Способ изготовления зубчатых ремней и устройство для его осуществления
Номер патента: 7561
Опубликовано: 30.12.2005
Авторы: Никончук Андрей Николаевич, Мардосевич Елена Ивановна, Басинюк Владимир Леонидович, Никончук Иван Николаевич
Текст
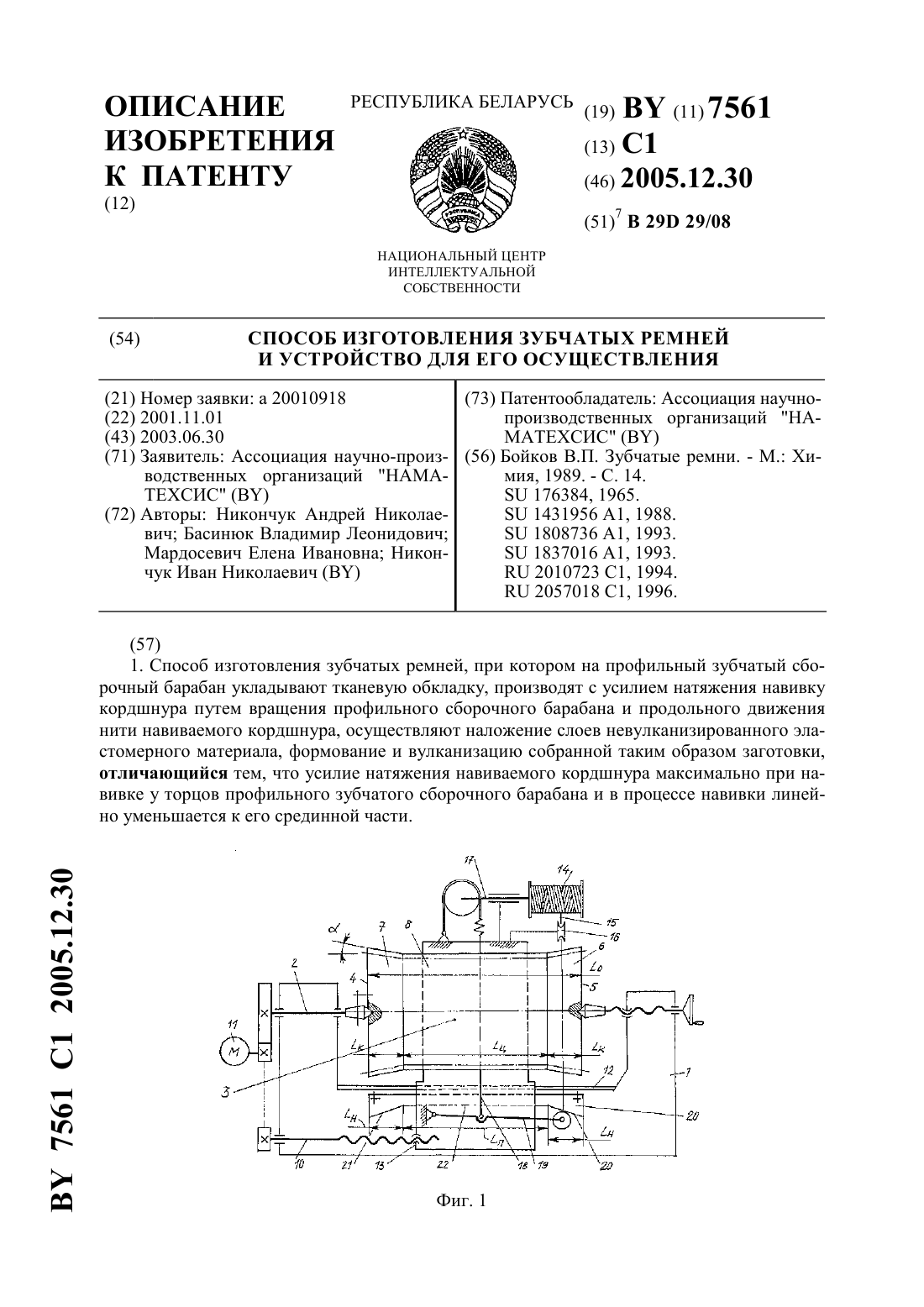
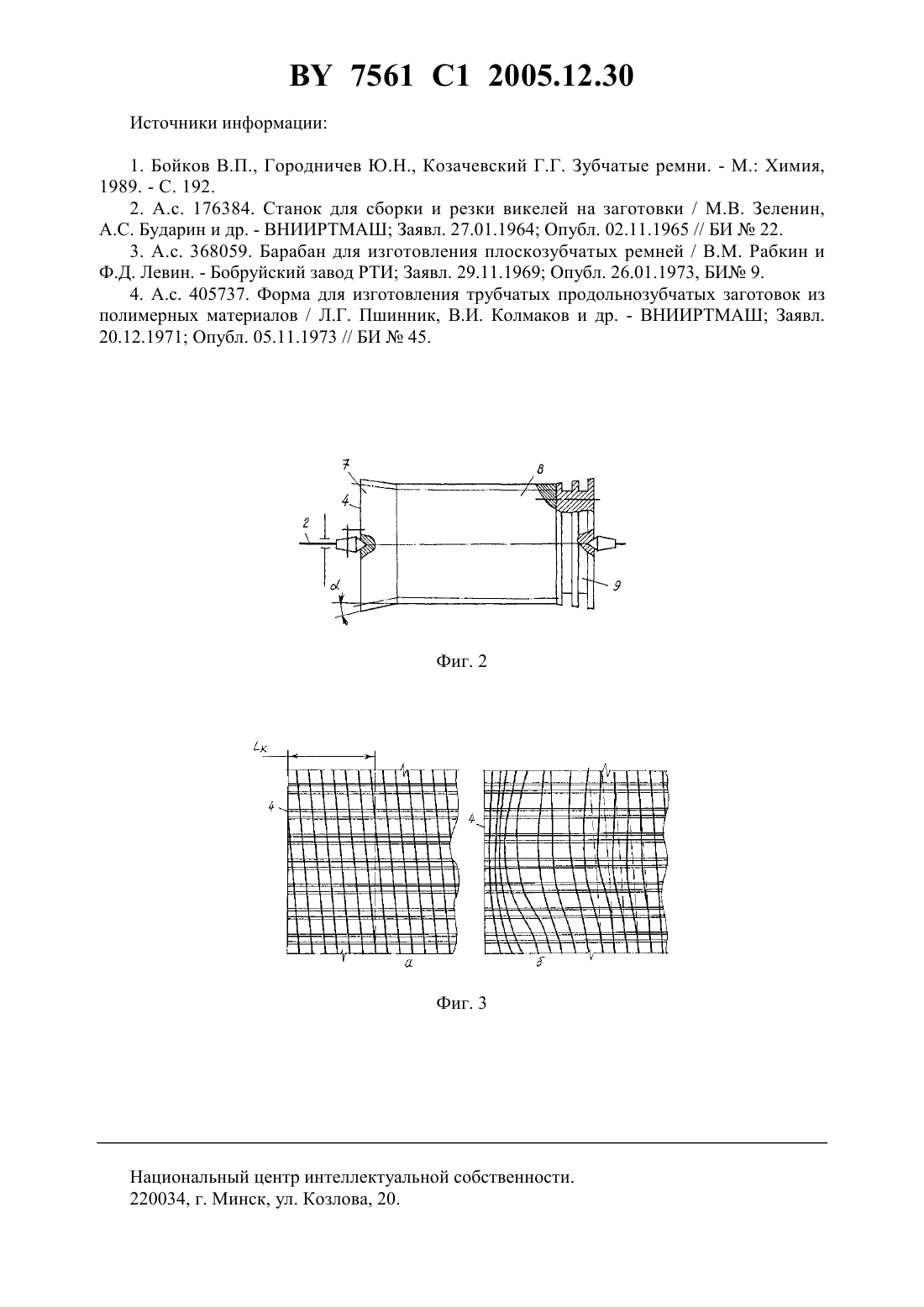
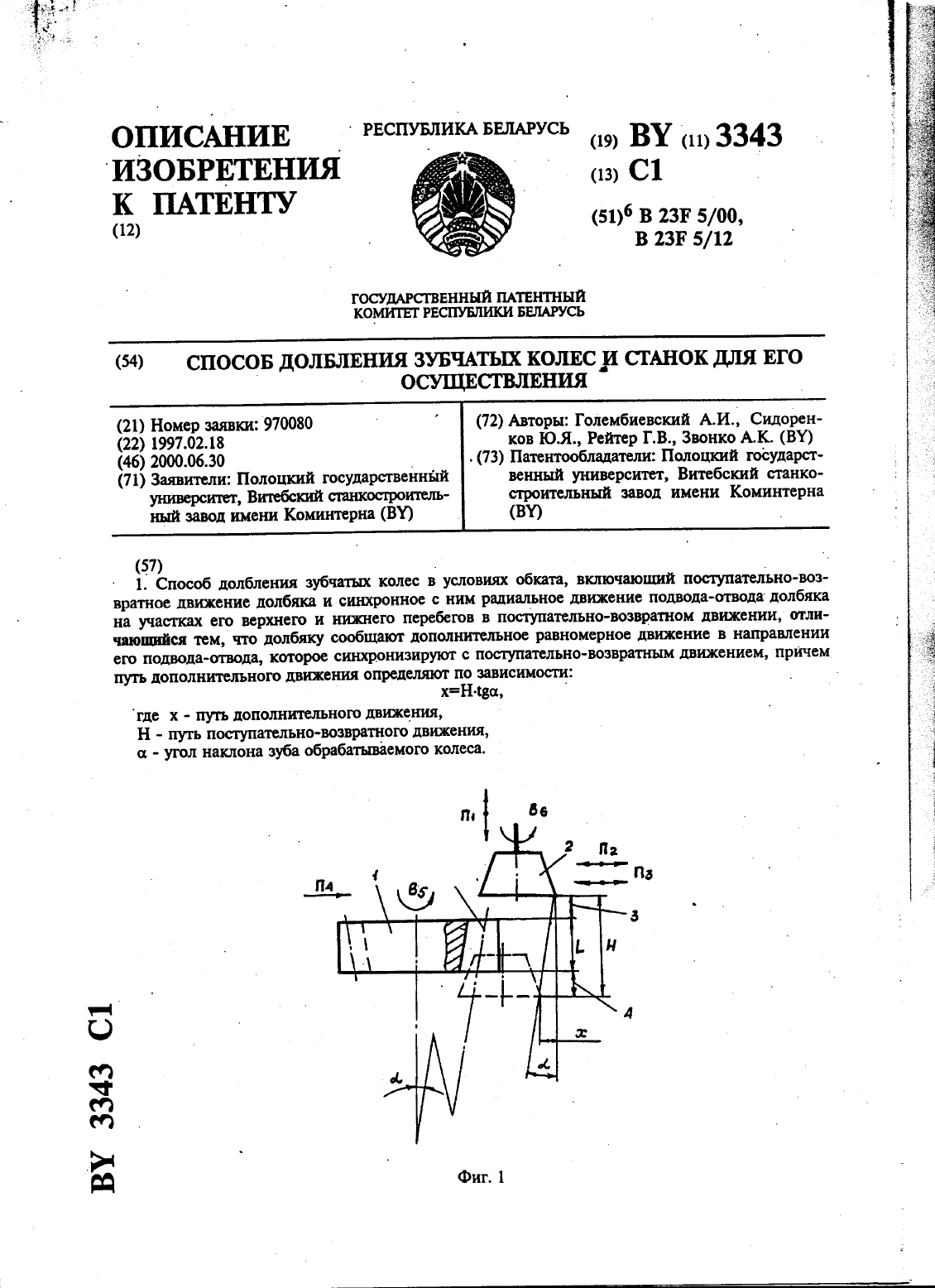
(51)29 29/08 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ РЕМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(72) Авторы Никончук Андрей Николае 1431956 1, 1988. вич Басинюк Владимир Леонидович 1808736 1, 1993. Мардосевич Елена Ивановна Никон 1837016 1, 1993. чук Иван Николаевич 2010723 1, 1994.2057018 1, 1996.(57) 1. Способ изготовления зубчатых ремней, при котором на профильный зубчатый сборочный барабан укладывают тканевую обкладку, производят с усилием натяжения навивку кордшнура путем вращения профильного сборочного барабана и продольного движения нити навиваемого кордшнура, осуществляют наложение слоев невулканизированного эластомерного материала, формование и вулканизацию собранной таким образом заготовки,отличающийся тем, что усилие натяжения навиваемого кордшнура максимально при навивке у торцов профильного зубчатого сборочного барабана и в процессе навивки линейно уменьшается к его срединной части. 7561 1 2005.12.30 2. Устройство для изготовления зубчатых ремней, содержащее основание со шпинделем, установленный на шпинделе профильный зубчатый сборочный барабан, кинематически связанный со шпинделем и приводом вращательного движения, ходовой винт,взаимодействующий с суппортом, установленным на основании с возможностью перемещения вдоль оси вращения профильного зубчатого сборочного барабана, а также установленные на суппорте нитеводитель и шпулярник с кордом и механизмом торможения,отличающееся тем, что на основании устройства параллельно оси вращения профильного зубчатого сборочного барабана установлена копирная линейка, длина которой соответствует длине образующей профильного зубчатого сборочного барабана, а рабочий профиль подобен конфигурации этой образующей, при этом крайние участки образующей наружной поверхности профильного сборочного барабана имеют наклон к оси его вращения, а образованные ими конические поверхности своими большими основаниями обращены к его соответствующим торцам, причем суппорт снабжен кулачком, взаимодействующим с рабочим профилем копирной линейки и кинематически связан с механизмом торможения шпулярника. Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления зубчатых приводных ремней с тканевой обкладкой групповым методом. Известен способ изготовления зубчатых ремней литьем под давлением (1, с. 17), заключающийся в навивке кордшнура на сердечник пресс-формы, имеющий винтовую канавку для размещения витков кордшнура, продавливании вдоль зубьев сердечника размягченной эластомерной смеси с последующей ее вулканизацией под действием тепла и давления. Для реализации этого способа используется пресс-форма с сердечником, имеющим винтовую канавку для размещения витков кордшнура, установленным в формообразующей полости монолитной матрицы, в верхней части которой размещается литьевая камера с пуансоном (1, с. 17-18, рис. 2.2). Навивка кордшнура производится на одной из модификаций сборочного станка, осуществляющего вращение шпинделя с закрепленным на нем сердечником в сочетании с поступательным движением суппорта с нитеводителем,что позволяет, в конечном счете, получить винтовое расположение кордшнура в канавках сердечника с заданным шагом навивки. Подобный способ изготовления зубчатых ремней позволяет получать ремни с точными размерами и высоким качеством поверхностей кордшнур в них расположен с требуемым шагом во всех поперечных сечениях ремня. Однако способу литья присущ и ряд недостатков. В частности, к ним относится низкая производительность, обусловленная невозможностью продавливания невулканизированного эластомера вдоль сравнительно длинных сердечников низкая долговечность сердечников, особенно при работе с металлокордом, из-за быстрого истирания перемычек(гребешков) между канавками и др. Принципиальным же недостатком является низкое качество получаемых ремней, у которых ввиду осевого движения прессуемого эластомера невозможно получить износостойкое тканевое покрытие на зубьях. Ремень, изготовленный из резины и не имеющий износостойкого тканевого покрытия зубьев, не обладает достаточным уровнем долговечности. Выход из ситуации производители литьевых ремней видят в применении вместо обычных резин уретановых каучуков, что удорожает ремни в 10-12 раз. Наиболее близким по технической сущности к заявляемому изобретению является способ изготовления зубчатых ремней методом сборки (1, с. 21), при котором на профильный зубчатый сборочный барабан укладывают тканевую обкладку, производят с усилием натяжения навивку кордшнура, которая выполняется относительно барабана по 2 7561 1 2005.12.30 винтовой линии, получаемой в результате комбинации вращения барабана и продольного перемещения суппорта с нитеводителем, затем осуществляют наложение слоев невулканизированного эластомерного материала, формование и вулканизацию собранной таким образом заготовки. Для