Кристаллизатор для непрерывно-циклического литья полых заготовок методом намораживания
Текст
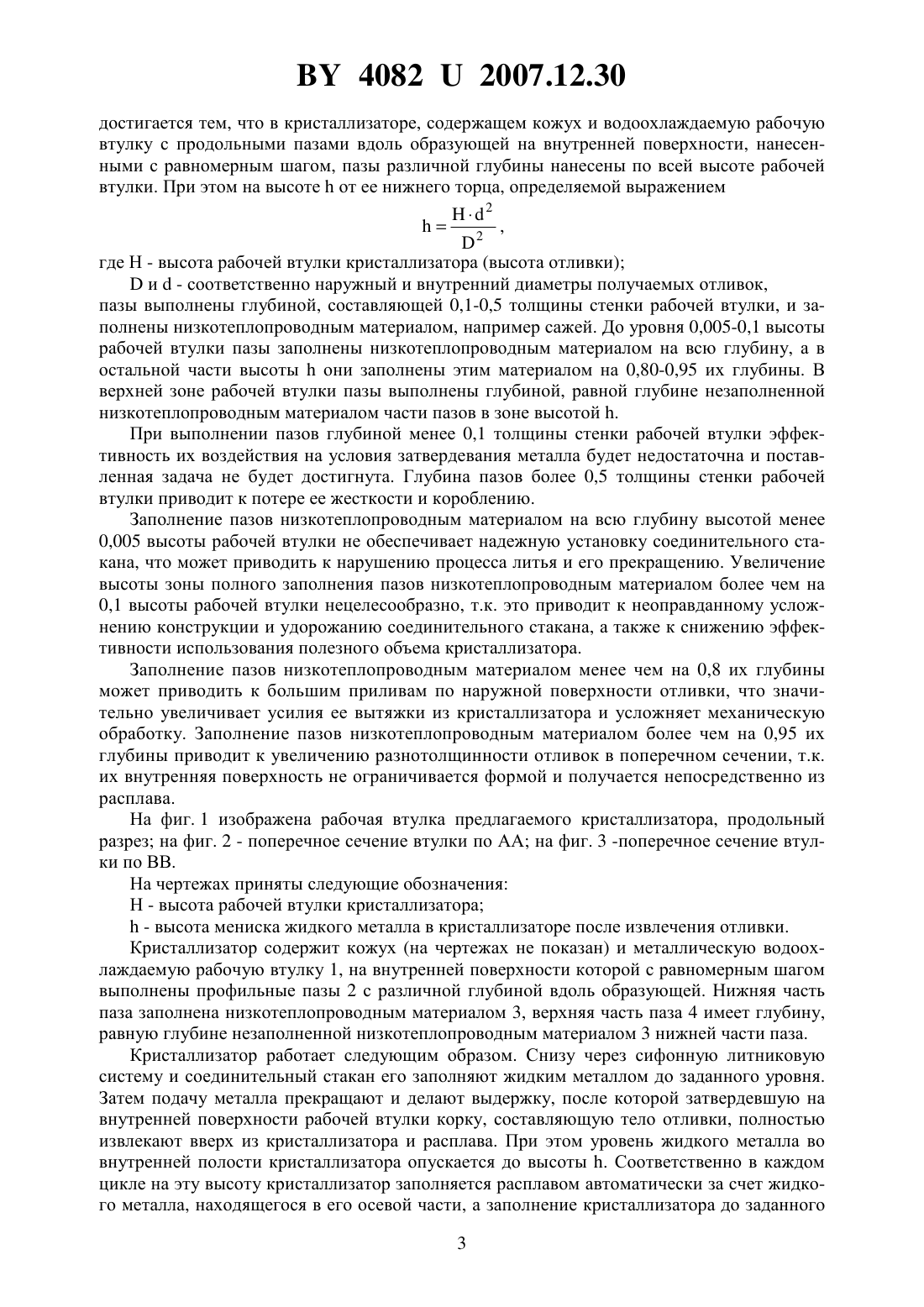
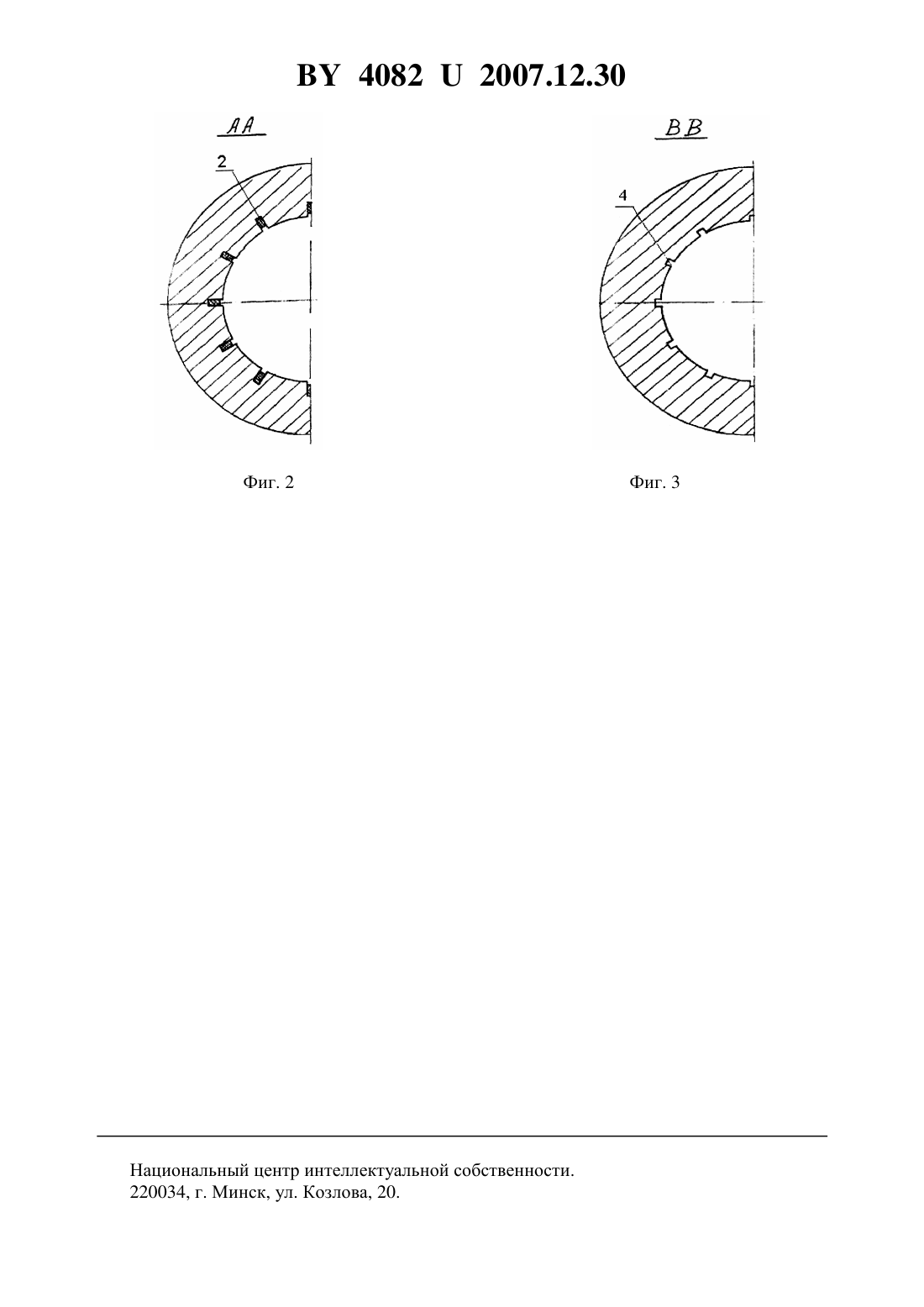
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПОЛЫХ ЗАГОТОВОК МЕТОДОМ НАМОРАЖИВАНИЯ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Автор Бевза Владимир Федорович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Кристаллизатор для непрерывно-циклического литья полых заготовок методом намораживания, содержащий кожух и водоохлаждаемую рабочую втулку с продольными пазами вдоль образующей на внутренней поверхности, нанесенными с равномерным шагом,отличающийся тем, что пазы нанесены по всей высоте рабочей втулки с различной глубиной, при этом на высотеот нижнего торца рабочей втулки, определяемой выражением 2,2 где Н - высота рабочей втулки кристаллизатораи- соответственно наружный и внутренний диаметры получаемых отливок, Фиг. 1 40822007.12.30 они выполнены глубиной, составляющей 0,1-0,5 толщины стенки рабочей втулки, и заполнены низкотеплопроводным материалом, например сажей, причем до уровня 0,005-0,1 высоты Н рабочей втулки пазы заполнены низкотеплопроводным материалом на всю глубину, в остальной части высотыони заполнены этим материалом на 0,80-0,95 их глубины, а в верхней зоне рабочей втулки (-) пазы выполнены глубиной, равной глубине незаполненной низкотеплопроводным материалом части пазов в зоне высотой .(56) 1. Специальные способы литья Справочник / Под общей ред. акад. АН УССР В.А. Ефимова. - М. Машиностроение. - 1991. - С. 581-582. 2. Патент Великобритании 1124253, МПК 722 7/06,22 11/02. Техническое решение относится к литейному производству, в частности к непрерывно-циклическому литью полых заготовок из черных и цветных сплавов методом намораживания (направленного затвердевания). Известен кристаллизатор для циклического литья, содержащий кожух