Устройство лазерной термической обработки внутренних цилиндрических и конических поверхностей
Номер патента: U 5687
Опубликовано: 30.10.2009
Авторы: Ропот Алексей Петрович, Васильев Руслан Юрьевич, Ропот Петр Иосифович
Текст
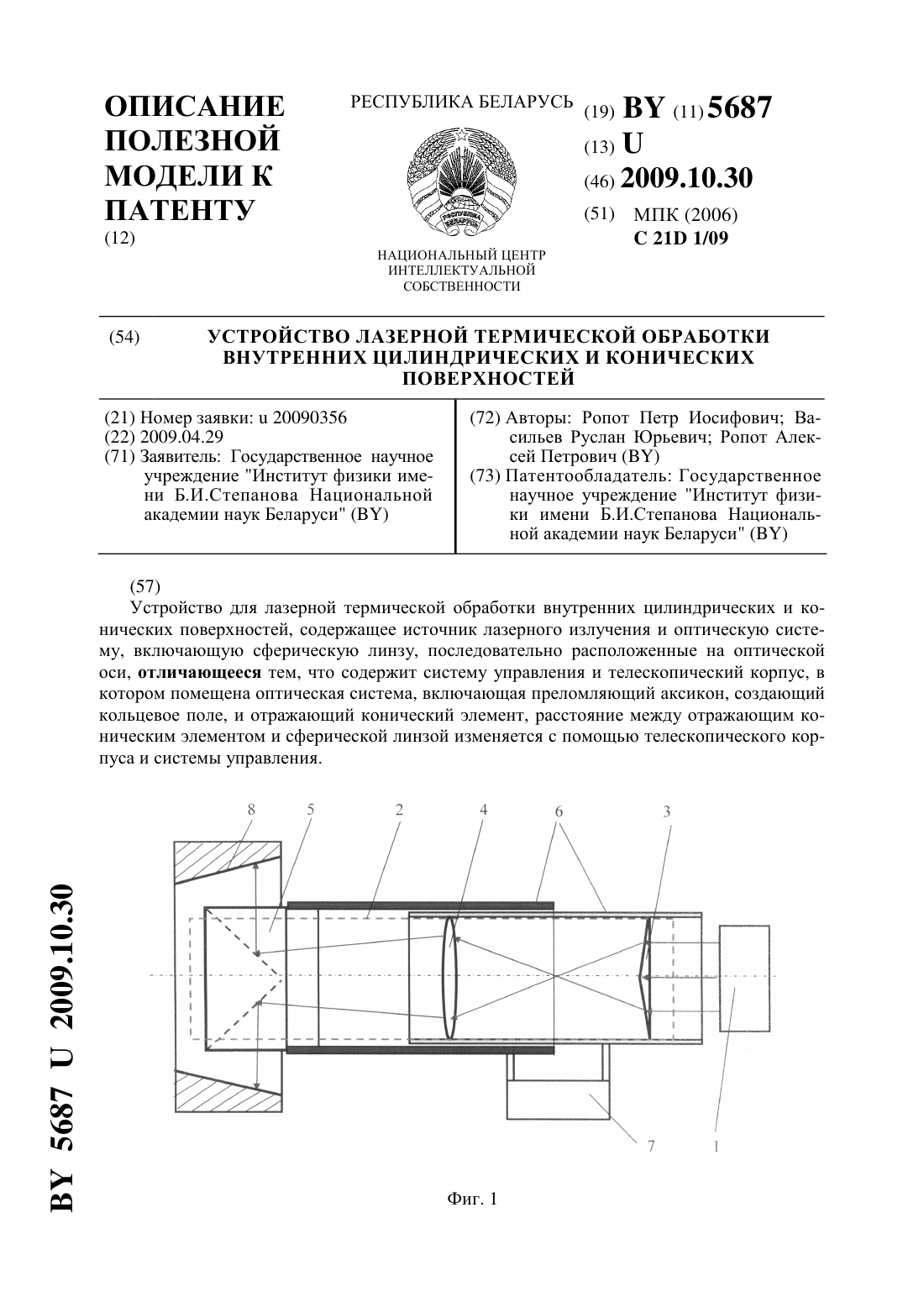
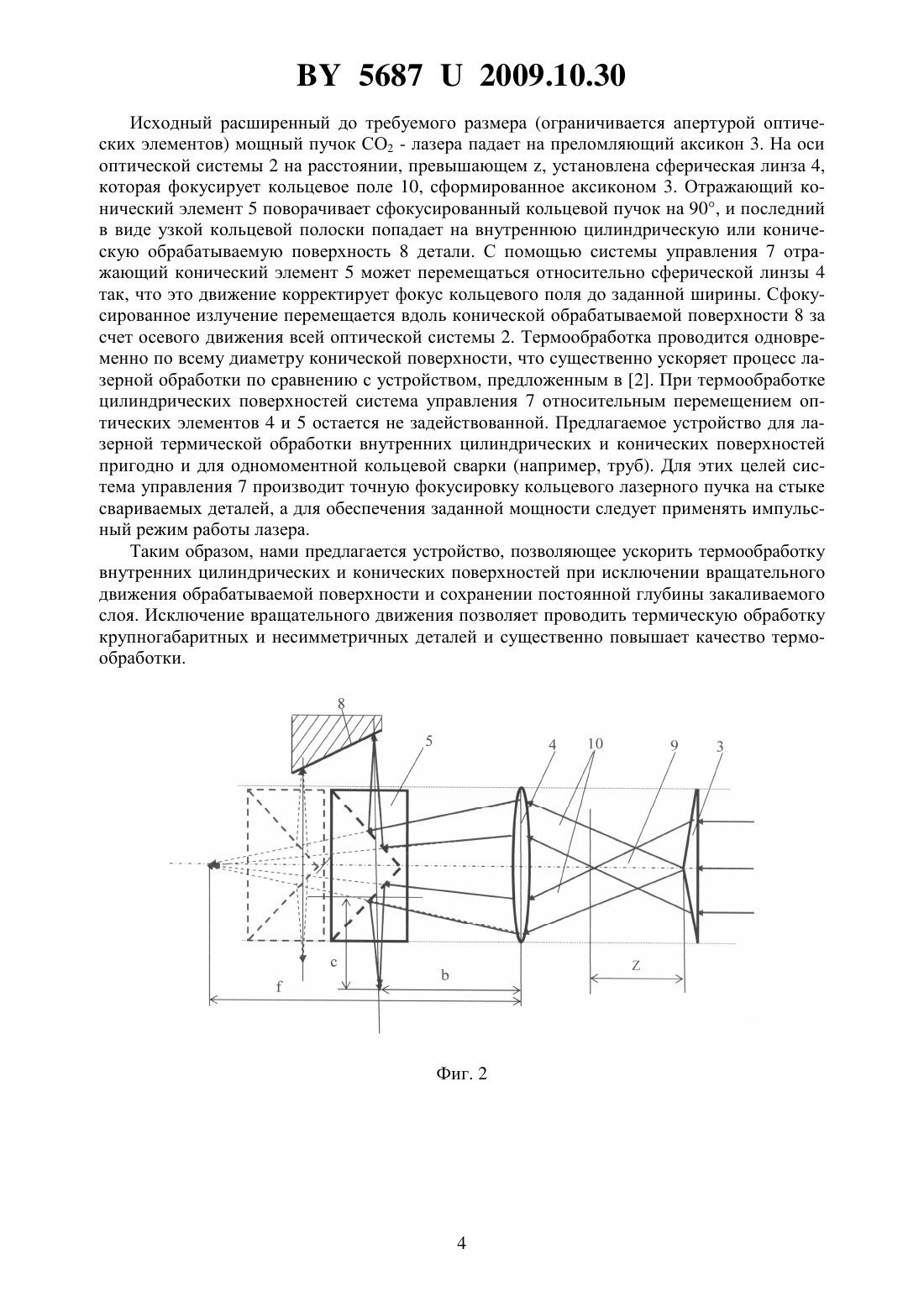
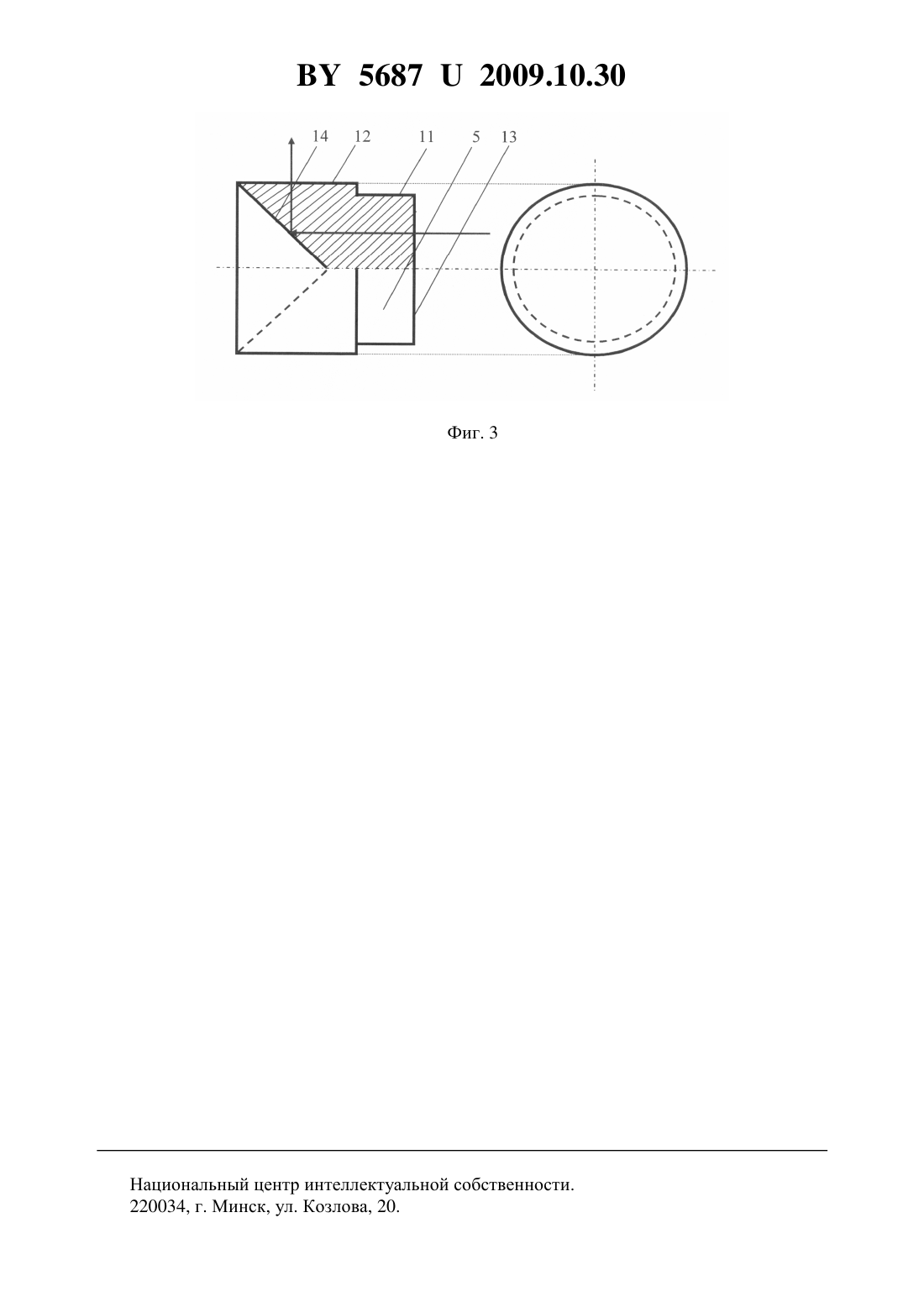
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси(72) Авторы Ропот Петр Иосифович Васильев Руслан Юрьевич Ропот Алексей Петрович(73) Патентообладатель Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси(57) Устройство для лазерной термической обработки внутренних цилиндрических и конических поверхностей, содержащее источник лазерного излучения и оптическую систему, включающую сферическую линзу, последовательно расположенные на оптической оси, отличающееся тем, что содержит систему управления и телескопический корпус, в котором помещена оптическая система, включающая преломляющий аксикон, создающий кольцевое поле, и отражающий конический элемент, расстояние между отражающим коническим элементом и сферической линзой изменяется с помощью телескопического корпуса и системы управления.(56) 1. Григорьянц А.Г., Сафонов А.Н. Основы лазерного термоупрочнения сплавов. - М. Высш. шк., 1988. - 159 с. 2. Патент РФ 2241767, МПК 7 С 21 1/09, 2004. Полезная модель относится к области машиностроения, точнее к лазерным технологиям обработки, и может быть использована для лазерной термической обработки внутренних цилиндрических и конических поверхностей деталей. Известно, что для термической обработки внутренних поверхностей наиболее эффективны технологии с применением лазеров. Здесь легко обеспечить доступ лазерного пучка во внутренние полости детали и автоматизировать режим обработки. Как правило, в качестве инструмента нагрева поверхности детали используют сфокусированное лазерное пятно,которое перемещается по поверхности по заданному закону. Для осуществления термической обработки цилиндрических и конических поверхностей применяется сочетание поступательного и вращательного движений. При этом очень важным является обеспечение