Способ изготовления щетинных изделий и устройство для его осуществления
Текст
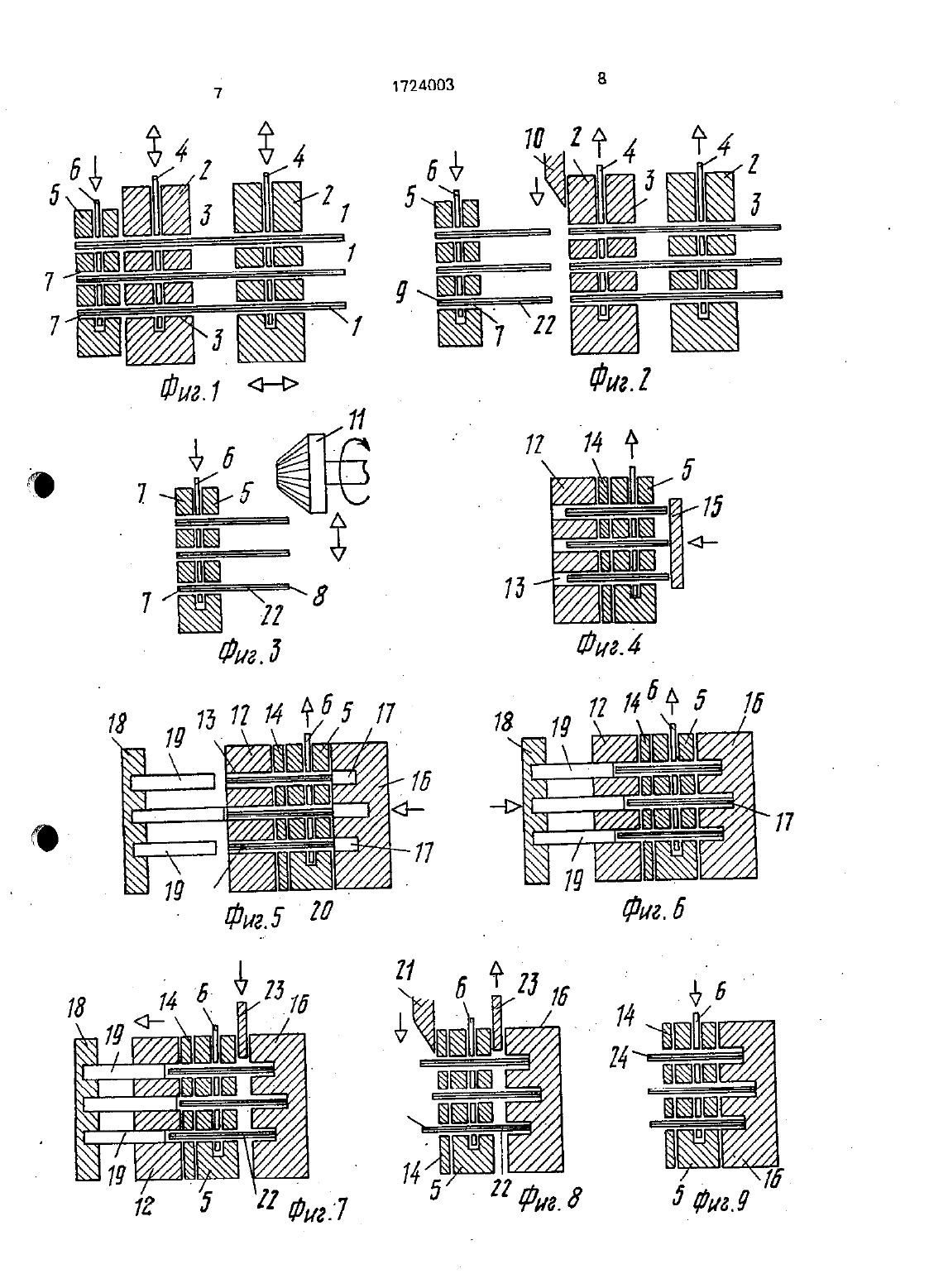
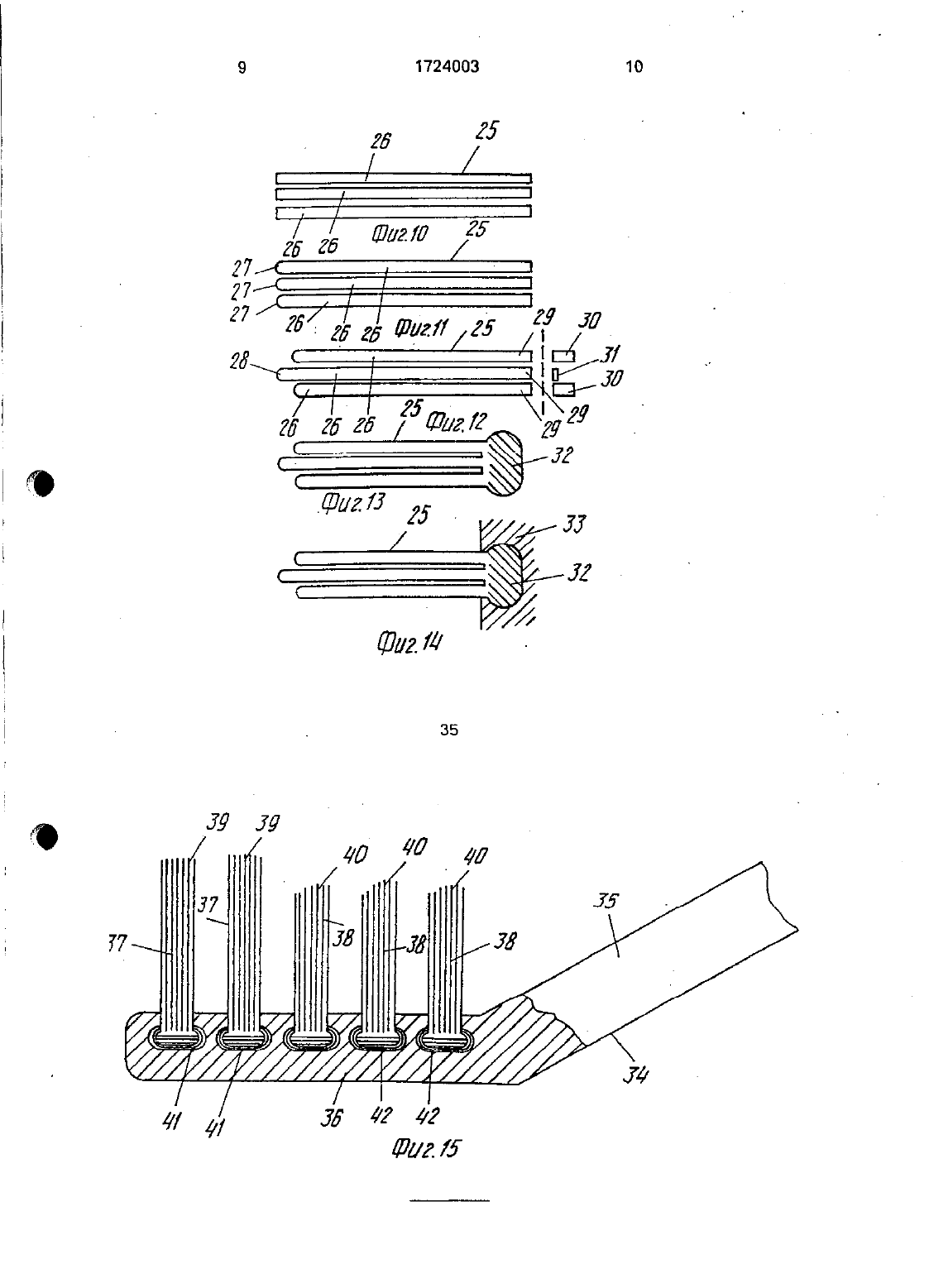
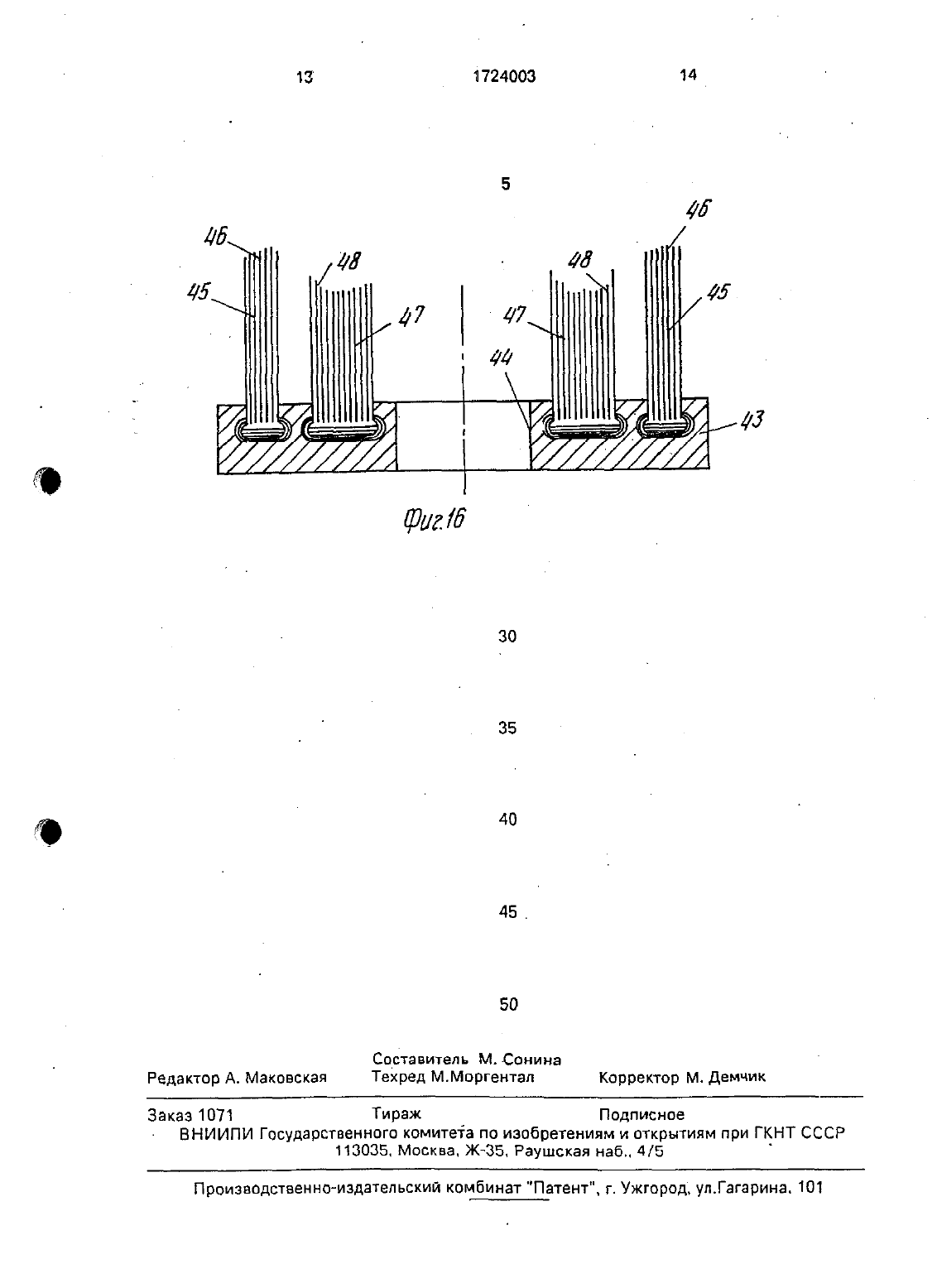
жимное приспособление 5 подлине жгута 1 для образования рабочих концов 8 и фиксируют нерабочие концы 9 в зажимном приспособлении 5. после чего ножом 10 отрезают от жгута 1 отдельный пучок в данном случае три куска). В каждом пучке на рабочем конце нити закругпяют путем механического (вращающимся рабочим органом 11 симметрично нити пучка) или химического воздействия. Размещают пучки в дополнительном направителе 12 сканалами 13 и режущей пластиной 14 и выравнивают рабочие концы пучков пластиной 15, которая перемещает пучки в каналы 13.Рабочим концам пучков придают определенную форму путем осевого смещения нитей куска рабочими концами из дополнительного направителя в форму 16. Подравнивают нерабочие концы. поспе чего закрепляют их в щетинодержателе не показан) и удаляют форму 16. освобождая рабоЧИе КОНЦЫ ПУЧКОБ.Устройство для осуществления данного способа содержит направитель 2 для подачи бесконечных жгутов 1 нитей с каналами 3 по числу жгутов 1. режущий механизм 10 для отделения пучков от жгутов. средство для удержания пучков при закреплении их нерабочих концов в щетинодержателе. зажимное приспособление 5. расположенное в ряд с направителем 2 по направлению подачи жгута. средство 11 для обработки рабочих концов нитей с приводом вращения. механизм придания определенной формы рабочему концу пучков. содержащий форму 16 с глухими отверстиями 17 по числу пучков и основание 18 с поршнями 19. установленными с возможностью осевого перемещения в каналах 13 и воздействия на нерабочие концы пучков до упора их рабочих концов в дно отверстий 17 формы 16.