Припой для высокотемпературной пайки
Текст
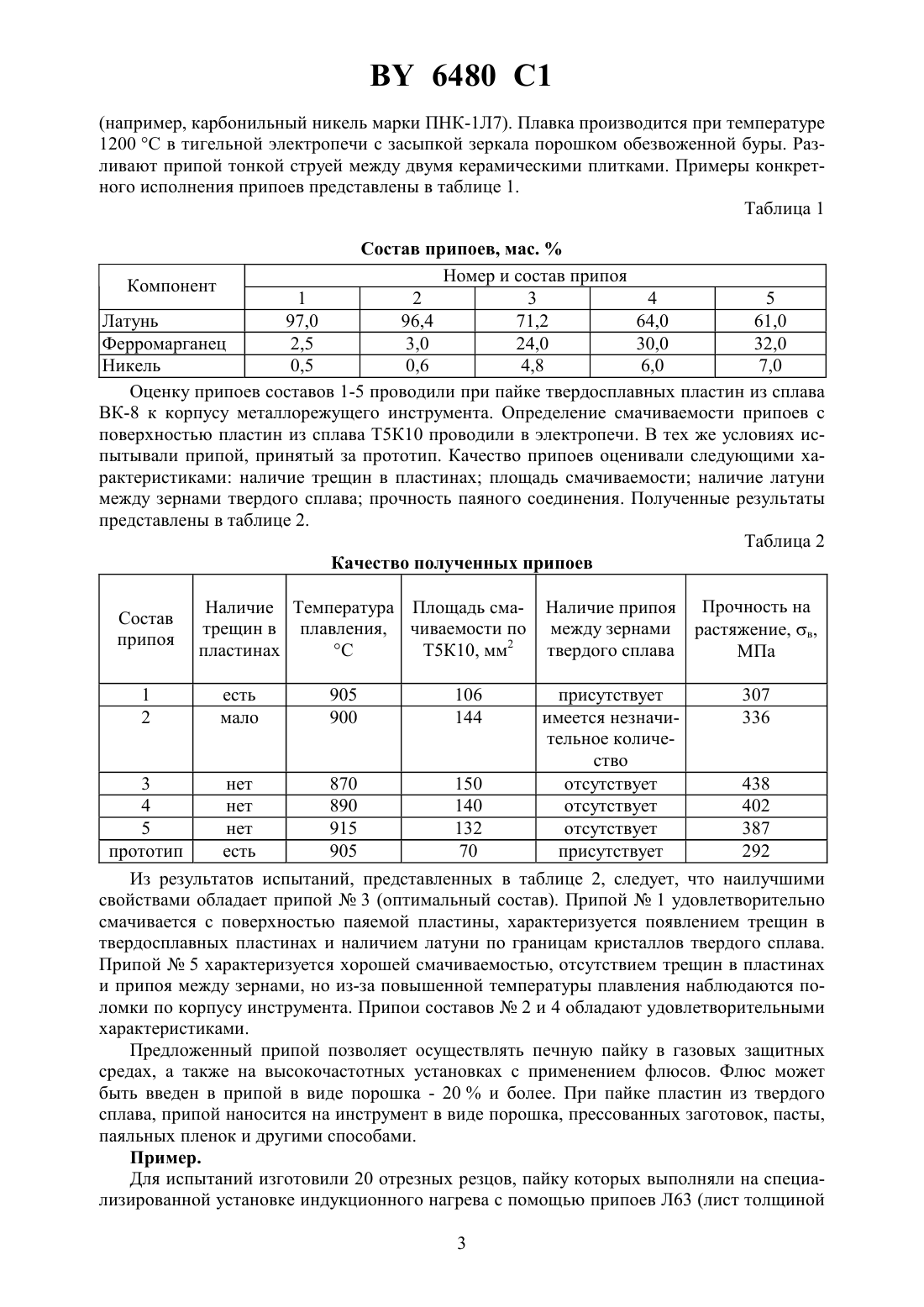
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ(71) Заявитель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(72) Автор Антонишин Юрий Тихонович(73) Патентообладатель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(57) Припой для высокотемпературной пайки, включающий двойную латунь, отличающийся тем, что он включает латунь с содержанием меди 59-80 мас.и дополнительно содержит никель и ферромарганец при следующем соотношении компонентов, мас.латунь 64-94 никель 1-6 ферромарганец 5-30,при этом массовое соотношение никеля и ферромарганца составляет 15. Изобретение относится к области пайки, в частности, к припоям для пайки пластин из твердого сплава к корпусам металлорежущего инструмента. Для пайки пластин из твердого сплава к корпусам металлорежущего инструмента, изготовленного из конструкционной стали, широко применяются припои на основе сплавов меди. В качестве припоя, например, используют медь и сплавы на основе меди, например,ЛК 62-05 1. Недостатком известных припоев является образование в процессе пайки трещин в твердом сплаве, а также значительное количество металлорежущего инструмента, бракуемого из-за поломок при пайке. Наиболее близким по составу припоем, принятым за прототип, является двойная латунь, состоящая из меди и цинка 2. 6480 1 Основной недостаток указанного припоя заключается в частичном испарении входящего в состав латуни цинка вследствие высокой упругости его паров. Испарение цинка вызывает образование пористости при кристаллизации металла паяльного шва, что отрицательно сказывается на прочности паяного соединения. Другим недостатком указанного припоя является то, что в процессе пайки значительное количество твердосплавных пластин становится недолговечным из-за образования в них трещин. Причина их образования - проникновение жидкой латуни по границам зерен твердого сплава. Важный недостаток указанного латунного припоя - невысокая площадь смачивания. Кроме того, выделяющаяся при испарении цинка окись цинка, вдыхаемая с воздухом,вредна для здоровья паяльщика. Техническая задача, решаемая изобретением, состоит в повышении долговечности паяемых конструкций металлорежущего инструмента, предотвращении