и рабочую втулку с продольными пазами на внутренней поверхности вдоль образующей глубиной 0,31,0 мм, нанесенными с шагом 5-20 мм 1. Использование описанного кристаллизатора для непрерывно-циклического литья полых заготовок намораживанием приводит к значительной осевой разнотолщинности отливок. Кроме того, в процессе разливки пазы могут заполняться расплавом, который затвердевает в контакте с рабочим буртом стакана,соединяющего металлопровод с кристаллизатором, и при извлечении каждой отливки способствует локальному скалыванию материала бурта в зоне паза. Это может приводить к полному разрушению стакана и прекращению процесса литья. Наиболее близкой по технической сущности является форма для непрерывной разливки 2. Форма, используемая в вертикальном положении для непрерывной разливки чугуна и стали, имеет на внутренней поверхности вертикальные пазы глубиной 4,0 мм и шириной 0,2-0,8 мм. Пазы расположены равномерно по внутренней поверхности стенок формы с интервалом от 5 до 50 мм и выполнены в зоне контакта стенки формы с жидким металлом. Они начинаются на 10-50 мм ниже верхнего торца формы и оканчиваются ниже уровня поверхности жидкого металла. Техническое решение, изложенное в настоящем патенте, направлено на устранение коробления, деформации и продольных трещин в стенках формы на уровне поверхности расплавленного металла. Основным недостатком описанной формы является то, что вертикальные пазы на внутренней поверхности выполнены в верхней половине по высоте формы. В связи с тем,что ширина пазов очень мала (не превышает 0,8 мм), они не заполняются жидким металлом и между наружной поверхностью затвердевающего слитка и стенкой формы в месте пазов образуется воздушный зазор, коэффициент теплопроводности которого в сотни раз меньше, чем у металлов. Поэтому наличие пазов увеличивает термическое сопротивление стенок формы в верхней зоне по