Устройство имеет дополнительный направитель 12 для размещения нерабочих концов пучков И средство поступательного перемещения пучков в каналах 13 в виде пластины 15 для размещения их концов заподлицо с торцами 20 зажимного приспособления 5 и дополнительного направителя 12. Последний имеет каналы 13 по числу жгутов 1. Число поршней 19 основания 18 соответствует числу каналов 13 дополнительного направителя 12. Поршни 19 имеют РЭЗНУЮ ДЛИНУ. СООТВВТСТВУЮЩШО ПУТИ перемещения пучка в канале 3 направителя 2. зажимное приспособление 5 расположено в ряд с направитвлем 22 по направлению подачи жгута 1, а режущий механизм 10 перед зажимным приспособлением 5. Средство 11 для обработки рабочих концов расположено перед зажимным приспо 10соблением 5 по отношению к направлению подачи жгута. Основание 18 с поршнями 19 и дополнительный направитель 12 установлены в ряд за зажимным приспособлением 5 и формой 16 для получения длины нерабочих концов пучков, необходимой для закрепления их в щетинодержателе для подравнивания нерабочих концов предусмотрен нож 21.Пучок нитей обозначен позицией 22. Для получения окончательной длины пучка 22 дополнительно предусмотрена распорная пластина 23 между зажимным приспособлением 5 и формой 16. Пучки 22 при открытом зажимном приспособлении 5 перемещаются в направлении их конца с рабочей стороны, в то время как держатель 18 с поршнями 19 и форма 16 при неподвижном зажимном приспособлении 5 дополнительного направителя 12 перемещаются синхронно (фил) вправо. Благодаря этому между зажимным приспособлением 5 и формой 16 образуется зазор. в который входит распорная пластина 23. Она имеет пазы. например шлицы или т.п через которые проходят пучки нитей. После повторного зажима пучков с помощью толкателя б в зажимном приспособлении 5 происходит отрезка их ножом 21.