образования трещин в пластинах из твердого сплава, повышении площади смачиваемости, уменьшении затекания латуни между границами зерен твердого сплава, увеличении прочности паяного соединения и снижении токсичности припоя. Технический результат достигается тем, что припой для высокотемпературной пайки,включающий двойную латунь, включает латунь с содержанием меди 59-80 мас.и дополнительно содержит никель и ферромарганец при следующем соотношении компонентов, мас.латунь- 5-30,при этом массовое соотношение никеля и ферромарганца составляет 15. Содержание меди в латуни определяет смачиваемость припоем пластин из твердого сплава. При этом область оптимальных значений содержания меди ограничена значениями 58-80 . Резко уменьшается смачиваемость при содержании меди, превышающем 80 . Провал величин смачиваемости наблюдается при содержании меди от 50 до 58 . Никель упрочняет припой, увеличивая предел прочности на срез паяных соединений на 40-60 МПа. Введение в припой никеля способствует переходу эвтектики из пластинчатой формы в глобулярную. Никель расширяет область б - твердого раствора меди за счет преимущественного образования фосфида никеля, что способствует повышению пластичности припоя. Увеличение содержания никеля (6 ) приводит к существенному повышению температуры плавления припоя без заметного улучшения технологических характеристик. Уменьшение количества никеля (1 ) неэффективно, так как не оказывает влияния на механические характеристики паяного соединения. Введение ферромарганца уменьшает испарение цинка в припое и понижает растворимость в нем водорода, уменьшая тем самым опасность образования пористости при кристаллизации и существенно снижая количество токсичных выделений окиси цинка. Введение ферромарганца наиболее целесообразно производить в количестве от 5 до 30 мас. . При содержании ферромарганца в припое, превышающем 30 мас. , припой получается хрупким и малотехнологичным, и он может быть применен только в литом виде. Содержание ферромарганца менее 5 не оказывает существенного влияния на технологические свойства припоя. При соотношении никеля и ферромарганца менее 15 снижается прочность паяного соединения и растет окисляемость припоя в жидком состоянии. При соотношении количества никеля к количеству