Способ получения двухслойных режущих пластин
Номер патента: 9714
Опубликовано: 30.08.2007
Авторы: Аниченко Николай Георгиевич, Шипило Виктор Брониславович, Ракицкая Людмила Иосифовна
Текст
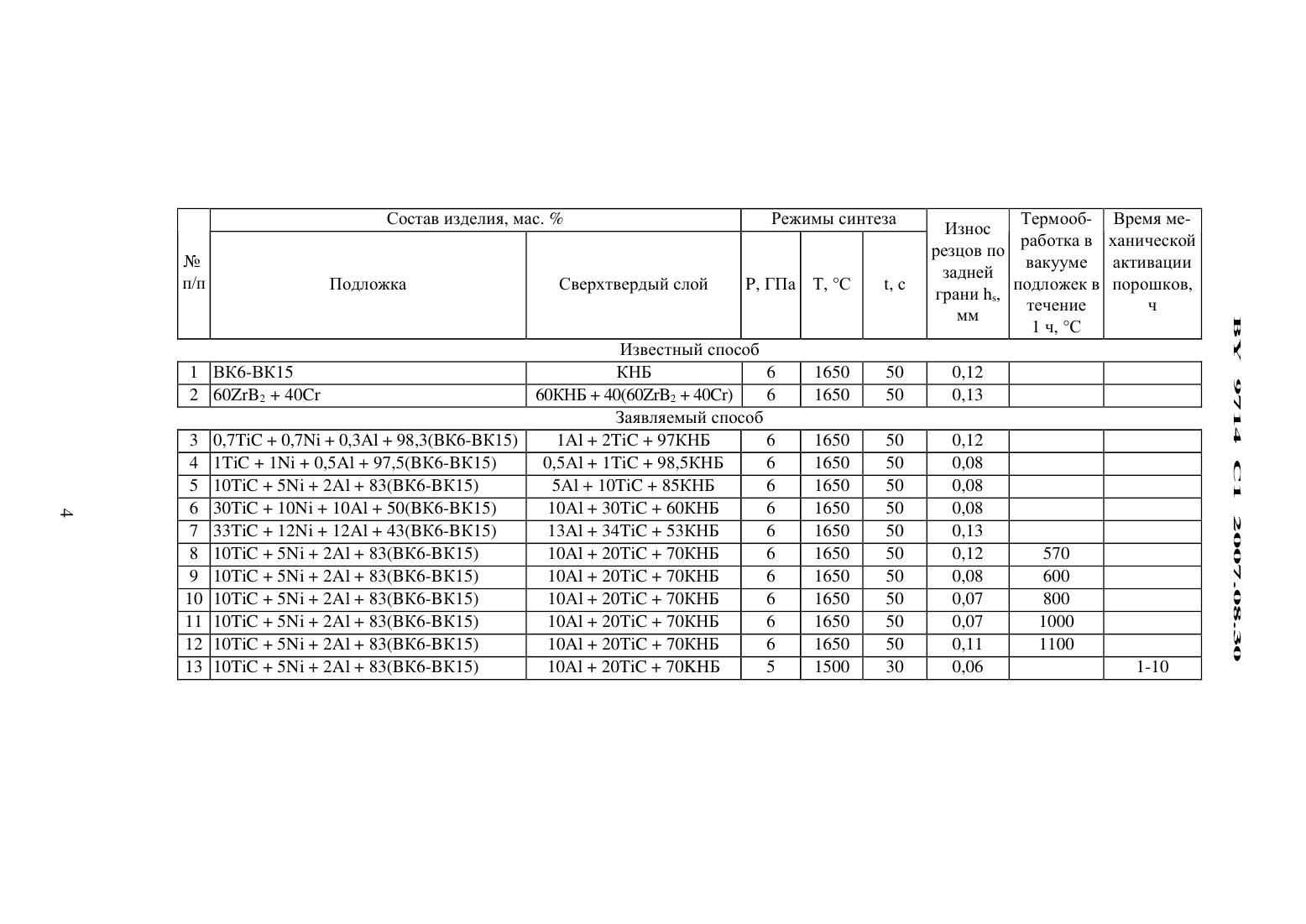
(54) СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНЫХ РЕЖУЩИХ ПЛАСТИН(71) Заявитель Государственное научное учреждение Объединенный институт физики твердого тела И полупроводников Национальной академии наук Беларуси (ВУ)(72) Авторы Шипило Виктор Брониславович Аниченко Николай Георгиевич Ракицкая Людмила Иосифовна(73) Патентообладатель Государственное научное учреждение Объединенный институт физики твердого тела и полупроводников Национальной академии наук Беларуси (ВУ)1. Способ получения двухслойных режущих пластин, включающий изготовление многокомпонентной подложки на основе твердого сплава и сверхтвердого слоя из порошков кубического нитрида бора и наполнителя и воздействие на них высокими давлением и температурой, отличающийся тем, что подложку изготавливают из смеси порошков карбида титана, никеля, алюминия и твердого сплава, взятых в следующем соотношении,мас.карбид титана 1-30 никель 1- 10 алюминий 0,5-10,0 твердый сплав остальное, а В КЗЧССТВС наполнителя В СВСрХТВСрДОМ СЛОС ИСПОЛЬЗУЮТ ПОрОШКИ алюминия И/ИЛИ карбида титана ПрИ СЛСДУЪОЩСМ СООТНОШСНИИ КОМПОНЕНТОВ СЛОЯ, мас. 2алюминий 0,5- 10,0 карбид титана 1-30 кубический нитрид бора остальное.2. Способ по п. 1, отличающийся тем, что смесь порошков подложки подвергают температурной обработке в вакууме при 600-1000 С.3. Способ по п. 1, отличающийся тем, что смесь порошков подложки подвергают механической активации.Изобретение относится к получению сверхтвердых композиционных материалов на основе кубического нитрида бора (КНБ), которые могут найти применение в инструментальной промышленности для оснащения лезвийных инструментов.Известен способ получения двухслойных режущих пластин 1, содержащих подложку, выполненную из порощка переходных металлов - никеля, кобальта, марганца, ванадия,хрома, а также из твердого сплава, и сверхтвердый слой, выполненный из порощка сверхтвердого материала - кубического нитрида бора. Крепление и спекание порошков сверхтвердого материала с подложкой и между собой осуществляется в процессе обработки заготовки высокими давлениями в 4,0 ГПа и выще и температурами 1300-1600 С в течение нескольких минут за счет диффузии материалов в слой, состоящий из сверхтвердого материала.Однако в известном способе получения двухслойных режущих пластин имеет место недостаточно высокие адгезия между слоями и эксплуатационные свойства пластин, что приводит к больщому браку при получении пластин и при их эксплуатации.Известен также способ получения слоистого изделия для режущего инструмента 2,содержащий подложку из смеси порощков переходных металлов и диборидов переходных металлов 1/-/П групп и сверхтвердый слой, выполненный из порощка кубического нитрида бора и наполнителя из того же материала, что и подложка, и последующее воздействие на них высокими давлением и температурой.