Затем распорная пластина 23 выходит из зазора между зажимным приспособлением 5, и формой 16 (фигдв). Форма 16 движется в направлении эажимного приспособления 5. пока не натолкнется на него. Пучки нитей концами 24 со стороны закрепления выступают над режущей пластиной 14 на одинаковую длину (фигЗ). В этом положении концы 24 соединяют со щетинодержателем (не показан) известным способом.На фиг. 10-14 показан отдельный пучок щетины 25 на основании трех отдельных щетин 26, лежащих в плоскости чертежа. Предварительно отрезанная и собранная в пучок 25 щетина 26 (фиг. 10) сначала зажимается и отделывается на концах 27 в виде закругления (фиг. 11). Отдельные щетины 26 оконтуривают. когда они с помощью оконтуренного поршня перемещаются в направляющем канале. так, что например. средняя щетина 26 (большее количество щетин в средней части пучка 25)выступает своим концом 28 над остальной щетиной (фит 2). штриховой линией на фиг. 12 показан разрез для образования концов со стороны 29 закрепления, а позициями 30. 31 различные по длине отрезки, получаемые при отрезании.После оконтуривания щетину 2 б в пучке 25 фиксируют. расплавляя в утолщение 32(фиг.13). На следующей рабочей операцииэто утолщение закрепляют внутри щетинодержателя 33, например. посредством впрыскивания. вспенивания или вставкиНа фиг 15 показана зубная щетка 34,задняя сторона 36 которой. выполненная заодно с ручкой 35. изготовлена из пластмассы. Она имеет пучки щетин 37 и 38 различной длины, концы которых с рабочих сторон 39. 40 соответственно лежат в окон туренной огибающей поверхности и в своюочередь оконтурены. Концы щетин 37 и 38 аналогичны описанным по фиг. 13. 14 и могут быть закреплены посредством утолщений 41. 42 соответственно на задней стороне 36 зубной щетки 34.