Способ обработки изделия в вакууме
Номер патента: 16595
Опубликовано: 30.12.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
Текст
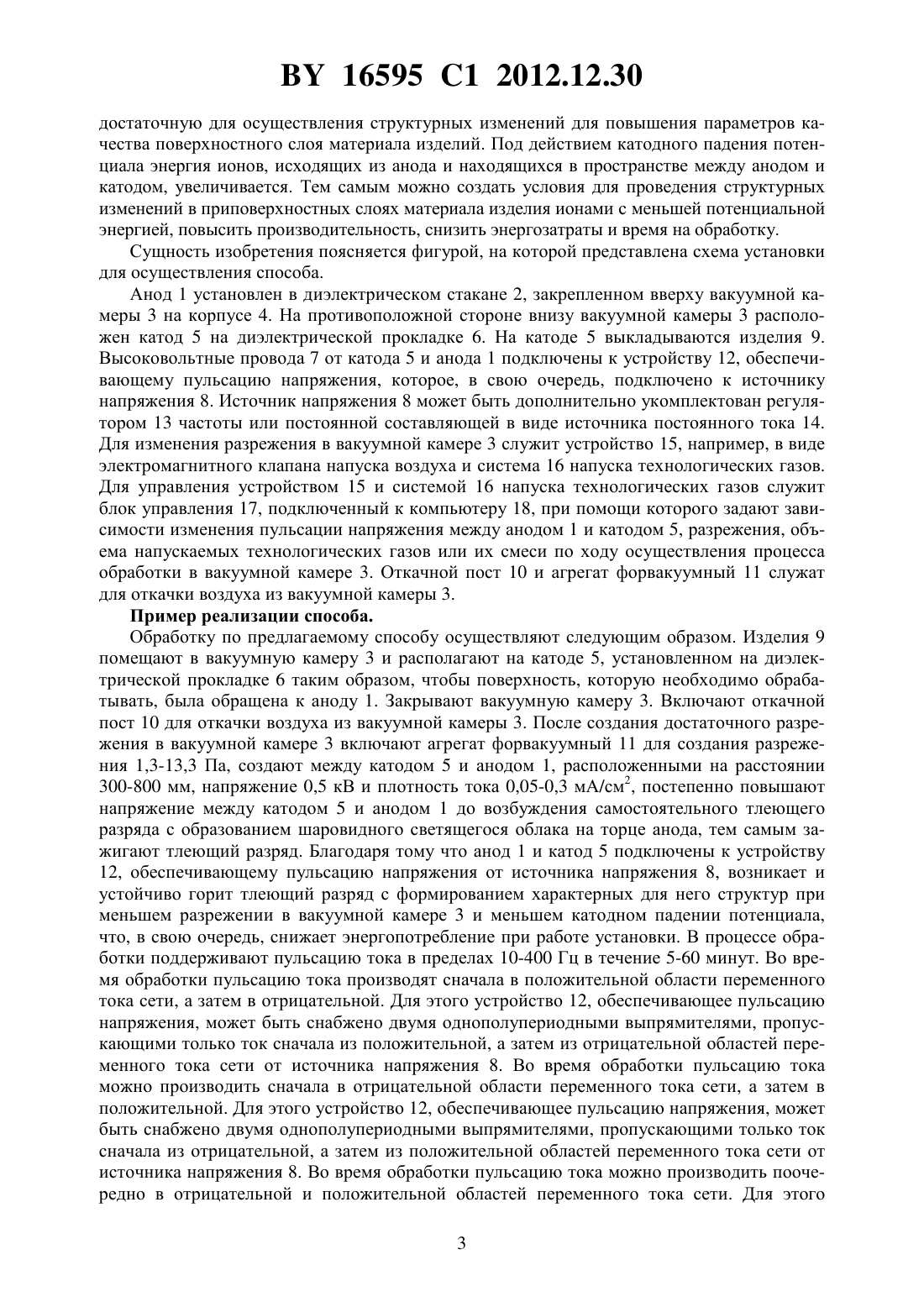
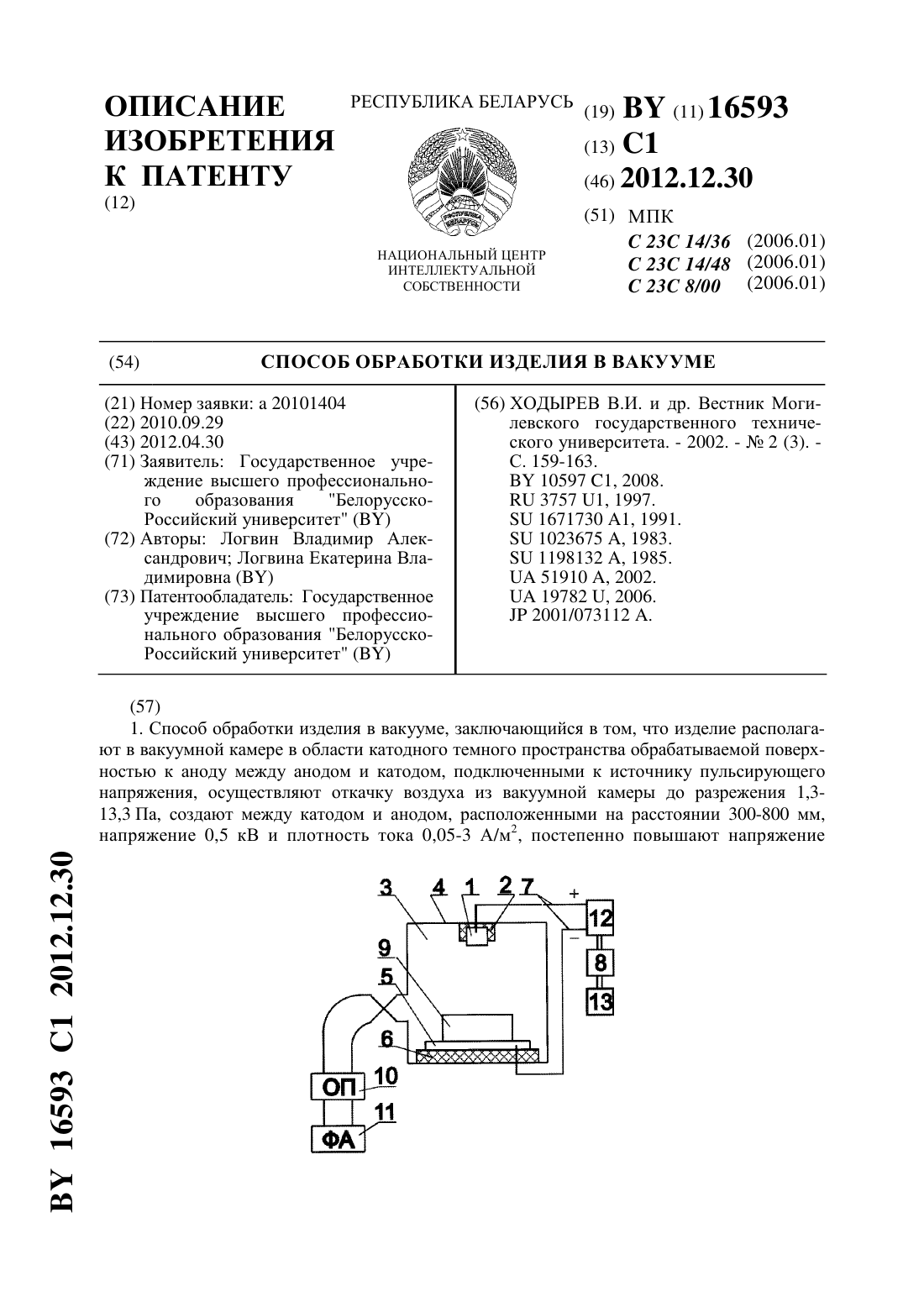
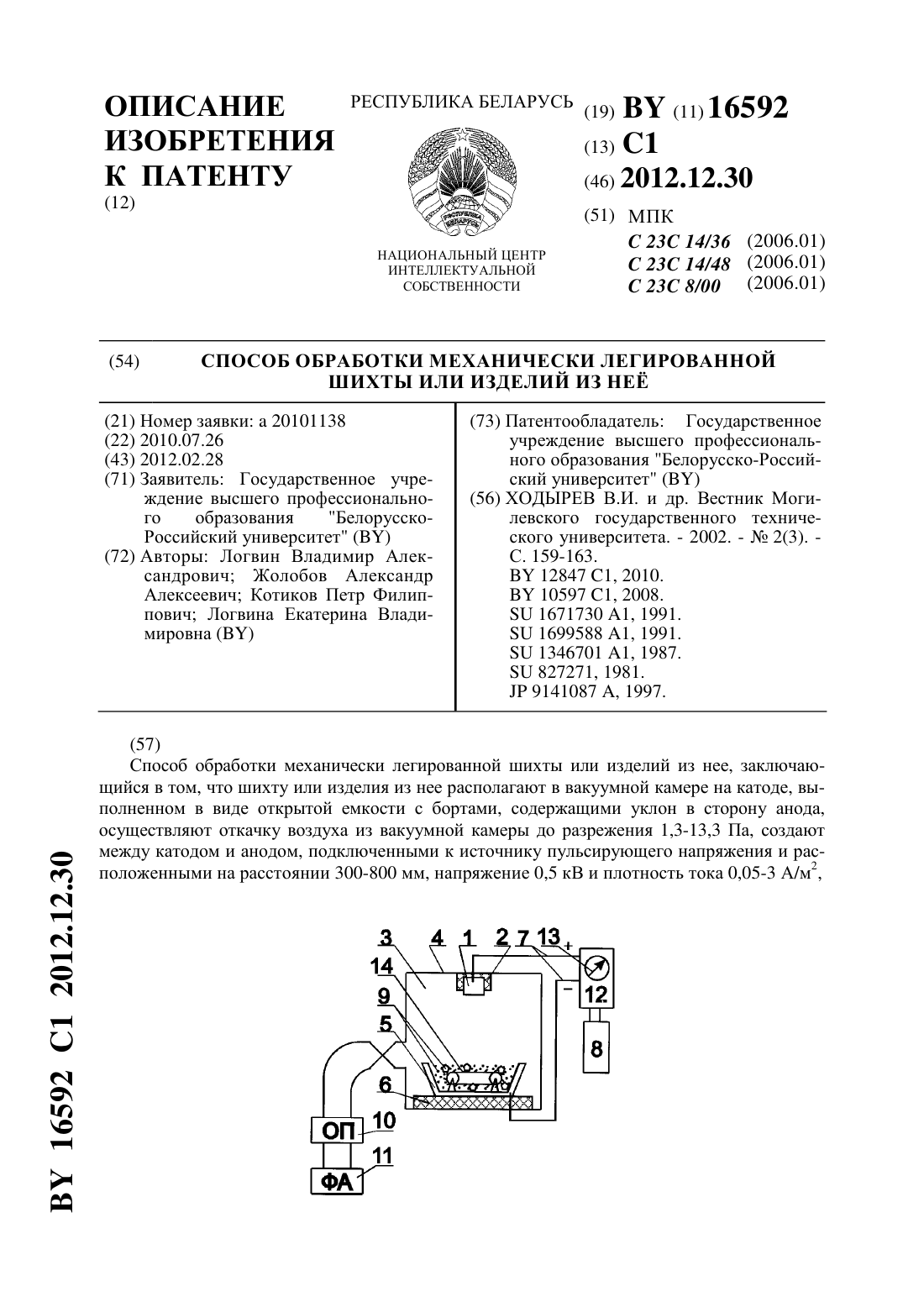
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ В ВАКУУМЕ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(56) ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2 (3). С.159-163.10597 1, 2008.2305142 2, 2007.2287610 2, 2006.3757 1, 1997.1671730 1, 1991.1757133 1, 1992.51910 , 2002.19782 , 2006.2001/073112 .(57) 1. Способ обработки изделия в вакууме, заключающийся в том, что изделие располагают в вакуумной камере в области катодного темного пространства обрабатываемой поверхностью к аноду между анодом и катодом, подключенными к источнику пульсирующего напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-800 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают 16595 1 2012.12.30 напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, в процессе обработки поддерживают пульсацию напряжения в пределах 10-400 Гц, осуществляют напуск технологических газов и изменяют разрежение в вакуумной камере в пределах 1,3-13,3 Па в течение 5-60 минут. 2. Способ по п. 1, отличающийся тем, что во время обработки разрежение в вакуумной камере сначала изменяют от 1,3 до 13,3 Па, а затем изменяют от 13,3 до 1,3 Па. 3. Способ по п. 1, отличающийся тем, что во время обработки разрежение в вакуумной камере сначала изменяют от 13,3 до 1,3 Па, а затем изменяют от 1,3 до 13,3 Па. 4. Способ по п. 1, отличающийся тем, что во время обработки разрежение в вакуумной камере изменяют поочередно от 1,3 до 13,3 Па и от 13,3 до 1,3 Па. Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и может использоваться в авиационной, приборостроительной, машиностроительной промышленности. Известны способы обработки, заключающиеся в том, что под воздействием высокочастотной ультразвуковой энергии происходит возрастание энергетического уровня материала упрочняемого изделия 1, 2. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении, так как необходимо подвергать высокочастотной ультразвуковой обработке изделие. Наиболее близким по технической сущности и достигаемым результатам является способ, заключающийся в том, что повышение параметров качества поверхностного слоя материала осуществляется посредством изменения свойств поверхностного слоя вследствие разгона и торможения в нем бомбардирующих ионов в вакууме, в тлеющем разряде 3. Данный способ, принятый за прототип, для осуществления процесса предполагает наличие более высокого потенциала между катодом и анодом, нагрева изделия до высоких температур и большего времени выдержки изделий под действием потенциала. Задачей данного изобретения является снижение энергозатрат и сокращение времени обработки при одновременном повышении износостойкости изделий в процессе эксплуатации. Указанная задача достигается тем, что в способе обработки изделия в вакууме, согласно изобретению, изделие располагают в вакуумной камере в области катодного темного пространства обрабатываемой поверхностью к аноду между катодом и анодом,подключенными к источнику пульсирующего напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-800 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2,постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, в процессе обработки поддерживают пульсацию напряжения в пределах 10-400 Гц,осуществляют напуск технологических газов и изменяют разрежение в вакуумной камере в пределах 1,3-13,3 Па в течение 5-60 минут. Во время обработки разрежение в вакуумной камере сначала изменяют от 1,3 до 13,3 Па, а затем изменяют от 13,3 до 1,3 Па. Во время обработки разрежение в вакуумной камере сначала изменяют от 13,3 до 1,3 Па, а затем изменяют от 1,3 до 13,3 Па. Во время обработки разрежение в вакуумной камере изменяют поочередно от 1,3 до 13,3 Па и от 13,3 до 1,3 Па. Известно, что при пульсирующем изменении подаваемого напряжения происходит возрастание энергетического уровня материала. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер, не все ионы, исходящие из анода (электрода-излучателя) и находящиеся в пространстве между анодом и катодом, имеют энергию,2 16595 1 2012.12.30 достаточную для осуществления структурных изменений для повышения параметров качества поверхностного слоя материала изделий. Под действием катодного падения потенциала энергия ионов, исходящих из анода и находящихся в пространстве между анодом и катодом, увеличивается. Тем