Способ изготовления пористых дисков аэраторов из порошков металлов
Номер патента: 9494
Опубликовано: 30.08.2007
Авторы: Савич Вадим Викторович, Пилиневич Леонид Петрович, Тумилович Мирослав Викторович
Текст
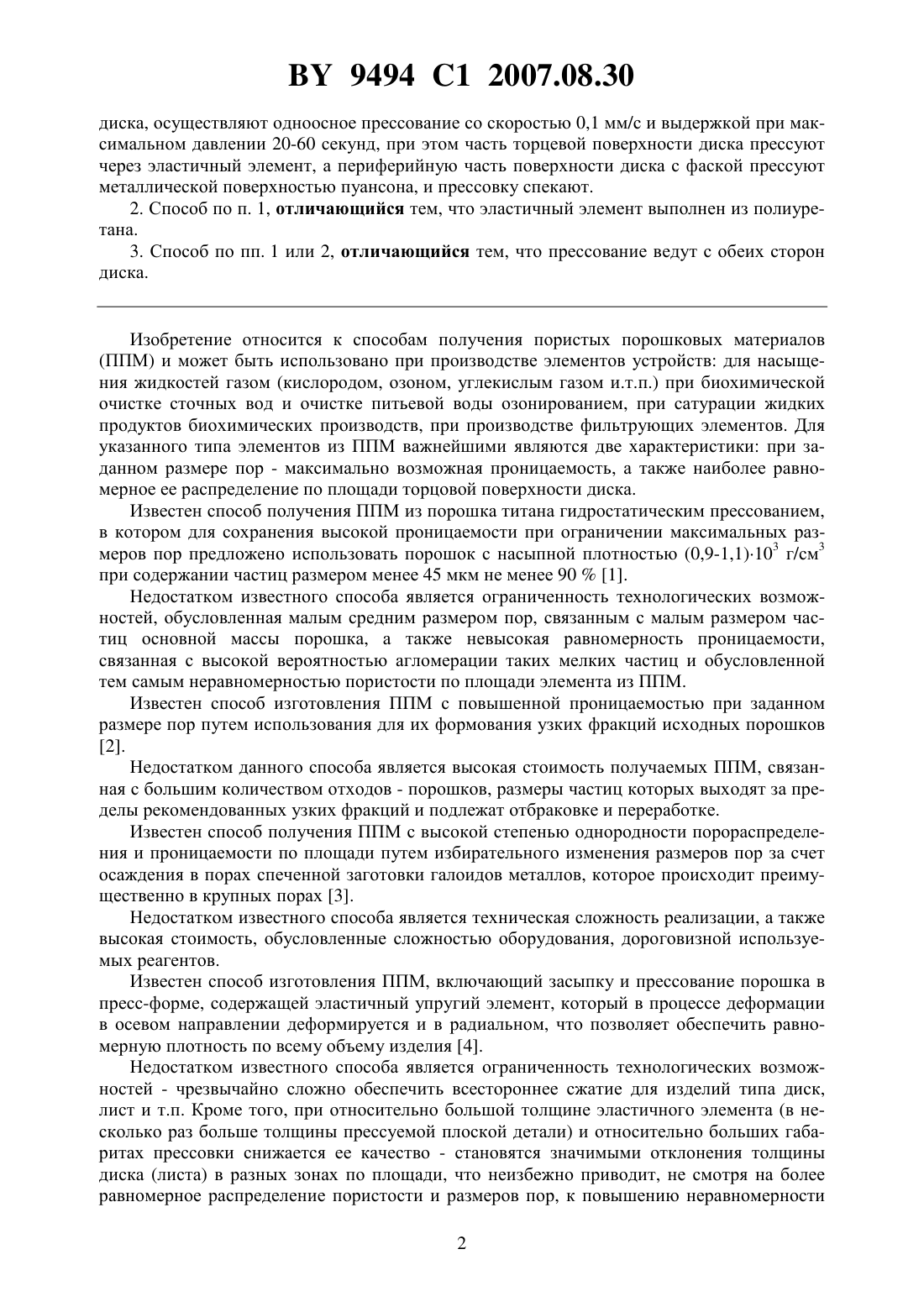
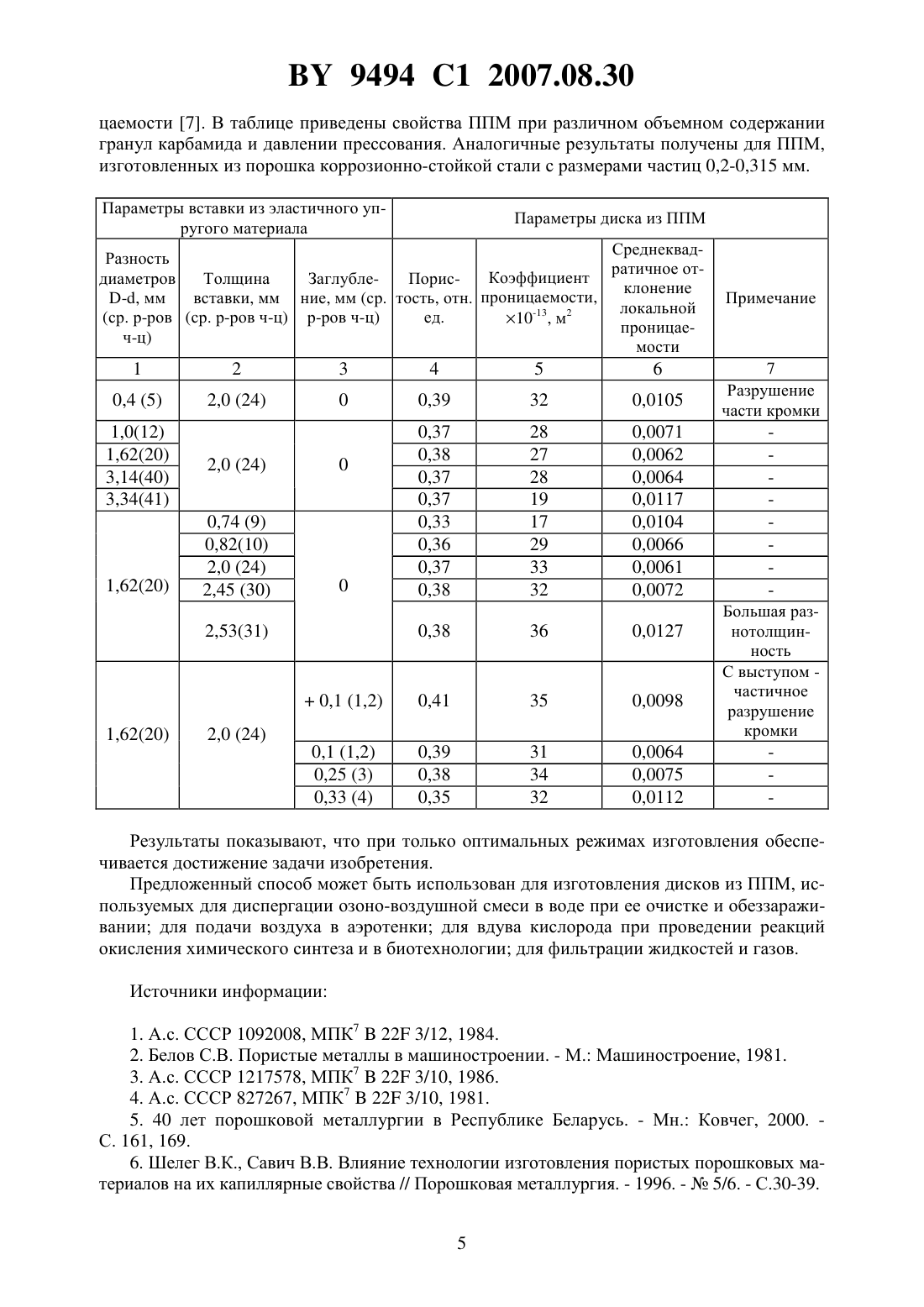
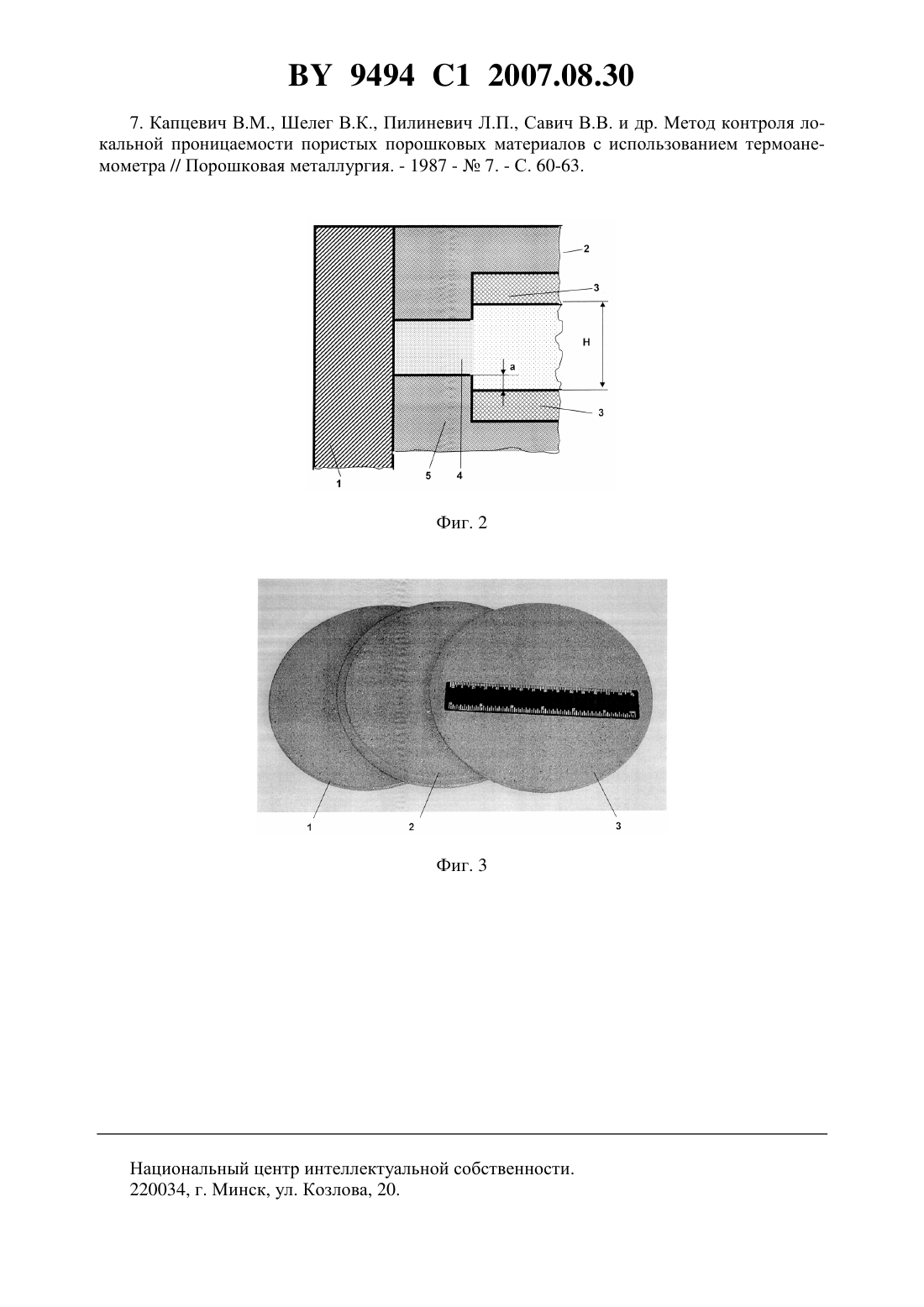
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ДИСКОВ АЭРАТОРОВ ИЗ ПОРОШКОВ МЕТАЛЛОВ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Савич Вадим Викторович Пилиневич Леонид Петрович Тумилович Мирослав Викторович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) 40 лет порошковой металлургии в Республике Беларусь. - Ковчег, 2000. С. 161, 169.1148708 , 1985.2007276 1, 1994.1121888, 1968.2357309 А 1, 1975.1052334 , 1983.1162550 , 1985.(57) 1. Способ изготовления пористого диска аэратора из порошков металлов, включающий прессование порошка в металлической пресс-форме, отличающийся тем, что используют пресс-форму, содержащую два металлических пуансона, по меньшей мере, один из которых снабжен эластичным элементом, поверхность которого установлена заподлицо с торцевой поверхностью пуансона или заглублена на величину до 3 средних диаметров частиц порошка, толщина эластичного элемента составляет 10-30 средних диаметров частиц порошка, а его диаметр на 12-40 средних диаметров частиц порошка меньше диаметра 9494 1 2007.08.30 диска, осуществляют одноосное прессование со скоростью 0,1 мм/с и выдержкой при максимальном давлении 20-60 секунд, при этом часть торцевой поверхности диска прессуют через эластичный элемент, а периферийную часть поверхности диска с фаской прессуют металлической поверхностью пуансона, и прессовку спекают. 2. Способ по п. 1, отличающийся тем, что эластичный элемент выполнен из полиуретана. 3. Способ по пп. 1 или 2, отличающийся тем, что прессование ведут с обеих сторон диска. Изобретение относится к способам получения пористых порошковых материалов(ППМ) и может быть использовано при производстве элементов устройств для насыщения жидкостей газом (кислородом, озоном, углекислым газом и.т.п.) при биохимической очистке сточных вод и очистке питьевой воды озонированием, при сатурации жидких продуктов биохимических производств, при производстве фильтрующих элементов. Для указанного типа элементов из ППМ важнейшими являются две характеристики при заданном размере пор - максимально возможная проницаемость, а также наиболее равномерное ее распределение по площади торцовой поверхности диска. Известен способ получения ППМ из порошка титана гидростатическим прессованием,в котором для сохранения высокой проницаемости при ограничении максимальных размеров пор предложено использовать порошок с насыпной плотностью (0,9-1,1)103 г/см 3 при содержании частиц размером менее 45 мкм не менее 901. Недостатком известного способа является ограниченность технологических возможностей, обусловленная малым средним размером пор, связанным с малым размером частиц основной