равномерности движения лазерного пятна по поверхности и сохранение его размера. Известен способ обработки поверхностей тел вращения, включающий фокусирование лазерного луча с помощью линзы вблизи обрабатываемой поверхности и взаимное относительное перемещение поверхности и луча 1. Недостатком указанного способа является невозможность получения постоянной глубины закаленного слоя при обработке конических поверхностей. Это обусловлено изменением диаметра пятна и его скорости вследствие изменения положения поверхности относительно фокальной плоскости линзы. Наиболее близким к предлагаемой полезной модели (прототип) является устройство,описанное в патенте РФ 2241767 2. В прототипе фокусирование лазерного излучения вблизи обрабатываемой поверхности осуществляется с помощью линзы при перемещении луча параллельно оси обрабатываемой поверхности. Внутренняя и наружная поверхности обрабатываемой детали размещаются соответственно перед и за фокальной плоскостью линзы, фокусное расстояние которой принимают равным отношению диаметра несфокусированного лазерного пучка к конусности обрабатываемой поверхности. К недостаткам этого устройства следует отнести взаимное вращательное и поступательное движение поверхности и луча, что создает неудобства при обработке крупногабаритных и несимметричных деталей, а также неравномерность закаливаемого слоя. Современные СО 2 - лазеры при небольших габаритных размерах обеспечивают большие мощности излучения, что позволяет при термообработке перейти от лазерного сфокусированного пятна к протяженным источникам. Например, фокусировка лазерного пучка с помощью цилиндрических линз в линию позволяет избежать поступательного взаимного движения обрабатываемой поверхности и лазерного пучка. Однако целесообразнее с точки зрения технологии исключить вращательное движение обрабатываемых цилиндрических и конических поверхностей. Для этого необходимо сформировать и применить для термообработки кольцевое лазерное поле. Задачей предлагаемой полезной модели является создание устройства для лазерной термической обработки внутренних цилиндрических и конических