Способ изготовления изделий из порошковых материалов, содержащих вольфрам и медь
Номер патента: 8373
Опубликовано: 30.08.2006
Авторы: Тарусов Игорь Николаевич, Ефимов Дмитрий Анатольевич, Горохов Валерий Михайлович
Текст
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ВОЛЬФРАМ И МЕДЬ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Тарусов Игорь Николаевич Горохов Валерий Михайлович Ефимов Дмитрий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления изделий из порошков вольфрама и меди, включающий смешивание порошков вольфрама и меди с парафином, прессование смеси, отжиг прессовки и ее пропитку медью, отличающийся тем, что порошок вольфрама смешивают с порошком меди, взятым с дефицитом 20-35 об.от объемного содержания меди в изготавливаемом материале, и 2-4 мас.парафина в течение 20-25 минут при 70-100 С, полученную смесь просеивают при температуре 15-30 С, смешивают ее в течение 3-7 часов со смесью порошков меди и вольфрама указанного выше состава для получения смеси с содержанием парафина 0,5-1,0 мас. , полученную смесь прессуют до относительной плотности, обеспечивающей требуемый химический состав материала после пропитки, проводят низкотемпературный отжиг при 390-550 С в течение 30-60 минут, затем проводят высокотемпературный отжиг при 750-800 С в течение 60-80 минут, а пропитку осуществляют при 1180-1300 С в течение 40-120 минут до беспористого состояния. Изобретение относится к области порошковой металлургии и может быть использовано в электротехнической промышленности для изготовления электрических контактов. Известен способ изготовления спеченных контактов из порошковых материалов вольфрам-медь, включающий смешивание промышленных порошков вольфрама и меди, прессование и спекание при температуре 1100-1300 С 1. Недостатком известного способа является низкая уплотняемость материала при спекании. В результате полученный таким способом спеченный сплав имеет пористость более 20 , что недопустимо для надежной работы электроконтактов. Известен способ изготовления вольфрам-медной композиции, включающий прессование заготовки из вольфрамового порошка, спекание полученной заготовки и последующую пропитку вольфрамового каркаса медью 2. Однако данный способ не позволяет получать вольфрам-медные сплавы с содержанием меди (48-76 об. ). Для получения этих сплавов вольфрамовые прессовки перед пропиткой должны иметь пористость более(48-76 ). Получение прессовок с такой пористостью возможно путем введения большого количества пластификатора (более 1,5 ). После отжига пластификатора эти прессовки обладают низкой механической прочностью и разрушаются. Наиболее близким по технической сущности является способ изготовления изделий из порошковых материалов вольфрам-медь, включающий смешивание порошка вольфрама с небольшим количеством меди и пропитку медью при температуре 1200 С 3. В качестве смазки перед прессованием в шихту вводят парафин. Оптимальное содержание смазки составляет 0,5-1,0 . Парафин, используемый в качестве смазки, обычно поставляется в виде брикетов или гранул (комков) размером более 5 мм. Введение смазки в таком виде не обеспечивает нужные свойства шихты при прессовании. При прессовании возникает трение шихты о стенки матрицы, что приводит к образованию задиров на стенках прессформы, заклиниванию пунсонов, появлению трещин на