самым можно создать условия для проведения структурных изменений в приповерхностных слоях материала изделия ионами с меньшей потенциальной энергией, повысить производительность, снизить энергозатраты и время на обработку. Сущность изобретения поясняется фигурой, на которой представлена схема установки для осуществления способа. Анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4. На противоположной стороне внизу вакуумной камеры 3 расположен катод 5 на диэлектрической прокладке 6. На катоде 5 выкладываются изделия 9. Высоковольтные провода 7 от катода 5 и анода 1 подключены к устройству 12, обеспечивающему пульсацию напряжения, которое, в свою очередь, подключено к источнику напряжения 8. Источник напряжения 8 может быть дополнительно укомплектован регулятором 13 частоты или постоянной составляющей в виде источника постоянного тока 14. Для изменения разрежения в вакуумной камере 3 служит устройство 15, например, в виде электромагнитного клапана напуска воздуха и система 16 напуска технологических газов. Для управления устройством 15 и системой 16 напуска технологических газов служит блок управления 17, подключенный к компьютеру 18, при помощи которого задают зависимости изменения пульсации напряжения между анодом 1 и катодом 5, разрежения, объема напускаемых технологических газов или их смеси по ходу осуществления процесса обработки в вакуумной камере 3. Откачной пост 10 и агрегат форвакуумный 11 служат для откачки воздуха из вакуумной камеры 3. Пример реализации способа. Обработку по предлагаемому способу осуществляют следующим образом. Изделия 9 помещают в вакуумную камеру 3 и располагают на катоде 5, установленном на диэлектрической прокладке 6 таким образом, чтобы поверхность, которую необходимо обрабатывать, была обращена к аноду 1. Закрывают вакуумную камеру 3. Включают откачной пост 10 для откачки воздуха из вакуумной камеры 3. После создания достаточного разрежения в вакуумной камере 3 включают агрегат форвакуумный 11 для создания разрежения 1,3-13,3 Па, создают между катодом 5 и анодом 1, расположенными на расстоянии 300-800 мм, напряжение 0,5 кВ и плотность тока 0,05-0,3 мА/см 2, постепенно повышают напряжение между катодом 5 и анодом 1 до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, тем