поверхностей, формирующего кольцевой световой пучок, сфокусированный на обрабатываемую поверхность,позволяющий исключить вращение обрабатываемой поверхности. Условие фокусировки лазерного пучка на поверхность обрабатываемой детали обеспечивается взаимным перемещением оптических элементов вдоль оси оптической системы. Поставленная задача решается следующим образом. Устройство для лазерной термической обработки внутренних цилиндрических и конических поверхностей, содержащее источник лазерного излучения и оптическую систему,включающую сферическую линзу, последовательно расположенные на оптической оси,2 56872009.10.30 содержит систему управления и телескопический корпус, в котором помещена оптическая система, включающая преломляющий аксикон, создающий кольцевое поле, и отражающий конический элемент, причем расстояние между отражающим коническим элементом и сферической линзой изменяется с помощью телескопического корпуса и системы управления. На фиг. 1 представлена схема заявляемого устройства. На фиг. 2 показана оптическая система заявляемого устройства с изображением двух крайних положений лазерного пучка при обработке конической поверхности. На фиг. 3 приведен отражающий конический элемент. Предлагаемое устройство для лазерной термической обработки внутренних цилиндрических и конических поверхностей содержит источник лазерного излучения 1, оптическую систему 2. Вдоль оптической оси последовательно расположены преломляющий аксикон 3, сферическая линза 4 и отражающий конический элемент 5, имеющий геометрическую форму цилиндра. Телескопический корпус 6 для оптической системы 2 и система управления 7 обеспечивают относительное перемещение отражающего конического элемента 5 и сферической линзы 4. Обрабатываемая цилиндрическая (на фигуре не показана) или коническая поверхность 8 детали перемещается вдоль оси оптической системы 2. За преломляющим аксиконом 3 формируется квазибездифракционная область 9 и кольцевое поле 10. Цилиндрическая поверхность отражающего конического элемента 5 имеет две части одна часть крепежная 11 вторая - рабочая часть -12, имеющая