Однако в известном способе получения слоистого изделия для режущего инструмента также невысокие адгезия между слоями и эксплуатационные свойства пластин из-за различных коэффициентов термического расщирения сверхтвердого материала и наполнителя (подложки), что приводит при эксплуатации (разогреве) пластин к их выкращиванию и отслоению.Способ по 2 является наиболее близким техническим рещением к заявляемому по технической сущности и достигаемому результату и выбран в качестве прототипа и базового объекта.Общим существенным признаком прототипа и заявляемого рещения является вь 1 полнение многокомпонентной подложки на основе твердого сплава и сверхтвердого слоя из порощков кубического нитрида бора с наполнителем и последующее воздействие на них высокими давлением и температурой.Задачей настоящего изобретения является увеличение адгезии между слоями пластин и эксплуатационных свойств.Заявляемый способ получения двухслойных режущих пластин включает многокомпонентную подложку на основе твердого сплава и сверхтвердый слой из порощков кубического нитрида бора с наполнителем и последующее воздействие на них высокими давлением и температурой, отличается тем, что подложка содержит карбид титана, никель,алюминий и твердый сплав при следующем соотнощении компонентов, мас. карбид титана - 1,0-30,0 никель - 1,0-10,0 алюминий - 0,5-10,0 твердый сплав - остальное, а наполнитель в сверхтвердом слое состоит из алюминия и/или карбида титана при следующем соотнощении компонентов, мас. алюминий - 0,5-10,0 карбид титана - 1,0-30,0 кубический нитрид бора - остальное.Кроме того, спрессованная смесь порощков подложки перед термобарическим спеканием подвергается температурной обработке в вакууме при 600-1000 С. Кроме того,смесь порощков подложки подвергается механической активации.Сущность изобретения заключается в следующем. В основе спекания двухслойных пластин лежит механизм пластической деформации ингредиентов пластины и их взаимная диффузия друг в друга. Введение в твердый сплав карбида титана, никеля и алюминия в соотнощении, указанном в формуле изобретения, способствует в условиях термобарического спекания заполнению микропор, смачиванию и диффузии в сверхтвердый слой частиц подложки. При этом достигается также увеличение прочности подложки по сравнению с подложкой из чистого твердого сплава. Вне заявленных пределах ингредиентов подложки (ТйС менее 1,0 либо более 30,0 М менее 1,0 либо более 10,0 А 1 менее 0,5 либо более 10,0 мас. ) ее прочность и адгезия к сверхтвердому слою уменьшается.При введении в порошки кубического нитрида бора алюминия и/или карбида титана в соотношении, указанном в формуле изобретения, достигается увеличение износостойкости пластин и адгезии к подложке. Вне заявленных пределах ингредиентов сверхтвердого слоя (А 1 менее 0,5 либо более 10,0 ТйС менее 1,0 либо более 30,0 мас. ) указанные преимущества не достигаются.