Способ закалки металлических изделий
Номер патента: 6067
Опубликовано: 30.03.2004
Авторы: Михлюк Анатолий Игнатьевич, Гурченко Павел Семенович, Дыбаль Ирина Васильевна
Текст
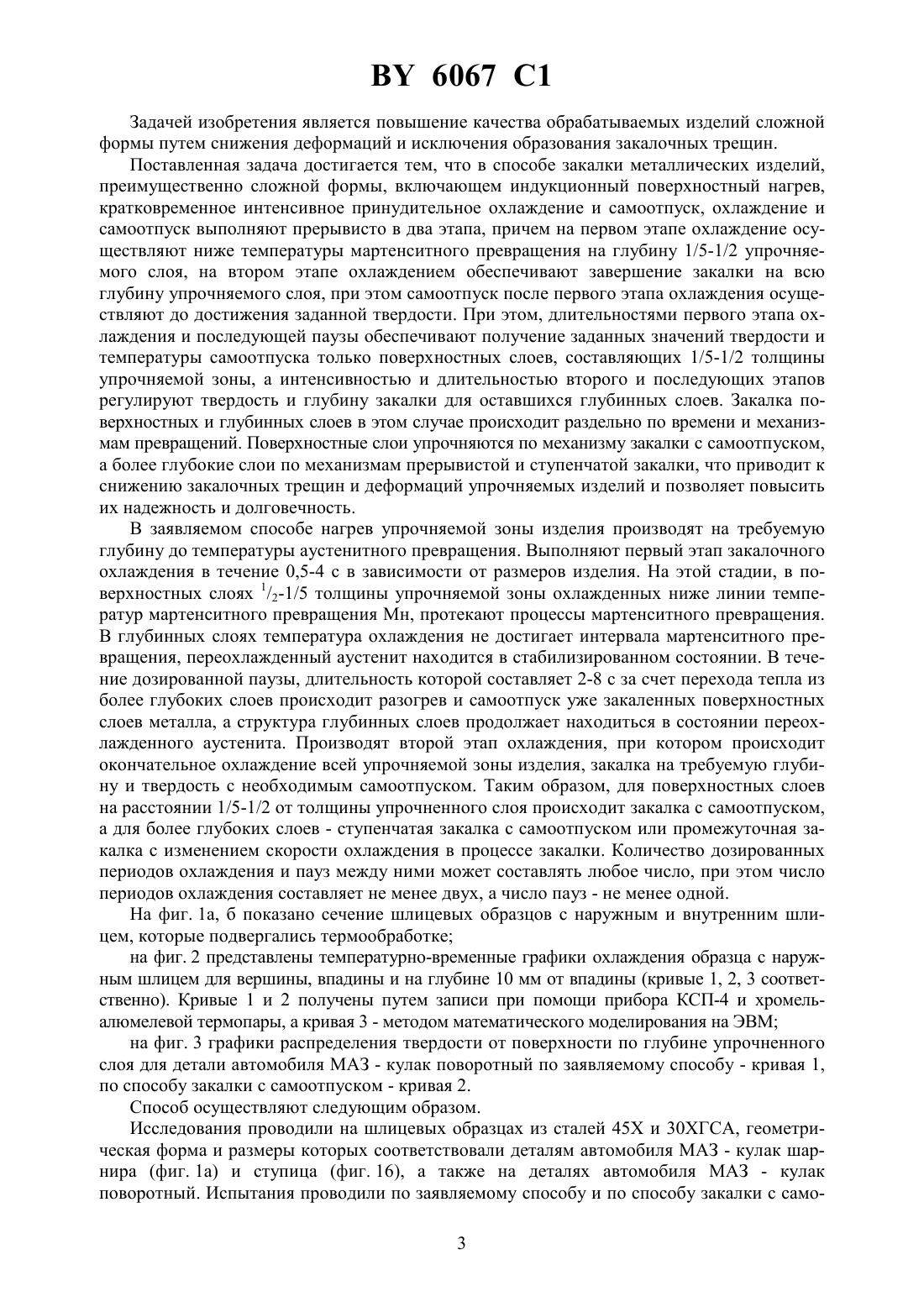
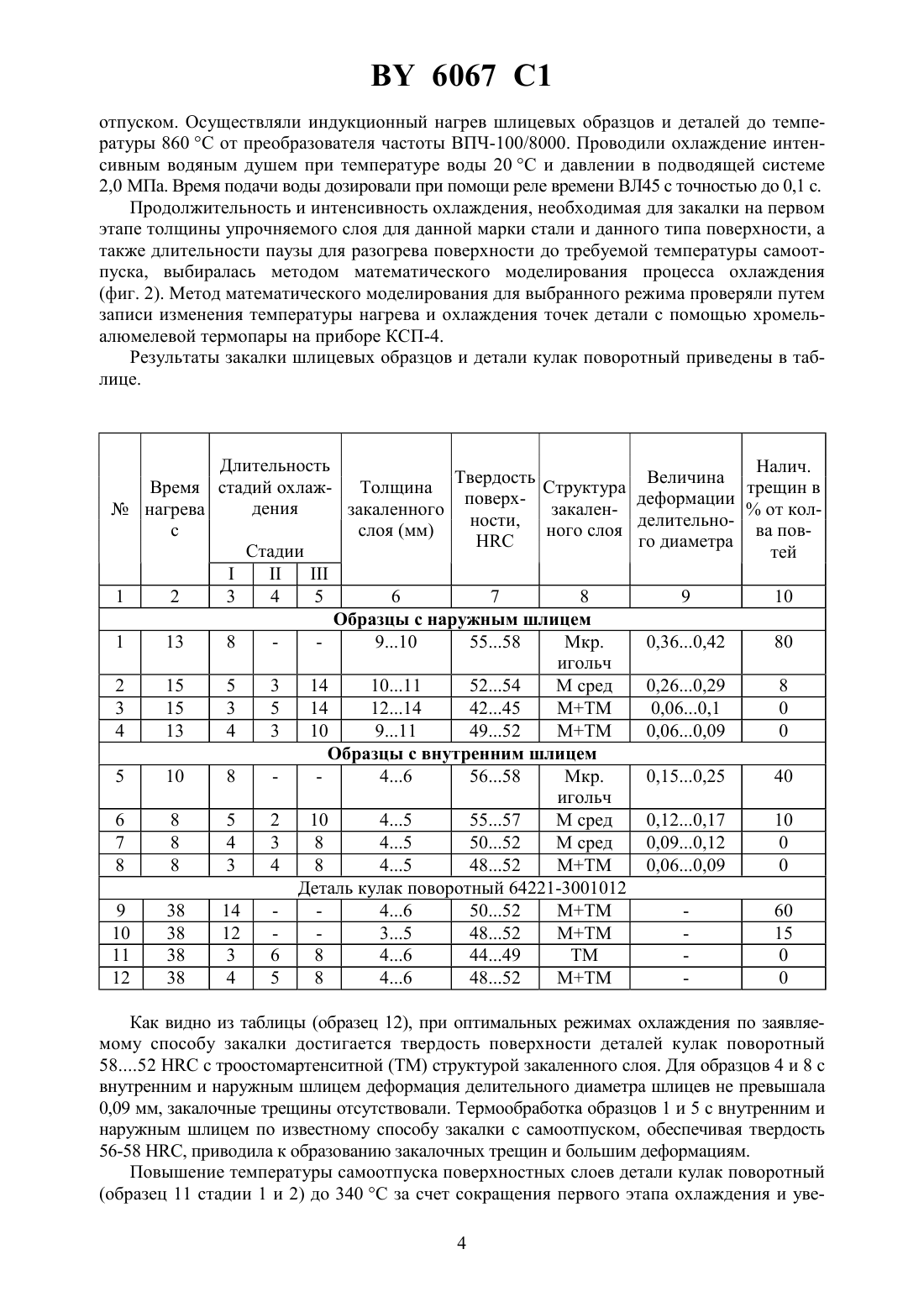
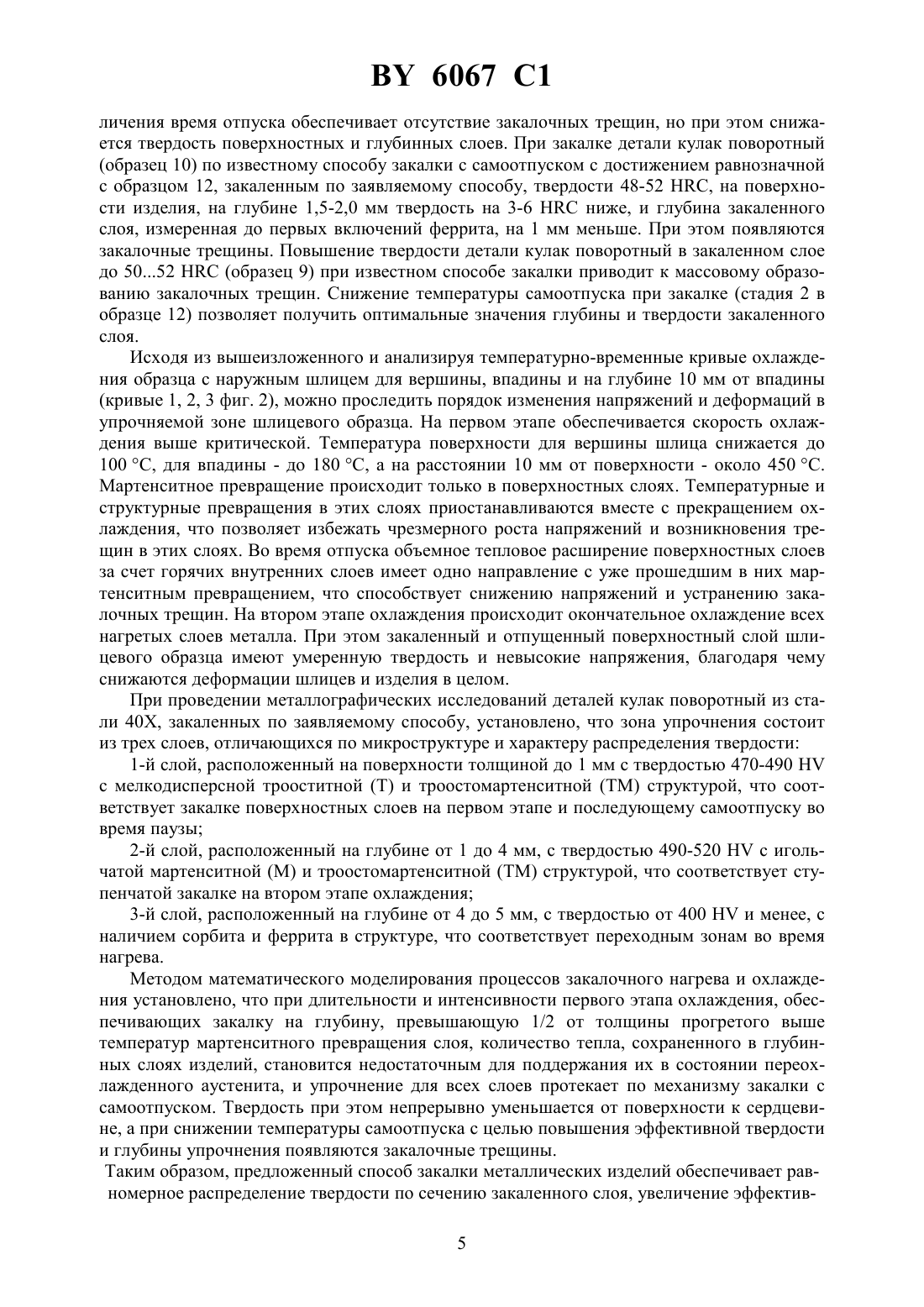
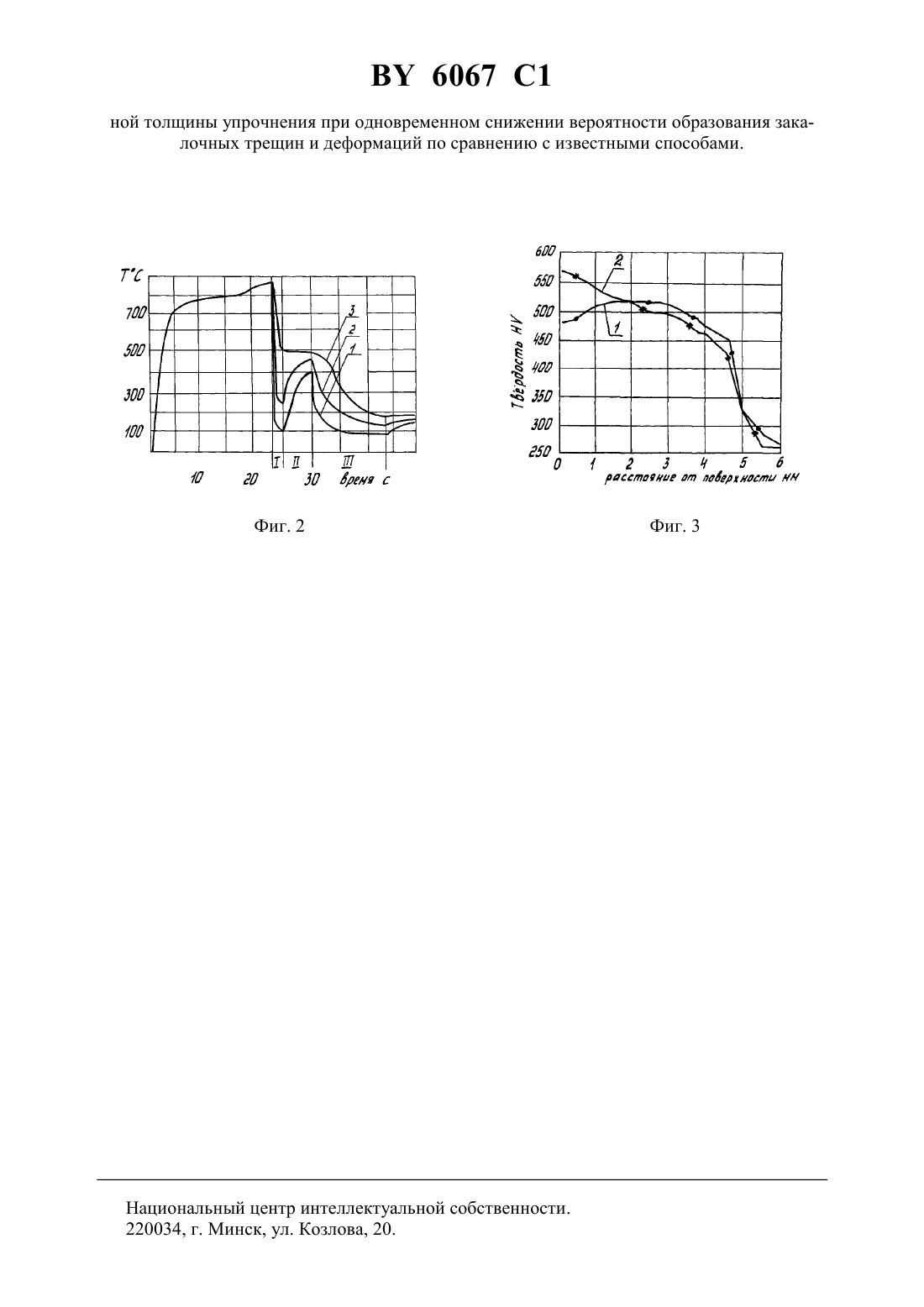
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ЗАКАЛКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ(71) Заявитель Производственное республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Гурченко Павел Семенович Михлюк Анатолий Игнатьевич Дыбаль Ирина Васильевна(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный завод(57) Способ закалки металлических изделий, преимущественно сложной формы, включающий индукционный поверхностный нагрев, кратковременное интенсивное принудительное охлаждение и самоотпуск, отличающийся тем, что охлаждение и самоотпуск выполняют прерывисто в два этапа, причем на первом этапе охлаждение осуществляют ниже температуры мартенситного превращения на глубину 1/5-1/2 упрочняемого слоя, на втором этапе охлаждением обеспечивают завершение закалки на всю глубину упрочняемого слоя, при этом самоотпуск после первого этапа охлаждения осуществляют до достижения заданной твердости. 6067 1 Изобретение относится к термической обработке металлических изделий и может быть использовано в машиностроении для упрочнения изделий преимущественно сложной формы, имеющих в зоне закалки концентраторы напряжений, таких как шлицевые и зубчатые поверхности, острые кромки, радиусы и т.п. Известен способ ступенчатой закалки, при котором изделие охлаждают в закалочной среде (расплавы солей, щелочей, свинца с температурой 200-300 ), имеющей высокую охлаждающую способность и температуру более высокую, чем интервал протекания мартенситного превращения (Гуляев А.П. Термическая обработка стали. - М. 1953. - С. 259260). При этом температура закаливающей среды может быть как выше, так и ниже точки начала мартенситного превращения Мн, которая для большинства конструкционных и инструментальных сталей лежит в интервале 200-250 . Во время окончательного охлаждения (обычно на воздухе) происходит мартенситное превращение переохлажденного аустенита. Недостатком