ферромарганца более 15 происходит охрупчивание припоя и паяного соединения, что позволяет применять данный припой только для пайки соединений, не подвергающихся удару, изгибу и вибрации. Припой изготавливают следующим образом. Готовится шихта из двойной латуни, например, Л 63, ферромарганца низкоуглеродистого (1 углерода, 85 марганца) и никеля 2(например, карбонильный никель марки ПНК-1 Л 7). Плавка производится при температуре 1200 С в тигельной электропечи с засыпкой зеркала порошком обезвоженной буры. Разливают припой тонкой струей между двумя керамическими плитками. Примеры конкретного исполнения припоев представлены в таблице 1. Таблица 1 Состав припоев, мас.Номер и состав припоя Компонент 1 2 3 4 5 Латунь 97,0 96,4 71,2 64,0 61,0 Ферромарганец 2,5 3,0 24,0 30,0 32,0 Никель 0,5 0,6 4,8 6,0 7,0 Оценку припоев составов 1-5 проводили при пайке твердосплавных пластин из сплава ВК-8 к корпусу металлорежущего инструмента. Определение смачиваемости припоев с поверхностью пластин из сплава Т 5 К 10 проводили в электропечи. В тех же условиях испытывали припой, принятый за прототип. Качество припоев оценивали следующими характеристиками наличие трещин в пластинах площадь смачиваемости наличие латуни между зернами твердого сплава прочность паяного соединения. Полученные результаты представлены в таблице 2. Таблица 2 Качество полученных припоев Состав припоя 1 2 Наличие Температура Площадь сматрещин в плавления, чиваемости по пластинах С Т 5 К 10, мм 2 есть мало Наличие припоя между зернами твердого сплава присутствует 307 имеется незначи 336 тельное количество 3 нет 870 150 отсутствует 438 4 нет 890 140 отсутствует 402 5 нет 915 132 отсутствует 387 прототип есть 905 70 присутствует 292 Из результатов испытаний, представленных в таблице 2, следует, что наилучшими свойствами обладает припой 3 (оптимальный состав). Припой 1 удовлетворительно смачивается с поверхностью паяемой пластины, характеризуется появлением трещин в твердосплавных пластинах и наличием латуни по границам кристаллов твердого сплава. Припой 5 характеризуется хорошей смачиваемостью, отсутствием трещин в пластинах и припоя между зернами, но из-за повышенной температуры плавления наблюдаются поломки по корпусу инструмента. Припои составов 2 и 4 