прессовках. Кроме того, в местах залегания крупных гранул смазки образуются поры и раковины при спекании, что приводит к снижению физико-механических свойств и браку. Прессовки имеют расслойные трещины, задиры и вздутия на поверхности. Использование смазки в виде крупных образований приводит также к ее существенному перерасходу (примерно в три раза) по сравнению с оптимальным расходом. Парафин, согласно прототипу, вводят в шихту в виде раствора в растворителе или бензине. Однако указанная технология предусматривает применение высокотоксичных горючих материалов, что значительно усложняет процесс изготовления вольфрам-медных сплавов. Задачей изобретения является упрощение технологического процесса изготовления изделий из порошковых материалов вольфрам-(48-76 об. )медь с заданным химическим составом. Поставленная задача решается следующим образом. Способ изготовления изделий из порошков вольфрама и меди включает смешивание порошков вольфрама и меди, введение парафина, прессование, отжиг и пропитку медью. В порошок вольфрама добавляют порошок меди с дефицитом (20-35 об. ) от объемного содержания меди в изготавливаемом материале и смешивают с (2-4 мас. ) парафина при температуре 70-100 С в течение 2025 минут, полученную смесь просеивают при температуре 15-30 С и смешивают с шихтой аналогичного состава без парафина в течение 3-7 часов для получения смеси с содержанием парафина (0,5-1,0 мас. ), полученную смесь прессуют до относительной плотности,обеспечивающей требуемый химический состав материала после пропитки, подвергают сначала низкотемпературному отжигу при температуре 390-550 С в течение 30-60 минут,затем высокотемпературному отжигу при 750-800 С в течение 60-80 минут и пропитывают медью до беспористого состояния при температуре 1180-1300 С в течение 40-120 минут. Технический результат предлагаемого изобретения - упрощение технологического процесса изготовления изделий из порошковых материалов вольфрам-(48-76 об. )медь с заданным химическим составом. Введение в вольфрам порошка меди с недостатком более 35 об.от объемного содержания меди в изготавливаемом материале не позволяет получать прочные прессовки при содержании парафина менее 1 . К тому же после удаления пластификатора из-за низкой плотности (менее 65 ) они разрушаются. Введение в вольфрам меди с недостатком менее 20 прессовки должны иметь относительную плотность более 80 для получения необходимого химического состава. Для получения прессовок с относительной плотностью выше 80 из смесей вольфрам-медь, содержащих 0,5-1,0 парафина требуются высокие давления прессования. Прессовки имеют расслойные трещины, а на пресс-форме образуются задиры, что недопустимо. Приготовление смеси с содержанием парафина более 4 нецелесообразно, так как парафин в этом случае плохо перемешивается и комкуется. При остывании смесь склеивается и обладает плохой текучестью. Приготовление смеси с меньшим, чем 2 , количеством парафина экономически невыгодно, так как для приготовления необходимого количества 2 8373 1 2006.08.30 шихты будет требоваться большое количество смеси. Это снижает производительность технологического процесса при получении смеси и требует дополнительных затрат. Перемешивание парафина с вольфрамом и медью в течение 20-25 минут при температуре 70-100 С позволяет получить смесь без комков с равномерным