Технологическая линия для изготовления холоднодеформированной проволоки
Номер патента: U 3046
Опубликовано: 30.10.2006
Авторы: Тимошпольский Владимир Исаакович, Вашков Адам Семенович, Герман Михаил Леонидович, Самончик Виктор Георгиевич, Герасимов Анатолий Валерьевич, Герасимов Денис Валерьевич, Стеблова Элина Анверовна, Мандель Николай Львович
Текст
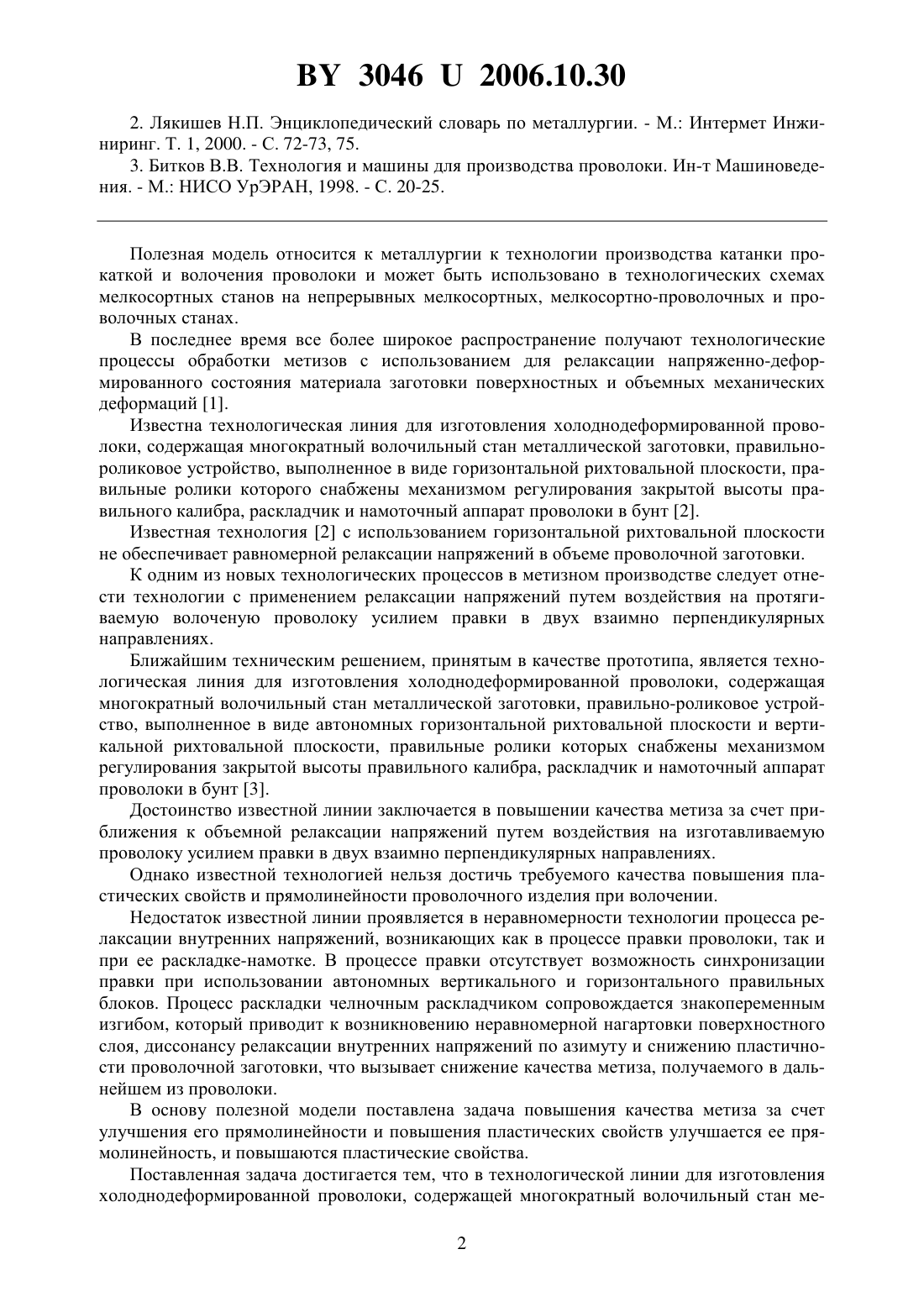
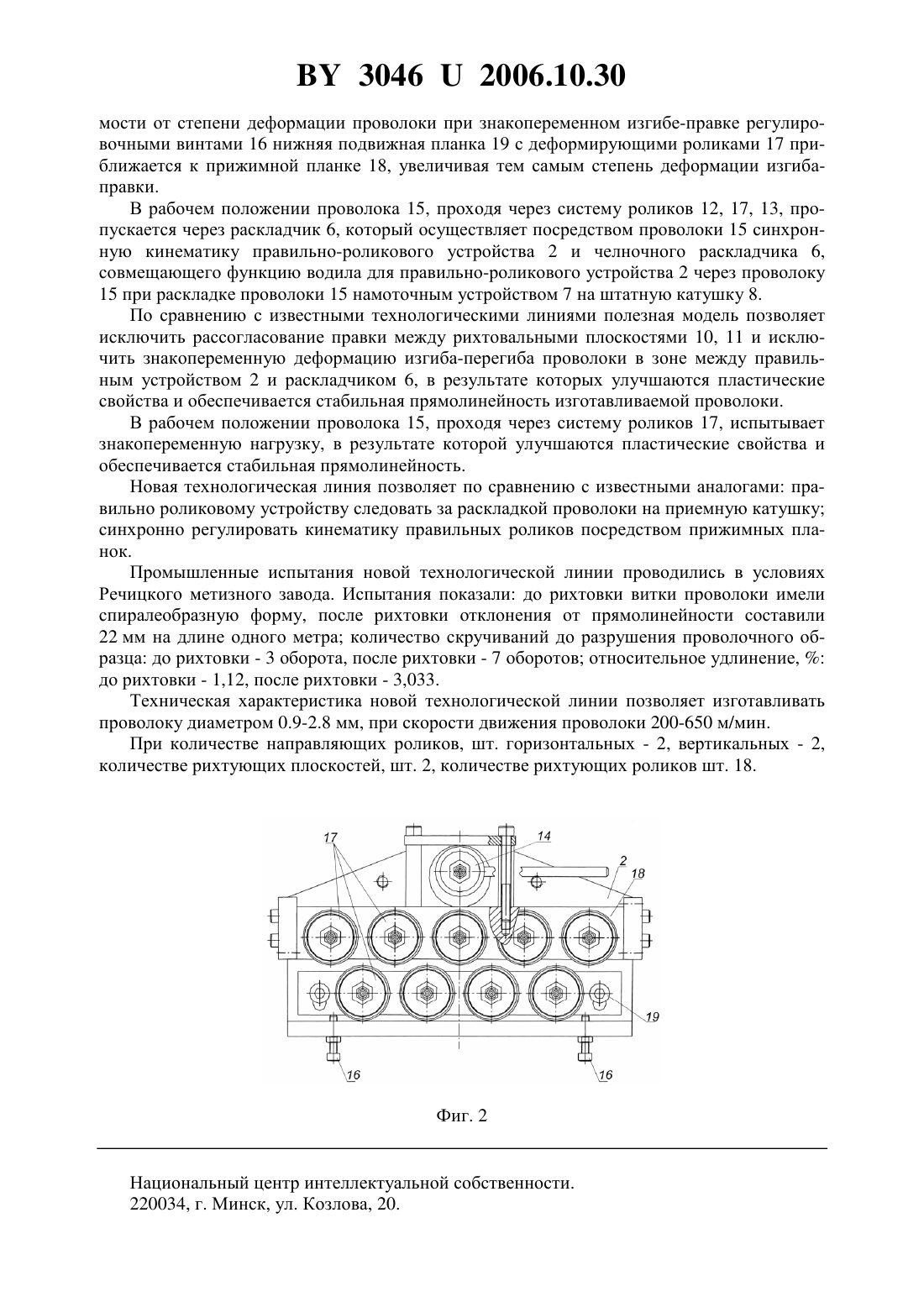
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННОЙ ПРОВОЛОКИ(71) Заявители Белорусский национальный технический университет Республиканское унитарное предприятие Речицкий метизный завод(72) Авторы Тимошпольский Владимир Исаакович Самончик Виктор Георгиевич Вашков Адам Семенович Герасимов Денис Валерьевич Герасимов Анатолий Валерьевич Стеблова Элина Анверовна Мандель Николай Львович Герман Михаил Леонидович(73) Патентообладатели Белорусский национальный технический университет Республиканское унитарное предприятие Речицкий метизный завод(57) 1. Технологическая линия для изготовления холоднодеформированной проволоки,содержащая многократный волочильный стан металлической заготовки, правильнороликовое устройство, раскладчик и намоточный аппарат проволоки в бунт, отличающаяся тем, что правильно-роликовое устройство закреплено на станине последнего блока волочильного стана посредством вертикального шарнира с возможностью синхронного его поворота на угол движения проволоки с раскладчика при ее раскладке на намоточном аппарате и выполнено в виде последовательно расположенных на едином основании горизонтальной рихтовальной плоскости и вертикальной рихтовальной плоскости, при этом,соответственно, на входе правильно-роликового устройства смонтирована горизонтальная роликовая проводка, а на выходе - вертикальная роликовая проводка. 2. Устройство по п. 1, отличающееся тем, что рихтовальные плоскости снабжены эксцентриковыми механизмами заправки проволоки в правильно-роликовое устройство. 