Экспериментально было установлено, что если спрессованную смесь порошков подложки нагреть в вакууме при температурах 600-1000 С, то после термобарического спекания эксплуатационные свойства пластин повышаются. При температурах менее 600 либо более 1000 С свойства пластин несущественно изменяются. Также было установлено,что после совместной механической активации, например в шаровой мельнице, порошков подложки параметры спекания (давление, температура) несколько уменьшаются.При изготовлении двухслойных режущих пластин были использованы микропорошки КНБ размером 3/1-14/10, а также порошки Т 1 С, Ый, А 1 и твердого сплава (ВК 6-ВК 15) размером 1-10 мкм. Перемешанные порошки подложки и сверхтвердого слоя уплотнялись в пресс-форме при давлении 0,5 ГПа и помещались в графитовый нагреватель, размещенный в контейнере из литографского камня либо доломита. Часть спрессованных порошков подложки обрабатывалась в вакууме при 600-1000 С в течение одного часа, а часть подвергалась механической активации путем обработки в шаровой мельнице в течение 1-10 часов.Затем контейнер устанавливался в центральное углубление камеры высокого давления и подвергался сжатию до заданных параметров синтеза двухслойных пластин - Р 4,0-7,0 ГПа, Т 1500-1800 С, г 40-60 с. После выдержки при указанных параметрах вь 1 ключался ток нагрева, снималось давление в камере и извлекался продукт синтеза в виде таблеток диаметром 6 мм и высотой 5 мм.Испытания режущих свойств двухслойных пластин проводили при непрерывном точении цилиндрических заготовок из стали Р 6 М 5 твердостью НКС 60-61 в течение 5 мин при у 80 м/мин, 5 0,07 мм/об и г 0,5 мм. Геометрические параметры заточенных пластин составляли (р 45, (р 1 15, ос щ 10, х -5. На режущих кромках были вь 1 полнены переходные зачистные фаски шириной 0,2 мм, расположенные под углом (р 0.Ниже в таблице приведены примеры получения двухслойных режущих пластин по известному и заявляемому способу. В таблице указаны состав подложек и сверхтвердого слоя, параметры синтеза, износ резцов по задней грани 115, режим термообработки в вакууме и время механической активации.Как видно из приведенных данных таблицы, в результате использования многокомпонентных подложек (примеры 4-6), термообработки подложек в вакууме (примеры 9-11) и активации смеси порошков для подложек (пример 13) существенно уменьшился износ резцов по сравнению с известными способами (примеры 1, 2). При введении запредельных количеств добавок в подложку и сверхтвердый сплав (примеры 8, 12) износ увеличился. При этом уменьшился брак за счет отслоения и выкрашивания сверхтвердого слоя и пайки подложек к державкам (в среднем на 15-20 ).Подложка Сверхтвердый слой Р, ГПа Т, С г, сСостав изделия, Мас. Режимы синтеза ИЗНОС ТерМооб- Время МЕМ П/п
МПК / Метки
МПК: C22C 29/06, C04B 35/78, B32B 18/00
Метки: способ, пластин, получения, двухслойных, режущих
Код ссылки
<a href="https://by.patents.su/5-9714-sposob-polucheniya-dvuhslojjnyh-rezhushhih-plastin.html" rel="bookmark" title="База патентов Беларуси">Способ получения двухслойных режущих пластин</a>
Устройство для замены режущих пластин резца
Номер патента: 3107
Опубликовано: 30.12.1999
Авторы: Михайлов Михаил Иванович, Жабинский Александр Владимирович.
