Пресс-форма для изготовления двухсторонних зубчатых ремней
Номер патента: 4789
Опубликовано: 30.12.2002
Авторы: Скойбеда Анатолий Тихонович, Никончук Иван Николаевич, Косырев Игорь Арнольдович, Никончук Андрей Николаевич, Баханович Александр Геннадьевич
Текст
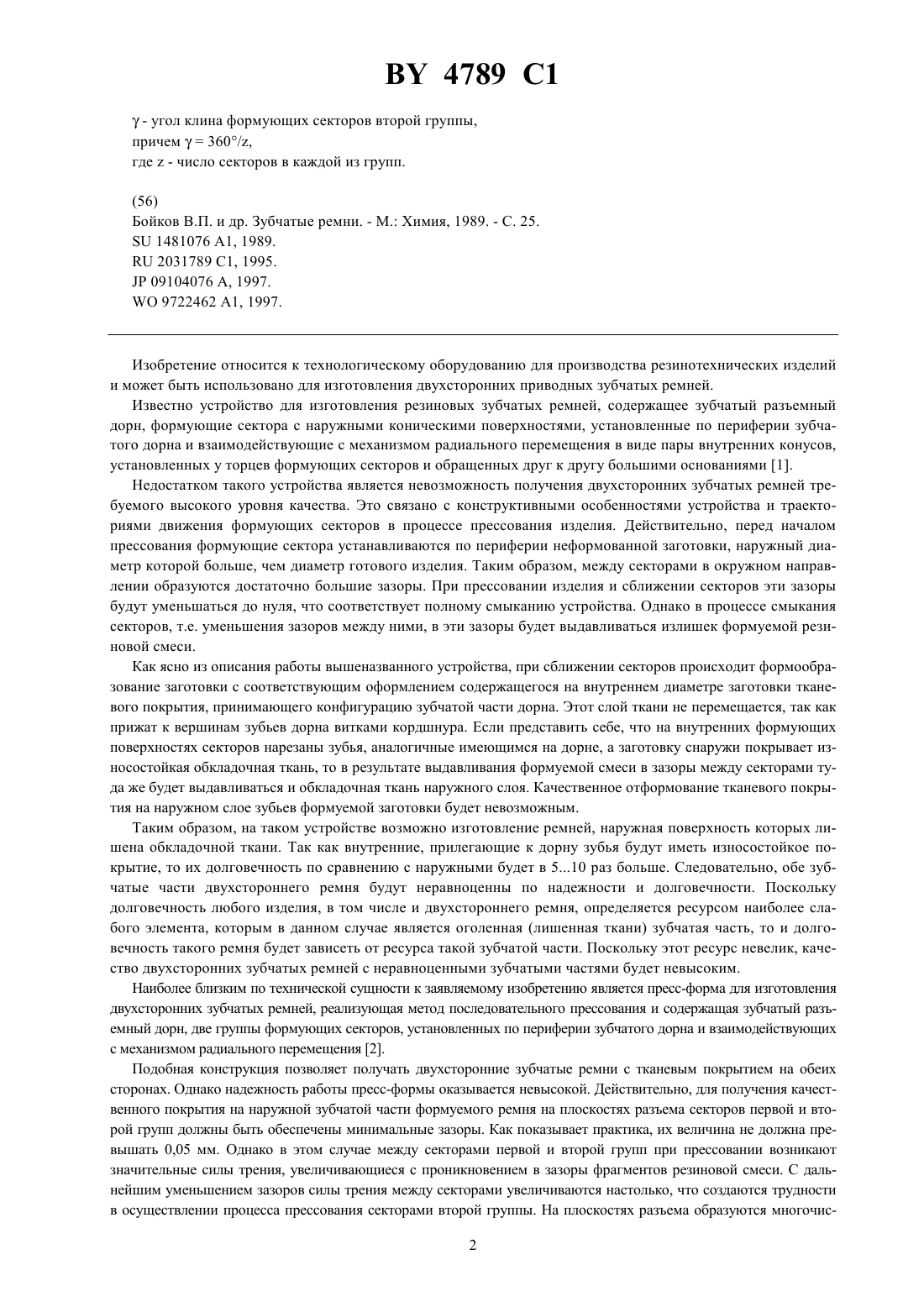
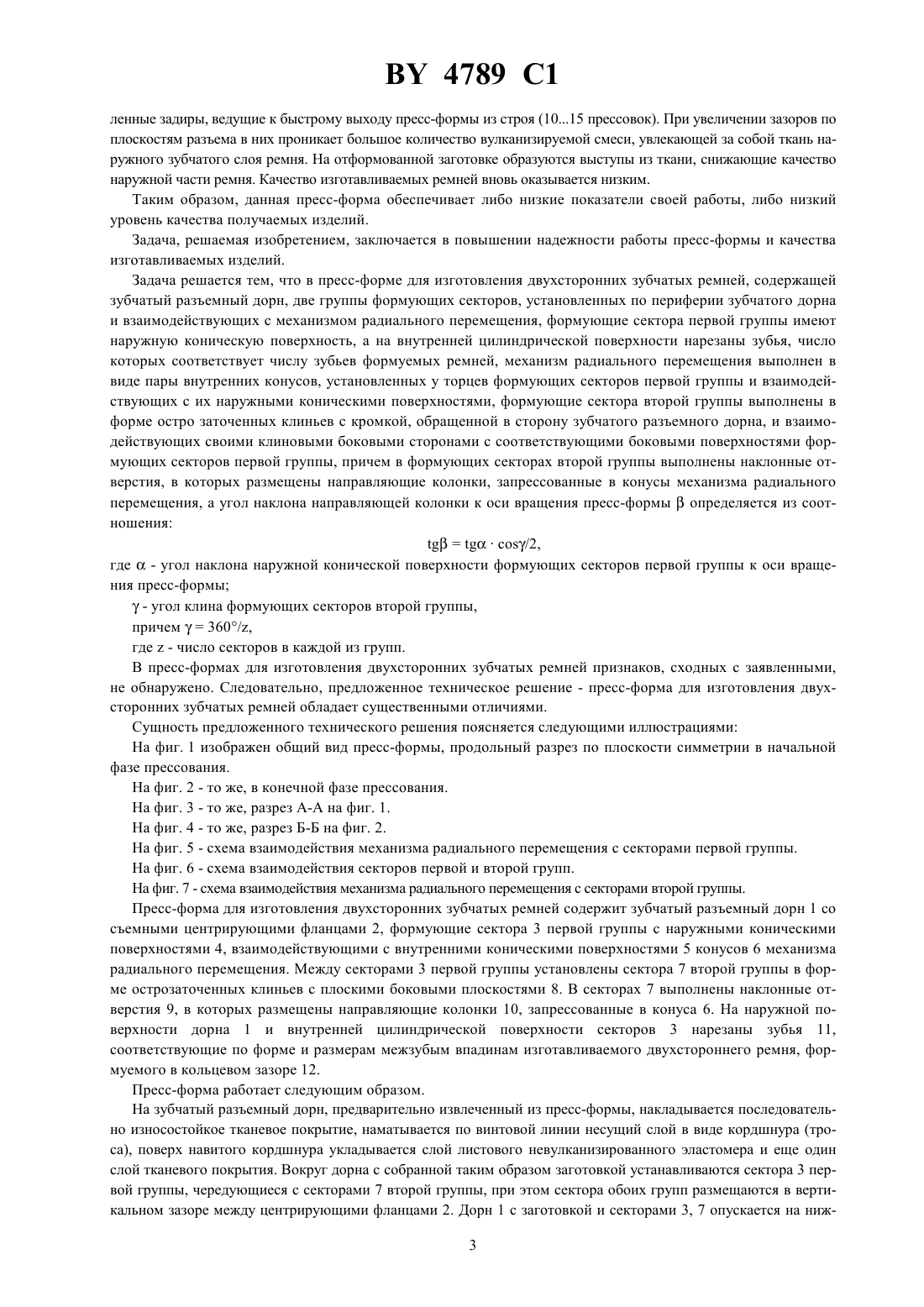
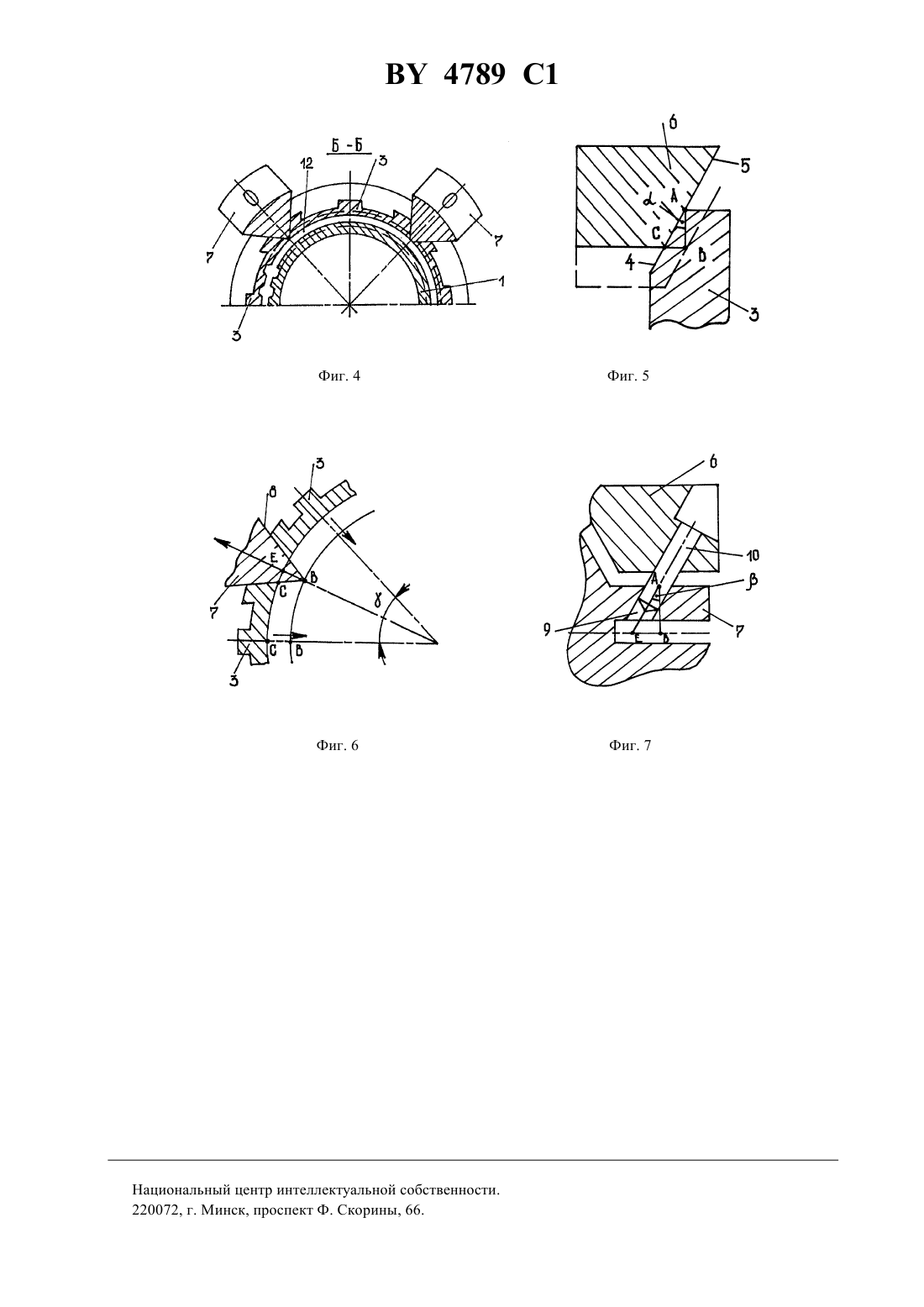
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСТОРОННИХ ЗУБЧАТЫХ РЕМНЕЙ(71) Заявитель Белорусский национальный технический университет(73) Патентообладатель Белорусский национальный технический университет(57) Пресс-форма для изготовления двухсторонних зубчатых ремней, содержащая зубчатый разъемный дорн, две группы формующих секторов, установленных по периферии зубчатого дорна и взаимодействующих с механизмом радиального перемещения, отличающаяся тем, что формующие сектора первой группы имеют наружную коническую поверхность, а на внутренней цилиндрической поверхности нарезаны зубья, число которых соответствует числу зубьев формуемых ремней, механизм радиального перемещения выполнен в виде пары внутренних конусов, установленных у торцев формующих секторов первой группы и взаимодействующих с их наружными коническими поверхностями, формующие сектора второй группы выполнены в форме остро заточенных клиньев с кромкой, обращенной в сторону зубчатого разъемного дорна, и взаимодействующих своими клиновыми боковыми поверхностями с соответствующими боковыми поверхностями формующих секторов первой группы, причем в формующих секторах второй группы выполнены наклонные отверстия, в которых размещены направляющие колонки, запрессованные в конусы механизма радиального перемещения, а угол наклона направляющей колонки к оси вращения пресс-формыопределяется из соотношения/2, Фиг. 1 где- угол наклона наружной конической поверхности формующих секторов первой группы к оси вращения пресс-формы 4789 1- угол клина формующих секторов второй группы,причем 360/,где- число секторов в каждой из групп. Изобретение относится к технологическому оборудованию для производства резинотехнических изделий и может быть использовано для изготовления двухсторонних приводных зубчатых ремней. Известно устройство для изготовления резиновых зубчатых ремней, содержащее зубчатый разъемный дорн, формующие сектора с наружными коническими поверхностями, установленные по периферии зубчатого дорна и взаимодействующие с механизмом радиального перемещения в виде пары внутренних конусов,установленных у торцев формующих секторов и обращенных друг к другу большими основаниями 1. Недостатком такого устройства является невозможность получения двухсторонних зубчатых ремней требуемого высокого уровня качества. Это связано с конструктивными особенностями устройства и траекториями движения формующих секторов в процессе прессования изделия. Действительно, перед началом прессования формующие сектора устанавливаются по периферии неформованной заготовки, наружный диаметр которой больше, чем диаметр готового изделия. Таким образом, между секторами в окружном направлении образуются достаточно большие зазоры. При прессовании изделия и сближении секторов эти зазоры будут уменьшаться до нуля, что соответствует полному смыканию устройства. Однако в процессе смыкания секторов, т.