сравнению с нижней, где пазы отсутствуют. Соответственно это снижает интенсивность теплоотвода и скорость затвердевания металла в верхней части формы. В связи с этим форма описанной конструкции не может быть использована для непрерывно-циклического литья заготовок намораживанием, так как уменьшение скорости затвердевания металла в верхней части формы по сравнению с нижней обусловливает получение отливок с большой разнотолщинностью стенки в осевом направлении, что повышает припуски на механическую обработку и снижает выход годного литья. Технической задачей, на решение которой направлена настоящая полезная модель, является устранение разнотолщинности отливок в осевом направлении. Технический результат заключается в повышении выхода годного литья. Поставленная задача 40822007.12.30 достигается тем, что в кристаллизаторе, содержащем кожух и водоохлаждаемую рабочую втулку с продольными пазами вдоль образующей на внутренней поверхности, нанесенными с равномерным шагом, пазы различной глубины нанесены по всей высоте рабочей втулки. При этом на высотеот ее нижнего торца, определяемой выражением 2,2 где Н - высота рабочей втулки кристаллизатора (высота отливки)и- соответственно наружный и внутренний диаметры получаемых отливок,пазы выполнены глубиной, составляющей 0,1-0,5 толщины стенки рабочей втулки, и заполнены низкотеплопроводным материалом, например сажей. До уровня 0,005-0,1 высоты рабочей втулки пазы заполнены низкотеплопроводным материалом на всю глубину, а в остальной части высотыони заполнены этим материалом на 0,80-0,95 их глубины. В верхней зоне рабочей втулки пазы выполнены глубиной, равной глубине незаполненной низкотеплопроводным материалом части пазов в зоне высотой . При выполнении пазов глубиной менее 0,1 толщины стенки рабочей втулки эффективность их воздействия на условия затвердевания металла будет недостаточна и поставленная