Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Матвеев Константин Сергеевич, Клименков Степан Степанович, Ахтанин Олег Николаевич, Пятов Владислав Владимирович, Голубев Алексей Николаевич
Текст
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ(71) Заявитель Витебский государственный технологический университет(73) Патентообладатель Витебский государственный технологический университет(57) Способ прессования изделий из порошков, включающий загрузку в пресс-форму среды, передающей давление, формование в ней пуансоном полости, соответствующей форме изделия, засыпку в полость порошка изделия, прессование, извлечение полученной прессовки из пресс-формы и отделение среды, передающей давление, от изделия, отличающийся тем, что в качестве среды, передающей давление, используют пластифицированный легирующий порошок, причем размер частиц этого порошка выбирают меньшим размера пор порошка изделия в состоянии утряски.(56) 1. С. С. Кипарисов, Г. А. Либензон. Порошковая металлургия. - М. Металлургия. - 1991. -С. 308. 2.1503176 А 1, МПК 22 3/02, 1997 (прототип). Изобретение относится к области порошковой металлургии и касается изготовления изделий, поверхность которых легирована элементами, отличными от материала самих изделий. К таким изделиям, в частности, относятся детали, имеющие поверхности трения (например, вкладыши подшипников скольжения), а также инструмент, например режущий и литьевой, поверхность которого обладает повышенными твердостью и износостойкостью по сравнению с аналогичными характеристиками материала основы. Известен способ изостатического формования металлического порошка в эластичной или деформируемой оболочке в условиях всестороннего сжатия, позволяющий изготавливать изделия с равноплотной структурой 1. Недостатки упомянутого способа состоят в том, что с его помощью нельзя получать изделия сложной формы (например, режущий инструмент для обработки отверстий) в силу невозможности изготовления эластичной оболочки сложной конфигурации под засыпку порошка кроме того, способ не позволяет получать изделия с поверхностью, легированной инородными основному материалу элементами. Наиболее близким техническим решением