МПК: B23B 27/16
Метки: устройство, режущих, пластин, резца, замены
Текст:
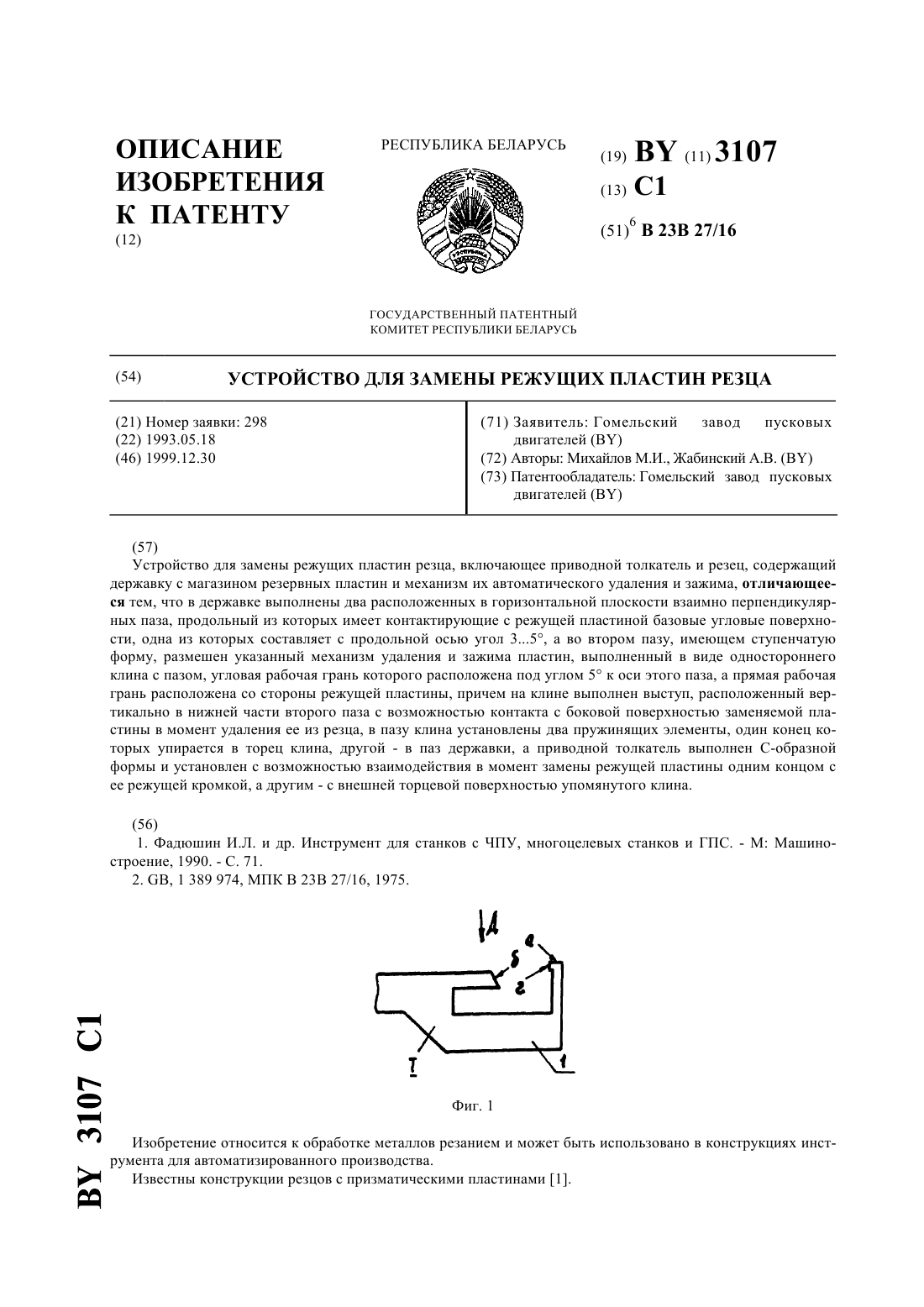
...паза, продольный из которых имеет контактирующие с режущей пластиной базовые угловые поверхности, одна из которых составляет с продольной осью угол 35, а во втором пазу,имеющем ступенчатую форму, размещен указанный механизм удаления и зажима пластин, выполненный в виде одностороннего клина с пазом, угловая рабочая грань которого расположена под углом 5 к оси этого паза, а прямая рабочая грань расположена со стороны режущей пластины,...
