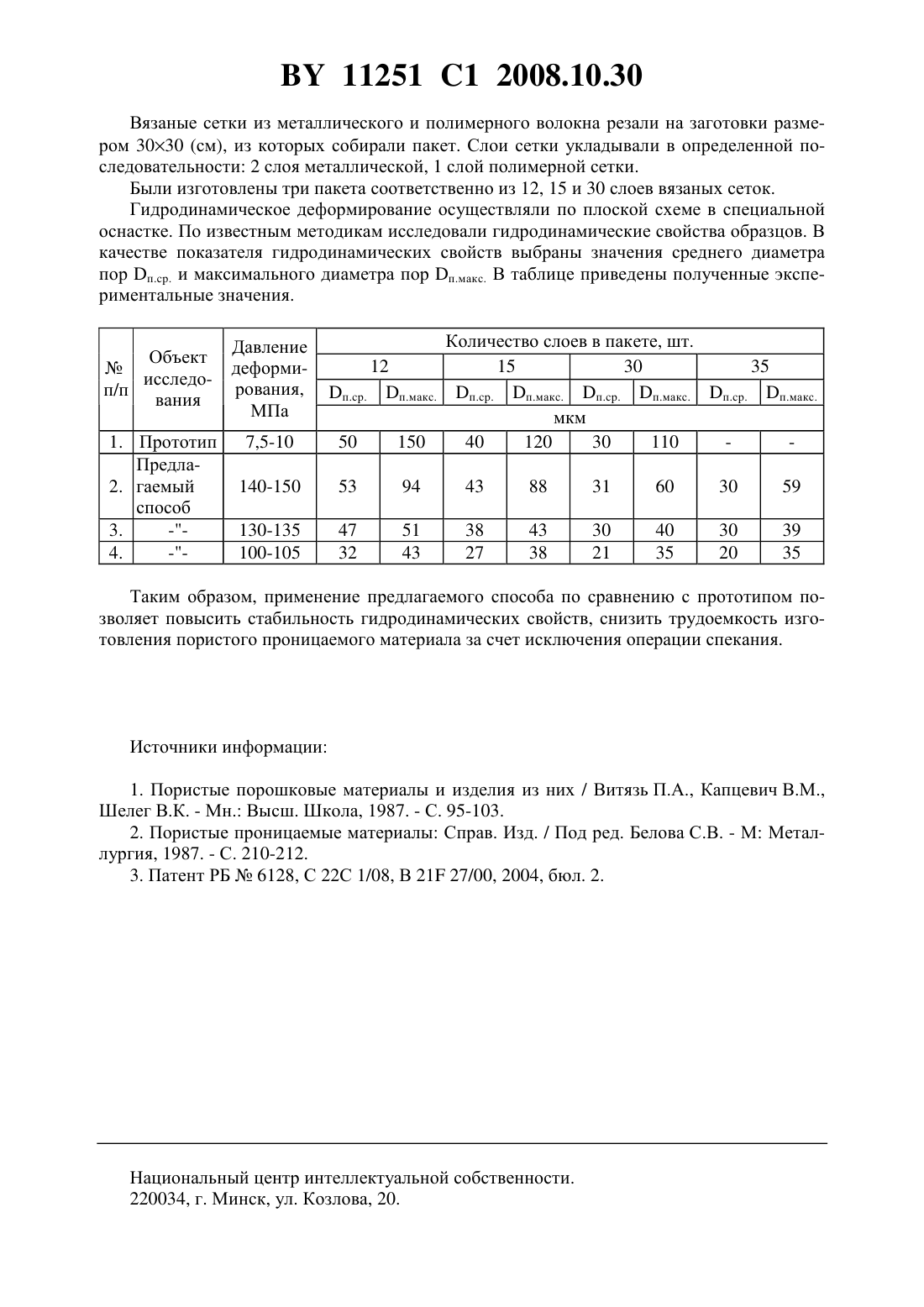
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Александров Валерий Михайлович Шабалинский Андрей Александрович Сягло Иван Степанович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ получения пористого проницаемого материала, включающий вязание сеток,сборку их в пакет, деформирование и термообработку, отличающийся тем, что вяжут сетки из металлических волокон и сетки из полимерных волокон, собирают пакет, содержащий не более 30 слоев, уложенных в следующей последовательности два слоя сетки из металлических волокон, один слой сетки из полимерных волокон, а деформирование и термообработку осуществляют одновременно путем гидродинамического деформирования в диапазоне давлений 100-150 МПа. Изобретение относится к порошковой металлургии, а именно к способам получения пористых проницаемых материалов (ППМ), которые могут быть использованы для изготовления фильтроэлементов в нефтехимической и пищевой промышленности для очистки газов и жидкостей. Известен способ получения ППМ из дискретных металлических порошков, включающий засыпку порошка в форму, его деформирование и последующее спекание 1. Недостатки известного способа - невысокая механическая прочность получаемых изделий, что приводит к отрыву частиц порошка и, тем самым, засорению фильтруемой жидкости низкая проницаемость в виду высоких значений удельной поверхности порошка, трудоемкость технологии, что связано с необходимостью спекания заготовок. Известен способ получения ППМ из вязаных сеток, основными технологическими операциями которого являются вязание сетки, сборка ее в пакеты, предварительное уплотнение, вакуумирование в металлической оболочке и последующее спекание 2. Недостатки известного способа - низкая производительность, необходимость применения уникального оборудования. 11251 1 2008.10.30 Наиболее близким к заявляемому способу является способ изготовления ППМ, включающий вязание сеток из непрерывных металлических и полимерных волокон, их сборку в пакеты, холодное деформирование и последующую термообработку 3. Недостатками данного способа являются низкая эффективность фильтроэлементов из такого материала ввиду низкой стабильности гидродинамических свойств, что обусловлено широким диапазоном значений размеров пор и пористости по площади фильтрации, а также низкая производительность процесса получения ППМ. Задачей изобретения является повышение эффективности фильтроэлементов из ППМ за счет стабилизации значений гидродинамических свойств, а также производительности процесса получения ППМ. Поставленная задача достигается тем, что заявляемый способ получения пористого проницаемого материала включает следующие технологические операции вязание сетки из металлических волокон, вязание сетки из полимерных волокон, сборку пакета в следующей последовательности два