3. Устройство по п. 1, отличающееся тем, что рихтовальные плоскости снабжены винтовыми механизмами закрытой высоты правильного калибра. 30462006.10.30 2. Лякишев Н.П. Энциклопедический словарь по металлургии. - М. Интермет Инжиниринг. Т. 1, 2000. - С. 72-73, 75. 3. Битков В.В. Технология и машины для производства проволоки. Ин-т Машиноведения. - М. НИСО УрЭРАН, 1998. - С. 20-25. Полезная модель относится к металлургии к технологии производства катанки прокаткой и волочения проволоки и может быть использовано в технологических схемах мелкосортных станов на непрерывных мелкосортных, мелкосортно-проволочных и проволочных станах. В последнее время все более широкое распространение получают технологические процессы обработки метизов с использованием для релаксации напряженно-деформированного состояния материала заготовки поверхностных и объемных механических деформаций 1. Известна технологическая линия для изготовления холоднодеформированной проволоки, содержащая многократный волочильный стан металлической заготовки, правильнороликовое устройство, выполненное в виде горизонтальной рихтовальной плоскости, правильные ролики которого снабжены механизмом регулирования закрытой высоты правильного калибра, раскладчик и намоточный аппарат проволоки в бунт 2. Известная технология 2 с использованием горизонтальной рихтовальной плоскости не обеспечивает равномерной релаксации напряжений в объеме проволочной заготовки. К одним из новых технологических процессов в метизном производстве следует отнести технологии с применением релаксации напряжений путем воздействия на протягиваемую волоченую проволоку усилием правки в двух взаимно перпендикулярных направлениях. Ближайшим техническим решением, принятым в качестве прототипа, является технологическая линия для изготовления холоднодеформированной проволоки, содержащая многократный волочильный стан металлической заготовки, правильно-роликовое