к предлагаемому способу является способ прессования изделий из порошков, принятый за прототип 2, согласно которому в форму засыпают среду, передающую давление, в качестве которой используют пластифицированный металлический порошок, формуют пуансоном в ней полость, соответствующую форме изделия, в полость засыпают порошок изделия, после чего проводят прессование, извлекают прессовку из формы и отделяют ее от среды, передающей давление. Этот способ позволяет изготавливать качественные изделия - групп сложности, в том числе и режущий инструмент сложной формы, при сохранении высокой степени равноплотности изделий, но, тем не менее, также не позволяет получать изделия с легированной другими материалами поверхностью. Технической задачей, на решение которой направлено предполагаемое изобретение, является расширение технологических возможностей известного способа прессования изделий из порошков за счет обеспечения возможности получения изделий с легированной поверхностью. Указанная техническая задача решается за счет того, что в способе прессования изделий из порошков,включающем загрузку в пресс-форму среды, передающей давление, формование в ней пуансоном полости, соответствующей форме изделия, засыпку в полость порошка изделия, прессование, извлечение полученной прес 3568 1 совки из пресс-формы и отделение среды, передающей давление от изделия, в качестве среды, передающей давление, используют пластифицированный легирующий порошок, причем размер частиц этого порошка выбирают меньшим размера пор порошка изделия в состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма которой соответствует форме изготавливаемого изделия. В образовавшуюся полость засыпают порошок изделия, после чего в матрице пресс-формы прессующим пуансоном создают давление прессования с необходимой скоростью его повышения до требуемой величины. Давление на порошок изделия передается через пластифицированный легирующий порошок, при этом пластификатор, проникая в поры порошка изделия, увлекает за собой частицы легирующего порошка. Поскольку легирующий порошок выбирается так, что размер его частиц меньше размера пор порошка изделия в состоянии утряски, происходит