самым зажигают тлеющий разряд. Благодаря тому что анод 1 и катод 5 подключены к устройству 12, обеспечивающему пульсацию напряжения от источника напряжения 8, возникает и устойчиво горит тлеющий разряд с формированием характерных для него структур при меньшем разрежении в вакуумной камере 3 и меньшем катодном падении потенциала,что, в свою очередь, снижает энергопотребление при работе установки. В процессе обработки поддерживают пульсацию тока в пределах 10-400 Гц в течение 5-60 минут. Во время обработки пульсацию тока производят сначала в положительной области переменного тока сети, а затем в отрицательной. Для этого устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя однополупериодными выпрямителями, пропускающими только ток сначала из положительной, а затем из отрицательной областей переменного тока сети от источника напряжения 8. Во время обработки пульсацию тока можно производить сначала в отрицательной области переменного тока сети, а затем в положительной. Для этого устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя однополупериодными выпрямителями, пропускающими только ток сначала из отрицательной, а затем из положительной областей переменного тока сети от источника напряжения 8. Во время обработки пульсацию тока можно производить поочередно в отрицательной и положительной областей переменного тока сети. Для этого 3 16595 1 2012.12.30 устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя однополупериодными выпрямителями, пропускающими поочередно ток из отрицательной и положительной областей переменного тока сети от источника напряжения 8. Для увеличения частоты пульсации в два раза по отношению к частоте переменного тока сети от источника напряжения 8 устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя двухполупериодными выпрямителями, подающими пульсирующий ток только из положительной области переменного источника напряжения 8 на анод 1. Можно также подавать пульсирующий ток при помощи устройства 12, обеспечивающего пульсацию напряжения, снабженного двумя двухполупериодными выпрямителями, из отрицательной области переменного источника напряжения 8 только на катод 5. Можно также подавать пульсирующий ток при помощи устройства 12, обеспечивающего пульсацию напряжения, снабженного