массы порошка, а также невысокая равномерность проницаемости,связанная с высокой вероятностью агломерации таких мелких частиц и обусловленной тем самым неравномерностью пористости по площади элемента из ППМ. Известен способ изготовления ППМ с повышенной проницаемостью при заданном размере пор путем использования для их формования узких фракций исходных порошков 2. Недостатком данного способа является высокая стоимость получаемых ППМ, связанная с большим количеством отходов - порошков, размеры частиц которых выходят за пределы рекомендованных узких фракций и подлежат отбраковке и переработке. Известен способ получения ППМ с высокой степенью однородности порораспределения и проницаемости по площади путем избирательного изменения размеров пор за счет осаждения в порах спеченной заготовки галоидов металлов, которое происходит преимущественно в крупных порах 3. Недостатком известного способа является техническая сложность реализации, а также высокая стоимость, обусловленные сложностью оборудования, дороговизной используемых реагентов. Известен способ изготовления ППМ, включающий засыпку и прессование порошка в пресс-форме, содержащей эластичный упругий элемент, который в процессе деформации в осевом направлении деформируется и в радиальном, что позволяет обеспечить равномерную плотность по всему объему изделия 4. Недостатком известного способа является ограниченность технологических возможностей - чрезвычайно сложно обеспечить всестороннее сжатие для изделий типа диск,лист и т.п. Кроме того, при относительно большой толщине эластичного элемента (в несколько раз больше толщины прессуемой плоской детали) и относительно больших габаритах прессовки снижается ее качество - становятся значимыми отклонения толщины диска (листа) в разных зонах по площади, что неизбежно приводит, не смотря на более равномерное распределение пористости и размеров пор, к повышению неравномерности 2 9494 1 2007.08.30 проницаемости. Помимо этого, недостатком известного способа является низкая прочность периферийной части дисков, что затрудняет их герметизацию при монтаже, ведет к разрушению при вероятных гидроударах в системе, в которой установлен диск. В качестве прототипа выбран способ изготовления ППМ, включающий прессование порошка в металлической пресс-форме, содержащей эластичный элемент, обеспечивающий равномерную осевую и радиальную деформацию 5. Недостатком известного способа является ограниченность технологических возможностей - чрезвычайно сложно обеспечить равномерную деформацию эластичного элемента при прессовании дисков большой площади, при соотношении диаметра к толщине больше 20-30. Кроме того, прототипу присущи недостатки предыдущего способа - низкое качество из-за отклонений толщины, пористости, размеров пор и проницаемости дисков в разных участках, а также низкая прочность периферийной части дисков. Задачей изобретения является повышение качества дисков из ППМ, равномерности проницаемости по площади