устройство, выполненное в виде автономных горизонтальной рихтовальной плоскости и вертикальной рихтовальной плоскости, правильные ролики которых снабжены механизмом регулирования закрытой высоты правильного калибра, раскладчик и намоточный аппарат проволоки в бунт 3. Достоинство известной линии заключается в повышении качества метиза за счет приближения к объемной релаксации напряжений путем воздействия на изготавливаемую проволоку усилием правки в двух взаимно перпендикулярных направлениях. Однако известной технологией нельзя достичь требуемого качества повышения пластических свойств и прямолинейности проволочного изделия при волочении. Недостаток известной линии проявляется в неравномерности технологии процесса релаксации внутренних напряжений, возникающих как в процессе правки проволоки, так и при ее раскладке-намотке. В процессе правки отсутствует возможность синхронизации правки при использовании автономных вертикального и горизонтального правильных блоков. Процесс раскладки челночным раскладчиком сопровождается знакопеременным изгибом, который приводит к возникновению неравномерной нагартовки поверхностного слоя, диссонансу релаксации внутренних напряжений по азимуту и снижению пластичности проволочной заготовки, что вызывает снижение качества метиза, получаемого в дальнейшем из проволоки. В основу полезной модели поставлена задача повышения качества метиза за счет улучшения его прямолинейности и повышения пластических свойств улучшается ее прямолинейность, и повышаются пластические свойства. Поставленная задача достигается тем, что в технологической линии для изготовления холоднодеформированной проволоки, содержащей многократный волочильный стан ме 2 30462006.10.30 таллической заготовки, правильно-роликовое устройство, раскладчик и намоточный аппарат проволоки в бунт, согласно полезной модели, правильно-роликовое устройство закреплено на станине последнего блока волочильного стана посредством