реализации описанного способа используется устройство, представляющее собой сборочный станок 2 и содержащее основание со шпинделем, кинематически связанный со шпинделем и приводом вращательного движения ходовой винт, взаимодействующий с суппортом, установленным на основании с возможностью перемещения вдоль оси шпинделя и оснащенным механизмом навивки, состоящим из шпулярника с кордшнуром, нитеводителя и тормоза. На шпинделе устанавливается профильный сборочный барабан цилиндрической формы, причем это может быть как конструкция с радиально-подвижными секторами 3, так и со съемной крышкой 4, стягивающей викель с зубчатой части барабана. Такой способ позволяет получать зубчатые ремни с износостойким тканевым покрытием зубьев, обладающие в силу названной конструктивной особенности повышенной долговечностью в эксплуатации. Однако и этому способу присущ серьезный недостаток,связанный с незафиксированностью витков кордшнура на наружной поверхности барабана. Действительно, используемые при сборочном методе барабаны не имеют винтовой канавки для размещения витков кордшнура. Следовательно, осевому смещению витков препятствует только сила трения между кордом и тканью. А между тем практика свидетельствует, что такое смещение не только возможно, но и наблюдается достаточно часто. Связано оно, очевидно, с течением эластомера ремня не только в радиальном, но и в осевом направлении, т.е. к торцам барабана. Поскольку такое течение осуществляется при давлении 5-15 МПа, возможность осевого сдвига витков кордшнура более чем очевидна. Зубчатый ремень, вулканизированный со смещенными витками кордшнура (см. фиг. 3),будет иметь повышенную податливость при растяжении, что в эксплуатации приведет к нарушению шага зубьев. Долговечность такого некачественного ремня будет невысокой. При больших смещениях витков кордшнура возможны такие искажения длины ремня, которые приводят к невозможности его эксплуатации ввиду соскакивания со шкивов. На практике с явлением сдвига витков борются путем увеличения натяжения навиваемого кордшнура. Однако при этом возможна деформация деталей барабана силами сжатия, ведущая к проваливанию секторов внутрь барабана в конструкции 3. При использовании барабана конструкции 4 может возникнуть невозможность снятия викеля из-за повышенных сил трения на вершинах зубьев профилирующей части. Кроме того,установлено, что в средней части барабана явление сдвига витков практически отсутствует,а на расстоянии от торца 0,10,15 о (где о - длина образующей зубчатой части барабана,фиг. 1) появление сдвига вполне возможно, причем