диска, повышение прочности периферийной части, упрощение и повышение надежности уплотнения диска по периметру. Поставленная задача решается тем, что в способе изготовления дисков из порошков металлов, включающем прессование порошка в металлической пресс-форме, используют пресс-форму, содержащую два металлических пуансона, по меньшей мере, один из которых снабжен эластичным элементом, поверхность которого установлена заподлицо с торцевой поверхностью пуансона или заглубленана величину до 3 средних диаметров частиц порошка, толщина эластичного элемента составляет 10-30 средних диаметров частиц порошка, а его диаметр на 12-40 средних диаметров частиц порошка меньше диаметра диска, осуществляют одноосное прессование со скоростью 0,1 мм/с и выдержкой при максимальном давлении 20-60 с, при этом часть торцевой поверхности диска прессуют через эластичный элемент, а периферийную часть поверхности диска с фаской прессуют металлической поверхностью пуансона, и прессовку спекают. Эластичный элемент выполнен из полиуретана. Прессование ведут с обеих сторон диска. Изобретение поясняется чертежами фиг. 1-3. На фиг. 1 изображен чертеж прессформы в разрезе, поясняющий способ изготовления пористого диска по основному пункту формулы изобретения при условии установки эластичного упругого материала заподлицо с торцовой поверхностью верхнего пуансона. На фиг. 2 - вариант изготовления диска при условии установки эластичного упругого материала с заглублением на величину а в верхнем и нижнем пуансонах. Обозначения на фиг. 1 и 2 1 - матрица 2 - верхний пуансон 3 - эластичный упругий материал 4 - прессуемый диск 5 - нижний пуансон. На фиг. 3 - пористые диски трех типов 1 - изготовленный без использования эластичного упругого материала (в металлической пресс-форме) 2 - вариант исполнения с заглублением эластичного упругого материала в поверхности пуансонов 3 - вариант исполнения с установкой эластичного упругого материала заподлицо с поверхностью пуансонов. Пористый диск (фиг. 1) прессуют из порошка металла, например титана, коррозионностойкой стали и т.п. таким образом, чтобы центральная часть диска прессовалась через эластичный упругий материал, а край - металлическим пуансоном. Диаметр эластичного упругого материалана 12-40 средних диаметров частиц порошка меньше диаметра диска (пуансона) . При диаметременьше диаметрана менее чем 12 средних диаметров частиц прочность края диска повышается незначительно, невозможно также при этом гарантировать отсутствие утечек газа или жидкости через эту зону, минуя уплотнение. При диаметременьше диаметраболее чем на 40 средних диаметров частиц становится заметным уменьшение проходного сечения проницаемой части диска,уменьшение его пропускной способности в целом, а также становится заметным различие в проницаемости краевой и центральной части прессуемого диска. 