вертикального шарнира и кинематически связано с раскладчиком с возможностью синхронного поворота на угол движения проволоки с раскладчика при ее раскладке на намоточном аппарате и выполнено в виде последовательно расположенных на общем основании горизонтальной рихтовальной плоскости и вертикальной рихтовальной плоскости, при этом соответственно на входе горизонтальной рихтовальной плоскости смонтирована горизонтальная роликовая проводка, а на выходе вертикальной рихтовальной плоскости - вертикальная роликовая проводка. В технологической линии рихтовальные плоскости снабжены эксцентриковыми механизмами заправки проволоки в правильно-роликовое устройство. В технологической линии рихтовальные плоскости снабжены винтовыми механизмами закрытой высоты правильного калибра. Полезная модель поясняется чертежом. Фиг. 1 - общий вид технологической линии для изготовления проволоки. Фиг. 2 - схема рихтовочной плоскости правильного устройства для изготовления проволоки. Технологическая линия для изготовления холоднодеформированной проволоки содержит многократный волочильный стан 1 металлической заготовки, правильнороликовое устройство 2. Правильно-роликовое устройство 2 закреплено на станине 3 последнего блока 4 волочильного стана 1 посредством вертикального шарнира 5 с возможностью синхронного поворота на уголдвижения проволоки с раскладчика 6 при ее раскладке на намоточном аппарате 7 на катушку 8 для образования бунта и выполнено в виде последовательно расположенных на общем основании 9 горизонтальной рихтовальной плоскости 10 и вертикальной рихтовальной плоскости 11, при этом соответственно на входе горизонтальной рихтовальной плоскости 10 смонтирована горизонтальная роликовая проводка 12, а на выходе вертикальной рихтовальной плоскости 11 - вертикальная роликовая проводка 13. Рихтовальные плоскости 10, 11 конструктивно выполнены идентично по фиг. 2, но развернуты на общем основании 9 под прямым углом друг