оптическое качество. Торцевая поверхность 13 крепежной части 11 - плоская оптического качества, торцевая поверхность рабочей части 12 выполнена в виде отражающей 45 конической поверхности 14. Коническая поверхность 14 не имеет отражающего покрытия, так как при 45 наблюдается эффект полного внутреннего отражения. Устройство работает следующим образом. В зависимости от диаметра и конусности обрабатываемой поверхности устанавливают необходимое расстояние между сферической линзой 4 и отражающим коническим элементом 5, так чтобы фокусировка лазерного пучка производилась на обрабатываемой поверхности 8 детали. Установка этого расстояния осуществляется за счет телескопического устройства корпуса 6 оптической системы 2 посредством системы управления 7. Система управления 7 может быть выполнена по принципу копира, т.е. механический щуп копирует шаблон, на котором устанавливается необходимый угол конусности, и передает без изменения масштаба это движение на телескопическое устройство корпуса 6 оптической системы 2. Возможно выполнение системы управления 7 и по гидравлическому принципу передача движения через несжимаемую жидкость. Ход лазерного пучка при прохождении его через оптическую систему 2 устройства показан на фиг. 2. При прохождении через преломляющий аксикон 3 гауссового лазерного пучка за аксиконом формируется так называемая квазибездифракционная область 9, т.е. область существования бесселева светового пучка (БСП), равная/, где- радиус лазерного пучка,- угол конусности сформированного БСП. Известно, что при малых углах 7 выполняется соотношение( - 1), где- угол при основании аксикона,- показатель преломления материала аксикона. На расстоянии от аксикона 3, большем чем ,БСП превращается в кольцевое поле 10. При установке на расстоянии а от конца областисферической линзы 4 с фокусным расстояниемв ее фокальной плоскости формируется сфокусированный кольцевой пучок. Использование длиннофокусных сферических линз,наряду с возможностью обработки поверхностей большого диаметра, повышает точность термообработки, т.