насыщение поверхностных слоев порошка изделия частицами легирующего порошка. Благодаря тому, что скорость проникновения частиц легирующего порошка в каждый момент времени обратно пропорциональна текущей плотности изделия, по мере увеличения последней проникновение частиц легирующего порошка в изделие ослабевает и при достижении максимальной для данных условий плотности изделия прекращается полностью. Результатом указанного процесса является легирование только поверхностного слоя изделия определенной глубины, которая зависит от ряда факторов, определяемых опытным путем, причем степень легирования уменьшается от поверхности вглубь прессовки. По достижении требуемого давления прессования прессовку совместно с изделием удаляют из матрицы пресс-формы и нагревают до температуры плавления пластификатора. Затем изделие спекают, а оставшийся пластифицированный легирующий порошок отправляют на повторное использование в следующем цикле прессования. Пример. Пресс-форму для квазиизостатического прессования заполняли средой, передающей давление, в качестве которой использовали пластифицированный парафином легирующий порошок карбида вольфрамас размером частиц основной фракции не выше 30 мкм. После предварительного уплотнения среды, передающей давление, в последней пуансоном с винтовой нарезкой выдавливали полость, необходимую для изготовления цилиндрического сверла диаметром 15 мм. В полученную полость засыпали порошок быстрорежущей стали Р 6 М 5 с размером частиц основной фракции 100 мкм, при этом минимальный расчетный размер пор порошка изделия в состоянии утряски составляет 35 мкм, что превышает размер частиц легирующего порошка. Увеличение давления прессования со скоростью 0,8 МПа/с производили до величины 150 МПа при температуре среды, передающей давление, 25 С. После прессования изделие отделяли от среды, передающей давление, и спекали. Сверло из быстрорежущей стали, полученное предлагаемым способом, с поверхностным слоем, легированным карбидом вольфрама (глубина слоя 2,3 мм, твердость 38), использовалось при сверлильной обработке стали 40 Х. Были установлены следующие режимы резания скорость резания 45 м/мин, подача 