известного способа является то, что горячие среды имеют низкую охлаждающую способность и не всегда обеспечивают скорости охлаждения выше критических для изделий сечением больше 10 мм, что приводит к образованию закалочных трещин на поверхности изделий. Известен способ прерывистой закалки изделий в двух средах (обычно воде и минеральном масле), заключающийся в том, что после охлаждения в среде, обеспечивающей интенсивный отбор тепла, изделие при температуре интервала наименьшей устойчивости аустенита (650-450 для большинства машиностроительных сталей) переносят в среду,обеспечивающую медленное охлаждение в интервале мартенситных превращений. (Гуляев А.П. Термическая обработка стали. - М. 1953. - С. 256). Недостатками известного способа является то, что охлаждение выполняют в разных устройствах (закалочных баках), при этом трудно, а в ряде случаев и невозможно регулировать время, как правило, исчисляемое секундами, пребывания обрабатываемого изделия в каждой среде. Поочередная дозированная подача двух закалочных сред в одно охлаждающее устройство неосуществима из-за смешивания сред, что приводит к их непригодности. Перенос изделий из одной среды в другую также приводит к их постепенному смешиванию и потере закалочных свойств. Закалка с самоотпуском дает сравнительно хорошие результаты при обработке деталей простой формы, в частности цилиндрических. При закалке с самоотпуском таких деталей, как шестерни, шлицевые валы и т.п., деталей сложной формы за счет внутреннего тепла не удается получить нужную температуру отпуска выступающих частей поверхности, что ведет к неудовлетворительному качеству термообработанных изделий. Наиболее близким техническим решением к заявляемому является способ поверхностной термической обработки изделий преимущественно сложной формы типа шестерен,звездочек, шлицевых валов и т.п., включающий индукционный поверхностный нагрев под закалку, кратковременное интенсивное принудительное охлаждение и самоотпуск, причем по окончании принудительного охлаждения производят дополнительный кратковременный индукционный нагрев поверхности до температуры самоотпуска (А.