двумя двухполупериодными выпрямителями, сначала только на анод 1, а затем только на катод 5, или можно сначала только на катод 5, а затем только на анод 1, или поочередно на анод 1 и на катод 5. Для изменения частоты пульсации плавно во всем диапазоне 10-400 Гц от источника напряжения 8 устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено дополнительно регулятором 13 частоты. Во время обработки пульсацию тока, причем с разной частотой, можно производить сначала в положительной области переменного тока сети, а затем в отрицательной,или сначала в отрицательной области переменного тока сети, а затем в положительной,или поочередно в отрицательной и положительной областях переменного тока сети, при этом закон изменения частоты пульсации можно менять не только во время обработки в какой-то конкретной области переменного тока, но и в разных областях переменного тока закон может быть различным. Устройство 12, обеспечивающее пульсацию напряжения,может быть снабжено дополнительно постоянной составляющей в виде последовательно включенного источника постоянного тока 14, который, не меняя полярности между катодом и анодом, позволяет менять законы изменения пульсации тока. Это позволит в зависимости от служебного назначения изделий 9 и знака остаточных напряжений в поверхностном слое обрабатываемых изделий воздействовать в большей мере импульсным током противоположного знака, что позволит упорядочить или ослабить величину имеющихся остаточных напряжений, или, наоборот, в зависимости от знака остаточных напряжений в поверхностном слое обрабатываемых изделий воздействовать в большей мере импульсным током схожего знака, что позволит упорядочить или даже усилить величину имеющихся остаточных напряжений. Параллельно с пульсацией напряжения изменяют разрежение в вакуумной камере 3 при помощи напуска технологических газов и изменения разрежения в пределах 1,313,3 Па. Во время обработки при помощи устройства 15, например, в виде электромагнитного клапана напуска воздуха можно сначала уменьшать разрежение в вакуумной камере 3 от 1,3 до 13,3 Па, а затем увеличивать от 13,3 до 1,3 Па, или сначала увеличивать разрежение в вакуумной камере 3 от 13,3 до 1,3 Па, а затем уменьшать разрежение от 1,3 до 13,3 Па, или поочередно