обладают удовлетворительными характеристиками. Предложенный припой позволяет осуществлять печную пайку в газовых защитных средах, а также на высокочастотных установках с применением флюсов. Флюс может быть введен в припой в виде порошка - 20 и более. При пайке пластин из твердого сплава, припой наносится на инструмент в виде порошка, прессованных заготовок, пасты,паяльных пленок и другими способами. Пример. Для испытаний изготовили 20 отрезных резцов, пайку которых выполняли на специализированной установке индукционного нагрева с помощью припоев Л 63 (лист толщиной 3 6480 1 0,5 мм) и заявляемого состава (прессованная таблетка диаметром 10 мм и высотой 1,5 мм). В качестве флюса применили флюс марки Ф 100 (ТУ 48-02-48-70). Режущая часть инструмента представляла собой пластинки из твердого сплава ВК-8, а корпус изготовлен из конструкционной стали 45. В качестве обрабатываемого материала использовали сталь марки 1218 Н 9 Т (круг диаметром 40 мм). Скорость резания составляла 120 м/мин, охлаждающей жидкостью служила эмульсия на водной основе. Проведенными испытаниями установлено, что средняя продолжительность работы резцов, изготовленных с применением припоев Л 63 и заявляемого состава, была равна 24 и 32 ч соответственно. Таким образом, результаты испытаний показывают, что предлагаемый припой позволяет повысить стойкость металлорежущего инструмента. При этом уменьшается количество выделяющихся при пайке веществ, оказывающих отрицательное влияние на здоровье паяльщика. Источники информации 1. Сварка и свариваемые материалы. Т /под редакцией В.М. Ямпольского. - М. Издательство МГТУ им. Н.Э. Баумана, 1998. - С. 430-432. 2. Сварка в машиностроении Справочник. - М. Машиностроение, 1979. - Т. 4. С. 320-321. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 35/30
Метки: высокотемпературной, пайки, припой
Код ссылки
<a href="https://by.patents.su/4-6480-pripojj-dlya-vysokotemperaturnojj-pajjki.html" rel="bookmark" title="База патентов Беларуси">Припой для высокотемпературной пайки</a>
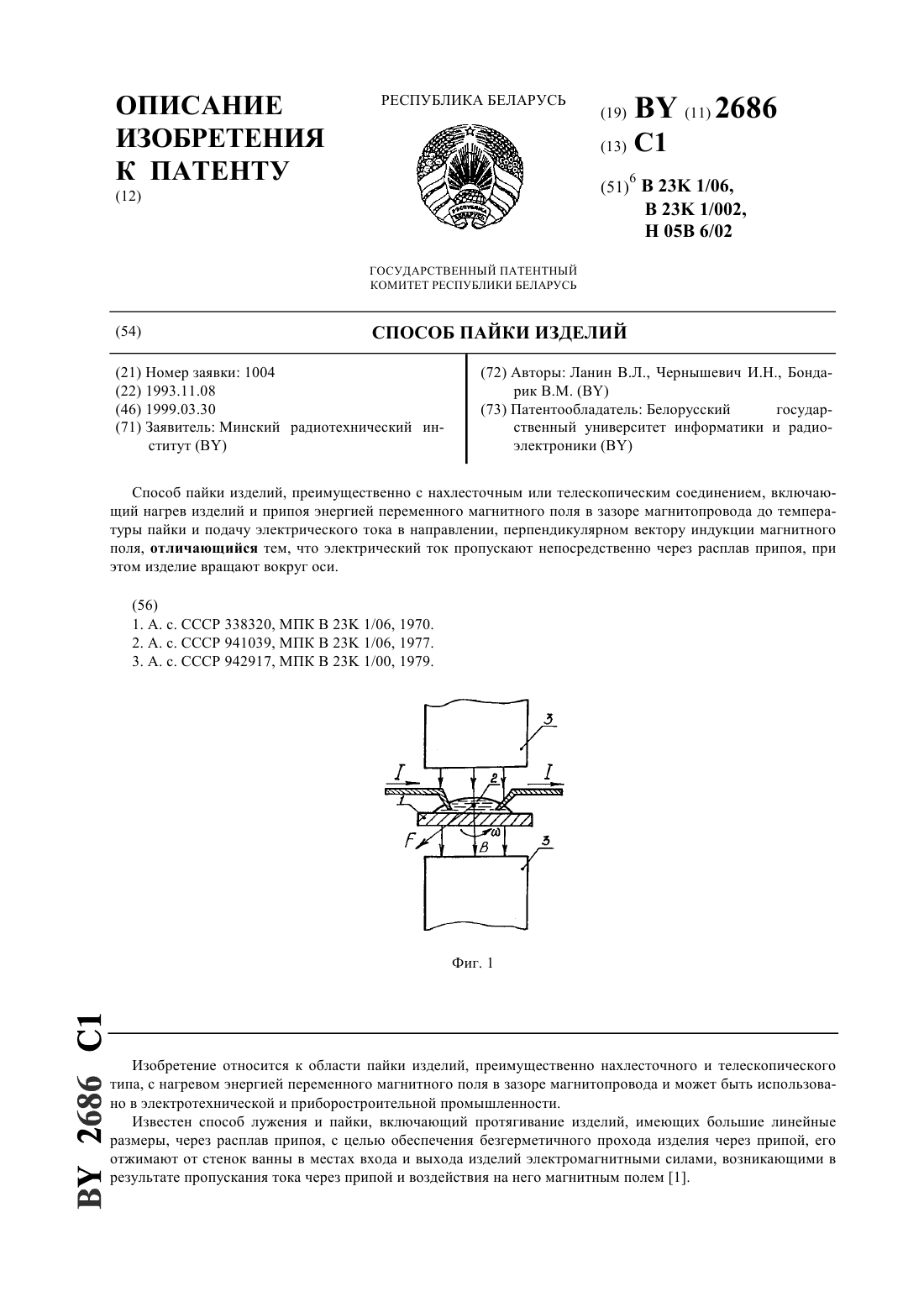
Способ пайки изделий
Номер патента: 2686
Опубликовано: 30.03.1999
Авторы: Ланин Владимир Леонидович, Бондарик Василий Михайлович, ЧЕРНЫШЕВИЧ Игорь Николаевич
МПК: H05B 6/02, B23K 1/002, B23K 1/06...