9494 1 2007.08.30 Толщинуэластичного упругого материала выбирают в пределах 10-30 средних диаметров частиц прессуемого порошка. При толщине менее 10 средних диаметров частиц эффект возрастания общей проницаемости диска незначителен, а неравномерность ее распределения по площади диска достаточно велика и сопоставима с традиционной технологией прессования в металлической пресс-форме. При толщине более 30 средних диаметров частиц становится заметным разность толщины диска Н на отдельных участках и достигаемое его качество идентично прототипу. Поверхность эластичного материала устанавливают заподлицо с торцовой поверхностью пуансона либо заглубляют на величину до 3 средних диаметров частиц в пуансон. При установке эластичного материала с выступом за пуансон не достигается задача изобретения - край (периферия) диска получается недостаточно плотным, рыхлым и непрочным, разрушается в процессе изготовления. При заглублении эластичного материала более чем на 3 средних диаметра частиц прессуемого порошка в пуансон становится заметным различие свойств центральной части и краевой, в том числе и проницаемости. Прессование можно вести с выдержкой на максимальном давлении 20-60 с, что позволяет выровнять напряжения в прессовке, получить изотропию пористости в ее объеме. Выдержка менее 20 с недостаточна для выравнивания напряжений и пористости в объеме прессовки, а выдержка более 60 с нецелесообразна с точки зрения ограничения производительности процесса изготовления диска. В качестве эластичного упругого материала можно использовать полиуретан. Данный эластичный материал обладает высоким модулем упругости и хорошей износостойкостью при трении о него частиц порошка. Скорость нагружения в процессе прессования можно выбирать в пределах 0,11,0 мм/с. При скорости нагружения менее 0,1 мм/с ограничивается производительность процесса изготовления диска, а при скорости больше 1,0 мм/с могут блокироваться участки с относительно более плотной засыпкой частиц, что приведет затем к структурной неоднородности и неравномерности проницаемости по площади диска. Прессование через эластичный упругий материал ведут с обеих сторон прессовки. Как показано в нашей работе 6, используя различного рода эластичные прокладки (полимерную пленку, пластины из резины, полиуретана, полимерные покрытия на поверхности пуансона и т.п.), можно существенно повысить общую проницаемость изделия и особенно ее равномерность по изделиям большой площади - листам, лентам, дискам и т.п. Указанный выше признак обеспечивается специальной конструкцией формующего инструмента(обоих или, по меньшей мере, одного пуансона) - фиг. 2. Предлагаемый способ осуществляется следующим образом. В пресс-форму, в один или в оба пуансона которой вмонтированы вставки из эластичного упругого материала, размеры которых выбраны из указанных выше соотношений,засыпают порошок металла, прикладывают давление со скоростью, оптимальные пределы которой также указаны выше. Максимальное давление прессования выбирают, исходя из требований обеспечения оптимального сочетания прочности и пористости (проницаемости). Затем прессовку спекают при температурах, оптимальных для выбранной марки и грансостава порошка. Пример. Порошок титана марки ПТХ 2-1 с губчатой формой частиц размерами 0,063-0,1 мм засыпают в пресс-форму с внутренним диаметром матрицы 100 мм, схема которой представлена на фиг. 1 и 2. Затем плавно увеличивают давление до величины 80-100 МПа. Выдерживают при этом давлении 20-60 с, уменьшают давление до нуля и выпрессовывают заготовку толщиной 2,8-3,1 мм. Затем прессовку спекают при температуре 10801120 С в течение 40-60 мин в вакууме. После спекания определяют основные свойства ППМ. При этом для характеристики качества и равномерности проницаемости по площади диска использована разработанная нами ранее методика контроля локальной прони 4 9494 1 2007.08.30 цаемости 7. В таблице приведены свойства ППМ при различном объемном содержании гранул карбамида и давлении прессования. Аналогичные результаты получены для ППМ,изготовленных из порошка коррозионно-стойкой стали с размерами частиц 0,2-0,315 мм. Параметры вставки из эластичного упругого материала Параметры диска из ППМ СреднеквадРазность ратичное отКоэффициент Толщина ЗаглублеПорисдиаметров клонение Большая разнотолщинность С выступом частичное разрушение кромки Результаты показывают, что при только оптимальных режимах изготовления обеспечивается достижение задачи изобретения. Предложенный способ может быть использован для изготовления дисков из ППМ, используемых для диспергации озоно-воздушной смеси в воде при ее очистке и обеззараживании для подачи воздуха в аэротенки для вдува кислорода при проведении реакций окисления химического синтеза и в биотехнологии для фильтрации жидкостей и газов. Источники информации 1. А.с. СССР 1092008, МПК 722 3/12, 1984. 2. Белов С.В. Пористые металлы в машиностроении. - М. Машиностроение, 1981. 3. А.с. СССР 1217578, МПК 722 3/10, 1986. 4. А.с. СССР 827267, МПК 722 3/10, 1981. 5. 40 лет порошковой металлургии в Республике Беларусь. - Мн. Ковчег, 2000. С. 161, 169. 6. Шелег В.К., Савич В.В. Влияние технологии изготовления пористых порошковых материалов на их капиллярные свойства // Порошковая металлургия. - 1996. -5/6. - С.30-39. 5 9494 1 2007.08.30 7. Капцевич В.М., Шелег В.К., Пилиневич Л.П., Савич В.В. и др. Метод контроля локальной проницаемости пористых порошковых материалов с использованием термоанемометра // Порошковая металлургия. - 1987 -7. - С. 60-63. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
Метки: порошков, способ, дисков, пористых, аэраторов, изготовления, металлов
Код ссылки
<a href="https://by.patents.su/6-9494-sposob-izgotovleniya-poristyh-diskov-aeratorov-iz-poroshkov-metallov.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пористых дисков аэраторов из порошков металлов</a>
Способ изготовления двухслойных пористых изделий
Номер патента: 2168
Опубликовано: 30.06.1998
Авторы: Гуревич А. А., Бокань Г. А., Капцевич В. М., Левченко С. Г., Кусин Р. А., Савич В. В.