На фиг. 16 показана круглая щетка 43. используемая для ухода за зубами и при помощи аксиальной опоры 44 наезженная на приводной аал (непоказан). Круглая щетка 43 имеет внешний щетинный венец из пучков 45. которые на концах с рабочей стороны 45 оконтурены выпукло. и внутренний щетинный венец из пучков 47. которые на концах с рабочей стороны 48 оконтурены вогнуто.1. Способ изготовления щетиннык изделий из синтетических нитей путем подачи жгута параллельных одна дРУгой длинномерных синтетических нитей в направитель,отрезания от жгута отдельного пучка нитей и закрепления нерабочих концов нитей пучка а щетинодержателе. о тл и ч а ю щ и й с я тем. что. с целью повышения качества получаемых изделий. одновременно с подачей жгута з направитель его проводят через зажимное приспособление. расположенное в зоне отрезания. а перед отрезанием жгута осуществляют перемещение зажимного приспособления из зоны отрезания по длине жгута для образования рабочих концов нитей. и фиксацию нерабочего конца пучка в зажимном приспособлении. после чего производят закругление нитей на рабочем конце пучка путем механического воздействия вращающимся рабочим органом симметрично нити пучка или путем химического воздействия. затем размещают пучки в дополнительном направителе с выравниванием рабочих концов кусков. придают рабочим концам пучков определенную форму путем осевого смещения нитей пучка рабочими концами из дополнительного направителя в форму, подравнивают нерабочие концы, после чего осуществляют олерацию закрепления нерабочих концов нитей в щетинодержателе и удаляют форму. освобождая рабочие концы пучков.2. Устройство для изготовления щетинных изделий из синтетических нитей. содержащее направитель для подачи бесконечных жгутов нитей с каналами по числу жгутов. режущий механизм для отделения пучков от жгутов и средство для удержания пучков при закреплении их нерабочих концов в щетинодержателе. о тл и ч аю щ е е с я тем, что. с целью повышения качества изделий. оно снабжено зажимным приспособлением, расположенным