распределением парафина по объему. Перемешивание в течение более 25 минут при температуре более 100 С нецелесообразно из-за дополнительных энергетических затрат на проведение этой операции. Перемешивание парафина с вольфрамом и медью в течение времени менее 20 минут не позволяет достичь необходимой однородности распределения компонентов в составе шихты. Перемешивание при температуре ниже 70 С не обеспечивает разрушения крупных комков парафина и его равномерного распределения в шихте. Просеивание смеси при температуре более 30 С невозможно, так как она склеивается. Просеивание смеси при температуре ниже 15 С нецелесообразно, так как она застывает, что требует дополнительного перетирания массы и ведет к дополнительным затратам. Использование смеси с содержанием парафина менее 0,5 неэффективно. Шихта плохо прессуется, прессовки имеют расслойные трещины. Введение в смесь более 1 парафина экономически нецелесообразно, так как это не улучшает качество прессования, но требует большего времени для удаления парафина при отжиге, что удорожает стоимость изделия. Времени смешивания смеси с шихтой менее 3 часов недостаточно для получения смеси с равномерным распределением основных компонентов. Смешивание в течение 3-7 часов позволяет получить смесь с однородным распределением парафина, вольфрама и меди. Дальнейшее увеличение времени смешивания качество смешивания не повышает. Из полученной смеси прессуют заготовки с плотностью, обеспечивающей требуемый химический состав материала после пропитки, а затем отжигают. Низкотемпературный отжиг при температуре менее 390 С не позволяет удалить пластификатор. Отжиг при температуре выше 550 С приводит к быстрому испарению парафина, ухудшению его разложения и образованию сажи в прессовке и на ее поверхности, а иногда и к разрушению прессовки. Времени отжига менее 30 минут недостаточно для предварительного удаления парафина. Время отжига более 60 минут нецелесообразно по экономическим соображениям. Последующий высокотемпературный отжиг при температуре менее 750 С не позволяет полностью обеспечить восстановление окислов меди и вольфрама в прессовках, отжиг при температуре выше 800 С экономически нецелесообразен, так как при температуре 800 С происходит полное восстановление окислов и удаление последних остатков пластификатора. Времени высокотемпературного отжига менее 60 минут недостаточно для полного восстановления окислов и удаления последних остатков смазки, увеличение времени отжига свыше 80 минут экономически нецелесообразно. Пропитка медью полученной заготовки при температуре менее 1180 С и времени менее 40 минут не позволяет полностью пропитать изделие и получить требуемый химический состав, что резко снижает физико-механические свойства. На изломе образцов видны черные пятна, не заполненные медью. Пропитка при температуре 1300 С в течение 40120 минут позволяет меди полностью пропитать прессовку и получить материал с требуемым химическим составом и высокими физико-механическими свойствами. Излом пропитанного материала имеет светлорозовый цвет без черных пятен. Дальнейшее повышение температуры и времени пропитки нецелесообразно, так как не влияет на свойства материала, но приводит к дополнительным энергетическим затратам. Способ осуществляют следующим образом. В порошок вольфрама добавляют порошок меди с дефицитом в (10-45 