к. неточность фокусировки существенно не изменяет ширину лазерного пучка. На пути сфокусированного кольцевого пучка помещается отражающий конический элемент 5, который перемещается вдоль оптической оси за счет телескопического устройства корпуса 6 посредством системы управления 7 при сохранении условияс. Ширина рабочей части и диаметр отражающего конического элемента 5 определяют предельно допустимые размеры обрабатываемых конических поверхностей. 3 56872009.10.30 Исходный расширенный до требуемого размера (ограничивается апертурой оптических элементов) мощный пучок СО 2 - лазера падает на преломляющий аксикон 3. На оси оптической системы 2 на расстоянии, превышающем , установлена сферическая линза 4,которая фокусирует кольцевое поле 10, сформированное аксиконом 3. Отражающий конический элемент 5 поворачивает сфокусированный кольцевой пучок на 90, и последний в виде узкой кольцевой полоски попадает на внутреннюю цилиндрическую или коническую обрабатываемую поверхность 8 детали. С помощью системы управления 7 отражающий конический элемент 5 может перемещаться относительно сферической линзы 4 так, что это движение корректирует фокус кольцевого поля до заданной ширины. Сфокусированное излучение перемещается вдоль конической обрабатываемой поверхности 8 за счет осевого движения всей оптической системы 2. Термообработка проводится одновременно по всему диаметру конической поверхности, что существенно ускоряет процесс лазерной обработки по сравнению с устройством, предложенным в 2. При термообработке цилиндрических поверхностей система управления 7 относительным перемещением оптических элементов 4 и 5 остается не задействованной. Предлагаемое устройство для лазерной термическойобработки внутренних цилиндрических и конических поверхностей пригодно и для одномоментной кольцевой сварки (например, труб). Для этих целей система управления 7 производит точную фокусировку кольцевого лазерного пучка на стыке свариваемых деталей, а для обеспечения заданной мощности следует применять импульсный режим работы лазера. Таким образом, нами предлагается устройство, позволяющее ускорить термообработку внутренних цилиндрических и конических