Текст:
...переменного магнитного поля в зазоре магнитопровода индуктора и постоянного электрического тока, пропускаемого через расплав, возникающая пондеромоторная силаза счет осевого вращения деталей обеспечивает равномерное растягивание припоя по поверхности деталей в случае соединения нахлесточного типа,либо заполнение припоем соединительного зазора в соединении телескопического типа. В результате улучшается смачиваемость припоем...
Флюс для пайки и лужения радиодеталей
Номер патента: 2904
Опубликовано: 30.09.1999
Авторы: Дягилева Татьяна Владимировна, Горкер Лев Семенович, Тарасенко Галина Владимировна
МПК: B23K 35/363
Метки: лужения, флюс, пайки, радиодеталей
Текст:
...ВЫСОКУЮ ПРОЧНОСТЬ динения, преимущественно при пайке радиодеталей с покрытием из серебра,меди и никеля. При этом флюс не оказывает отрицательного влияния на электропараметры керамики (кидъксвд)Наибольший эффект достигается при пайке методом погружения в расплавленный припой при температурах пайки 200-35 ос.Как следует из табл. 2, предЛаГае мый флюс, как и известный, не оказы вает ОТРНЦЗТЕЛЬНОГО ВЛИЯНИЯ на ЭЛЕКТропараметры керамики и...
Флюс для пайки и лужения керамических радиодеталей
Номер патента: 2905
Опубликовано: 30.09.1999
Авторы: Дягилева Татьяна Владимировна, Полейко Анатолий Дорофеевич, Горкер Лев Семенович, Тарасенко Галина Владимировна, Плешкова Людмила Владимировна
МПК: B23K 35/363
Метки: керамических, лужения, флюс, пайки, радиодеталей
Текст:
...пленку, которая ус 1335396тойчива по отношению к растворителям,повышает сопротивление изоляции В, и не ухудшает диэлектрические потериАцетангидрид является катализатором реакцин этерификации и удаляется из зоны пайки в виде уксусной кислоты, имеющей температуру кипения порядка пвс.Кроме того, образующиеся В ПРОЦЭС се реакции активные вещества способствуют повышению активности активной части флюса.Касторовое масло используется в в качестве...
Флюс для низкотемпературной пайки
Номер патента: 686
Опубликовано: 30.06.1995
Автор: Рудольф Альберт Кернер
МПК: B23K 35/363
Метки: низкотемпературной, флюс, пайки
Текст:
...химической формулой ЕгСН 2 СН 2 ОН где Ер остаток фторалкила с 6-16 атомами углерода. В случае алкилфторированнььх спиртов можно использовать любой вид звеньев цепи.Флюс также может содержать четвертичную соль аммония с 4-19 атомами углерода в количестве 0,1-25 по массе, а также воду в количестве 0,01-25 по массе и, по крайней мере, один смешиваемый с водой спирт с 2-5 атомами углерода или его изомеры.Яблочная кислота относится к...
Флюс для низкотемпературной пайки
Номер патента: 837
Опубликовано: 15.08.1995
Авторы: Зубков В. И., Зубкова Н. В., Стромский А. С., Салов А. П., Гольцов П. П., Пещенко А. Д., Берендеева А. В.
МПК: B23K 35/363
Метки: низкотемпературной, флюс, пайки
Текст:
...натяжение расплавляемого пргщоя и тем саштм обеспечивает повышение активности флюса.При этом мехаъшзм флюсования происходит следующим образом. Вначале за счет присутствующей в растворителе воды и при каталитическом воздействии кислот, входящих в состав канифоли, при высокой температуре (около 250 С) идет гидролиз карбамида с образованием циануровой кислоты, аммиака и других продуктов гидролиза. Циануровая кислота взаимодействует с...
Предыдущий патент: Способ плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента
Следующий патент: Полимер-лекарственная форма цис-диамминдихлорплатины (II), обладающая противоопухолевым действием
Случайный патент: Агрегат для ремонта откосов канала