производить увеличение от 1,3 до 13,3 Па и уменьшение от 13,3 до 1,3 Па разрежения в вакуумной камере 3. Напуск технологических газов, например аргона, азота, кислорода, углекислого газа или их смеси, осуществляют системой 16 напуска технологических газов. Для управления и отслеживания соблюдения зависимостей изменения служит блок управления 17, подключенный к компьютеру 18, при помощи которого задают зависимости изменения пульсации напряжения между анодом 1 и катодом 5, разрежения, объема напускаемых технологических газов или их смеси по ходу осуществления процесса обработки в вакуумной камере 3. После выдержки изделий 9 под действием тлеющего разряда снимают напряжение с анода 5 и катода 1. В результате воздействия катодного падения потенциала тлеющего разряда на изделия 9 с пульсацией тока, изменением разрежения и напуском технологических газов до двух раз сокращается время выдержки изделий 9 для перераспределения 4 16595 1 2012.12.30 внутренних напряжений. Одновременно с перераспределением внутренних напряжений происходит насыщение поверхностного слоя изделий 9 ионами материала анода 1. После обработки подают воздух в вакуумную камеру 3 и извлекают изделия 9. Применение предлагаемого способа позволяет сократить энергозатраты при проведении обработки изделий до двух раз с одновременным повышением износостойкости изделий из различных материалов на 30 . Источники информации 1. Марков А.И. Ультразвуковая обработка материалов. - М. Машиностроение, 1980. С. 41. 2. Физический энциклопедический словарь / Гл. ред. А.М.Прохоров Ред. кол. Д.М.Алексеев, А.М.Бонч-Бруевич, А.С.Боровик-Романов и др. - М. Сов. энциклопедия,1983. - С. 560. 3. Арзамасов Б.Н., Брострем В.А., Буше Н.А. и др. Конструкционные материалы Справочник. -М. Машиностроение, 1990. - С. 152-154 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 8/00, C23C 14/48, C23C 14/36
Метки: изделия, способ, обработки, вакууме
Код ссылки
<a href="https://by.patents.su/5-16595-sposob-obrabotki-izdeliya-v-vakuume.html" rel="bookmark" title="База патентов Беларуси">Способ обработки изделия в вакууме</a>
Способ обработки изделия в вакууме
Номер патента: 16593
Опубликовано: 30.12.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 8/00, C23C 14/48, C23C 14/36...