об. ) от объемного содержания меди в изготавливаемом материале. Порошки вольфрама и меди смешивают с 2-6 парафина при температуре 50-110 С в течение 10-25 минут, просеивают при температуре 10-50 С (таблица 1), полученную по оптимальным режимам (пример 3, 4 таблицы 1) смесь смешивают с шихтой аналогичного состава без парафина для получения смеси с содержанием парафина 0,1-1,5 в течение 2-8 часов (таблица 2). Смеси, пред 3 ставленные в таблице 3, полученные по оптимальным режимам (пример 3, 4 таблицы 2),прессуют до относительной плотности, обеспечивающей требуемый химический состав материала после пропитки. Прессовки (таблица 4) отжигают при температуре 250-700 С в течение 20-60 минут, затем при температуре 700-800 С в течение 50-80 минут и пропитывают при температуре 1100-1300 С в течение 30-120 минут. Сущность предлагаемого изобретения поясняется примерами, приведенными в таблицах 1-4. Для проведения исследований использовали порошок вольфрама ТУ 48-42-05-62-2000 и порошок меди ПМС-1. Смесь приготавливали в подогреваемом смесителе. Подогрев смеси может осуществляться и другими методами, например за счет механического трения шихты в лопастном смесителе. Равномерность распределения парафина, вольфрама и меди в шихте определяли методом отбора проб для химического анализа и визуально. Прессовки отжигали в защитной атмосфере диссоциированного аммиака и пропитывали в вакууме. В примерах 3, 4 табл. 1 приведены оптимальные режимы смешивания (предложенный способ) парафина с медью и вольфрамом при приготовлении смеси. Здесь количество введенного парафина в любом участке смеси (2-4 ) соответствует количеству парафина, полученного в просеянной шихте. Из таблицы 1 (пример 1) видно, что температура смешивания 50 С недостаточна для получения смеси с равномерным распределением парафина. Содержание парафина после просеивания неравномерное в различных местах смеси и колеблется в пределах от 1 до 0,3 . Во время просеивания большая часть парафина в виде комков была удалена. Высокая температура смешивания (110 С) в примере 8 приводит к выгоранию парафина и отвердению смеси. Из примера 2 видно, что время смешивания 10 минут также недостаточно для поучения однородной смеси содержание парафина колеблется от 4 до 0,2 . В примере 6 низкая температура смеси при просеивании приводит к схватыванию шихты и затрудняет ее просеивание. Из примера 5 видно, что высокая температура просеивания 50 С приводит к слипанию частиц, при этом смесь склеивается и застывает в виде комков. В примере 7 показано, что из-за большого количества парафина в шихте смесь не просеивается, а при отвердении застывает. Таблица 1 Смесь,Время ТемпераТемпература РаспределениеСостав смеси,смешива- тура про, С и параПара- смешивания,п/п об.ния, ми- сеивания,Смесь С фина в смеси фин нуты С Неравномер 1 98 2 50 20 20 ное Неравномер 2 98 2 70 10 20 ное Равномерное 3 98 2 70 20 15(предложен. способ) Склеивание 5 96 4 100 25 50 смеси Лигатура не 6 96 4 100 25 10 просеивается Комкование 7 94 6 100 25 30 смеси Отвердение 8 96 4 110 25 20 смеси 4 8373 1 2006.08.30 В таблице 2 представлены результаты смешивания смеси, изготовленной по оптимальным режимам, приведенным в примерах 3, 4 табл. 1, содержащей (2-4)парафина, с шихтой аналогичного состава без парафина. Видно, что смешивание в течение 2 часов(пример 1) не