е. уменьшения зазоров между ними, в эти зазоры будет выдавливаться излишек формуемой резиновой смеси. Как ясно из описания работы вышеназванного устройства, при сближении секторов происходит формообразование заготовки с соответствующим оформлением содержащегося на внутреннем диаметре заготовки тканевого покрытия, принимающего конфигурацию зубчатой части дорна. Этот слой ткани не перемещается, так как прижат к вершинам зубьев дорна витками кордшнура. Если представить себе, что на внутренних формующих поверхностях секторов нарезаны зубья, аналогичные имеющимся на дорне, а заготовку снаружи покрывает износостойкая обкладочная ткань, то в результате выдавливания формуемой смеси в зазоры между секторами туда же будет выдавливаться и обкладочная ткань наружного слоя. Качественное отформование тканевого покрытия на наружном слое зубьев формуемой заготовки будет невозможным. Таким образом, на таком устройстве возможно изготовление ремней, наружная поверхность которых лишена обкладочной ткани. Так как внутренние, прилегающие к дорну зубья будут иметь износостойкое покрытие, то их долговечность по сравнению с наружными будет в 510 раз больше. Следовательно, обе зубчатые части двухстороннего ремня будут неравноценны по надежности и долговечности. Поскольку долговечность любого изделия, в том числе и двухстороннего ремня, определяется ресурсом наиболее слабого элемента, которым в данном случае является оголенная (лишенная ткани) зубчатая часть, то и долговечность такого ремня будет зависеть от ресурса такой зубчатой части. Поскольку этот ресурс невелик, качество двухсторонних зубчатых ремней с неравноценными зубчатыми частями будет невысоким. Наиболее близким по технической сущности к заявляемому изобретению является пресс-форма для изготовления двухсторонних зубчатых ремней, реализующая метод последовательного прессования и содержащая зубчатый разъемный дорн, две группы формующих секторов, установленных по периферии зубчатого дорна и взаимодействующих с механизмом радиального перемещения 2. Подобная конструкция позволяет получать двухсторонние зубчатые ремни с тканевым покрытием на обеих сторонах. Однако надежность работы пресс-формы оказывается невысокой. Действительно, для получения качественного покрытия на наружной зубчатой части формуемого ремня на плоскостях разъема секторов первой и второй групп должны быть обеспечены минимальные зазоры. Как показывает практика, их величина не должна превышать 0,05 мм. Однако в этом случае между секторами первой и второй групп при прессовании возникают значительные силы трения, увеличивающиеся с проникновением в зазоры фрагментов резиновой смеси. С дальнейшим уменьшением зазоров силы трения между секторами увеличиваются настолько, что создаются трудности в осуществлении процесса прессования секторами второй группы. На плоскостях разъема образуются многочис 2 4789 1 ленные задиры, ведущие к быстрому выходу пресс-формы из строя (1015 прессовок). При увеличении зазоров по плоскостям разъема в них проникает большое количество вулканизируемой смеси, увлекающей за собой ткань наружного зубчатого слоя ремня. На отформованной заготовке образуются выступы из ткани, снижающие качество наружной части ремня. Качество изготавливаемых ремней вновь оказывается низким. Таким образом, данная пресс-форма обеспечивает либо низкие показатели своей работы, либо низкий уровень качества получаемых изделий. Задача, решаемая изобретением, заключается в повышении надежности работы пресс-формы и качества изготавливаемых изделий. Задача решается тем, что в пресс-форме для изготовления двухсторонних зубчатых ремней, содержащей зубчатый разъемный дорн, две группы формующих секторов, установленных по периферии зубчатого дорна и взаимодействующих с механизмом радиального перемещения, формующие сектора первой группы имеют наружную коническую поверхность, а на