поверхностей при исключении вращательного движения обрабатываемой поверхности и сохранении постоянной глубины закаливаемого слоя. Исключение вращательного движения позволяет проводить термическую обработку крупногабаритных и несимметричных деталей и существенно повышает качество термообработки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C21D 1/09
Метки: термической, лазерной, цилиндрических, поверхностей, обработки, внутренних, конических, устройство
Код ссылки
<a href="https://by.patents.su/5-u5687-ustrojjstvo-lazernojj-termicheskojj-obrabotki-vnutrennih-cilindricheskih-i-konicheskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Устройство лазерной термической обработки внутренних цилиндрических и конических поверхностей</a>
Инструмент для пневмовибродинамической обработки внутренних цилиндрических поверхностей
Номер патента: U 966
Опубликовано: 30.09.2003
Авторы: Ткачев Александр Владимирович, Ящук Олег Викторович, Камчицкая Ирина Дмитриевна, Титова Елена Валерьевна, Минаков Анатолий Петрович
МПК: B24B 39/02
Метки: обработки, внутренних, цилиндрических, поверхностей, инструмент, пневмовибродинамической
Текст:
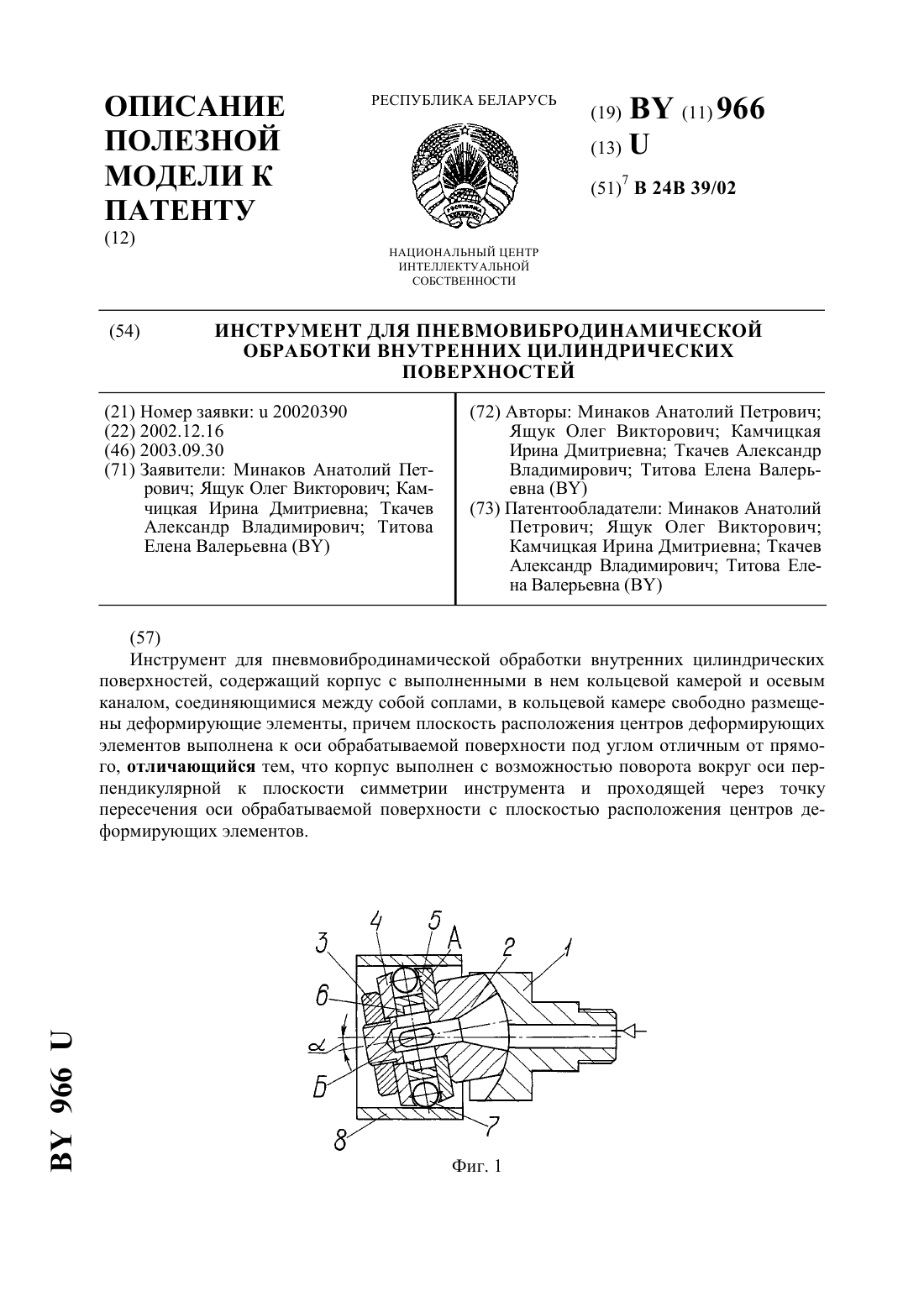
...деформирующие элементы, причем плоскость расположения центров деформирующих элементов выполнена к оси обрабатываемой поверхности под углом отличным от прямого 2. Рассматриваемый инструмент позволяет наносить на обрабатываемую поверхность микрорельеф в виде сетки ромбовидной формы, но не позволяет регулировать угол наклона плоскости расположения центров деформирующих элементов, что ограничивает его технологические возможности. Задачей...
Инструмент для суперфинишной пневмоцентробежной обработки внутренних цилиндрических поверхностей
Номер патента: U 4327
Опубликовано: 30.04.2008
Авторы: Куцеполенко Александр Владимирович, Ильюшина Елена Валерьевна, Минаков Анатолий Петрович
МПК: B24B 39/00
Метки: цилиндрических, инструмент, суперфинишной, пневмоцентробежной, поверхностей, внутренних, обработки
Текст:
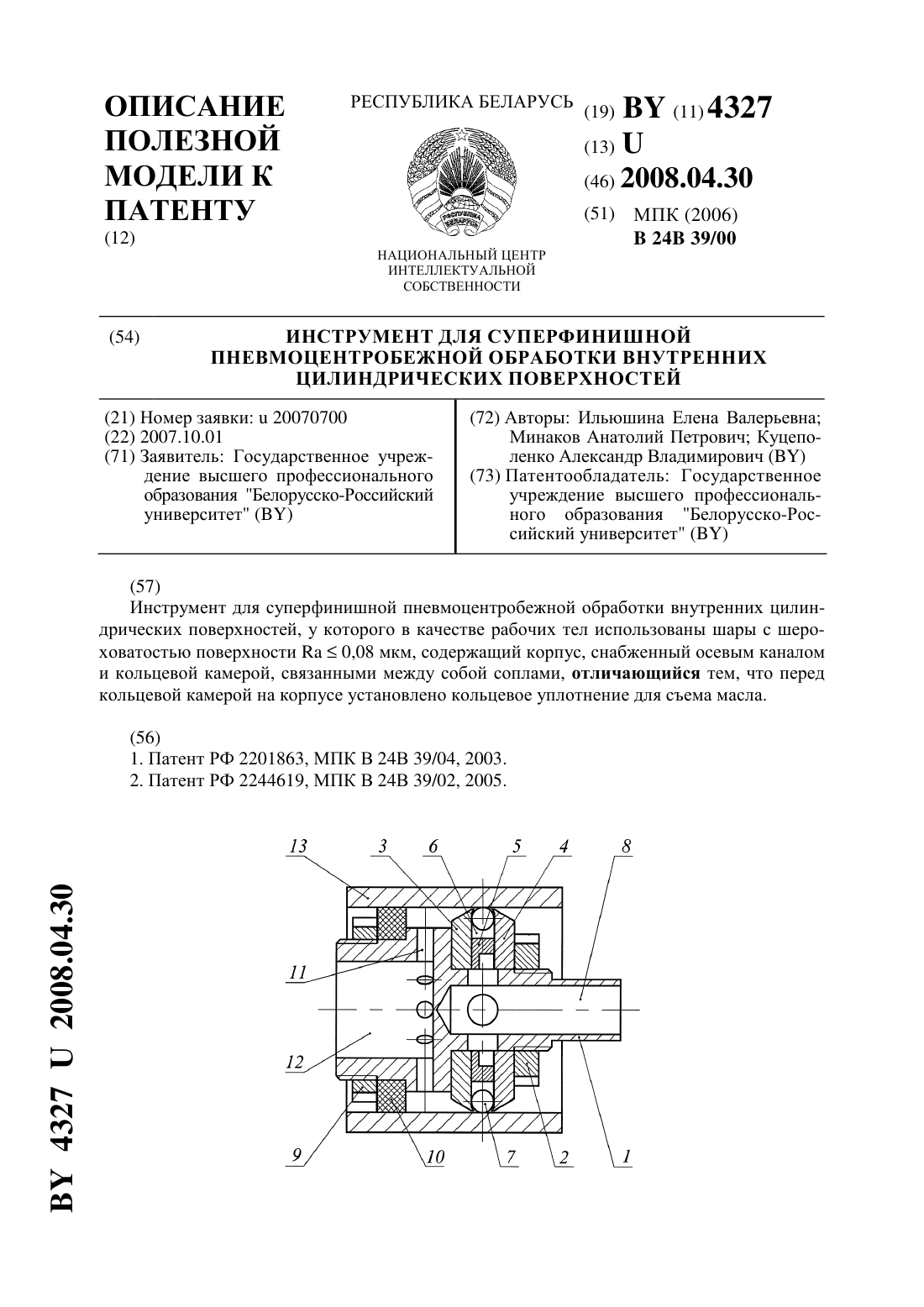