позволяет получить смесь с равномерным распределением парафина,вольфрама и меди. Дальнейшее смешивание в течение 3, 7, 8 часов (примеры 2, 3, 4, 5) позволяет получать смесь с равномерным распределением парафина, вольфрама и меди. На основании вышеизложенного можно сделать вывод, что получение качественной однородной смеси, содержащей 0,5-1,0 парафина, возможно при смешивании смеси,содержащей 2-4 парафина, с шихтой аналогичного химического состава без парафина в течение 3-7 часов (табл. 2, примеры 3-4), предложенный способ. Таблица 2 ТемпераВремя Распределение , С тура смеСостав смеси, об.смешивап/п и парафина в смеси Смесь Парафин шивания,ния, часы С 1 2 3 4 5 6 7 Неравномерное Равномерное Равномерное (предложенный способ) Равномерное (предложенный способ) Равномерное Неравномерное Равномерное, прототип для состава 523(дефицит меди - 45 ) Из таблицы 3 (примеры 3-6, 11-14), предложенный способ, видно, что для изготовления материала вольфрам-(48-76 об. )медь пропиткой наиболее оптимальным является прессование заготовок из смеси, полученной по оптимальным режимам пример 3, 4 табл. 2) до относительной плотности 80-65 , обеспечивающей требуемый химический состав, из смесей с недостатком меди 20-35 об.от объемного содержания меди в изготавливаемом материале. Недостающий объем 20-35 об.при последующей пропитке заполнялся медью по предложенному способу. Недостаток меди в количестве 45 об.(примеры 8, 16) приводит к тому, что прессовки после прессования имели относительную плотность 55 , необходимую для обеспечения требуемого химического состава после пропитки. Из-за низкой плотности и малого количества меди они имели низкую прочность, трещины и механически разрушались при дальнейших операциях с ними. При недостатке меди 10 об.от объемного содержания меди в изготавливаемом материале прессовки должны иметь относительную плотность 90 после прессования (примеры 1,9). Однако при прессовании этих смесей до относительной плотности 90 прессовки имели расслойные трещины, что недопустимо и является браком. Из примеров 2, 7, 10, 15 видно, что несмотря на оптимальную относительную плотность 80-65 после прессования заготовки имеют расслойные трещины по причине малого содержания (0,1 ) парафина в смеси. Введение в смесь, состоящую из вольфрама и меди с недостатком меди 2035 от объемного содержания меди в изготавливаемом материале, 0,5-1,0 парафина достаточно для предотвращения образования расслойных трещин в прессовках с относительной плотностью 80-65(примеры 3-6, 11-14) и является оптимальным (предложен 5 8373 1 2006.08.30 ный способ). Необходимость во введении в смесь 1,5 парафина отпадает, так как 1 достаточно для получения прессовок без расслойных трещин с нужной относительной плотностью. Прессовки, полученные по оптимальным режимам, приведенным в примерах 3-6, 11-14 таблицы 3 (предложенный способ), отжигали и пропитывали. Таблица 3 Относит. Дефицит плотность меди,Примечание прессовки,Смесь, Парафин,об.мас.мас.