внутренней цилиндрической поверхности нарезаны зубья, число которых соответствует числу зубьев формуемых ремней, механизм радиального перемещения выполнен в виде пары внутренних конусов, установленных у торцев формующих секторов первой группы и взаимодействующих с их наружными коническими поверхностями, формующие сектора второй группы выполнены в форме остро заточенных клиньев с кромкой, обращенной в сторону зубчатого разъемного дорна, и взаимодействующих своими клиновыми боковыми сторонами с соответствующими боковыми поверхностями формующих секторов первой группы, причем в формующих секторах второй группы выполнены наклонные отверстия, в которых размещены направляющие колонки, запрессованные в конусы механизма радиального перемещения, а угол наклона направляющей колонки к оси вращения пресс-формыопределяется из соотношения/2,где- угол наклона наружной конической поверхности формующих секторов первой группы к оси вращения пресс-формы- угол клина формующих секторов второй группы,причем 360/,где- число секторов в каждой из групп. В пресс-формах для изготовления двухсторонних зубчатых ремней признаков, сходных с заявленными,не обнаружено. Следовательно, предложенное техническое решение - пресс-форма для изготовления двухсторонних зубчатых ремней обладает существенными отличиями. Сущность предложенного технического решения поясняется следующими иллюстрациями На фиг. 1 изображен общий вид пресс-формы, продольный разрез по плоскости симметрии в начальной фазе прессования. На фиг. 2 - то же, в конечной фазе прессования. На фиг. 3 - то же, разрез А-А на фиг. 1. На фиг. 4 - то же, разрез Б-Б на фиг. 2. На фиг. 5 - схема взаимодействия механизма радиального перемещения с секторами первой группы. На фиг. 6 - схема взаимодействия секторов первой и второй групп. На фиг. 7 - схема взаимодействия механизма радиального перемещения с секторами второй группы. Пресс-форма для изготовления двухсторонних зубчатых ремней содержит зубчатый разъемный дорн 1 со съемными центрирующими фланцами 2, формующие сектора 3 первой группы с наружными коническими поверхностями 4, взаимодействующими с внутренними коническими поверхностями 5 конусов 6 механизма радиального перемещения. Между секторами 3 первой группы установлены сектора 7 второй группы в форме острозаточенных клиньев с плоскими боковыми плоскостями 8. В секторах 7 выполнены наклонные отверстия 9, в которыхразмещены направляющие колонки 10, запрессованные в конуса 6. На наружной поверхности дорна 1 и внутренней цилиндрической поверхности секторов 3 нарезаны зубья 11,соответствующие по форме и размерам межзубым впадинам изготавливаемого двухстороннего ремня, формуемого в кольцевом зазоре 12. Пресс-форма работает следующим образом. На зубчатый разъемный дорн, предварительно извлеченный из пресс-формы, накладывается последовательно износостойкое тканевое покрытие, наматывается по винтовой линии несущий слой в виде кордшнура (троса), поверх навитого кордшнура укладывается слой листового невулканизированного эластомера и еще один слой тканевого покрытия. Вокруг дорна с собранной таким образом заготовкой устанавливаются сектора 3 первой группы, чередующиеся с секторами 7 второй группы, при этом сектора обоих групп размещаются в вертикальном зазоре между центрирующими фланцами 2. Дорн 1 с заготовкой и секторами 3, 7 опускается на ниж 3 4789 1 ний конус 6, при этом конические поверхности 4 секторов 3 входят во взаимодействие с коническими поверхностями 5 конуса 6, а в отверстия 9 секторов 7 входят колонки 10. Затем дорн 1 накрывается верхним конусом 