относительно друга и снабжены эксцентриковыми механизмами 14 заправки проволоки 15 в правильно-роликовое устройство 2. В технологической линии рихтовальные плоскости 10, 11 снабжены винтовыми механизмами 16 закрытой высоты правильного калибра правильных роликов 17. Направляющие ролики роликовой проводки 12 и изгибающие правильные ролики 17 изготовлены из легированной стали, подвергнуты закалке и установлены на осях с помощью подшипников качения. Работа лини осуществляется по технологии. Проволочную заготовку 1 после многократного волочения на волочильном стане 1 перед намоткой на катушку 8 заправляют аналогично в рихтовочные плоскости 10 и 11 правильного устройства 2 следующим образом. Деформирующие изгибающие правильные ролики 17 по фиг. 2 выполнены по двухстрочечной рядной схеме с расположением, например, пяти правильных роликов 17 на прижимной планке 18, которую посредством эксцентрикового механизма 14 отводят от регулировочной планки 19 с рядным расположением четырех правильных роликов 17, и в появившийся зазор между пятирядными и четырехрядными правильными роликами 17 вводят проволочную заготовку 15, затем эксцентриковый механизм 14 переводят в рабочее положение и посредством винтовых механизмов 16 выставляют закрытую высоту правильно-гибочного калибра правильных роликов 17. После чего правильное устройство 2 приводится кинематически посредством проволоки 15 в рабочее положение. В зависи 3 30462006.10.30 мости от степени деформации проволоки при знакопеременном изгибе-правке регулировочными винтами 16 нижняя подвижная планка 19 с деформирующими роликами 17 приближается к прижимной планке 18, увеличивая тем самым степень деформации изгибаправки. В рабочем положении проволока 15, проходя через систему роликов 12, 17, 13, пропускается через раскладчик 6, который осуществляет посредством проволоки 15 синхронную кинематику правильно-роликового устройства 2 и челночного раскладчика 6,совмещающего