с. СССР 1792985,МПК 21 1/42, 1993). При этом отпуск поверхностных слоев на выступающих частях детали происходит за счет двух источников тепла - внутреннего, сохранившегося после прерванного интенсивного охлаждения, и наружного - благодаря дополнительному индукционному нагреву. В результате повышается качество обрабатываемой зоны за счет равномерного нагрева закаленного слоя при отпуске. Использование известного способа для термической обработки деталей преимущественно сложной формы типа шестерен, звездочек, шлицевых валов позволяет достичь равномерной твердости 52-54 по всей поверхности детали. Однако данный способ не устраняет образования закалочных трещин и значительных деформаций при достижении твердости поверхности упрочняемого слоя более 52 . 2 6067 1 Задачей изобретения является повышение качества обрабатываемых изделий сложной формы путем снижения деформаций и исключения образования закалочных трещин. Поставленная задача достигается тем, что в способе закалки металлических изделий,преимущественно сложной формы, включающем индукционный поверхностный нагрев,кратковременное интенсивное принудительное охлаждение и самоотпуск, охлаждение и самоотпуск выполняют прерывисто в два этапа, причем на первом этапе охлаждение осуществляют ниже температуры мартенситного превращения на глубину 1/5-1/2 упрочняемого слоя, на втором этапе охлаждением обеспечивают завершение закалки на всю глубину упрочняемого слоя, при этом самоотпуск после первого этапа охлаждения осуществляют до достижения заданной твердости. При этом, длительностями первого этапа охлаждения и последующей паузы обеспечивают получение заданных значений твердости и температуры самоотпуска только поверхностных слоев, составляющих 1/5-1/2 толщины упрочняемой зоны, а интенсивностью и длительностью второго и последующих этапов регулируют твердость и глубину закалки для оставшихся глубинных слоев. Закалка поверхностных и глубинных слоев в этом случае происходит раздельно по времени и механизмам превращений. Поверхностные слои упрочняются по механизму закалки с самоотпуском,а более глубокие слои по механизмам прерывистой и ступенчатой закалки, что приводит к снижению закалочных трещин и деформаций упрочняемых изделий и позволяет повысить их надежность и долговечность. В заявляемом способе нагрев упрочняемой зоны изделия производят на требуемую глубину до температуры аустенитного