6, рабочие поверхности которого входят в аналогичное взаимодействие с поверхностями секторов 3 и 7. Прессформа приобретает вид, представленный на фиг 1. При принудительном сближении конусов 6 плоскими плитами вулканизационного пресса (не показан) сектора 3 совершают перемещение к оси дорна. Если вертикальное перемещение конуса 6 равно АВ (фиг. 5),то соответствующее ему горизонтальное перемещение сектора 3 равно СВ. В это же время секторы 7 движутся в противоположном направлении - от оси дорна, что реализуется за счет взаимодействия колонок 10 с наклонными отверстиями 9. Перемещение секторов 7 при этом будет равно. По мере сближения конусов 6, расстояние между соседними секторами 3 будет уменьшаться, сектора 7 будут выдвигаться из зазоров между секторами 3. В конечной фазе сближения конусов 6 фланцы 2 дорна 1 вступают во взаимодействие с внутренними коническими поверхностями 5 конусов 6, центрируя дорн 1 относительно секторов 3. В этот момент сектора 7 оказываются полностью выдвинутыми из зазора между секторами 3, которые смыкаются своими острыми кромками, замыкая формообразующую полость пресс-формы 12. Пресс-форма приобретает вид, изображенный на фиг. 2, 4. При относительном перемещении секторов 3 и 7 зазор между ними сохраняется постоянным благодаря наличию жесткой механической связи секторов 3 и 7 с одним и тем же конусом. Если бы такая связь отсутствовала, секторы 7 были бы вытолкнуты из зазоров между секторами 3 давлением формуемого эластомера. Угол клина сектора 7 (фиг. 6) должен быть при этом равен центральному углу 360/, где- число секторов в каждой из групп. В этом случае, как видно из фиг. 6, направление движения секторов 3 будет параллельно плоскостям 8 секторов 7, и величина зазора между секторам 3 и 7 будет оставаться постоянной. Если представить, что угол клина сектора 7 больше угла , то по мере сближения секторов 3, величина названного зазора будет увеличиваться. И наоборот, если угол клина меньше угла , то секторы 7 будут сжиматься и заклиниваться секторами 3. Очевидно также, что для сохранения постоянства зазора между секторами 3 и 7 необходимо обеспечить условие, согласно которому перемещение СВ сектора 3 (фиг. 6) должно сопровождаться уменьшением расстояния между секторами 3 на 2 ВЕ, т.е. полный рабочий ход СВ секторов 3 должен приводить к соприкосновению соседних секторов 3. Для этого сектор 7 должен полностью выдвинуться на расстояние . Из треугольника ВСЕ следует, что/2, или/2, или/2. Таким образом, особенности конструкции пресс-формы, позволяющие поддерживать на заданном уровне величину зазоров между подвижными секторами позволяют, с одной стороны, исключить получение значительных сил трения между этими секторами, что обеспечивает повышение долговечности и надежности ее работы, а, с другой стороны, обеспечивать отсутствие обширного облоя на зубчатой части изготавливаемых ремней, что способствует повышению их качества. Источники информации 1. А.с. 1481076, 1989. 2. Бойков В.П. и др. Зубчатые ремни. - М., 1989. - С. 25. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
МПК: B29C 33/02, B29D 29/08, B29C 35/02
Метки: ремней, пресс-форма, двухсторонних, зубчатых, изготовления
Код ссылки
<a href="https://by.patents.su/5-4789-press-forma-dlya-izgotovleniya-dvuhstoronnih-zubchatyh-remnejj.html" rel="bookmark" title="База патентов Беларуси">Пресс-форма для изготовления двухсторонних зубчатых ремней</a>
Пресс-форма для литья под давлением
Номер патента: 858
Опубликовано: 15.08.1995
Авторы: Колоцей С. С., Бородюк С. С., Михальцов А. М., Алешко В. А., Бахмат В. А.