задача не будет достигнута. Глубина пазов более 0,5 толщины стенки рабочей втулки приводит к потере ее жесткости и короблению. Заполнение пазов низкотеплопроводным материалом на всю глубину высотой менее 0,005 высоты рабочей втулки не обеспечивает надежную установку соединительного стакана, что может приводить к нарушению процесса литья и его прекращению. Увеличение высоты зоны полного заполнения пазов низкотеплопроводным материалом более чем на 0,1 высоты рабочей втулки нецелесообразно, т.к. это приводит к неоправданному усложнению конструкции и удорожанию соединительного стакана, а также к снижению эффективности использования полезного объема кристаллизатора. Заполнение пазов низкотеплопроводным материалом менее чем на 0,8 их глубины может приводить к большим приливам по наружной поверхности отливки, что значительно увеличивает усилия ее вытяжки из кристаллизатора и усложняет механическую обработку. Заполнение пазов низкотеплопроводным материалом более чем на 0,95 их глубины приводит к увеличению разнотолщинности отливок в поперечном сечении, т.к. их внутренняя поверхность не ограничивается формой и получается непосредственно из расплава. На фиг. 1 изображена рабочая втулка предлагаемого кристаллизатора, продольный разрез на фиг. 2 - поперечное сечение втулки по АА на фиг. 3 -поперечное сечение втулки по ВВ. На чертежах приняты следующие обозначения Н - высота рабочей втулки кристаллизатора- высота мениска жидкого металла в кристаллизаторе после извлечения отливки. Кристаллизатор содержит кожух (на чертежах не показан) и металлическую водоохлаждаемую рабочую втулку 1, на внутренней поверхности которой с равномерным шагом выполнены профильные пазы 2 с различной глубиной вдоль образующей. Нижняя часть паза заполнена низкотеплопроводным материалом 3, верхняя часть паза 4 имеет глубину,равную глубине незаполненной низкотеплопроводным