в ряд с направителем по направлению подачи жгута. средством для обработки рабочих концов нитей с приводом вращения. механизмом придания определенной формы рабочему концу пучков. содержащим форму с глухими отверстиями по числу пучков. основание с поршнем, установленным с возможностью осевого перемещения в канале направителя и воздействия на нерабочие концы пучков до упора их рабочих концов в дно отверстий формы. дополнительным направъдтелем для размещения нерабочих концов пучков и средством поступательного перемещения пучков в-каналах для размещения их концов заподлицо с торцами зажимного приспособления и дополнительного напрааителя.3. Устройство по п.2. о т л и ч а ю щ е ес я тем. что дополнительный направитель имеет каналы по числу жгутов. основание механизма придания определенной формы рабочему концу пучков содержит дополнительные поршни. при этом число поршней соответствует числу каналов дополнительного направителя, а поршни имеют разную длину. соответствующую разному пути перемещения пучка в канале направителя.4. Устройство по п.2. о т п и ч а ю щ е ес я тем, что зажимное приспособление расположено вряд с направителем по направлению подачи жгута. а режущий механизм расположен перед зажимным приспособлением.5. Устройство по п.2, о т л и ч а ю щ е ес я тем, что средство для обработки рабочих концов расположено перед зажимным приспособлением по отношению к направлению подачи жгута.б. Устройство по под и 3.0 т л и ч а юЩ е е с.я тем. что основание с поршнем и дополнительный нгправитель установлены в ряд за зажимным приспособлением по отношению к направлению подачи жгута.7. Устройство по пп. 1-6. о т л и ч а ЮЩ е е с я тем. что оно имеет распорную пластину. установленную между зажимным приспособлением и формой для получения длины нерабочих концов пучков, необходимой для закрепления в щетинодержатель.