мас.99 1 10 90 Расслойные трещины 99,9 0,1 20 80 Расслойные трещины Качественные прес 99 1 20 80 совки (предложенный способ) Качественные прес 99,5 0,5 20 80 совки (предложенный способ) Качественные прес 99,5 0,5 35 65 совки (предложенный способ) Качественные прес 99 1 35 65 совки (предложенный способ) 99,9 0,1 35 65 Расслойные трещины Низкая прочность,99 1 45 55 трещины, брак Расслойные трещины,99 1 10 90 брак Расслойные трещины,99,9 0,1 20 80 брак Качественные прес 99 1 20 80 совки (предложенный способ) Качественные прес 99,5 0,5 20 80 совки (предложенный способ) Качественные прес 99,5 0,5 35 65 совки (предложенный способ) Качественные прес 99 1 35 65 совки (предложенный способ) Расслойные трещины,99,9 0,1 35 65 брак Низкая прочность,99 1 45 55 трещины, брак Низкая прочность,99 1 45 55 трещины, брак, прототип Шихта 8373 1 2006.08.30 Результаты испытаний отожженных и пропитанных образцов приведены в таблице 4. Таблица 4 Номеробразп/п цов из табл. 3 Относ. ТемпеплотВремя ратура ность пропитпропосле Примечание ки, мипитки,пропит нуты С ки,Частичная пропитка Частичная пропитка Разрушение прессовки Разрушение прессовки Полная пропитка(предл. способ) Разрушение Частичная пропитка Частичная пропитка Полная пропитка химические составы образцов после прессования приведены в таблице 3. Таблица 4, примеры 5-8 показывают, что образцы 3-6 и 11-14 (предложенный способ) с относительной плотностью 80-65 после первого отжига при температуре 390-550 С в течение 30-60 минут и второго отжига при температуре 750-800 С в течение 60-80 минут пропитывались медью при 1180-1300 С в течение 40-120 минут. Относительная плотность прессовок после отжигов и пропитки составила 99,5 , а линейные размеры не изменились. Весь объем пор заполнился медью. Это обеспечило получение требуемого химического состава материала вольфрам-(48-76 об. )медь. Из примера 4 видно, что малое время первого отжига 20 минут недостаточно для предварительного отжига пластификатора. Поэтому при втором отжиге при 750 С происходит дальнейшее резкое испарение 7 8373 1 2006.08.30 парафина и разрушение прессовки. В примере 9 также первый отжиг при 700 С приводит к резкому удалению парафина и разрушению прессовки. Пример 3 показывает, что температуры первого отжига 250 С недостаточно даже после 60 минут выдержки для удаления пластификатора. Поэтому при втором отжиге при 750 С из-за резкого испарения парафина прессовки разрушаются. В примере 2 второй отжиг при температуре 700 С даже после выдержки 80 минут полностью не удаляет парафин из прессовки и недостаточно восстанавливает медь и вольфрам. Это ухудшает смачиваемость прессовки при пропитке жидкой медью, что препятствует полному и качественному заполнению пор медью. Пористость материала в этом случае составляет около 10 , а сам материал имеет значительное отклонение от заданного химического состава. При недостаточном времени продолжительности второго отжига (50 минут) в примере 1 прессовка пропитывается частично до относительной плотности 94 и также имеет отклонение от химического состава. В примере 10 недостаточное время выдержки 30 минут при пропитке приводит к неполному заполнению пор медью и отклонению от заданного химического состава материала. Из-за низкой температуры пропитки 1100 С (пример 11) прессовки не смачиваются медью и имеют низкую относительную плотность 85 . В результате полученный материал имеет низкую относительную плотность и отклонения от требуемого химического состава. По способу-прототипу заготовки получали следующим образом. В порошок вольфрама 52 об.добавляли небольшое количество меди 3 об.