слоя сетки из металлических волокон, один слой сетки из полимерных волокон, всего до 30 слоев в пакете, а деформирование и термообработку осуществляют в едином цикле путем гидродинамического деформирования в диапазоне давлений 100-150 МПа. Повышение эффективности фильтроэлементов из ППМ и стабильности свойств достигается тем, что в результате послойной сборки пакета вязаных сеток из металлических и полимерных волокон и их гидродинамического деформирования происходит равномерное распределение слоя полимерной составляющей в матрице из металлической вязаной сетки. Сетка из полимерных волокон играет роль технологической связки между слоями сетки из металлических волокон. В результате равномерного распределения металлической и полимерной составляющих в структуре композиционного ППМ диапазон изменения значений максимального и среднего размера пор не превышает 10-12 . А разброс значений размера пор по площади фильтрации не превышает 5 . На основании результатов проведенных исследований установлено, что при величине гидравлического давления в камере Р 100 МПа извлечение заготовки из оснастки сопровождается расслоением пакета (в результате упругого последействия), составленного из различного числа слоев сеток. При величине давления Р 150 МПа в результате пластической деформации металлических волокон наблюдаются разрывы на их отдельных участках, число которых по мере роста давления существенно возрастает. В результате исследования гидравлических характеристик фильтроэлементов из ППМ установлено, что увеличение числа слоев сетки в пакете более 30 не приводит к существенному изменению значений пористости и размеров пор, не влияя тем самым на эксплуатационные характеристики фильтроэлементов. При гидродинамическом деформировании происходит разогрев уплотняемого материала. В результате полимерные волокна соединяются между собой и металлическими волокнами, образуя прочный ППМ. За счет разогрева полимерных волокон и улучшения формуемости материала в целом происходит равномерное распределение ингредиентов по толщине пакета сеток, а между отдельными слоями сеток формируются устойчивые контактные зоны, препятствующие расслоению. Таким образом, гидродинамическое деформирование и спекание осуществляются одновременно, т.е. две технологические операции совмещаются в одну. За счет сокращения операции спекания общая продолжительность техпроцесса снижается на 40 , а производительность труда повышается на 5-7 . Сущность изобретения поясняется следующим примером. На плосковязальном полуавтомате изготавливали вязаную сетку плетения ластик 11. В качестве исходного материала использовали металлическую микропроволоку из стали аустенитного класса Х 18 Н 9 Т диаметром 55 мкм и полимерное волокно капрон диаметром 65 мкм. Ширина полотна составляет 30 см. 2 11251 1 2008.10.30 Вязаные сетки из