МПК: B22D 17/22
Метки: литья, пресс-форма, давлением
Текст:
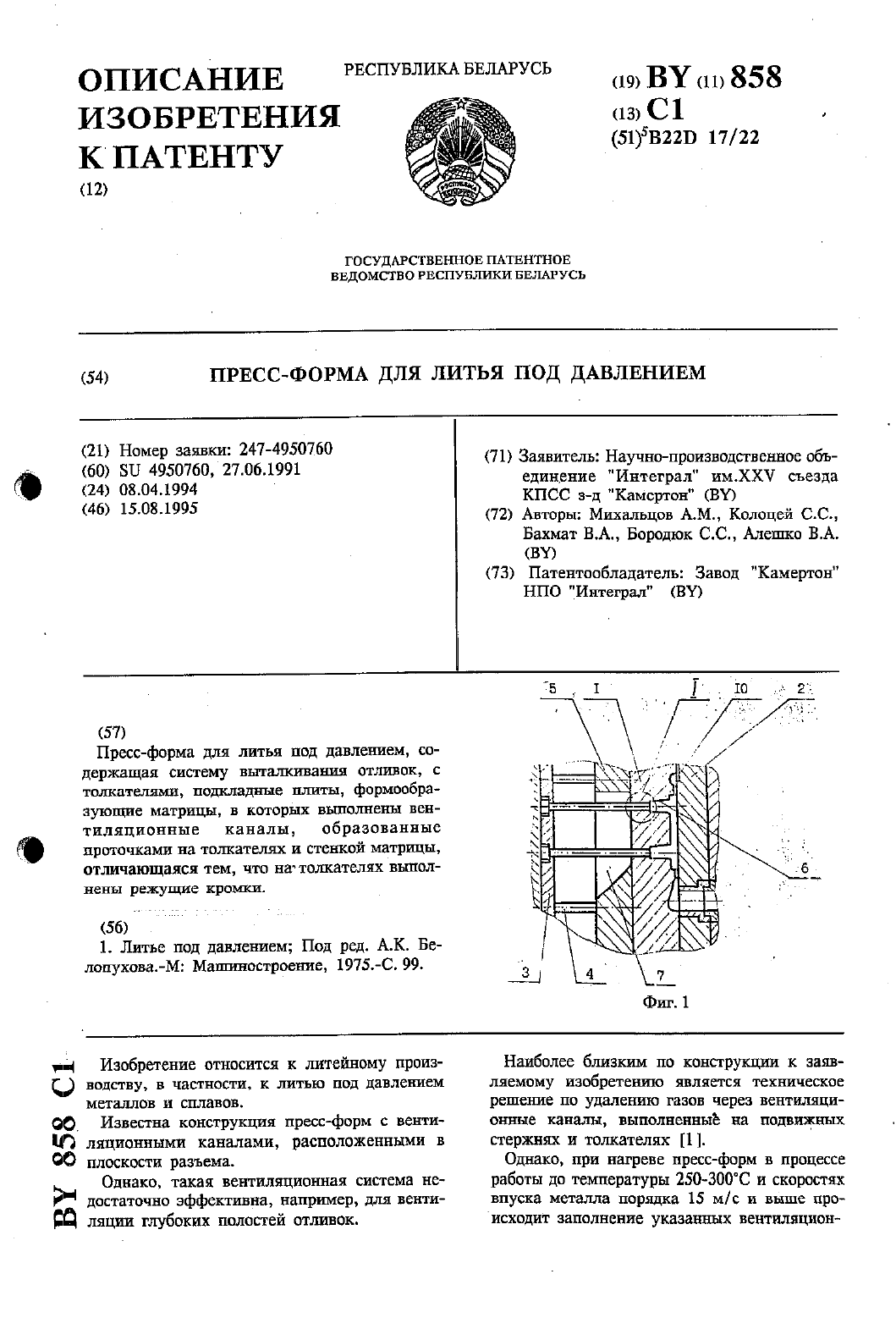
...также свобедный выход газов из вентиляционных каналов 8.Таким образом, режущие кромки, выполненные на толкателях, обеспечивают эффективное разделение и удаление облоя из вентиляционной системы.Сущность изобретения поясняется чертежами, где на фиг. 1 показана пресс-форма для литья под давлением, разрез на фиг. 2 - вынесенное изображение 1 на фиг. 3 - сечение А-А.Пресс-форма для литья под давлением состоит из подвижной и неподвижной...