0,2 мм/об, глубина резания 2,5 мм. Износ по задней поверхности сверла, полученного предлагаемым способом,составил после 15 мин обработки 0,35 мм, в то время как сверло, изготовленное по известному способу без наличия легированного слоя и имеющее поверхностную твердость 32, имело при тех же режимах резания износ по задней поверхности, равный 0,52 мм. Предлагаемый способ прессования изделий из порошков позволяет получать изделия сложной формы с легированным упрочненным поверхностным слоем, что повышает их качество и расширяет ассортимент. Кроме того, в случае изготовления режущего инструмента способ позволяет значительно увеличить его стойкость при минимальном использовании дефицитных инструментальных материалов. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 2
МПК / Метки
МПК: B22F 3/02
Метки: изделий, способ, прессования, порошков
Код ссылки
<a href="https://by.patents.su/2-3568-sposob-pressovaniya-izdelijj-iz-poroshkov.html" rel="bookmark" title="База патентов Беларуси">Способ прессования изделий из порошков</a>
Способ изготовления изделий из твердосплавных металлических порошков
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Матвеев Константин Сергеевич, Голубев Алексей Николаевич, Клименков Степан Степанович
Метки: способ, изготовления, изделий, порошков, металлических, твердосплавных
Текст:
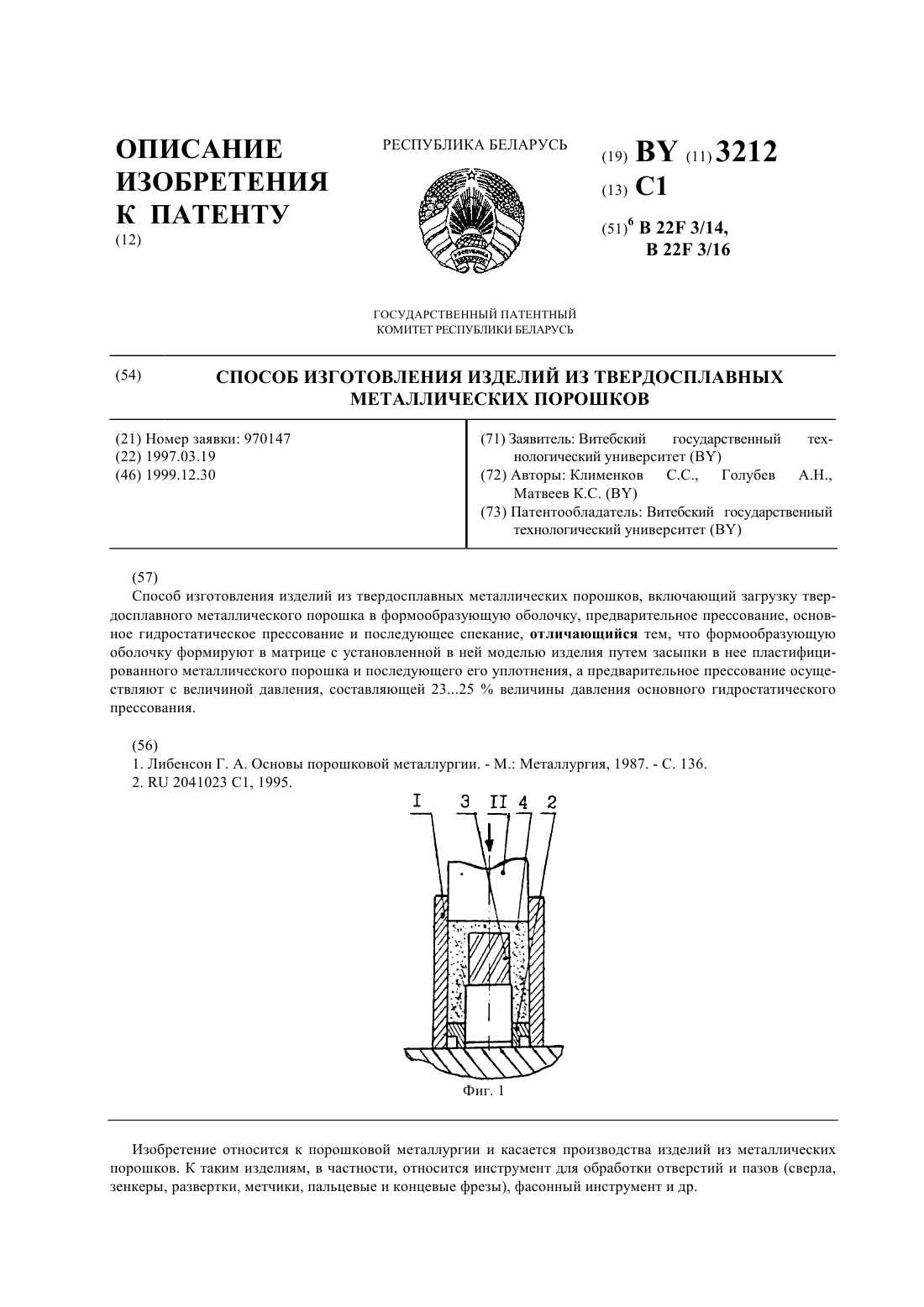
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Устройство для прессования изделий из порошка
Номер патента: 3077
Опубликовано: 30.12.1999
Авторы: Богинский Леонид Стефанович, Петюшик Евгений Евгеньевич, Загайгора Игорь Геннадьевич, Реут Олег Павлович
Метки: изделий, прессования, порошка, устройство
Текст:
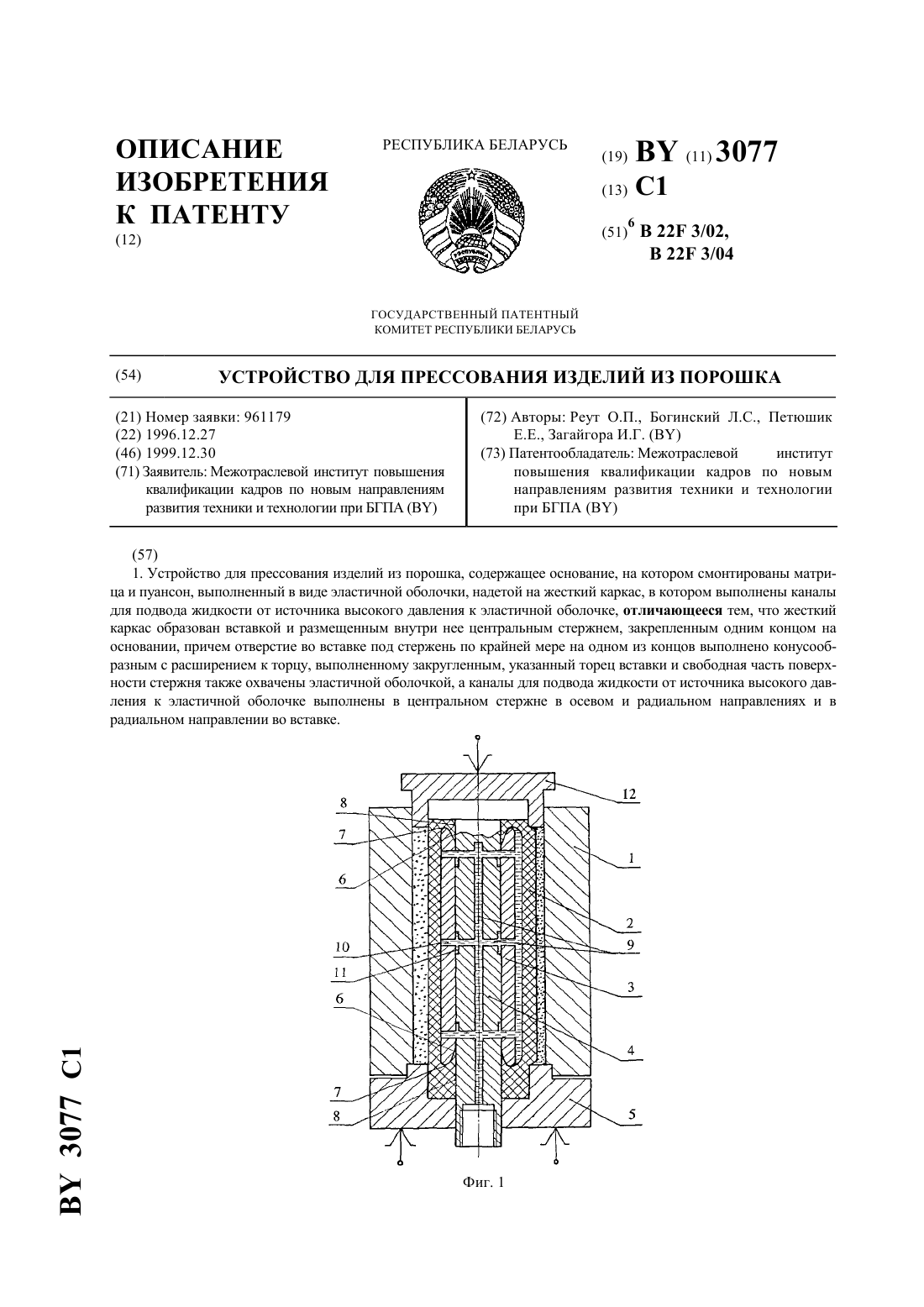
...часть 8 поверхности центрального стержня 4, образует уплотнительный манжет для самогерметизации пуансона. Вставку 3 помещают внутрь эластичной оболочки 2 на стадии изготовления последней, причем между эластичной оболочкой 2 и вставкой 3 отсутствует адгезия. Размеры и форму вставки 3 выполняют такими,чтобы толщина эластичной оболочки на участке контакта с порошковой заготовкой была равномерной (в случае необходимости получения...