материалом 3 нижней части паза. Кристаллизатор работает следующим образом. Снизу через сифонную литниковую систему и соединительный стакан его заполняют жидким металлом до заданного уровня. Затем подачу металла прекращают и делают выдержку, после которой затвердевшую на внутренней поверхности рабочей втулки корку, составляющую тело отливки, полностью извлекают вверх из кристаллизатора и расплава. При этом уровень жидкого металла во внутренней полости кристаллизатора опускается до высоты . Соответственно в каждом цикле на эту высоту кристаллизатор заполняется расплавом автоматически за счет жидкого металла, находящегося в его осевой части, а заполнение кристаллизатора до заданного 40822007.12.30 уровня осуществляют путем подачи порции расплава через сифонную литниковую систему. Затем опять делают выдержку и цикл повторяется. Таким образом стенка кристаллизатора в каждом цикле приходит в контакт с жидким металлом по всей высоте рабочей втулки, при этом продолжительность затвердевания нижней части отливки высотойбольше времени затвердевания верхней части на промежуток времени, равный продолжительности заполнения кристаллизатора жидким металлом до заданного уровня после извлечения из него предыдущей отливки. Затвердевание (намораживание) металла и рост корки в радиальном направлении происходит с момента контакта расплава с внутренней поверхностью рабочей втулки кристаллизатора. При этом наличие пазов, заполненных низкотеплопроводным материалом в зоне высотой , значительно увеличивает термическое сопротивление стенки рабочей втулки кристаллизатора, что снижает скорость затвердевания металла в этой зоне по сравнению с верхней. Это компенсирует разницу во времени формирования верхней и нижней части отливки и способствует получению равномерной толщины стенки в продольном направлении (вдоль образующей). Благодаря тому, что в зоне установки соединительного