функцию водила для правильно-роликового устройства 2 через проволоку 15 при раскладке проволоки 15 намоточным устройством 7 на штатную катушку 8. По сравнению с известными технологическими линиями полезная модель позволяет исключить рассогласование правки между рихтовальными плоскостями 10, 11 и исключить знакопеременную деформацию изгиба-перегиба проволоки в зоне между правильным устройством 2 и раскладчиком 6, в результате которых улучшаются пластические свойства и обеспечивается стабильная прямолинейность изготавливаемой проволоки. В рабочем положении проволока 15, проходя через систему роликов 17, испытывает знакопеременную нагрузку, в результате которой улучшаются пластические свойства и обеспечивается стабильная прямолинейность. Новая технологическая линия позволяет по сравнению с известными аналогами правильно роликовому устройству следовать за раскладкой проволоки на приемную катушку синхронно регулировать кинематику правильных роликов посредством прижимных планок. Промышленные испытания новой технологической линии проводились в условиях Речицкого метизного завода. Испытания показали до рихтовки витки проволоки имели спиралеобразную форму, после рихтовки отклонения от прямолинейности составили 22 мм на длине одного метра количество скручиваний до разрушения проволочного образца до рихтовки - 3 оборота, после рихтовки - 7 оборотов относительное удлинение,до рихтовки - 1,12, после рихтовки - 3,033. Техническая характеристика новой технологической линии позволяет изготавливать проволоку диаметром 0.9-2.8 мм, при скорости движения проволоки 200-650 м/мин. При количестве направляющих роликов, шт. горизонтальных - 2, вертикальных - 2,количестве рихтующих плоскостей, шт. 2, количестве рихтующих роликов шт. 18. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21B 1/18, B21C 1/00, B21C 9/00, B21C 43/00
Метки: холоднодеформированной, изготовления, проволоки, линия, технологическая
Код ссылки