вероятность этого появления, так же как и абсолютные значения сдвига, возрастают по мере приближения к торцу барабана. Таким образом, смещение витков кордшнура является серьезным скрытым дефектом,в значительной степени ухудшающим важнейший качественный показатель зубчатых ремней - их долговечность. Задача, решаемая изобретением, заключается в повышении качества изготавливаемых зубчатых ремней. Задача решается тем, что способ изготовления зубчатых ремней, при котором на профильный зубчатый сборочный барабан укладывают тканевую обкладку, производят с усилием натяжения навивку кордшнура путем вращения профильного сборочного барабана и продольного движения нити навиваемого кордшнура, осуществляют наложение слоев невулканизированного эластомерного материала, формование и вулканизацию собранной таким образом заготовки, выполняется таким образом, что усилие натяжения навиваемого кордшнура максимально при навивке у торцов профильного зубчатого сборочного барабана и в процессе навивки линейно уменьшается к его срединной части. Устройство для осуществления вышеописанного способа, содержащее основание со шпинделем, установ 3 7561 1 2005.12.30 ленный на шпинделе профильный зубчатый сборочный барабан, кинематически связанный со шпинделем и приводом вращательного движения, ходовой винт, взаимодействующий с суппортом, установленным на основании с возможностью перемещения вдоль оси вращения профильного зубчатого сборочного барабана, а также установленные на суппорте нитеводитель и шпулярник с кордом и механизмом торможения, выполнено таким образом,что на основании устройства параллельно оси вращения профильного зубчатого сборочного барабана установлена копирная линейка, длина которой соответствует длине образующей профильного зубчатого сборочного барабана, а рабочий профиль подобен конфигурации этой образующей, при этом крайние участки образующей наружной поверхности профильного сборочного барабана имеют наклон к оси его вращения, а образованные ими конические поверхности своими большими основаниями обращены к его соответствующим торцам, причем суппорт снабжен кулачком, взаимодействующим с рабочим профилем копирной линейки и кинематически связан с механизмом торможения шпулярника. При проведении сопоставительного анализа отобранных способом изготовления зубчатых ремней и соответствующих устройств для реализации этих способов признаков,сходных с заявленными, не обнаружено. Следовательно, предложенное техническое решение - способ изготовления зубчатых ремней и устройство для его осуществления - обладает существенными отличиями. Сущность предложенного