стакана (на высоте 0,005-0,1 высоты рабочей втулки) пазы заполнены низкотеплопроводным материалом на всю глубину, затекание расплава между внутренней поверхностью рабочей втулки и рабочим буртом стакана исключается, что предотвращает его разрушение и повышает стабильность процесса литья. Наличие пазов на внутренней поверхности рабочей втулки кристаллизатора по всей ее высоте снижает термические напряжения в ней и ее склонность к короблению, что увеличивает ресурс работы кристаллизатора. Пример. Был изготовлен кристаллизатор со стальной рабочей втулкой диаметром 105,1 мм и толщиной стенки 12 мм для литья заготовок из чугуна высотой 230 мм со средней толщиной стенки 13 мм. На внутренней поверхности рабочей втулки было выполнено 33 паза шириной 1,0 мм с интервалом 10 мм. До уровня 130 мм от нижнего торца глубина пазов составляла 3,6 мм, а в верхней части - 0,6 мм. До высоты 2,5 мм от нижнего торца, что составляет 0,011 высоты рабочей втулки, пазы были заполнены сажей полностью, а в остальной части до уровня 130 мм они были заполнены сажей на глубину 3,0 мм, что составляет 0,833 глубины паза. Таким образом, свободная глубина пазов после их заполнения сажей и установки соединительного стакана составляла 0,6 мм по всей высоте рабочей втулки кристаллизатора. Использование кристаллизатора при литье чугуна обеспечивает снижение припуска на механическую обработку по внутренней поверхности заготовки на 15 . При разливке жидкого чугуна массой 600 кг увеличение выхода годного литья составляет 10,3 . Таким образом, предлагаемая конструкция кристаллизатора обеспечивает получение равномерной толщины стенки отливки в продольном направлении, что снижает припуск на механическую обработку и повышает выход годного литья. Кроме того, предлагаемое техническое решение способствует увеличению ресурса работы кристаллизатора и повышению стабильности процесса. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 11/04