...корпуса инструмента и соединяющиеся с ним сопла. Несовершенством данного инструмента является невозможность получения на нетермообработанной поверхности шероховатости 0,1 мкм без предварительной очистки этой поверхности от загрязнений, полученных на предварительных операциях обработки. Поэтому после поверхностного пластического деформирования жестким роликовым накатником необходимо применять операцию очистки поверхности от масла, а затем...
Устройство измерения профиля цилиндрических и конических поверхностей
Номер патента: 9654
Опубликовано: 30.08.2007
Авторы: Белый Владимир Николаевич, Казак Николай Станиславович, Кренинг Михаель, Хило Николай Анатольевич, Ропот Петр Иосифович, Мащенко Александр Георгиевич
МПК: G01B 9/02
Метки: устройство, цилиндрических, профиля, поверхностей, измерения, конических
Текст:
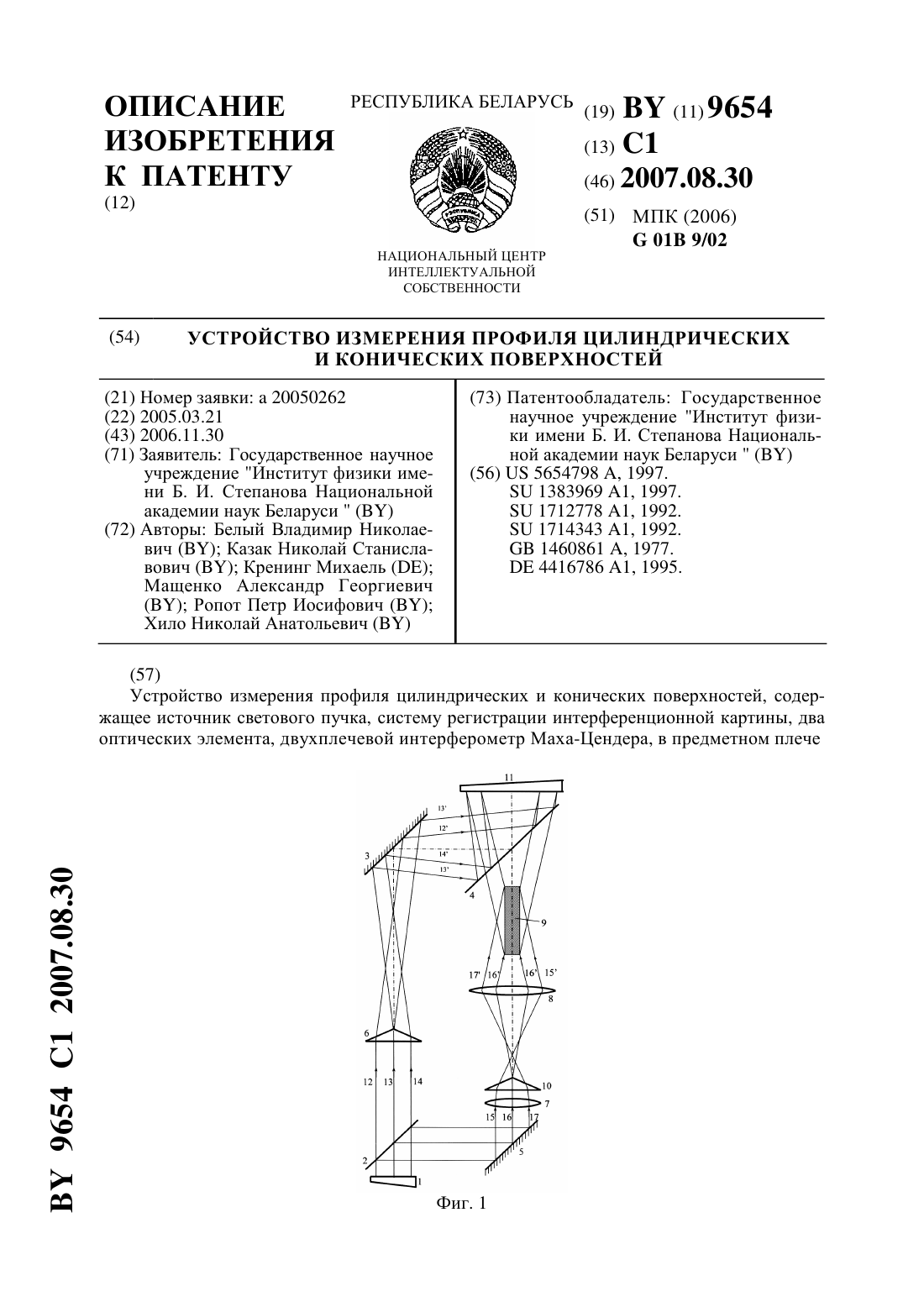
...представлен лучами 12 -14 и 12-14. Угол между плоской поверхностью конической линзы и ее образующей конической поверхностью равен . Уголугол конусности светового пучка. ОО - ось опорного плеча интерферометра. На фиг. 3 изображена схема расположения оптического конического элемента 10 и линзовых компонент 7 и 8 телескопической системы в заявляемом варианте устройства,установленными в предметном плече интерферометра. Лучами 15-17 и 15-17,...
Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей
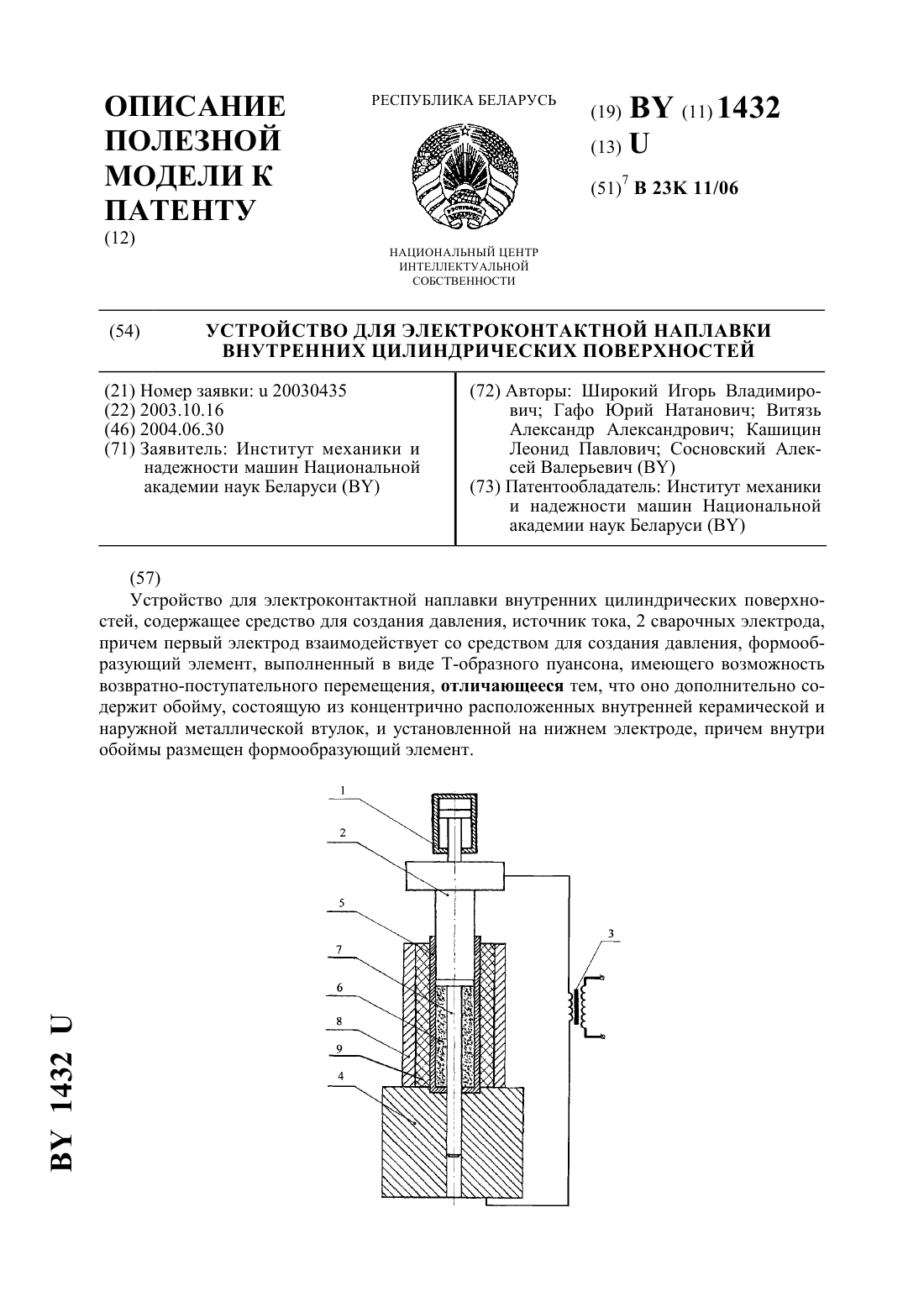
Номер патента: U 1432
Опубликовано: 30.06.2004
Авторы: Кашицин Леонид Павлович, Гафо Юрий Натанович, Витязь Александр Александрович, Широкий Игорь Владимирович, Сосновский Алексей Валерьевич
МПК: B23K 11/06
Метки: электроконтактной, внутренних, поверхностей, цилиндрических, наплавки, устройство
Текст:
...стенки к высоте которых менее 1/4, так как возникающее при уплотнении порошка радиальное усилие приводит к деформации заготовки в радиальном направлении. Задачей предлагаемой полезной модели является исключить деформацию заготовки в радиальном направлении в процессе наплавки покрытий на внутреннюю цилиндрическую поверхность деталей с диаметром меньше 20 мм, соотношение толщины стенки к высоте которых менее 1/4. Решение поставленной...
Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей деталей
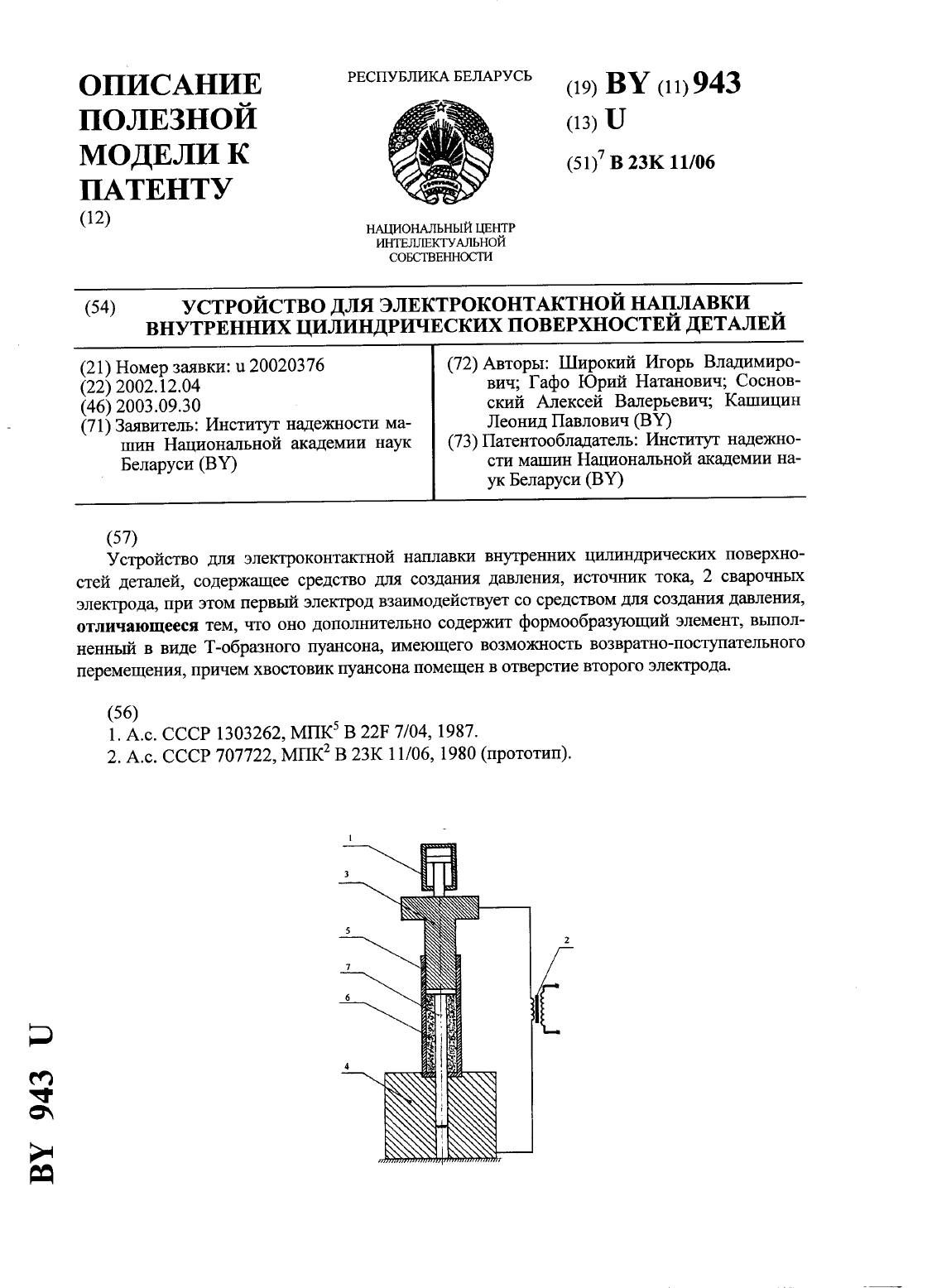
Номер патента: U 943
Опубликовано: 30.09.2003
Авторы: Кашицин Леонид Павлович, Гафо Юрий Натанович, Широкий Игорь Владимирович, Сосновский Алексей Валерьевич
МПК: B23K 11/06
Метки: деталей, внутренних, наплавки, устройство, цилиндрических, поверхностей, электроконтактной
Текст:
...средство для создания давления, источник тока, 2 сварочных электрода, при этом первый электрод взаимодействует со средством для создания давления, отличающееся тем, что оно дополнительно содержит формообразующий элемент, выполненный в виде Т - образного пуансона,имеющего возможность возвратно-поступательного перемещения. Причем хвостовик пуансона помещен в отверстие второго электрода. На чертеже представлена схема предлагаемого...