превращения. Выполняют первый этап закалочного охлаждения в течение 0,5-4 с в зависимости от размеров изделия. На этой стадии, в поверхностных слоях 1/2-1/5 толщины упрочняемой зоны охлажденных ниже линии температур мартенситного превращения Мн, протекают процессы мартенситного превращения. В глубинных слоях температура охлаждения не достигает интервала мартенситного превращения, переохлажденный аустенит находится в стабилизированном состоянии. В течение дозированной паузы, длительность которой составляет 2-8 с за счет перехода тепла из более глубоких слоев происходит разогрев и самоотпуск уже закаленных поверхностных слоев металла, а структура глубинных слоев продолжает находиться в состоянии переохлажденного аустенита. Производят второй этап охлаждения, при котором происходит окончательное охлаждение всей упрочняемой зоны изделия, закалка на требуемую глубину и твердость с необходимым самоотпуском. Таким образом, для поверхностных слоев на расстоянии 1/5-1/2 от толщины упрочненного слоя происходит закалка с самоотпуском,а для более глубоких слоев - ступенчатая закалка с самоотпуском или промежуточная закалка с изменением скорости охлаждения в процессе закалки. Количество дозированных периодов охлаждения и пауз между ними может составлять любое число, при этом число периодов охлаждения составляет не менее двух, а число пауз - не менее одной. На фиг. 1 а, б показано сечение шлицевых образцов с наружным и внутренним шлицем, которые подвергались термообработке на фиг. 2 представлены температурно-временные графики охлаждения образца с наружным шлицем для вершины, впадины и на глубине 10 мм от впадины (кривые 1, 2, 3 соответственно). Кривые 1 и 2 получены путем записи при помощи прибора КСП-4 и хромельалюмелевой термопары, а кривая 3 - методом математического моделирования на ЭВМ на фиг. 3 графики распределения твердости от поверхности по глубине упрочненного слоя для детали автомобиля МАЗ - кулак поворотный по заявляемому способу - кривая 1,по способу закалки с самоотпуском - кривая 2. Способ осуществляют следующим образом. Исследования проводили на шлицевых образцах из сталей 45 Х и 30 ХГСА, геометрическая форма и размеры которых соответствовали деталям автомобиля МАЗ - кулак шарнира (фиг. 1 а) и ступица (фиг. 16), а также на деталях автомобиля МАЗ - кулак поворотный. Испытания проводили по заявляемому способу и по способу закалки с само 3 6067 1 отпуском. Осуществляли индукционный нагрев шлицевых образцов и деталей до температуры 860 от преобразователя частоты ВПЧ-100/8000. Проводили охлаждение интенсивным водяным душем при температуре воды 20 и давлении в подводящей системе 2,0 МПа. Время подачи воды дозировали при помощи реле времени ВЛ 45 с точностью до 0,1 с. Продолжительность и интенсивность охлаждения, необходимая для закалки на первом этапе толщины упрочняемого слоя для данной марки стали и данного типа поверхности, а также длительности паузы для разогрева поверхности до требуемой температуры самоотпуска, выбиралась методом математического моделирования процесса охлаждения(фиг. 2). Метод математического моделирования для выбранного режима проверяли путем записи изменения температуры нагрева и охлаждения точек детали с помощью хромельалюмелевой термопары на приборе КСП-4. Результаты закалки шлицевых образцов и детали кулак поворотный приведены в таблице. Длительность Налич. Твердость Величина Время стадий охлаж- Толщина Структура трещин в поверхдеформации дения нагрева закаленного закален от колности,делительнос слоя (мм) ного слоя ва пов го диаметра Стадии тей 2 3 4 5 6 7 8 9 10 Образцы с наружным шлицем 13 8 910 5558 Мкр. 0,360,42 80 игольч 15 5 3 14 1011 5254 М сред 0,260,29 8 15 3 5 14 1214 4245 МТМ 0,060,1 0 13 4 3 10 911 4952 МТМ 0,060,09 0 Образцы с внутренним шлицем 10 8 46 5658 Мкр. 0,150,25 40 игольч 8 5 2 10 45 5557 М сред 0,120,17 10 8 4 3 8 45 5052 М сред 0,090,12 0 8 3 4 8 45 4852 МТМ 0,060,09 0 Деталь кулак поворотный 64221-3001012 38 14 46 5052 МТМ 60 38 12 35 4852 МТМ 15 38 3 6 8 46 4449 ТМ 0 38 4 5 8 46 4852 МТМ 0 Как видно из таблицы (образец 12), при оптимальных режимах охлаждения по заявляемому способу закалки достигается твердость поверхности деталей кулак поворотный 5852 с троостомартенситной (ТМ) структурой закаленного слоя. Для образцов 4 и 8 с внутренним и наружным шлицем деформация делительного диаметра шлицев не превышала 0,09 мм, закалочные трещины отсутствовали. Термообработка образцов 1 и 5 с внутренним и наружным шлицем по известному способу закалки с