Способ изготовления двухслойных пористых изделий
Номер патента: 2168
Опубликовано: 30.06.1998
Авторы: Капцевич В. М., Гуревич А. А., Бокань Г. А., Кусин Р. А., Левченко С. Г., Савич В. В.
МПК: B22F 7/02
Метки: изготовления, пористых, изделий, двухслойных, способ
Текст:
...(уайт-спирит). На слой связующего наносили распылением струей воздуха порошок никеля ПНЭ-1 с размером частиц меньше 0,05 мм. Между слоем порошка п другим формообразующим элементом пуансоном засыпали порошокт з ПНЭ-Ъ с размером частиц меньше 0,05 ММ. смешанныи с порообразователем мочеви ной фракции меньше 0,063 мм в объемном соотношении 11. Прессование полученной композиции проводили давлением 70 МПа. После снятия с пуансона прессовки...
Способ получения кубического нитрида бора
Номер патента: 7965
Опубликовано: 30.04.2006
Авторы: Шипило Наталья Викторовна, Игнатенко Олег Владимирович, Шипило Виктор Брониславович
МПК: B01J 3/06, C01B 21/064
Метки: нитрида, бора, получения, способ, кубического
Текст:
...смеси активированных и неактивированных компонентов шихты позволило повысить технологичность процесса за счет уменьшения количества активированного материала при практическом выходе кубического нитрида бора, как и при полностью активированной шихте. Содержание соединений фтора менее 0,1 мас.либо более 5 мас.уменьшает выход микропорошков кубического нитрида бора. Это связано с тем обстоятельством, что при содержании соединений фтора...
Способ получения порошка кубического нитрида бора
Номер патента: 8883
Опубликовано: 28.02.2007
Авторы: Калиниченко Владислав Александрович, Калиниченко Александр Сергеевич, Грицук Виталий Дмитриевич
МПК: B01J 3/06, C01B 21/064
Метки: кубического, бора, нитрида, получения, порошка, способ
Текст:
...нитрида бора определяет соответственно высокую себестоимость получаемого порошка КНБ.Задачей изобретения является усовершенствование технологического процесса синтеза порошка КНБ с целью снижения его себестоимости.Поставленная задача решается тем, что получение порошка кубического нитрида бора осуществляется путем обработки высоким давлением и температурой гомогенной смеси порошков графитоподобного нитрида бора и...
Способ получения диэлектрических пластин для керамических конденсаторов
Номер патента: 276
Опубликовано: 30.12.1994
Авторы: Короткевич Л. Н., Фомина Б. И., Кабакова Г. В.
МПК: H01G 4/12
Метки: диэлектрических, пластин, получения, конденсаторов, способ, керамических
Текст:
...известным образом.менена смесЬ.этилового спирта с ДН метнлформамидом при соотношении 75 н 25 мас. соответственно. П р и м е р 5. В отходы пленки в количестве 10 кг добавляют 4,5 кг растворителя поливииилбутираля (сочотношение 1 О 45) в виде смеси этн НОВОГО СПИРТН МЛН С бУТЪ/КПОВЬШ, ИЛИ С амиповым или с изоаммловым афиром,взятых в количествах 3,825 кг и 0,675 кг (соотношение 85 и 15 мас.) соответственно. Затем путем переме шивания в течение...
Предыдущий патент: Питательная среда для культивирования молочнокислых, пропионовокислых или бифидобактерий
Следующий патент: Устройство для бесконтактного измерения тока
Случайный патент: Полимерная композиция