Метки: намораживания, методом, непрерывно-циклического, полых, заготовок, кристаллизатор, литья
Код ссылки
<a href="https://by.patents.su/5-u4082-kristallizator-dlya-nepreryvno-ciklicheskogo-litya-polyh-zagotovok-metodom-namorazhivaniya.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для непрерывно-циклического литья полых заготовок методом намораживания</a>
Кристаллизатор для непрерывно-циклического литья намораживания
Номер патента: U 3539
Опубликовано: 30.04.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: кристаллизатор, намораживания, непрерывно-циклического, литья
Текст:
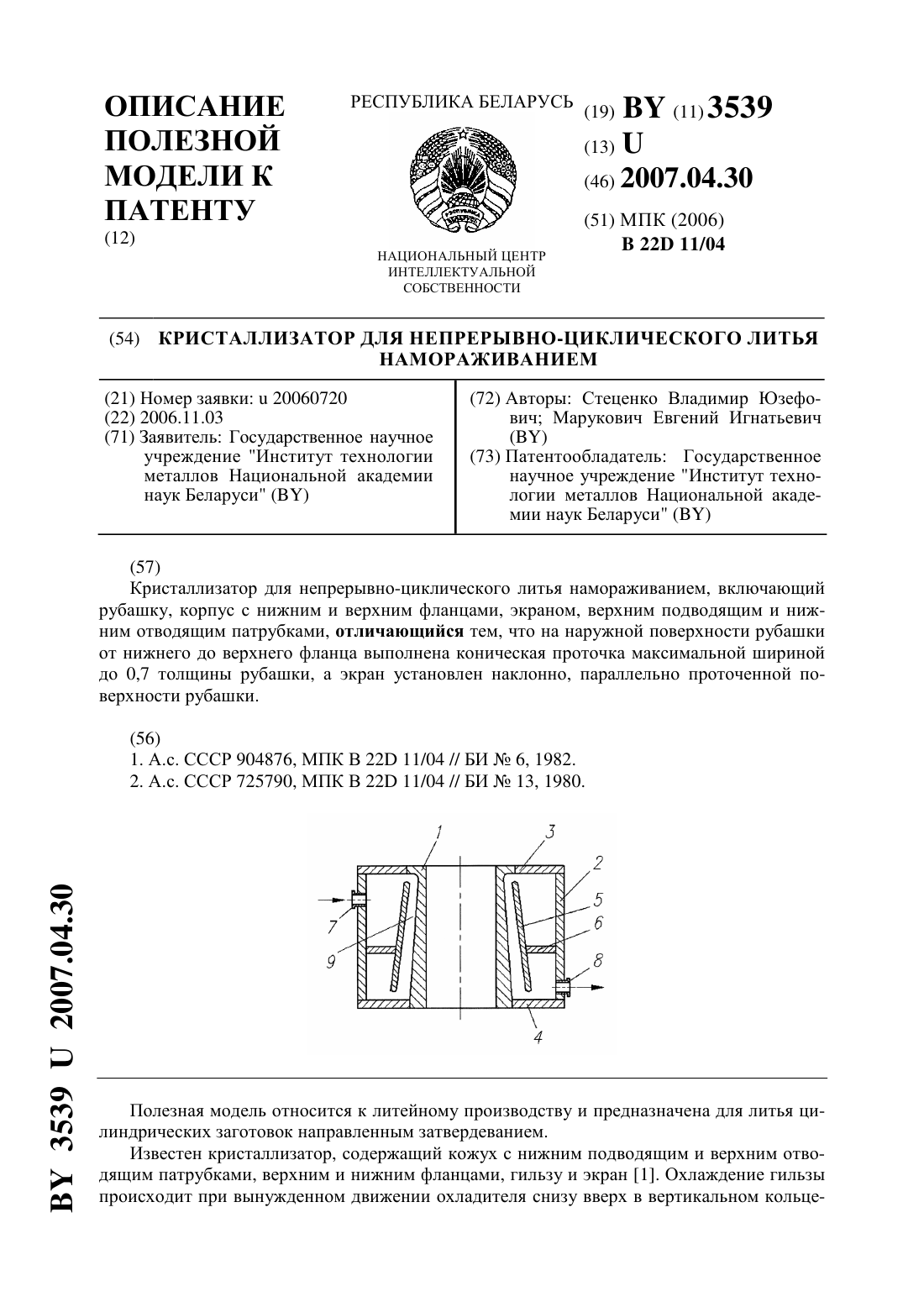
...результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывно-циклического литья намораживанием, включающем рубашку, корпус с нижним и верхним фланцами, экраном, верхним подводящим и нижним отводящим патрубками, на наружной поверхности рубашки от нижнего до верхнего фланца выполнена коническая проточка максимальной шириной до 0,7 толщины рубашки, а экран установлен...
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Марукович Евгений Игнатьевич, Груша Владимир Петрович, Попковский Виктор Александрович, Бевза Владимир Федорович
МПК: B22D 11/04
Метки: литья, чугуна, непрерывно-циклического, кристаллизатор, заготовок
Текст:
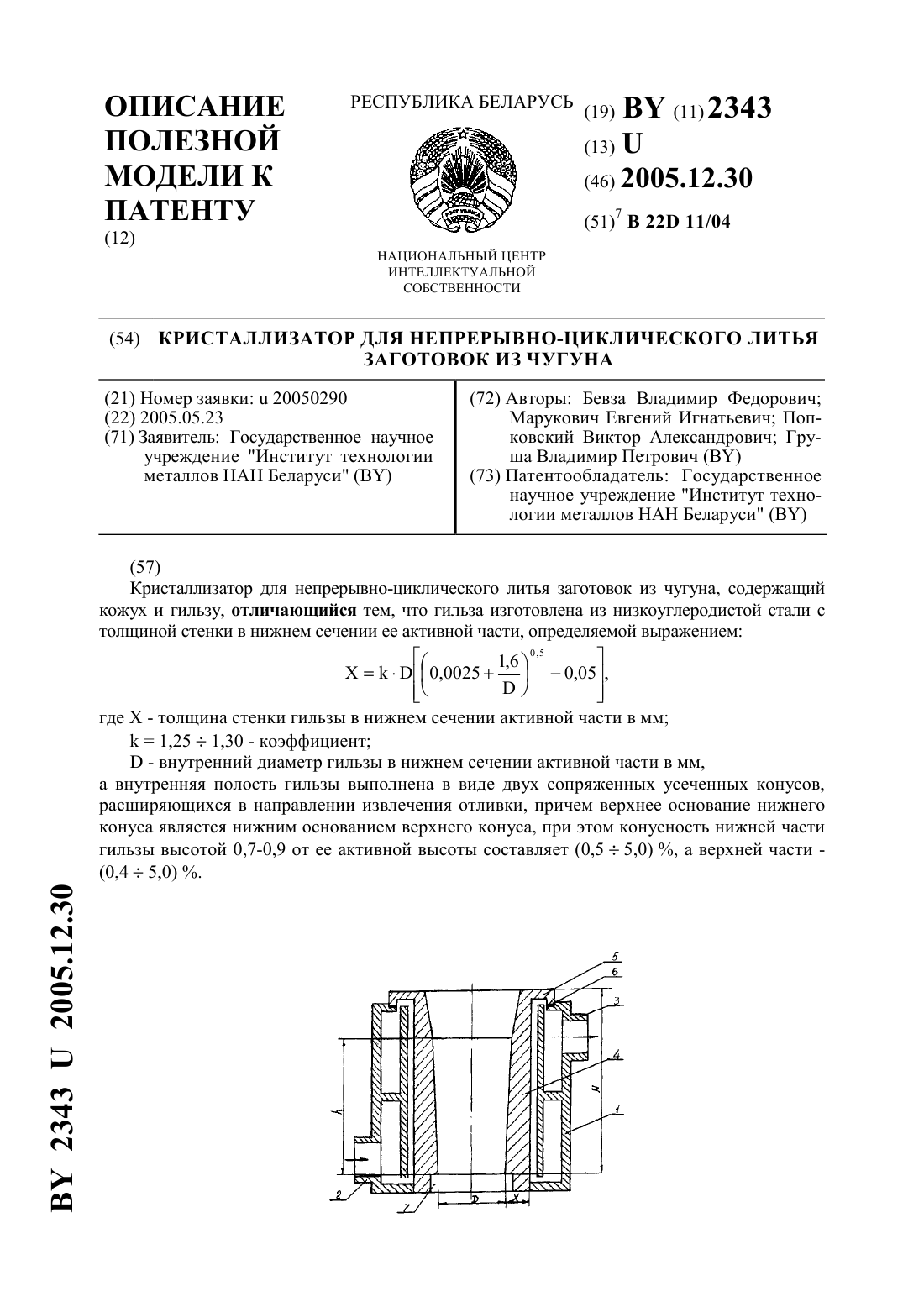
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
Кристаллизатор для непрерывного и непрерывно-циклического литья слитков
Номер патента: U 3540
Опубликовано: 30.04.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: непрерывного, слитков, кристаллизатор, литья, непрерывно-циклического
Текст:
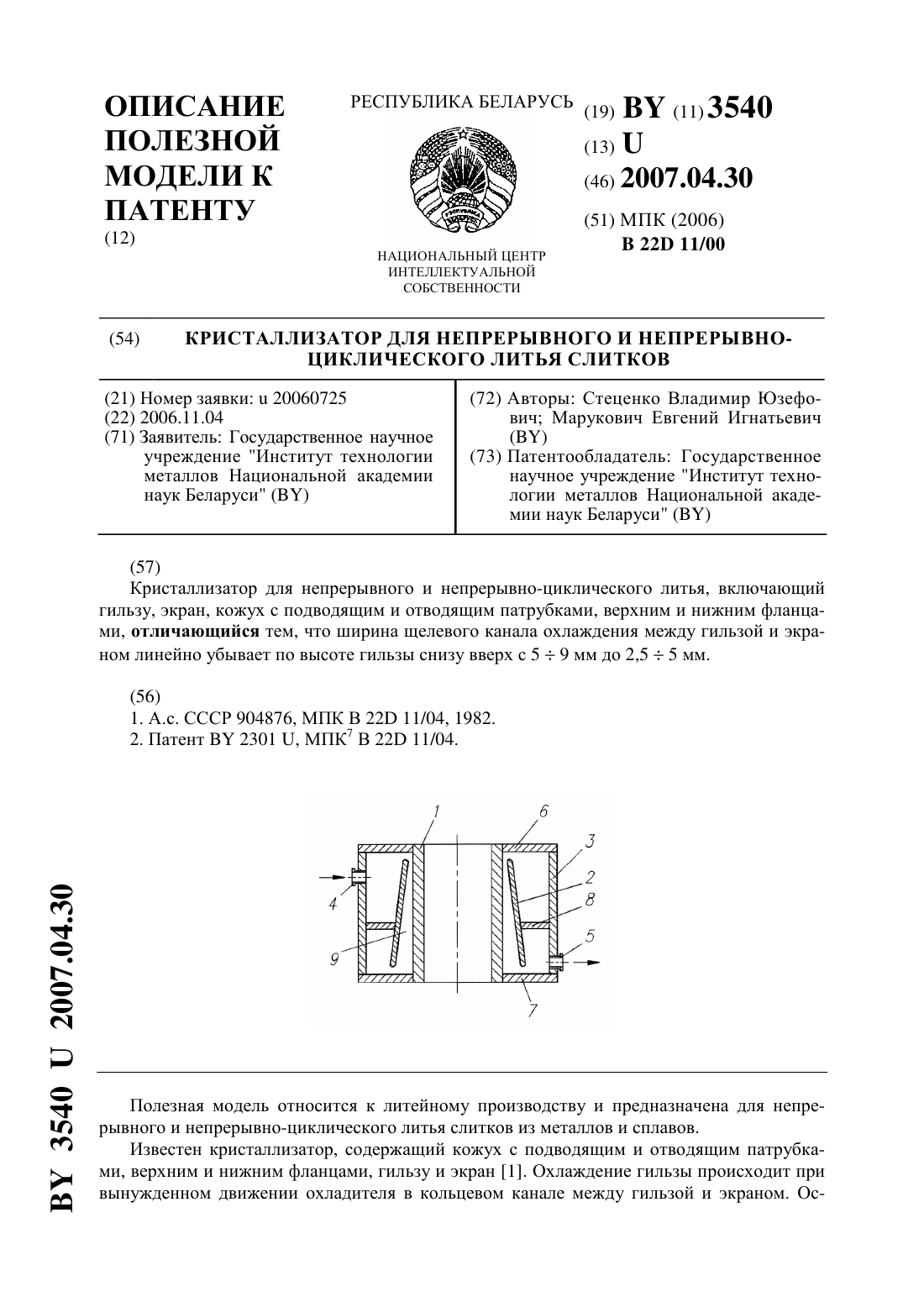