технического решения поясняется чертежами, где фиг. 1 - принципиальная схема устройства для изготовления зубчатых ремней фиг. 2 - вариант исполнения устройства на фиг. 1 фиг. 3 - развертка собираемой заготовки зубчатого ремня со схемами нормальной (а) и дефектной навивки кордшнура. Устройство для изготовления зубчатых ремней содержит основание 1 со шпинделем 2,установленный на шпинделе 2 профильный зубчатый сборочный барабан 3, образованный торцами 4, 5 и наружной поверхностью вращения, состоящей из двух конических участков 6, 7 и цилиндрической поверхности 8. При использовании в качестве барабана конструкции с осевым съемом викеля (например подобной 4) для обеспечения возможности сдвига викеля вдоль оси целесообразно выполнение на зубчатой части барабана одной конической поверхности 7 (фиг. 2), а второй конической поверхности - на съемной крышке 9. Шпиндель 2 устройства кинематически связан с ходовым винтом 10 и приводом вращательного движения 11. На основании 1 выполнены направляющие 12, на которых с возможностью перемещения параллельно оси вращения барабана 3 установлен суппорт 13,взаимодействующий с ходовым винтом 10. На суппорте 13 размещены шпулярник 14 с кордшнуром 15, пропущенным через ролик 16 нитеводителя. Шпулярник 14 установлен на валу 17 ленточного тормоза, кинематически связанного тягой 18 с установленным на суппорте поворотным кулачком 19, ролик которого взаимодействует с закрепленной на основании 1 копирной линейкой 20. Рабочая поверхность копирной линейки образована двумя наклонными 21 и одной прямолинейной 22 поверхностями, имеющими соответственно длины н и п, адекватные таким же длинам к и ц соответственно конических 6, 7 и цилиндрической 8 поверхностей барабана 3. Способ осуществляется следующим образом. После наложения на зубчатую часть сборочного барабана 3 слоя обкладочной ткани (не показана) производится операция навивки кордшнура 15. Для этого его свободный конец закрепляется на одном из торцов(например 5) барабана 3. При включении привода 11 за счет согласованного вращения шпинделя 2 и ходового винта 10 производится навивка кордшнура по винтовой линии с заданным шагом(фиг. 3, а). При этом кордшнур 15 сматывается с подторможенного шпулярника 14, а ролик кулачка 19 обкатывается по рабочей части копирной линейки 20. На начальном этапе навивки ролик кулачка 19, взаимодействуя с наклонным участком 21 линейки 20, при перемещении суппорта 13 влево по чертежу, ослабляет тормозное усилие на валу 17. 