самоотпуском, обеспечивая твердость 56-58 , приводила к образованию закалочных трещин и большим деформациям. Повышение температуры самоотпуска поверхностных слоев детали кулак поворотный(образец 11 стадии 1 и 2) до 340 за счет сокращения первого этапа охлаждения и уве 4 6067 1 личения время отпуска обеспечивает отсутствие закалочных трещин, но при этом снижается твердость поверхностных и глубинных слоев. При закалке детали кулак поворотный(образец 10) по известному способу закалки с самоотпуском с достижением равнозначной с образцом 12, закаленным по заявляемому способу, твердости 48-52 , на поверхности изделия, на глубине 1,5-2,0 мм твердость на 3-6 ниже, и глубина закаленного слоя, измеренная до первых включений феррита, на 1 мм меньше. При этом появляются закалочные трещины. Повышение твердости детали кулак поворотный в закаленном слое до 5052(образец 9) при известном способе закалки приводит к массовому образованию закалочных трещин. Снижение температуры самоотпуска при закалке (стадия 2 в образце 12) позволяет получить оптимальные значения глубины и твердости закаленного слоя. Исходя из вышеизложенного и анализируя температурно-временные кривые охлаждения образца с наружным шлицем для вершины, впадины и на глубине 10 мм от впадины(кривые 1, 2, 3 фиг. 2), можно проследить порядок изменения напряжений и деформаций в упрочняемой зоне шлицевого образца. На первом этапе обеспечивается скорость охлаждения выше критической. Температура поверхности для вершины шлица снижается до 100 , для впадины - до 180 , а на расстоянии 10 мм от поверхности - около 450 . Мартенситное превращение происходит только в поверхностных слоях. Температурные и структурные превращения в этих слоях приостанавливаются вместе с прекращением охлаждения, что позволяет избежать чрезмерного роста напряжений и возникновения трещин в этих слоях. Во время отпуска объемное тепловое расширение поверхностных слоев за счет горячих внутренних слоев имеет одно направление с уже прошедшим в них мартенситным превращением, что способствует снижению напряжений и устранению закалочных трещин. На втором этапе охлаждения происходит окончательное охлаждение всех нагретых слоев металла. При этом закаленный и отпущенный поверхностный слой шлицевого образца