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Тарусов Игорь Николаевич, Подкопаева Нина Львовна, Звонарев Евгений Владимирович, Моисеенко Игорь Леонидович, Чавыкина Марина Евгеньевна, Рабушко Сергей Борисович, Фридман Геннадий Рувимович, Петровский Генрих Викентьевич, Горохов Валерий Михайлович
МПК: B22F 3/12
Метки: металлических, спеченных, порошков, способ, изготовления, изделий
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
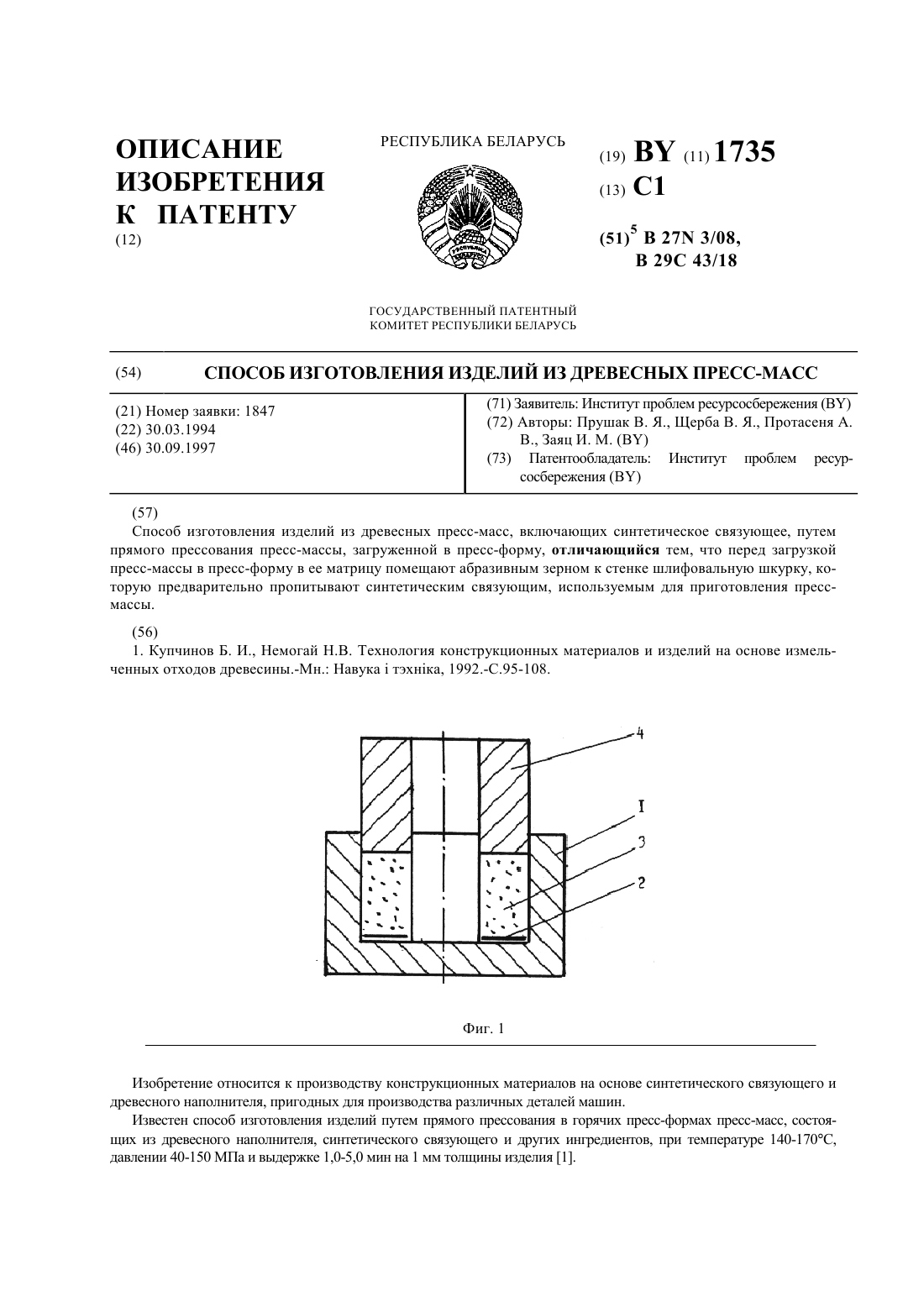
Способ изготовления изделий из древесных пресс-масс
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Заяц Ирина Михайловна, Прушак Виктор Яковлевич, Протасеня Александр Владимирович, Щерба Владимир Яковлевич
МПК: B29C 43/18, B27N 3/08