4 7561 1 2005.12.30 Таким образом, по мере навивки конического участка 6 барабана 3 усилие навивки на него кордшнура 15 уменьшается. При переходе ролика кулачка 19 на прямолинейную поверхность 22 линейки 20 тормозное усилие на шпулярник остается постоянным. И, наконец, в момент достижения нитеводителем 16 меньшего основания конуса 7 кулачок вступает во взаимодействие с оставшимся наклонным участком 21 линейки 22 и по мере продолжения навивки корда 15 перемещает тягу 18, увеличивая тем самым тормозное усилие на шпулярнике 14 и, соответственно, усилие навивки кордшнура. Поскольку усилие навивки кордшнура 15 увеличивается по мере приближения к торцам 4, 5 барабана 3, на длине к удается избежать смещения витков кордшнура (фиг. 3, б). Однако осевое перемещение витков на участке к ограничивается не только повышенным усилием навивки корда. Дополнительным препятствием является то, что при осевом смещении к торцам барабана виткам потребовалось бы занять больший диаметр на конусе и,соответственно, дополнительно растянуться. Наличие конусов 6, 7 обеспечивает еще один важный параметр качества, а именно сохранение длины изготавливаемого ремня в заданных пределах. Действительно, у торцов ремня усилие навивки кордшнура увеличено, что в готовом ремне приведет к уменьшению его длины. Таким образом, целесообразно большее усилие навивки производить на большем диаметре. В этом случае снятый с барабана 3 вулканизированный викель будет иметь стабильную длину на всех участках. Практика показывает, что требуемый угол конусаневелик и, как правило, равен или меньше 1. Такой угол намного меньше угла трения кордшнура по обкладочной ткани или ткани по зубьям барабана. При коэффициенте трения в этих парах 0,10,15 угол трения равен 5,78,5, что гораздо больше 1. Следовательно, явление соскальзывания намотанных витков с конических участков барабана 6, 7 на цилиндрическую часть 8 практически невозможно. Рассмотрим конкретный пример выполнения устройства для сборки ремней. Известно,что закон Гука записывается в форме где- усилие в корде,- площадь сечения кордшнура,- модуль упругости 1-го рода кордшнура, р - приращение длины кордшнура под действием силы(фактически удлинение ремня), р - длина ремня. Для типоразмера зубчатого ремня 480(48 или 1219,2 мм по стандарту 5296), изготовленного с использованием металлокорда 21 Л 12 (1) с 2 /40,752 /40,44 мм 2 и (по результатам собственных исследований)30000 МПа. При к 70 мм 1 ц 260 мм получим увеличение диаметра барабана 2 к 2700,017452,44 мм вызванное этим увеличением диаметра возрастание длины ремня р 2,447,67 мм усилие, необходимое для обеспечения сокращения ремня на длину рр/р 300000,4417,675/1219,283,17 Н. При