имеют умеренную твердость и невысокие напряжения, благодаря чему снижаются деформации шлицев и изделия в целом. При проведении металлографических исследований деталей кулак поворотный из стали 40 Х, закаленных по заявляемому способу, установлено, что зона упрочнения состоит из трех слоев, отличающихся по микроструктуре и характеру распределения твердости 1-й слой, расположенный на поверхности толщиной до 1 мм с твердостью 470-490 с мелкодисперсной трооститной (Т) и троостомартенситной (ТМ) структурой, что соответствует закалке поверхностных слоев на первом этапе и последующему самоотпуску во время паузы 2-й слой, расположенный на глубине от 1 до 4 мм, с твердостью 490-520 с игольчатой мартенситной (М) и троостомартенситной (ТМ) структурой, что соответствует ступенчатой закалке на втором этапе охлаждения 3-й слой, расположенный на глубине от 4 до 5 мм, с твердостью от 400 и менее, с наличием сорбита и феррита в структуре, что соответствует переходным зонам во время нагрева. Методом математического моделирования процессов закалочного нагрева и охлаждения установлено, что при длительности и интенсивности первого этапа охлаждения, обеспечивающих закалку на глубину, превышающую 1/2 от толщины прогретого выше температур мартенситного превращения слоя, количество тепла, сохраненного в глубинных слоях изделий, становится недостаточным для поддержания их в состоянии переохлажденного аустенита, и упрочнение для всех слоев протекает по механизму закалки с самоотпуском. Твердость при этом непрерывно уменьшается от поверхности к сердцевине, а при снижении температуры самоотпуска с целью повышения эффективной твердости и глубины упрочнения появляются закалочные трещины. Таким образом, предложенный способ закалки металлических изделий обеспечивает равномерное распределение твердости по сечению закаленного слоя, увеличение эффектив 5 6067 1 ной толщины упрочнения при одновременном снижении вероятности образования закалочных трещин и деформаций по сравнению с известными способами. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C21D 1/78
Метки: металлических, закалки, изделий, способ
Код ссылки
<a href="https://by.patents.su/6-6067-sposob-zakalki-metallicheskih-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ закалки металлических изделий</a>