и смешивали в течение 3 часов(табл. 2, пример 7). Парафин растворяли в растворителе и перемешивали с вольфрамом и медью в течение 15 минут до получения шихты, содержащей 1 парафина. Полученную шихту просушивали в течение 12 часов. Все операции по смешиванию с растворителем и просушиванию проводили с соблюдением мер техники безопасности в сушильном шкафу с вытяжкой. Далее (табл. 3, пример 17) полученную шихту протирали через сито и прессовали до относительной плотности 55 . Такая относительная плотность необходима для получения материала, содержащего после пропитки 52 об.вольфрама 48 об.меди. Однако после прессования по способу-прототипу прессовки имели низкую относительную плотность, трещины и разрушались при проведении последующих операций отжига. Прессовки по способу-прототипу для получения состава 24 об.вольфрама 76 об.меди должны после прессования иметь относительную плотность примерно 27 . Методами прессования такую низкую относительную плотность прессовок невозможно получить. По сравнению со способом-прототипом (табл. 2, пример 7, табл. 3, пример 17) предложенный способ позволяет измельчать и вводить 0,5-1,0 парафина в шихту (табл. 1,примеры 3, 4, табл. 2, примеры 3, 4) без использования токсичных легковоспламеняющихся жидкостей, что дает возможность значительно упростить технологический процесс. Добавка в порошок вольфрама порошка меди в количестве, меньшем на 20-35 от объемного содержания меди в изготавливаемом материале (табл. 3, примеры 3-6, 11-14), а также оптимальные режимы прессования до нужной относительной плотности, отжига и пропитки (табл. 4, примеры 5-8) позволили устранить брак при прессовании в виде трещин, разрушения, получить прочные неосыпающиеся прессовки и полностью заполнить при пропитке медью всю пористость. При этом размеры прессовок после пропитки не изменились. В результате этого был получен сплав с относительной плотностью, близкой к 100 , и заданным химическим составом вольфрам(48-76 об. )меди. Следует отметить, что оптимальные режимы получения медно-вольфрамовых сплавов (предложенный способ) должны рассматриваться и применяться в совокупности. Отклонение одного из параметров, приведенных в оптимальных режимах изготовления от нормы, приводит к появлению брака и отклонению от заданного химического состава изготавливаемого материала. 8373 1 2006.08.30 Источники информации 1. Скороход В.В., Солонин Ю.М., Филиппов Н.И., Рощин А.Н. Спекание вольфраммедных композиций различного происхождения // Порошковая металлургия. - Киев, 1983.-9. - С. 9-13. 2. Скороход В.В. Порошковые материалы на основе тугоплавких металлов и соединений. - Киев Техника, 1982. - С. 121. 3. Кипарисов С.С., Либенсон Г.А. Порошковая металлургия. - М Металлургия. 1980. С. 415, 240-242. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: C22C 9/00, B22F 3/26, C22C 27/04
Метки: изготовления, вольфрам, материалов, медь, порошковых, способ, изделий, содержащих
Код ссылки
<a href="https://by.patents.su/9-8373-sposob-izgotovleniya-izdelijj-iz-poroshkovyh-materialov-soderzhashhih-volfram-i-med.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделий из порошковых материалов, содержащих вольфрам и медь</a>
Способ изготовления изделий из порошковых среднелегированных сталей
Номер патента: 7804
Опубликовано: 28.02.2006
Авторы: Киреев Петр Николаевич, Мелешко Михаил Григорьевич, Севастьянов Евгений Степанович, Ильющенко Александр Федорович
МПК: B22F 3/12