металлического и полимерного волокна резали на заготовки размером 3030 (см), из которых собирали пакет. Слои сетки укладывали в определенной последовательности 2 слоя металлической, 1 слой полимерной сетки. Были изготовлены три пакета соответственно из 12, 15 и 30 слоев вязаных сеток. Гидродинамическое деформирование осуществляли по плоской схеме в специальной оснастке. По известным методикам исследовали гидродинамические свойства образцов. В качестве показателя гидродинамических свойств выбраны значения среднего диаметра пор п и максимального диаметра пор п.макс. В таблице приведены полученные экспериментальные значения. Объект Таким образом, применение предлагаемого способа по сравнению с прототипом позволяет повысить стабильность гидродинамических свойств, снизить трудоемкость изготовления пористого проницаемого материала за счет исключения операции спекания. Источники информации 1. Пористые порошковые материалы и изделия из них / Витязь П.А., Капцевич В.М.,Шелег В.К. - Мн. Высш. Школа, 1987. - С. 95-103. 2. Пористые проницаемые материалы Справ. Изд. / Под ред. Белова С.В. - М Металлургия, 1987. - С. 210-212. 3. Патент РБ 6128, С 22 С 1/08, В 21 27/00, 2004, бюл. 2. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B01D 39/10, B21F 27/00
Метки: проницаемого, материала, получения, пористого, способ
Код ссылки
<a href="https://by.patents.su/3-11251-sposob-polucheniya-poristogo-pronicaemogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ получения пористого проницаемого материала</a>
Способ получения пористого проницаемого материала
Номер патента: 8796
Опубликовано: 30.12.2006
Авторы: Шабалинский Андрей Александрович, Лобачев Виктор Алексеевич, Александров Валерий Михайлович, Шелег Валерий Константинович, Мазюк Виктор Васильевич
МПК: B01D 39/12, C22C 1/08
Метки: проницаемого, получения, материала, способ, пористого
Текст:
...металлических контактов между непрерывными и дисперсными волокнами. В результате повышаются каркасные (физикомеханические) свойства. Повышение структурных характеристик (высокая проницаемость и одновременно высокая тонкость очистки) возможно при содержании в составе ППМ 30-40 мас. дисперсных волокон.В результате спекания в восстановительной атмосфере был получен композиционный пористый проницаемый материал из различного рода дисперсных...
Способ получения пористого проницаемого материала
Номер патента: 6128
Опубликовано: 30.06.2004
Авторы: Гриншпан Дмитрий Давидович, Александров Валерий Михайлович, Шаповалов Владимир Михайлович, Дубелир Наталья Аркадьевна, Липкин Николай Аркадьевич
МПК: C22C 1/08, B21F 27/00
Метки: способ, материала, проницаемого, пористого, получения
Текст:
...Перед операцией вязания сетки формируется прядь из металлических и полимерных волокон в определенном соотношении. Повышение капиллярных свойств ППМ достигается за счет введения в его состав полимерных волокон, характеризуемых высокой удельной поверхностью и капиллярными свойствами. Металлические волокна обеспечивают механическую прочность ППМ. Соотношение металлических и полимерных волокон рассчитывается по формуле 1/2(/ - (12) 2/2)...
Способ изготовления пористого проницаемого материала
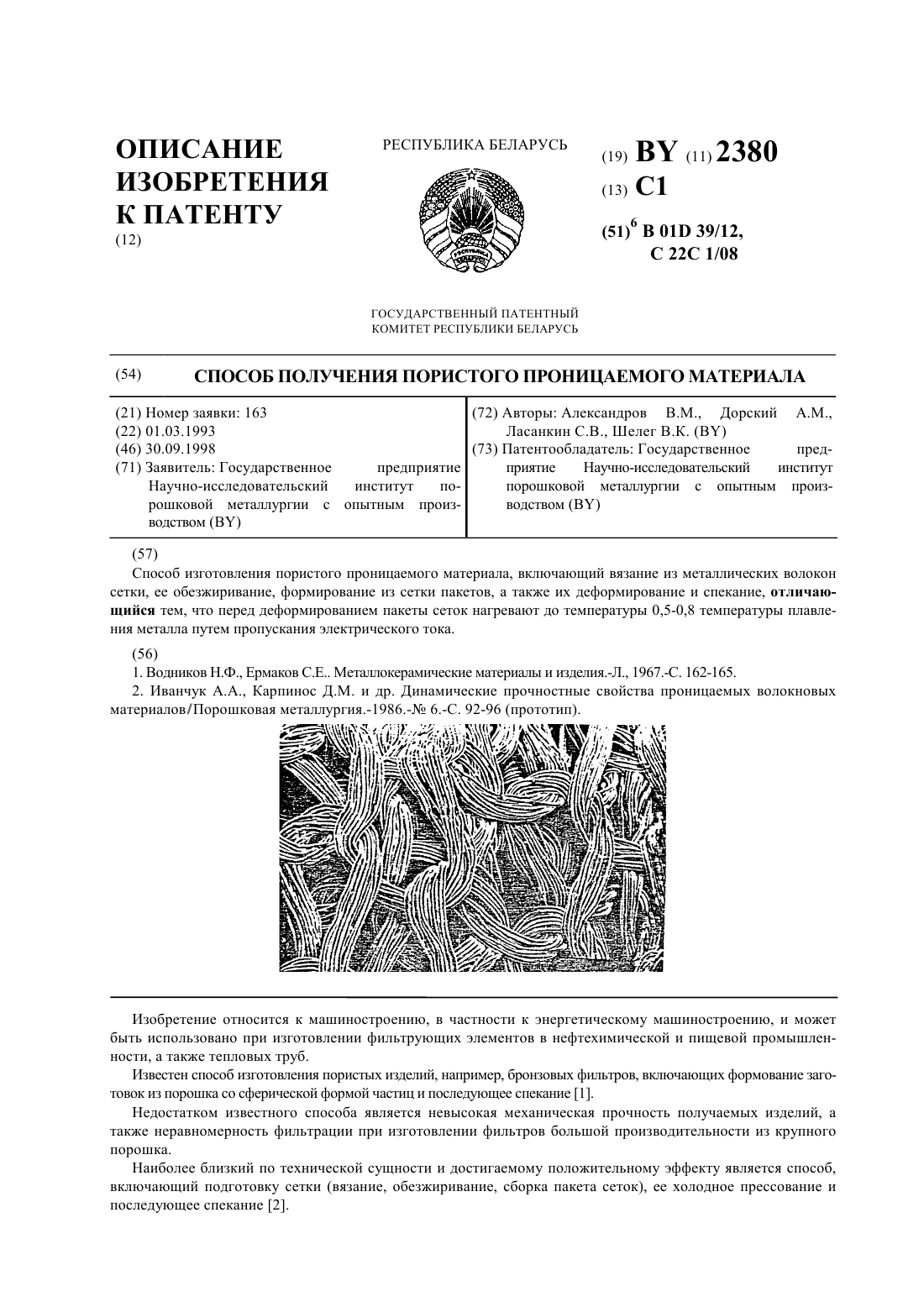
Номер патента: 2380
Опубликовано: 30.09.1998
Авторы: Александров Валерий Михайлович, Шелег Валерий Константинович, Дорский Александр Михайлович, Ласанкин Сергей Викторович
МПК: C22C 1/08, B01D 39/12
Метки: пористого, способ, изготовления, материала, проницаемого
Текст:
...сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, перед деформированием пакеты сеток нагревают до температуры 0.5 - 0.8 температуры плавления металла путем пропускания электрического тока. В вязанной сетке из металлической проволоки контакты между отдельными жгутами характеризуются наибольшим электрическим сопротивлением. Поэтому при пропускании электрического тока они разогреваются в первую...
Способ получения пористого материала из расплавов полимеров
Номер патента: 417
Опубликовано: 30.03.1995
Авторы: Гайдук В. Ф., Сиканевич А. В., Сидоренко Ф. Д., Шустов В. П.
Метки: пористого, получения, полимеров, способ, расплавов, материала
Текст:
...5 (напри- 25 мер оправку, совершающую враЩНТЛЪН 0 етраектории, описываемой уравнениями 30 Н х А сов Е -г С . (1) 2 у А 51 п Е 2) 35 пце А - половина шрины полосы,Н - шаг укладки волокна,с ы-т,Т - время, в течение которого до производят наслаивание Ы - угловая скорость волокна в газоволоннистом факела в момент наслаивания его на подложку. 45 Предлагаемый способ состоит в ТОМ, ЧТО ЭКСТРУДНРУЮТ ПОЛИМЕРНЫЙ МЗ териал с последующим...
Способ получения пористого материала, преимущественно для фильтрующих элементов
Номер патента: 9793
Опубликовано: 30.10.2007
Авторы: Макатун Виктор Нестерович, Азаров Сергей Михайлович, Дробыш Алексей Анатольевич, Китикова Наталья Владимировна, Ратько Анатолий Иванович
МПК: B01J 20/30, B01J 20/06, C04B 38/00...
Метки: фильтрующих, элементов, преимущественно, способ, материала, пористого, получения
Текст:
...керамики. Таким образом, твердеющий олигомерный алюмофосфат, находящийся в порах крупнопористой основы, укрепляет существующие и образует новые многочисленные контакты, что и приводит к упрочнению материала. При этом в процессе термообработки алюмофосфатное связующее в 10-15 -ной концентрации покрывает поверхность частиц очень тонкой пленкой, не уменьшающей размер и количество пор. Пример 1 Из крупнопористого порошка фарфора прессованием и...
Предыдущий патент: Способ измерения ускорения свободного падения
Следующий патент: Способ получения пористого порошкового материала
Случайный патент: Способ элиминационного лечения генитальной папилломавирусной инфекции