Метки: способ, изделий, древесных, пресс-масс, изготовления
Текст:
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
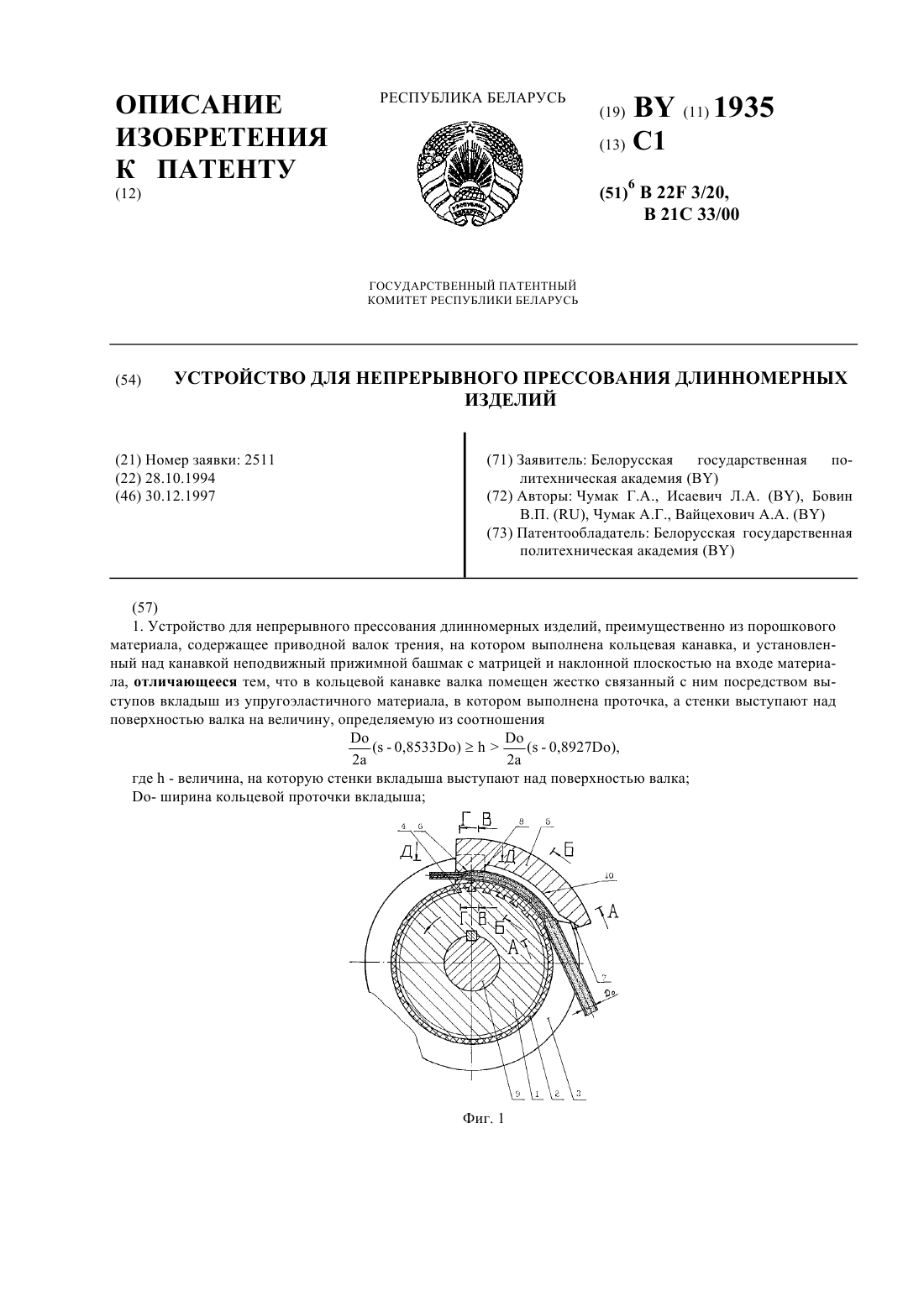
Устройство для непрерывного прессования длинномерных изделий
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Исаевич Леонид Александрович, Чумак Александр Геннадьевич, Чумак Геннадий Андреевич, Бовин Валерий Павлович, Вайцехович Алла Андреевна
МПК: B21C 33/00, B22F 3/20
Метки: длинномерных, непрерывного, изделий, прессования, устройство
Текст:
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Предыдущий патент: Бюстгальтер с дужками жесткости
Следующий патент: Устройство для подачи нити
Случайный патент: Рольганг-разделитель (варианты)