<a href="https://by.patents.su/4-u3046-tehnologicheskaya-liniya-dlya-izgotovleniya-holodnodeformirovannojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Технологическая линия для изготовления холоднодеформированной проволоки</a>
Линия изготовления холоднодеформированной арматуры
Номер патента: U 1822
Опубликовано: 30.03.2005
Авторы: Лешкевич Олег Николаевич, Пинчук Виктор Александрович, Стеблов Анвер Борисович, Стрижак Николай Михайлович, Хлебцевич Всеволод Алексеевич, Дуброва Игорь Валентинович, Ленартович Дмитрий Владимирович, Самончик Виктор Георгиевич
МПК: B23Q 41/00
Метки: арматуры, изготовления, линия, холоднодеформированной
Текст:
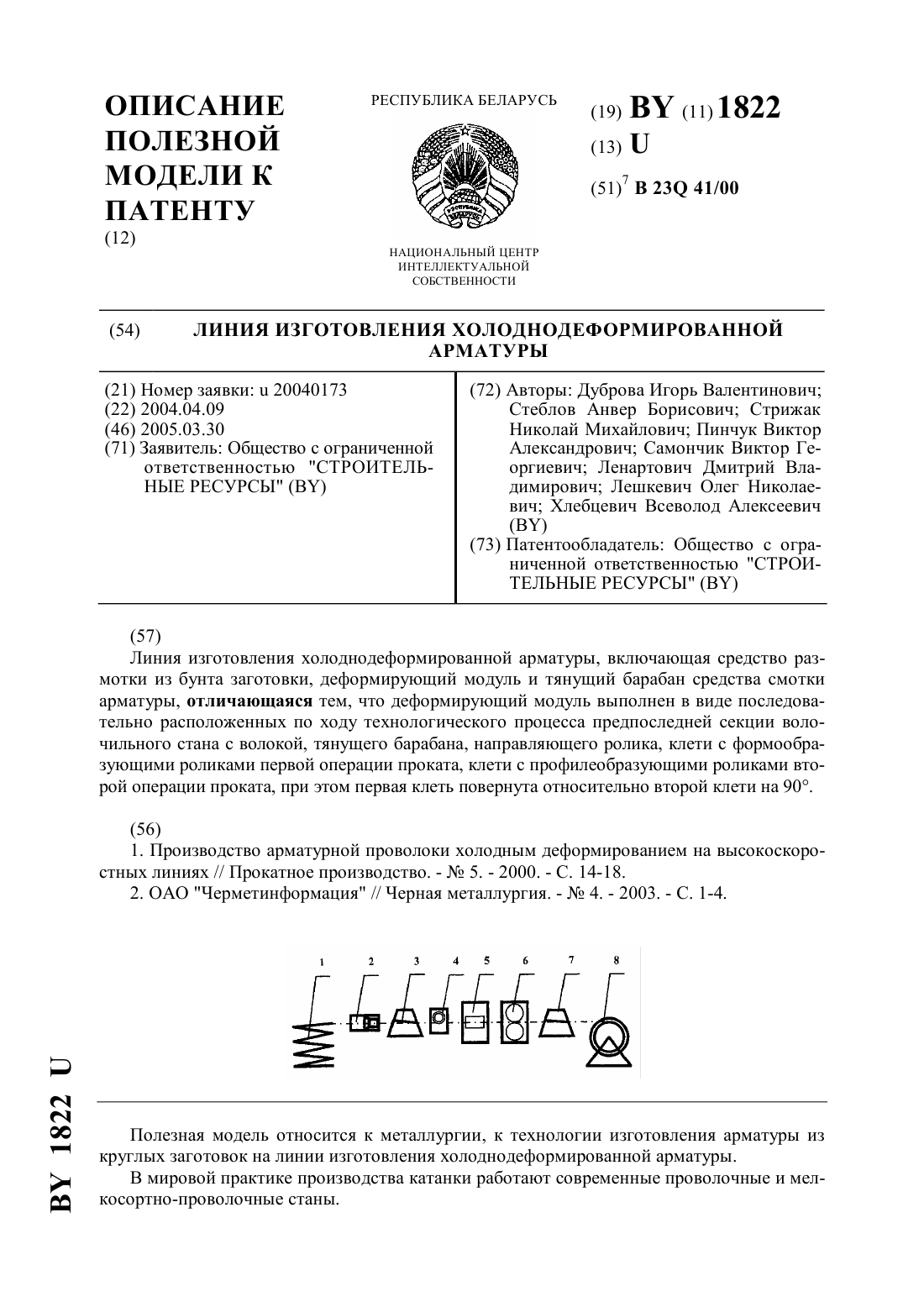
...для холодной прокатки производства проволочной арматуры проявляется в экономии до 50) порошка мыльной смазки, более длительный срок эксплуатации роликовых волок деформирующего модуля по сравнению с волоками. Недостаток известного устройства проявляется в снижении качества формообразования подката и профилирования армирующего стержня в связи с отклонением формы профиля по длине арматурного стержня и не стабильностью технологии при...
Технологическая линия сортопроволочного стана
Номер патента: U 1350
Опубликовано: 30.06.2004
Авторы: Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Мандель Николай Львович, Жданок Сергей Александрович
МПК: B21B 1/02
Метки: сортопроволочного, стана, линия, технологическая
Текст:
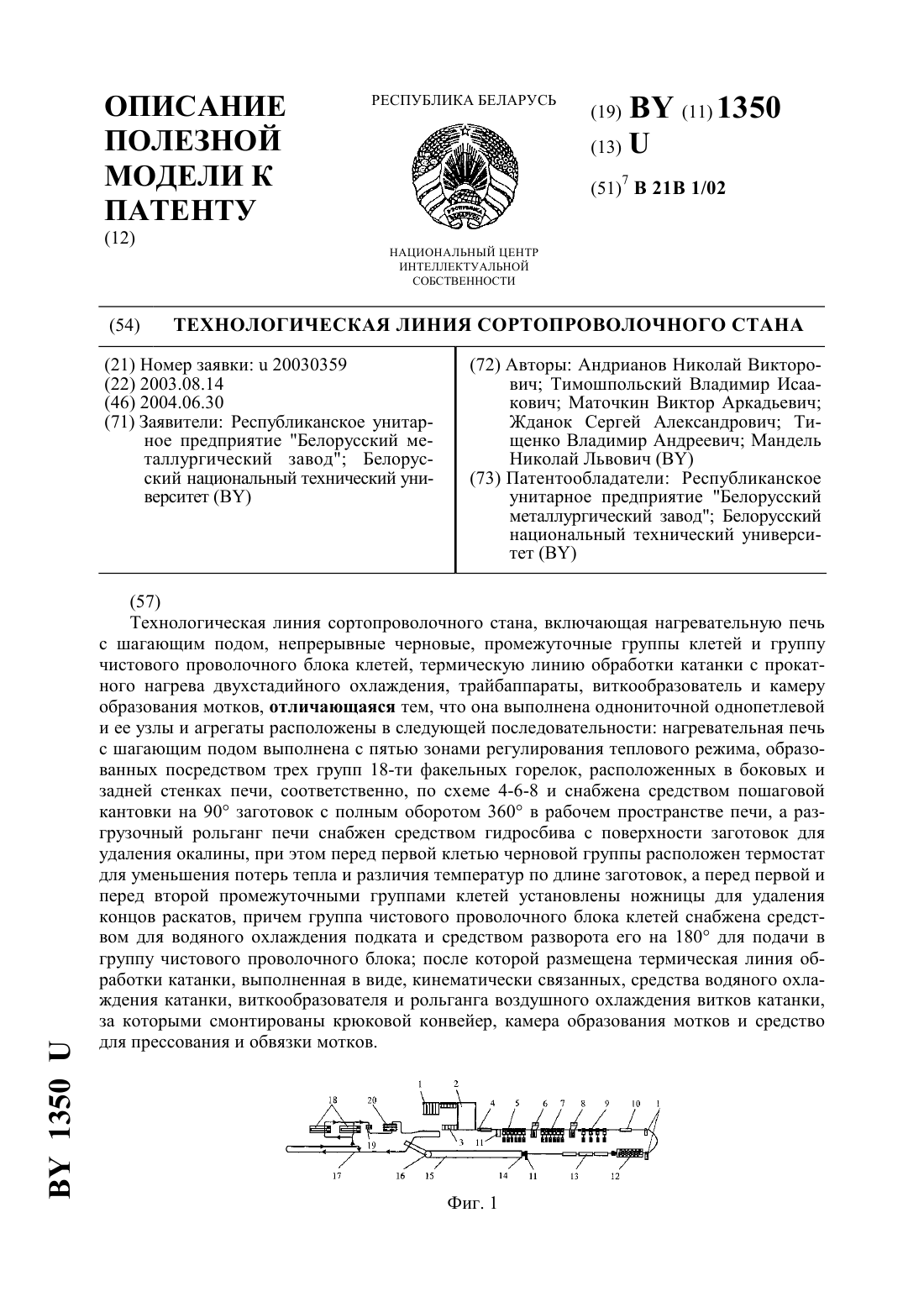
...подачи в группу чистового проволочного блока после которой размещена термическая линия обработки катанки, выполненная в виде кинематически связанных средства водяного охлаждения катанки, виткообразователя и рольганга воздушного охлаждения витков катанки, за которыми смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 схематично изображен общий...
Технологическая линия приготовления кормовых добавок

Номер патента: U 592
Опубликовано: 30.09.2002