Способ изготовления изделий из древесных пресс-масс
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Заяц Ирина Михайловна, Протасеня Александр Владимирович, Щерба Владимир Яковлевич, Прушак Виктор Яковлевич
МПК: B29C 43/18, B27N 3/08
Метки: изготовления, древесных, пресс-масс, изделий, способ
Текст:
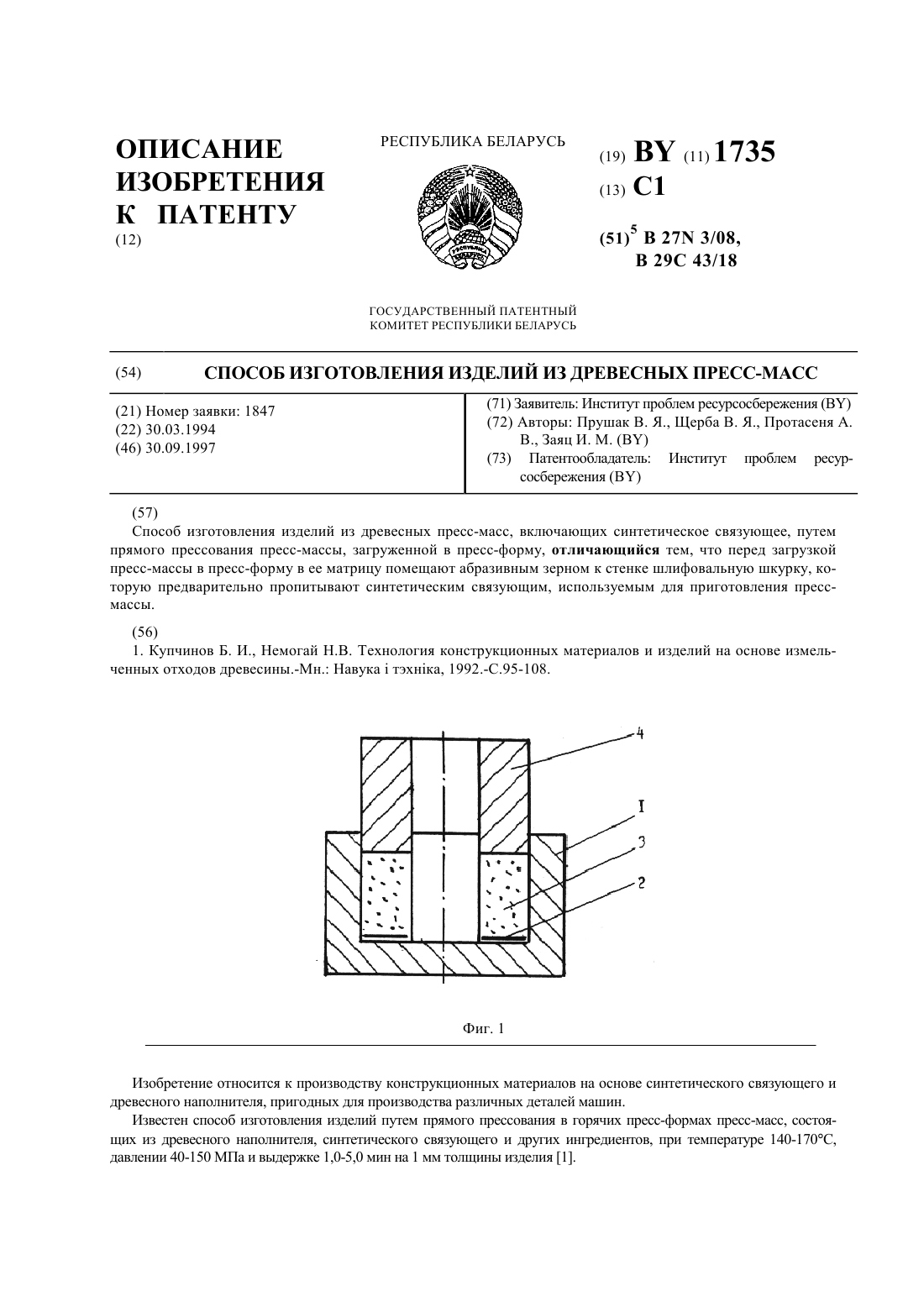
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
Пресс-форма для прессования длинномерных изделий сложной формы из порошков
Номер патента: 4364
Опубликовано: 30.03.2002
Авторы: Макарчук Дмитрий Владимирович, Петюшик Евгений Евгеньевич
МПК: B22F 3/04
Метки: прессования, изделий, формы, сложной, пресс-форма, порошков, длинномерных