МПК: B22F 7/02
Метки: изготовления, пористых, двухслойных, изделий, способ
Текст:
...(уайт-спирит). На слой связующего наносили распылением струей воздуха порошок никеля ПНЭ-1 с размером частиц меньше 0,05 мм. Между слоем порошка п другим формообразующим элементом пуансоном засыпали порошокт з ПНЭ-Ъ с размером частиц меньше 0,05 ММ. смешанныи с порообразователем мочеви ной фракции меньше 0,063 мм в объемном соотношении 11. Прессование полученной композиции проводили давлением 70 МПа. После снятия с пуансона прессовки...
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: способ, изделий, металлических, порошков, изготовления
Текст:
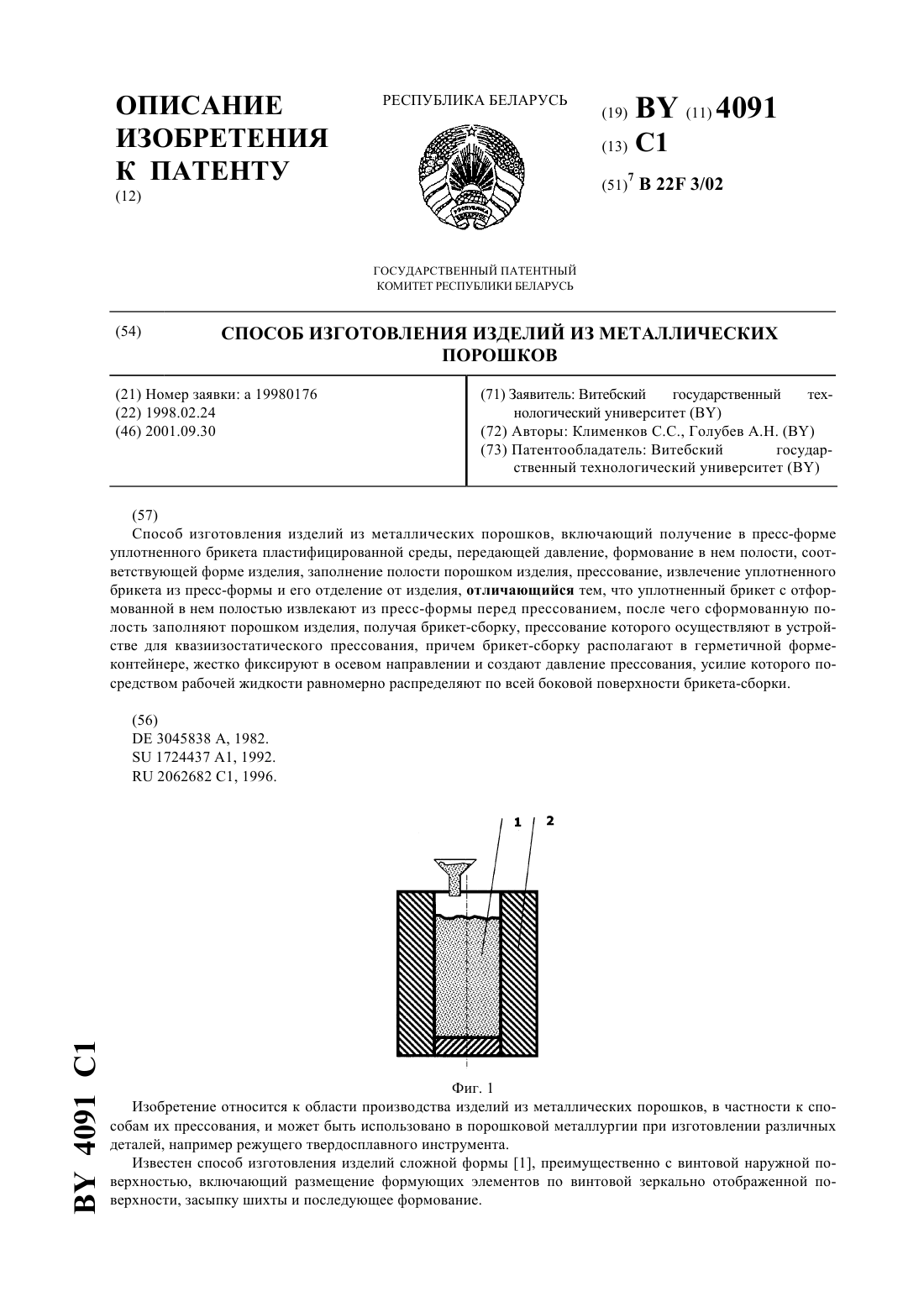