стандартном усилии навивки кордшнура 1005 Н дополнительное усилие, обеспечивающее стабильную длину ремня, максимально у торцов барабана и даже несколько меньше усилия навивки кордшнура на обыкновенный цилиндрический барабан. Таким образом, сочетание определенной формы профильной части барабана, имеющей как минимум одну коническую поверхность у одного из торцов, с регулировкой натяжения кордшнура в процессе его навивки на барабан обеспечивает заданное расположение витков кордшнура в вулканизированном ремне и стабильные размеры ремня, что обеспечивает его повышенное качество. 7561 1 2005.12.30 Источники информации 1. Бойков В.П., Городничев Ю.Н., Козачевский Г.Г. Зубчатые ремни. - . Химия,1989. - С. 192. 2. А.с. 176384. Станок для сборки и резки викелей на заготовки / М.В. Зеленин,А.С. Бударин и др. - ВНИИРТМАШ Заявл. 27.01.1964 Опубл. 02.11.1965 // БИ 22. 3. А.с. 368059. Барабан для изготовления плоскозубчатых ремней / В Рабкин и Ф.Д. Левин. - Бобруйский завод РТИ Заявл. 29.11.1969 Опубл. 26.01.1973, БИ 9. 4. А.с. 405737. Форма для изготовления трубчатых продольнозубчатых заготовок из полимерных материалов / Л.Г. Пшинник, В.И. Колмаков и др. - ВНИИРТМАШ Заявл. 20.12.1971 Опубл. 05.11.1973 // БИ 45. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29D 29/08
Метки: способ, осуществления, зубчатых, изготовления, устройство, ремней
Код ссылки
<a href="https://by.patents.su/6-7561-sposob-izgotovleniya-zubchatyh-remnejj-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления зубчатых ремней и устройство для его осуществления</a>
Пресс-форма для изготовления двухсторонних зубчатых ремней
Номер патента: 4789
Опубликовано: 30.12.2002
Авторы: Никончук Иван Николаевич, Баханович Александр Геннадьевич, Скойбеда Анатолий Тихонович, Косырев Игорь Арнольдович, Никончук Андрей Николаевич
МПК: B29C 35/02, B29C 33/02, B29D 29/08...
Метки: изготовления, ремней, двухсторонних, зубчатых, пресс-форма
Текст:
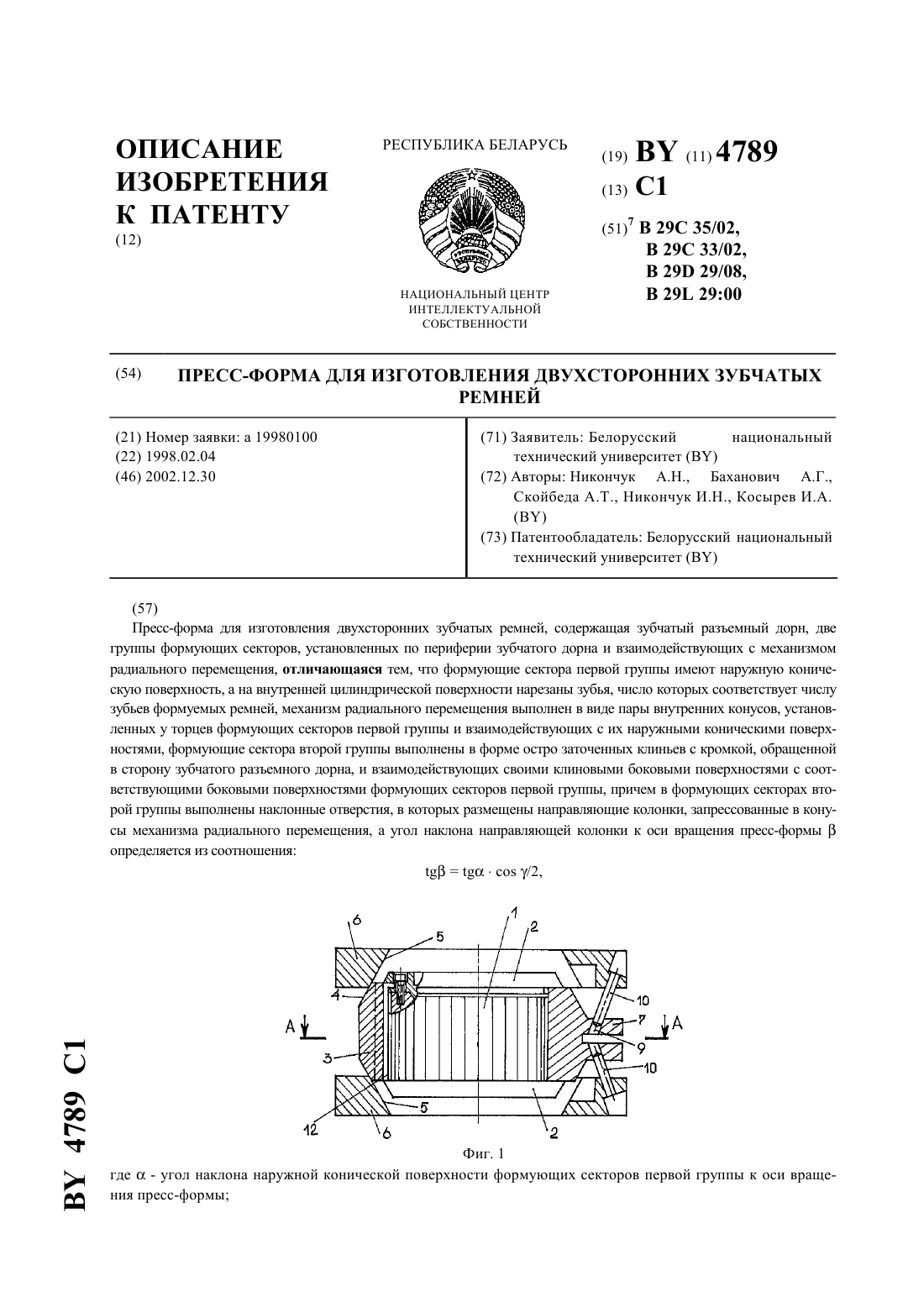
...зубчатых ремней, содержащей зубчатый разъемный дорн, две группы формующих секторов, установленных по периферии зубчатого дорна и взаимодействующих с механизмом радиального перемещения, формующие сектора первой группы имеют наружную коническую поверхность, а на внутренней цилиндрической поверхности нарезаны зубья, число которых соответствует числу зубьев формуемых ремней, механизм радиального перемещения выполнен в виде пары...
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: цилиндрических, нарезания, зубчатых, станок, колёс, способ, осуществления