...величины термических напряжений и разностенности по высоте гильзы и отливки. Технический результат заключается в повышении стабильности процесса литья и увеличении выхода годной продукции. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного и непрерывно-циклического литья, включающем гильзу, экран, кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, ширина щелевого канала между гильзой...
Кристаллизатор для непрерывно-циклического литья направленным затвердеванием

Номер патента: U 2301
Опубликовано: 30.12.2005
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: направленным, затвердеванием, непрерывно-циклического, кристаллизатор, литья
Текст:
...литья направленным затвердеванием, включающем кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, экран и гильзу, экран соединен с нижним фланцем и удален от верхнего фланца на расстояние 320 мм, а ширинакольцевого канала между гильзой и экраном определяется из уравнения,где Н - ширина кольцевого канала в верхней части кристаллизатора- высота экрана- высота экрана, на которой определяется ширина кольцевого канала,...
Способ непрерывно-циклического литья заготовок
Номер патента: 9756
Опубликовано: 30.10.2007
Авторы: Бевза Владимир Федорович, Бодяко Александр Михайлович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: литья, непрерывно-циклического, заготовок, способ
Текст:
...металла в форме диаметром, равным диаметру кристаллизатора и составляющего 0,05-0,95 объема получаемой заготовки. Время начала подачи жидкого металла в кристаллизатор по отно шению к началу извлечения заготовки определяют из соотношенияиз . Радиальный теплоотвод от жидкого металла над кристаллизатором минимизируют либо исключают за счет изготовления формы диаметром, равным диаметру кристаллизатора из огнеупорного нетеплопроводного материала,...
Предыдущий патент: Станок для сборки тепловыделяющих сборок и многоместный контейнер для него
Следующий патент: Объектив
Случайный патент: Электропроводящий термостойкий фосфатный композиционный материал