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: металлических, изготовления, способ, изделий, порошков
Текст:
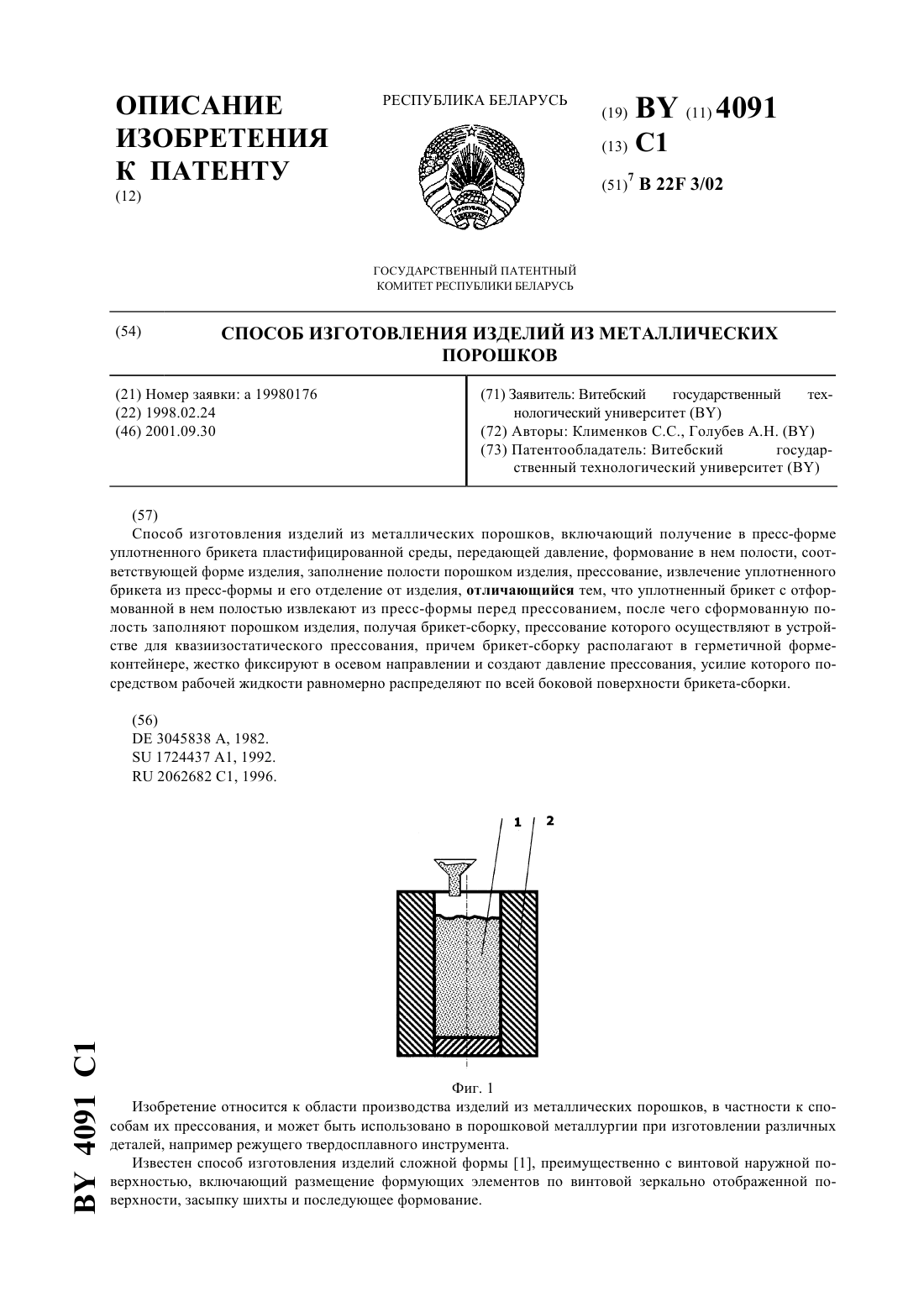
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Способ изготовления изделий из твердосплавных металлических порошков
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Голубев Алексей Николаевич, Клименков Степан Степанович, Матвеев Константин Сергеевич
Метки: способ, изготовления, порошков, изделий, твердосплавных, металлических
Текст:
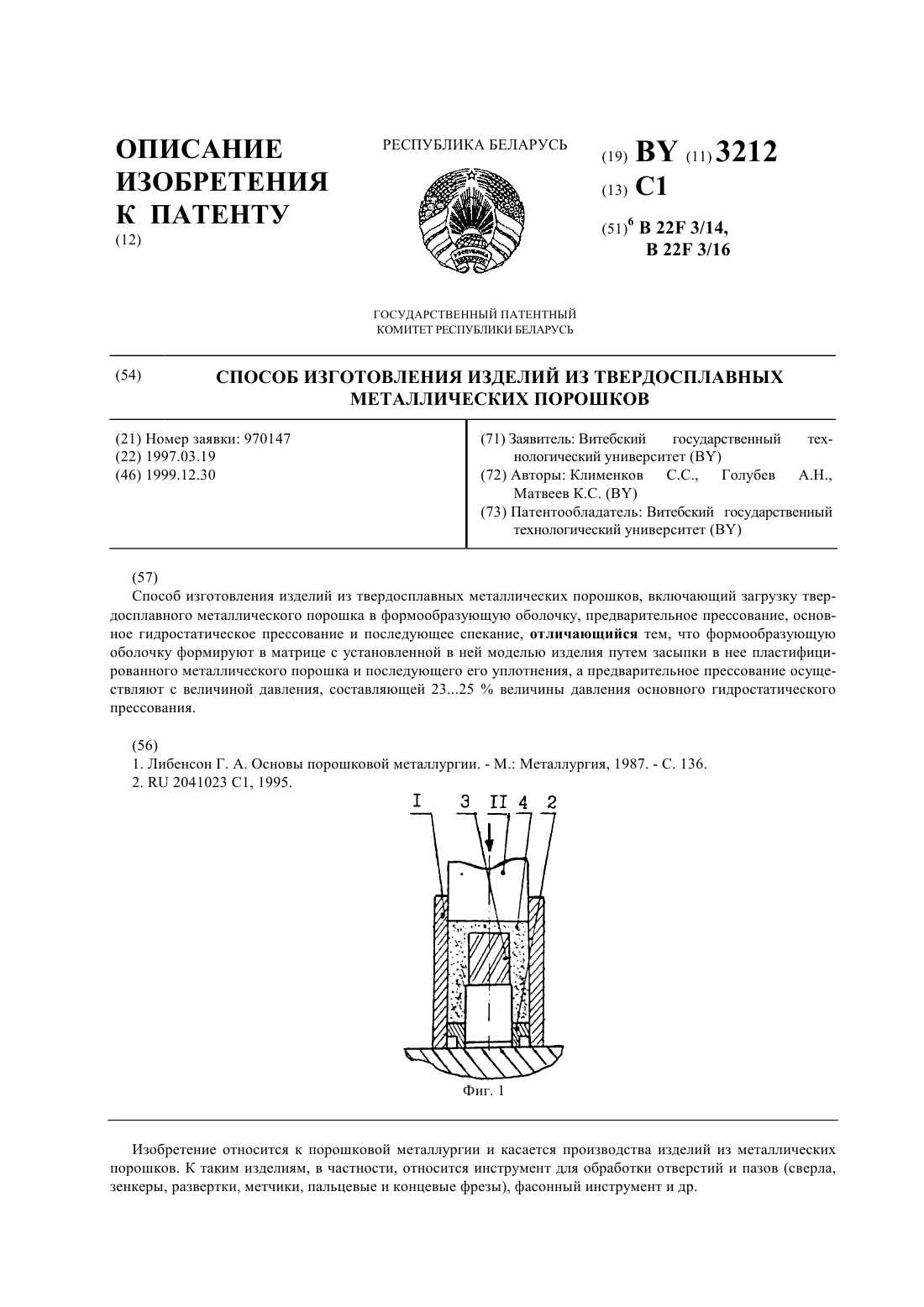
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: поверхности, способ, металлических, электрохимической, обработки, изделий
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Способ и водный состав для дезактивации зараженных радиоактивными веществами металлических изделий
Номер патента: 963
Опубликовано: 15.12.1995
Авторы: Жан-Франсуа Эки, Йозеф Ханулик
МПК: G21F 9/00
Метки: состав, зараженных, изделий, радиоактивными, способ, дезактивации, веществами, водный, металлических
Текст:
...катоде и затем может направляться на за коронение известными приемами. гЭлектролиз.предпочтительно проводят при комнатной температуре и плотности тока, равной 5 БОО ма/смд. Получаемый в результате электролиза раствор можно доводить до требуемой концнтрации и снова приме ННТЬ на СТЭДИИ ДЭЗЭКТИВЗЦИИ. ЕСЛИ СТЕПЕНЬ ЗЭРЭЖВНИН ПОЛХаеМОГО В ЮЗзулътате злектролиза.водного раствора фтороборной кислоты слишком высока, то его нейтрализуют добавлением...
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Чавыкина Марина Евгеньевна, Горохов Валерий Михайлович, Моисеенко Игорь Леонидович, Подкопаева Нина Львовна, Фридман Геннадий Рувимович, Тарусов Игорь Николаевич, Петровский Генрих Викентьевич, Звонарев Евгений Владимирович, Рабушко Сергей Борисович
МПК: B22F 3/12
Метки: спеченных, изделий, порошков, металлических, способ, изготовления
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
Предыдущий патент: Средство бальзам “ГРААЛЬ” для лечения сердечно-сосудистой системы и заболеваний крови человека
Следующий патент: Установка и способ получения чушкового чугуна и/или губчатого железа
Случайный патент: Бесплатформенный инерциальный измерительный блок