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Способ долбления зубчатых колес и станок для его осуществления
Номер патента: 3343
Опубликовано: 30.06.2000
Авторы: Сидоренков Юрий Яковлевич, Голембиевский Анатолий Иосифович, Рейтер Генрих Витольдович, Звонко Александр Константинович
Метки: способ, осуществления, долбления, станок, колес, зубчатых
Текст:
...поступательному движению гильзы, а другая - ее возвратному движению, обе дуги профиля кулачка выполнены по архимедовой спирали, конечный радиус дуги, соответствующей поступательному движению гильзы, больше ее начального радиуса, а начальный радиус дуги,соответствующий возвратному движению гильзы, больше ее конечного радиуса, причем разность радиусов для обеих дуг определяется.по зависимости, задаваемой способом долбления.При...
Способ изготовления зубчатых колес из высокопрочного чугуна
Номер патента: 6552
Опубликовано: 30.09.2004
Авторы: Дудецкая Лариса Романовна, Покровский Артур Игоревич, Гаухштейн Иосиф Самуилович
Метки: изготовления, высокопрочного, зубчатых, чугуна, колес, способ
Текст:
...легированных никелем и медью, формируется структура преимущественно из зернистого перлита, способствующая ускоренному переходу углерода в твердый раствор при нагреве зубчатых колес под закалку и улучшению обрабатываемости резанием при механической обработке. Применение скорости охлаждения, превышающей 80 /час, приводит к образованию структур с пластинчатой или игольчатой формой цементита, что повышает твер 2 6552 1 дость и ухудшает...
Способ изготовления ребристых радиаторов из плоских труб и устройство для его осуществления
Номер патента: 7403
Опубликовано: 30.09.2005
Авторы: Гаухштейн Иосиф Самуилович, Войналович Леонид Антонович, Короленок Григорий Михайлович, Сидоренко Михаил Иванович, Черкашин Василий Павлович
МПК: B21D 53/02, B23P 15/26
Метки: радиаторов, ребристых, способ, изготовления, устройство, осуществления, плоских, труб
Текст:
...вращения. Кинематическая связь оси резца и привода поворотной планшайбы позволяет выравнивать скорость обработки, с которой резец прокатывается по всем точкам обрабатываемой поверхности. Выполнение резца в виде ролика, подвижно установленного на оси, позволяет заменить возникающие силы трения скольжения на силы трения качения при обработке ребристых радиаторов из плоских труб, что дает равномерный износ обрабатывающей кромки резца и...
Предыдущий патент: Разбавитель для регидратации сухих вакцин из грамположительных бактерий и способ его получения
Следующий патент: Камнеуловитель к уборочному комбайну
Случайный патент: Способ получения фенольных веществ из растительного сырья