Текст:
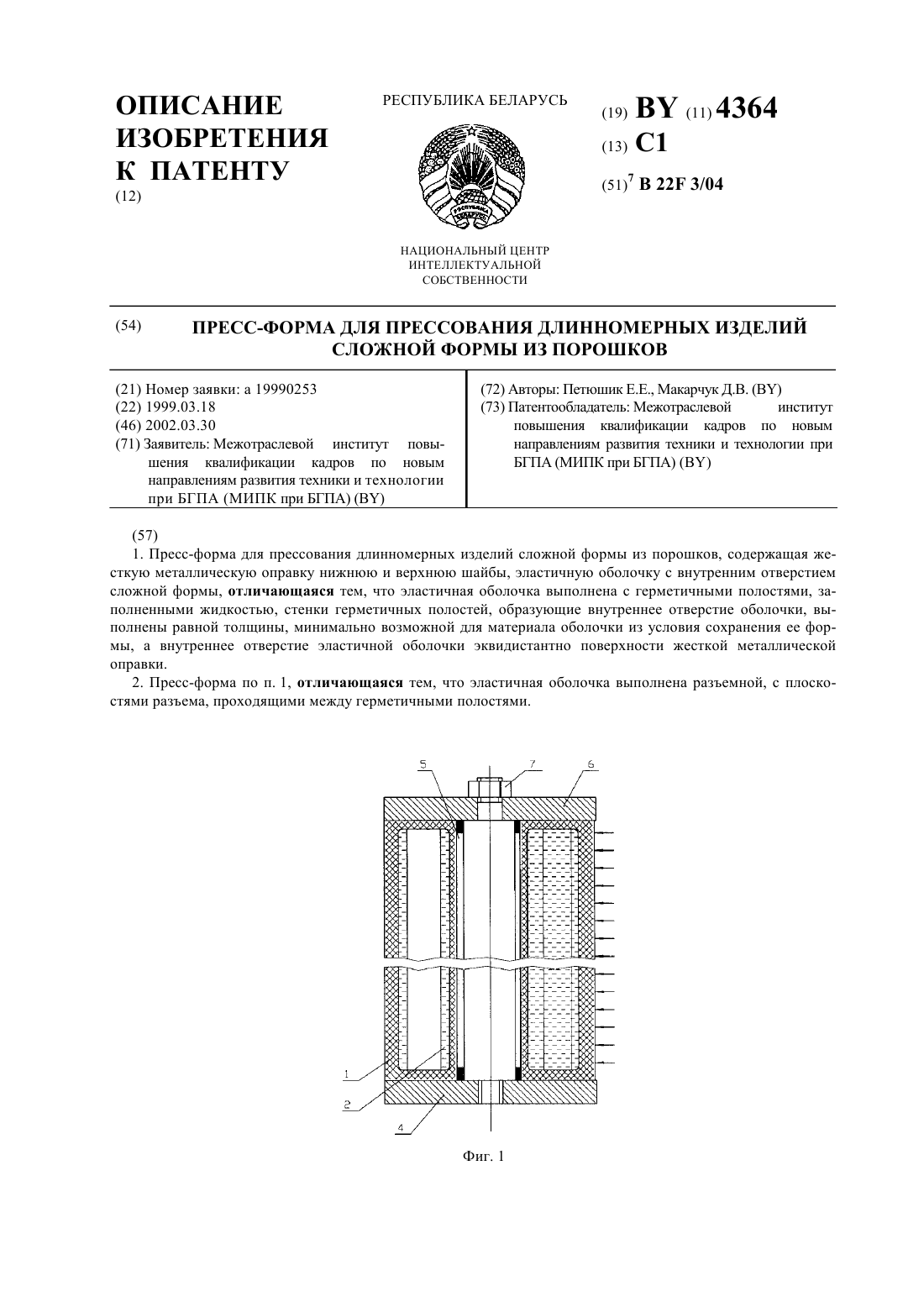
...между эластичной оболочкой 1 и жесткой металлической оправкой 3 предусмотрен зазор 5 для засыпки порошка, верхней шайбы 6 и гайки 7. Стенки герметичной полости, соприкасающиеся с прессуемым изделием, имеют равную толщину, минимально воз 2 4364 1 можную для используемого эластичного материала из условия сохранения ее формы. Форма поверхности внутреннего отверстия эластичной оболочки 1 определяется формой и размерами наружной поверхности...
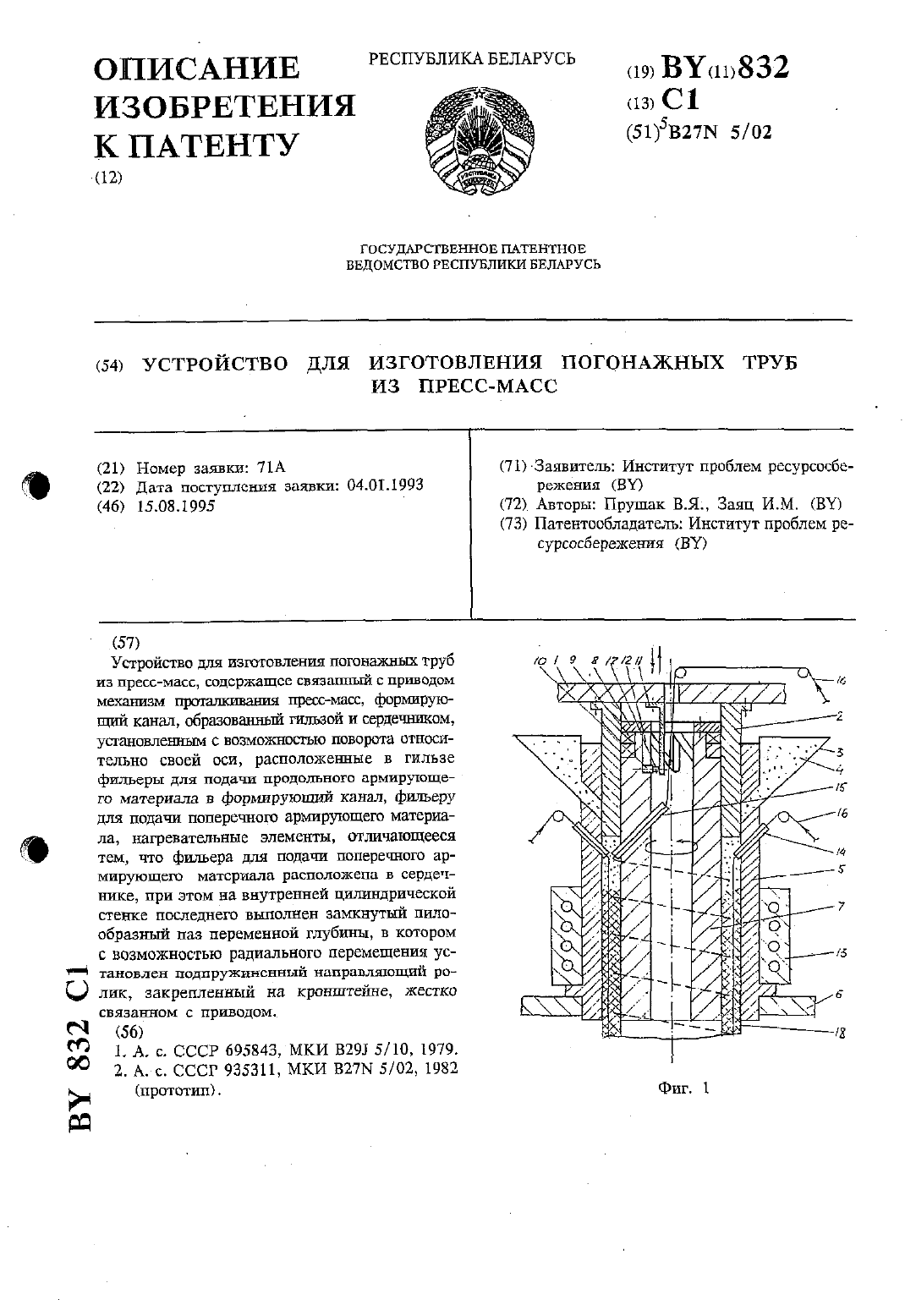
Устройство для изготовления погонажных труб из пресс-масс
Номер патента: 832
Опубликовано: 15.08.1995
Авторы: Прушак В. Я., Заяц И. М.