Метки: обработки, способ, изделия, вакууме
Текст:
...потенциала энергия ионов, исходящих из анода и находящихся в пространстве между анодом и катодом, увеличивается. Подвергая изделия в процессе обработки воздействию импульсов тока, подаваемых с частотой, близкой к собственной резонансной частоте атомов кристаллической решетки материала изделий, можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для повышения параметров качества поверхностного слоя...
Способ обработки изделия в вакууме и устройство для его осуществления

Номер патента: 16341
Опубликовано: 30.10.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 8/00, C23C 14/48, C23C 14/36...
Метки: осуществления, устройство, обработки, вакууме, способ, изделия
Текст:
...в пространстве между анодом и катодом, увеличивается. Подвергая изделие воздействию импульсного тока, в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для повышения износостойкости изделия, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала изделия ионами с меньшей кинетической энергией, повысить производительность, снизить...
Способ поверхностной обработки изделия в вакууме и устройство для его осуществления
Номер патента: 16343
Опубликовано: 30.10.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 14/35, C23C 14/48, C23C 14/38...
Метки: поверхностной, вакууме, способ, осуществления, устройство, изделия, обработки
Текст:
...согласно изобретению, содержит источник высокочастотного пульсирующего тока, подключенный к изделию и содержащий регулятор частоты и регулятор тока и протяженный магнетрон, расположенный в вакуумной камере, с мишенью, выполненной с возможностью перемещения, смены, установки комбинированной мишени. Известно, что при высокочастотном изменении подаваемого постоянного тока происходит возрастание энергетического уровня материала. Кроме того, в...
Способ обработки изделия в вакууме и устройство для его осуществления
Номер патента: 16337
Опубликовано: 30.10.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 8/00, C23C 14/38, C23C 14/48...
Метки: вакууме, устройство, осуществления, обработки, способ, изделия
Текст:
...источник высокочастотного импульсного тока,подключенный к двум расположенным в вакуумной камере электродам и содержащий регулятор частоты и регулятор тока и систему напуска технологических газов с устройством контроля объема напуска газа. Один электрод выполнен из титана, а второй - из вольфрама. Один электрод выполнен из циркония, а второй - из вольфрама. Один электрод выполнен из тантала, а второй - из вольфрама. Один электрод выполнен...
Способ обработки механически легированной шихты или изделий из неё
Номер патента: 16592
Опубликовано: 30.12.2012
Авторы: Жолобов Александр Алексеевич, Логвин Владимир Александрович, Котиков Петр Филиппович, Логвина Екатерина Владимировна
МПК: C23C 14/48, C23C 14/36, C23C 8/00...
Метки: механически, неё, или, легированной, шихты, способ, обработки, изделий
Текст:
...импульсного тока в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для активации с повышением адгезии поверхностных слоев и повышения износостойкости изделия, тем самым создать условия для проведения структурных изменений в приповерхностных сло 2 16592 1 2012.12.30 ях шихты и материала изделия ионами с меньшей потенциальной энергией, повысить производительность, снизить...
Предыдущий патент: Способ обработки поверхностного слоя изделий перед нанесением покрытия
Следующий патент: Способ дифференциальной диагностики Х-сцепленной и аутосомно-рецессивной формы агаммаглобулинемии
Случайный патент: Способ прокатки-разделения