МПК / Метки
МПК: A46B 3/04
Метки: способ, щетинных, устройство, изготовления, осуществления, изделий
Код ссылки
<a href="https://by.patents.su/6-472-sposob-izgotovleniya-shhetinnyh-izdelijj-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления щетинных изделий и устройство для его осуществления</a>
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Лев Григорьевич, Павлов Анатолий Львович
МПК: B21H 1/00
Метки: изделий, способ, преимущественно, изготовления, кулачковых, валов
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Способ изготовления трубчатых полимерных изделий
Номер патента: 220
Опубликовано: 30.12.1994
Авторы: Горелик А. Л., Корюков В. П.
МПК: B29D 23/22, B29C 67/14
Метки: полимерных, изделий, трубчатых, способ, изготовления
Текст:
...размер, ЦЕННЫЙ ВНУТВВННВМУ диаметру КОЛЬЦВВЫХсекций и высоту на 100 мм меньше длины водопропускной трубы. устанавливают на нижнюю плиту 6 с теплоиаолятором 7 и соединяют секции между собой. концентрич НО УКЛЭДЫВЭЯ на ПЛИТУ 5 КОЛЬЦВВЪЮ СЕКЦИИ1 вплотную одна к другой. затем сжимают их с помощью гидроцилиндра 8 и верхней плиты 9 с теппоизолятором 7 в осевом направпении с заданной удельной нагрузкой. например 540 МПа (меньшее значение для...
Способ изготовления трубчатых полимерных изделий
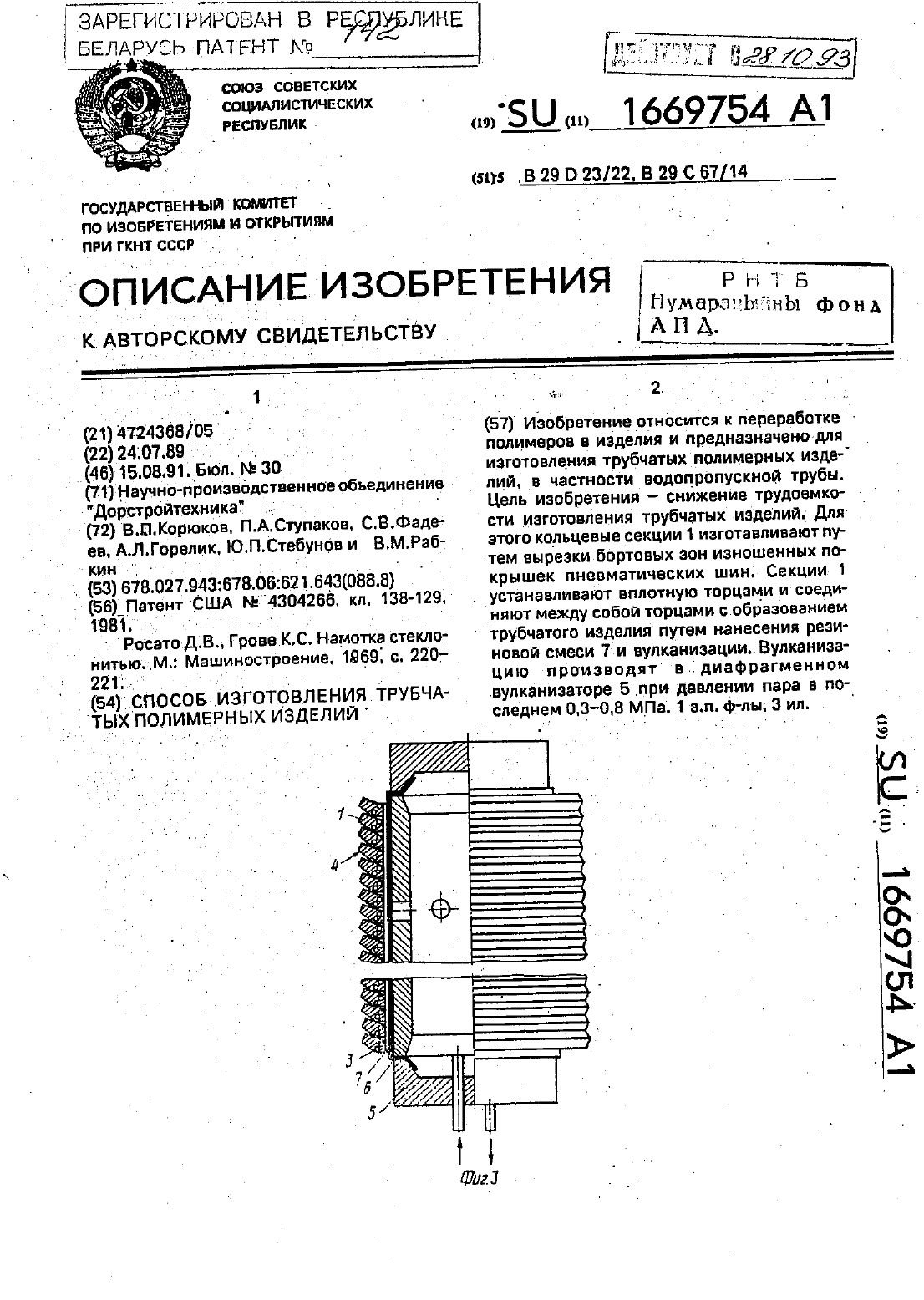
Номер патента: 142
Опубликовано: 30.09.1994
Авторы: Горелик А. Л., Корюков В. П., Ступаков П. А., Рабкин В. М., Стебунов Ю. П., Фадеев С. В.
МПК: B29C 67/14, B29D 23/22
Метки: трубчатых, изделий, способ, полимерных, изготовления
Текст:
...давлениивоздействием давления и нагрева резино- вая смесь заполняла зазоры между торцамисекций 1 и покрывалаих внутренней повер 45хности. соединяя секции между собой с об-раз-ованием трубучатого изделия водопропускной трубы и осуществлением вулканизации.После окончания вулканизации прекра- ащапи подачу пара в диафрагму 6. удаляли из нее конденсат и снимали готовую трубу.По результатам испытаний полученной трубы в соответствии с ГОСТ 6482-0-79...
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Бирюков Б. А., Фетисов В. П., Феоктистов Ю. В., Ненашев А. В., Веденеев А. В.
Метки: изделий, способ, изготовления, витых
Текст:
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Способ изготовления длинных макаронных изделий
Номер патента: 505
Опубликовано: 30.03.1995
Авторы: Фридрих Эггер, Иосеф Мансер, Вернер Сейлер
МПК: A23L 1/16
Метки: способ, длинных, изделий, макаронных, изготовления
Текст:
...выделение влаги на поверхности длинны макарон нык изделий. При обработке длинным . макаронных изделий в климатическнх.зо пак получается более высокий эффект,если часть потока воздуха направлена вертикально по отношению к длинным макаронным изделиям, а часть воздуха. 50 турбосистемы вводится в каналы, рас положенные внутри и вне сушильной камеры, и выводится из них в целях управления параметрами в соответствыходящее из первой...
Предыдущий патент: Гербицидная композиция
Следующий патент: Устройство предварительного подогрева жидкого топлива для нагревателя мобильной машины
Случайный патент: Способ производства творога