Авторы: Передня Владимир Иванович, Китун Антон Владимирович, Башко Юрий Александрович, Жандаренко Олег Борисович
МПК: A01F 29/00
Метки: линия, добавок, технологическая, приготовления, кормовых
Текст:
...металлоемкости применяемого оборудования и упрощение линии в целом. Решение указанной задачи достигается тем, что в предлагаемой линии приготовления кормовых добавок установлен измельчитель-смеситель кормов с вертикально расположенной рабочей камерой, в которой при измельчении зерна устанавливаются перфорированные решета, а при измельчении грубых и сочных кормов, смешивании их с другими компонентами рациона - противорежущие пластины,...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Савенок Анатолий Николаевич, Ежов Виктор Васильевич, Желтков Александр Сергеевич, Филиппов Вадим Владимирович
МПК: B21C 1/00
Метки: проволоки, изготовления, стальной, высокопрочной, способ
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Технологическая линия утилизации тепла трансформаторной подстанции
Номер патента: U 2174
Опубликовано: 30.09.2005
Авторы: Хартанович Николай Георгиевич, Жидович Иван Станиславович, Кащеев Владимир Петрович, Сорокин Владимир Николаевич
МПК: H01F 27/20
Метки: утилизации, подстанции, линия, тепла, трансформаторной, технологическая
Текст:
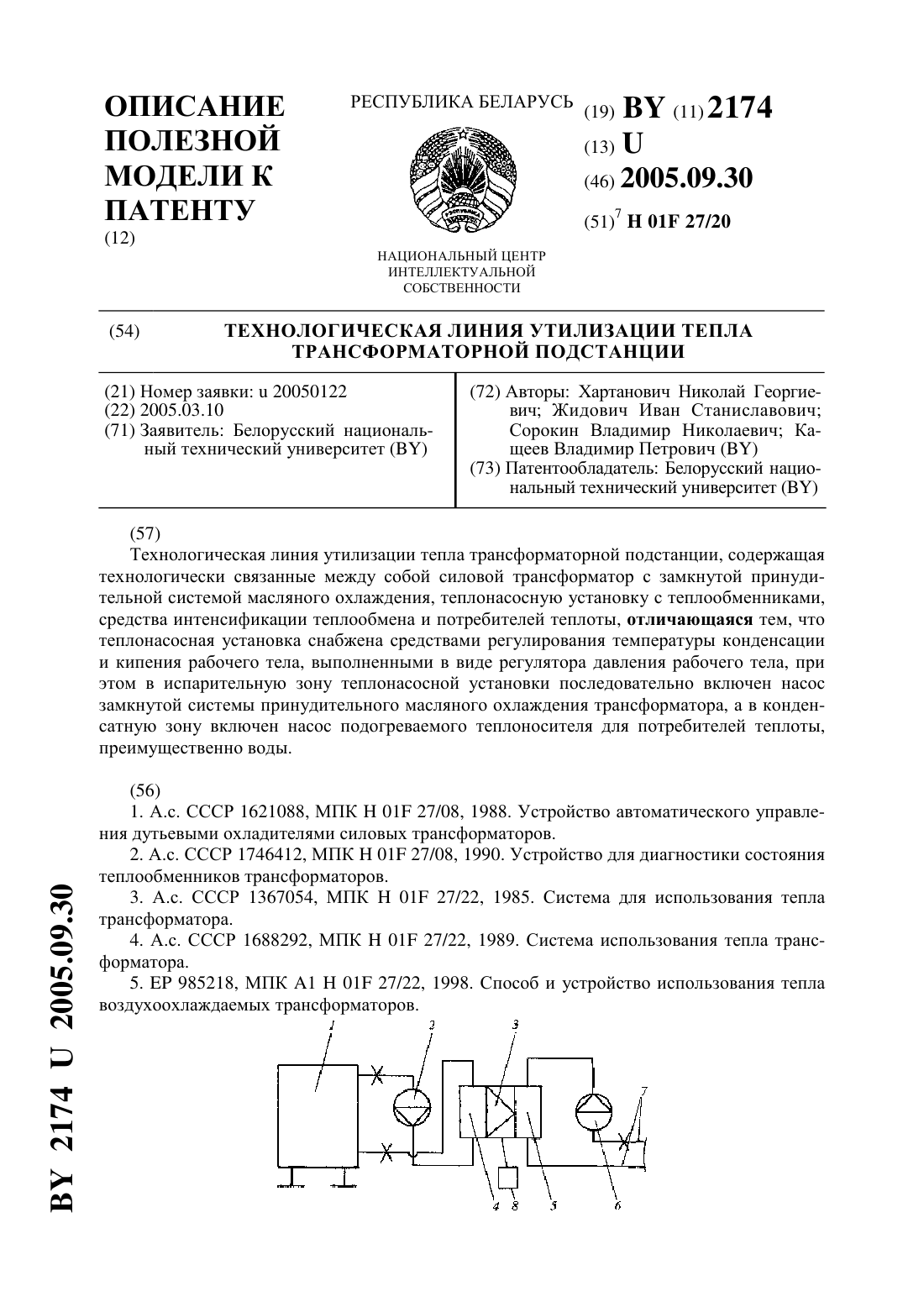
...температуры масла. Изменение температуры масла вызывает изменение температуры деталей трансформатора и, соответственно, их линейных размеров. При этом материал деталей испытывает сильные знакопеременные напряжения, связанные с тем, что материал стенок не может прогреваться или остывать по всему объему мгновенно. Прогрев или охлаждение осуществляются за счет движения волн градиентов температур. Эти движущиеся волны температурных полей...
Предыдущий патент: Устройство для измерения отклонений центра внутренних сферических элементов деталей
Следующий патент: Манипулятор
Случайный патент: Облегченная железобетонная свая