МПК: B27N 5/02
Метки: погонажных, устройство, изготовления, труб, пресс-масс
Текст:
...в сердечнике, при этом на внутренней цишшдрической стенке последнего вьшолнен зашснутый гшлообразньщ паз переменной глубины, в котором с возможностьюрадиального перемещения установлен подпружииенный направляющий ролик, закрепленный на кронштейне, жестко связанном с приводом.На фиг. 1 изображено предлагаемое устройство в разрезе.На фиг. 2 изображена часть развертки замКНУТОГС) ПНЗН ССрДЕЧНИКЭ.На фит. 3 изображен разрез части замкнутого паза...
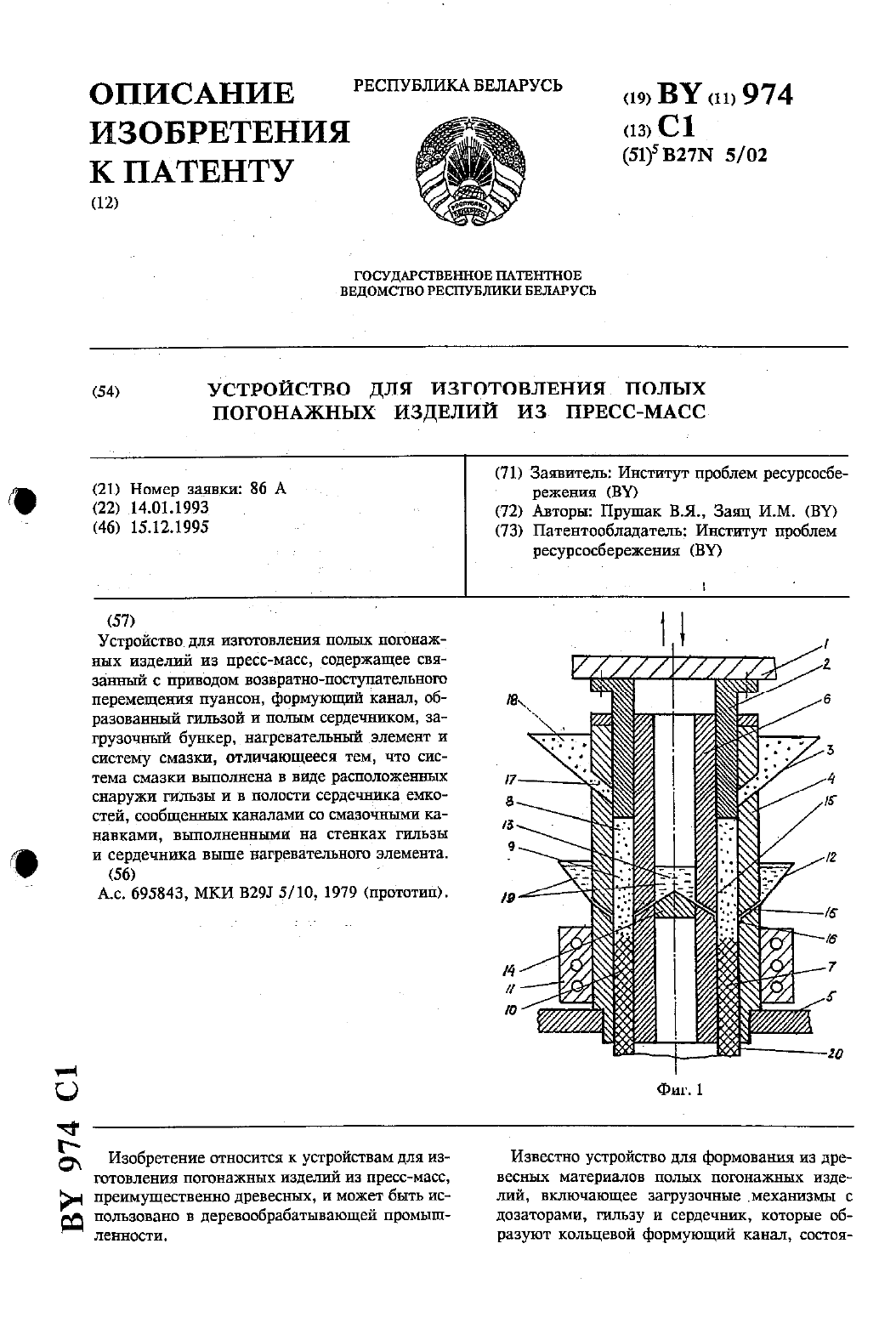
Устройство для изготовления полых погонажных изделий из пресс-масс
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Заяц Ирина Михайловна, Прушак Виктор Яковлевич
МПК: B27N 5/02
Метки: пресс-масс, изделий, изготовления, погонажных, полых, устройство
Текст:
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Предыдущий патент: Способ одномоментного ушивания раны почки и нефропексии после резекции ее нижнего полюса по поводу опухоли
Следующий патент: Устройство для распределения тонкой струи частиц жидкости
Случайный патент: Устройство для атомно-абсорбционного анализа состава вещества