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Способ изготовления пористых изделий сложной формы
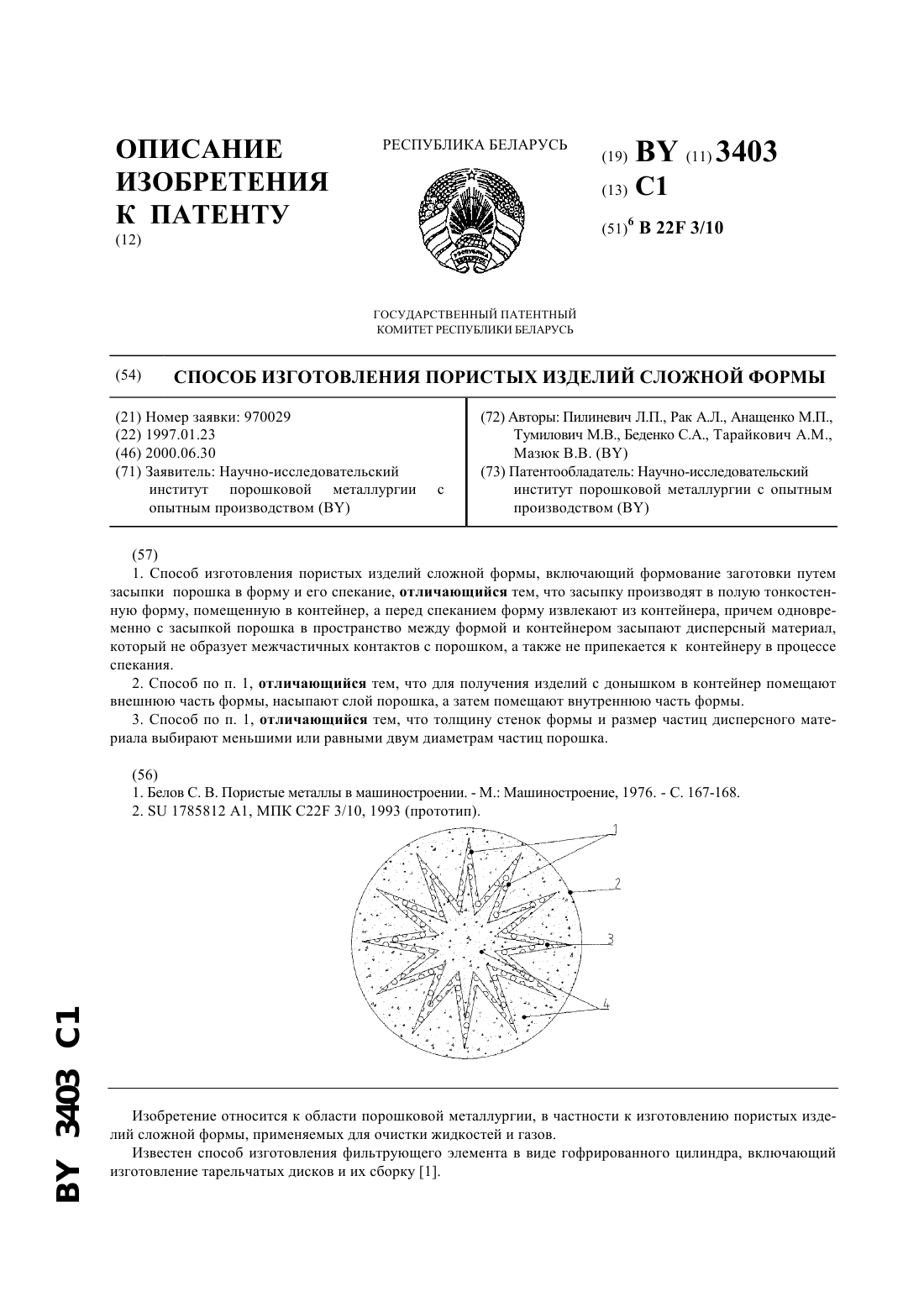
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Беденко Сергей Александрович, Рак Анатолий Леонидович, Мазюк Виктор Васильевич, Анащенко Михаил Петрович, Тарайкович Александр Михайлович, Тумилович Мирослав Викторович, Пилиневич Леонид Петрович
МПК: B22F 3/10
Метки: изготовления, сложной, изделий, способ, пористых, формы
Текст:
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Способ изготовления изделий из твердосплавных металлических порошков
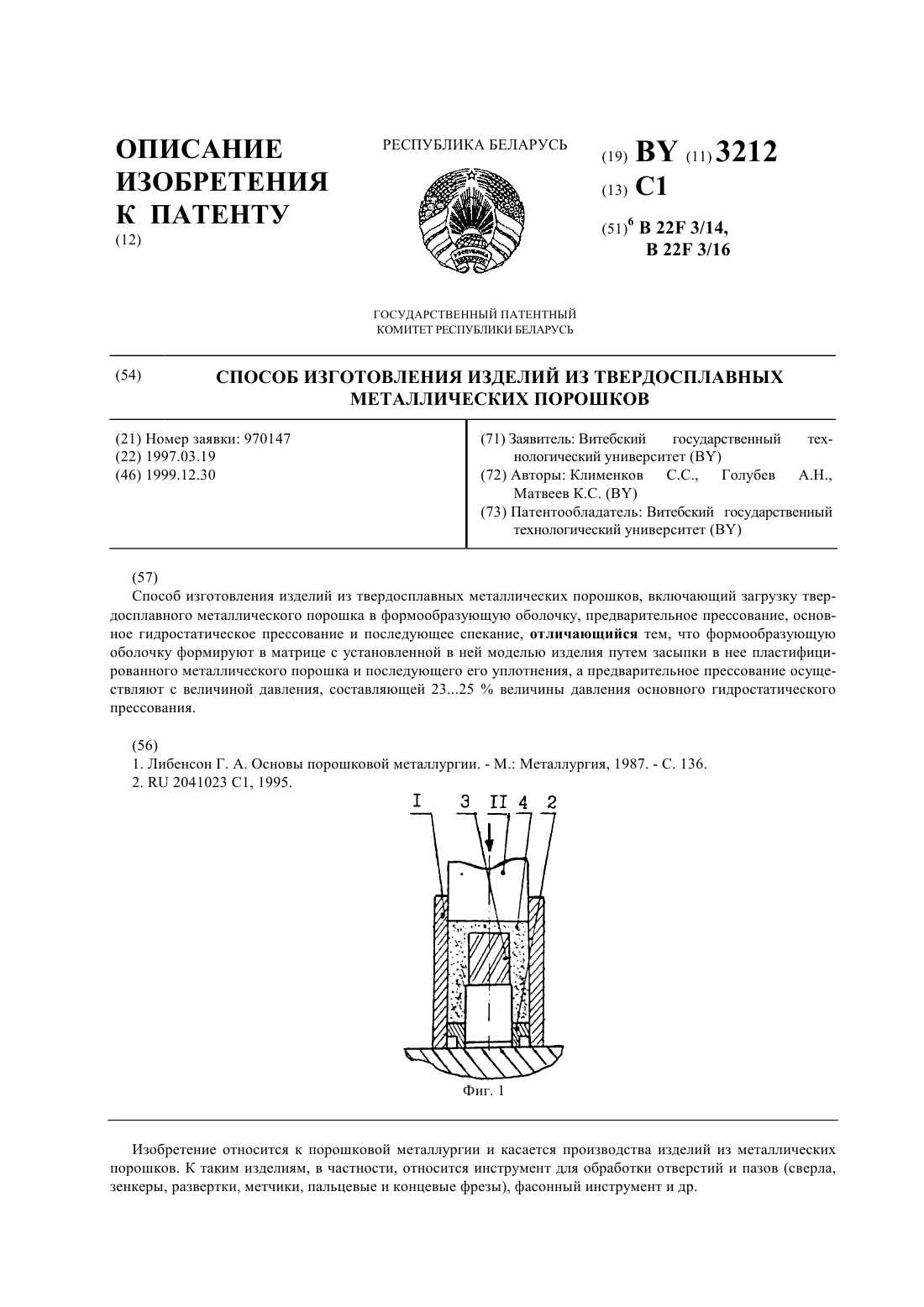
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Клименков Степан Степанович, Матвеев Константин Сергеевич, Голубев Алексей Николаевич
Метки: изделий, изготовления, твердосплавных, порошков, металлических, способ
Текст:
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Моисеенко Игорь Леонидович, Рабушко Сергей Борисович, Чавыкина Марина Евгеньевна, Тарусов Игорь Николаевич, Подкопаева Нина Львовна, Фридман Геннадий Рувимович, Горохов Валерий Михайлович, Звонарев Евгений Владимирович, Петровский Генрих Викентьевич
МПК: B22F 3/12
Метки: изделий, спеченных, металлических, порошков, способ, изготовления
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
Предыдущий патент: Устройство для определения мест повреждения изоляции подземных металлических трубопроводов
Следующий патент: Закрытый склад для сыпучих материалов