Метки: изделий, способ, сталей, порошковых, изготовления, среднелегированных
Текст:
...а именно неравновесный ее характер. Неравновесный характер структуры порошковых спеченных заготовок оказывает влияние не только на кинетику фазовых превращений, но и на температурные интервалы существования фаз, их состав и морфологические характеристики образующихся структур. В неравновесных структурах предпочтительными местами зарождения аустенита являются участки с повышенной свободной энергией независимо от наличия карбидных частиц....
Способ лазерного спекания изделий из сферических порошковых материалов
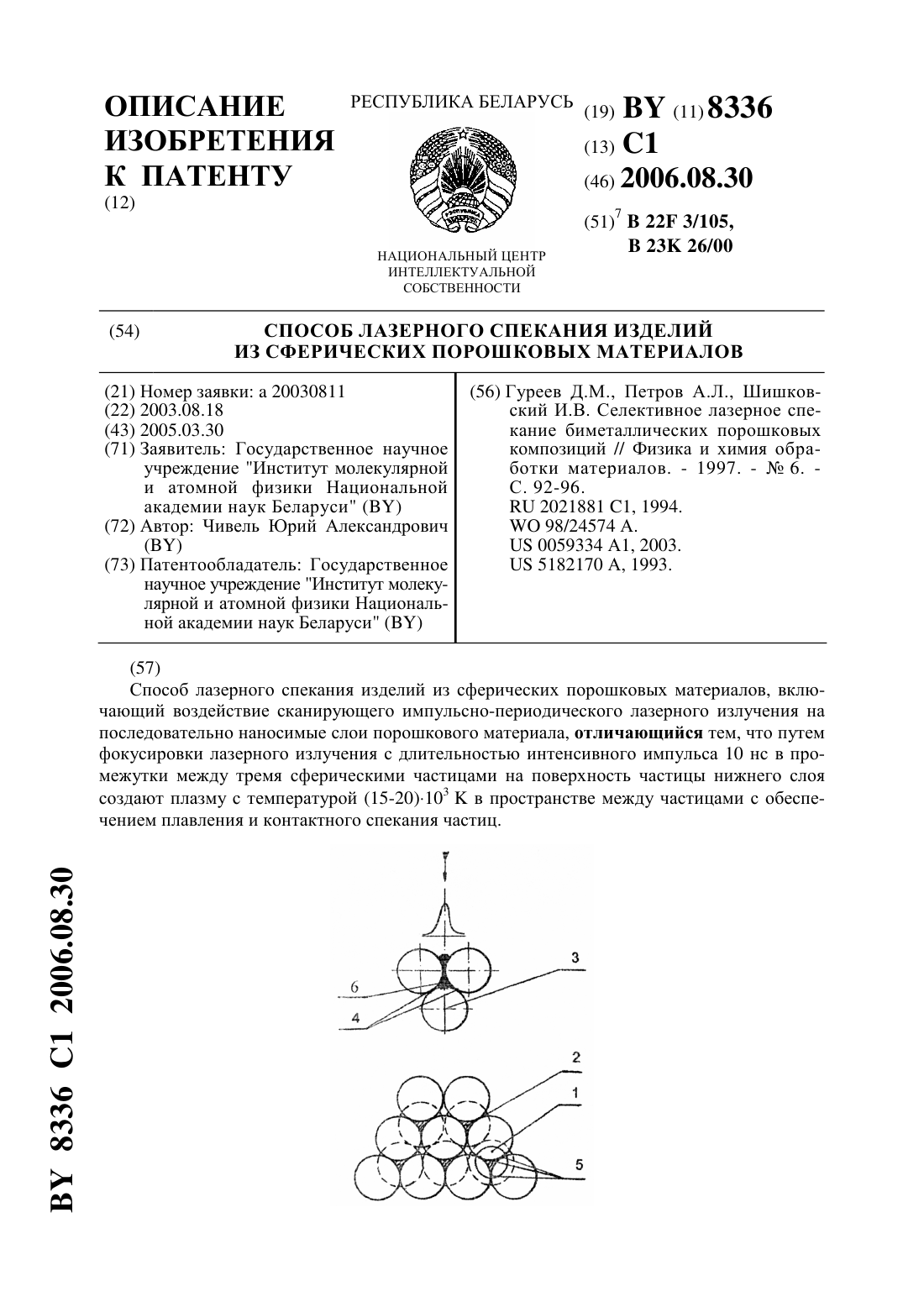
Номер патента: 8336
Опубликовано: 30.08.2006
Автор: Чивель Юрий Александрович
МПК: B23K 26/00, B22F 3/105
Метки: изделий, сферических, порошковых, лазерного, способ, материалов, спекания
Текст:
...частиц. Задачей заявляемого изобретения является создание способа спекания изделий из порошковых материалов с помощью лазерного излучения, обеспечивающего внутрислойное и межслойное спекание сферических порошков, при минимальных нарушениях геометрии порошковых частиц, сохранении исходной степени пористости засыпки, при высоком качестве изделия и высоком КПД процесса спекания. Для выполнения поставленной задачи предлагается способ лазерного...
Способ лазерного спекания изделий из сферических порошковых материалов и устройство для его реализации
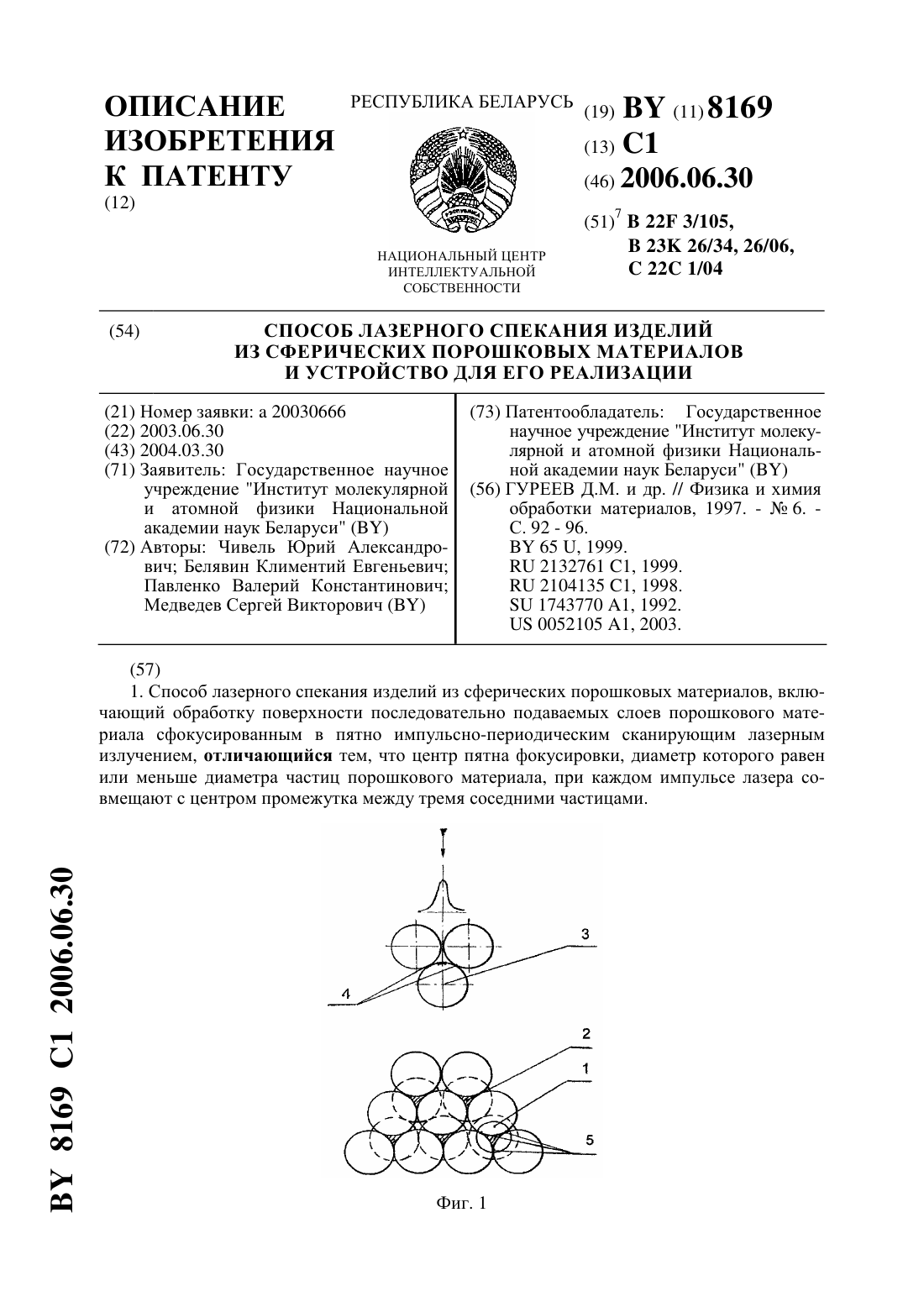
Номер патента: 8169
Опубликовано: 30.06.2006
Авторы: Павленко Валерий Константинович, Чивель Юрий Александрович, Белявин Климентий Евгеньевич, Медведев Сергей Викторович
МПК: B23K 26/06, B22F 3/105, B23K 26/34...
Метки: спекания, сферических, реализации, изделий, лазерного, способ, порошковых, устройство, материалов
Текст:
...диаметра частиц, что как видно из фиг. 1, обеспечивает оптимальный нагрев областей контакта частиц верхнего слоя и прохождение, при гауссовом распределении интенсивности по пятну фокусировки, 10-50 мощности импульса в нижний слой. Меняя форму распределения интенсивности лазерного излучения по пятну фокусировки, интенсивность и длительность импульса лазера можно менять степень нагрева поверхности частиц верхнего и нижнего слоя в области...
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Звонарев Евгений Владимирович, Рабушко Сергей Борисович, Чавыкина Марина Евгеньевна, Тарусов Игорь Николаевич, Горохов Валерий Михайлович, Моисеенко Игорь Леонидович, Подкопаева Нина Львовна, Петровский Генрих Викентьевич, Фридман Геннадий Рувимович
МПК: B22F 3/12
Метки: спеченных, способ, изготовления, порошков, изделий, металлических
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
Способ получения непрерывных покрытий из металлических порошковых материалов
Номер патента: 2409
Опубликовано: 30.09.1998
Авторы: Шувалов Владимир Борисович, Ковтун Вадим Анатольевич, Плескачевский Юрий Михайлович
МПК: B22F 7/04
Метки: порошковых, способ, материалов, покрытий, непрерывных, получения, металлических
Текст:
...заявляемое решение отвечает критерию Изобретательский уровень. Изобретения иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия...
Предыдущий патент: Микроудобрение для некорневой подкормки озимого рапса
Следующий патент: Способ овализации порошков алмаза
Случайный патент: Устройство для определения интенсивности теплового излучения