Способ обработки поверхностного слоя изделий перед нанесением покрытия
Номер патента: 16594
Опубликовано: 30.12.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
Текст
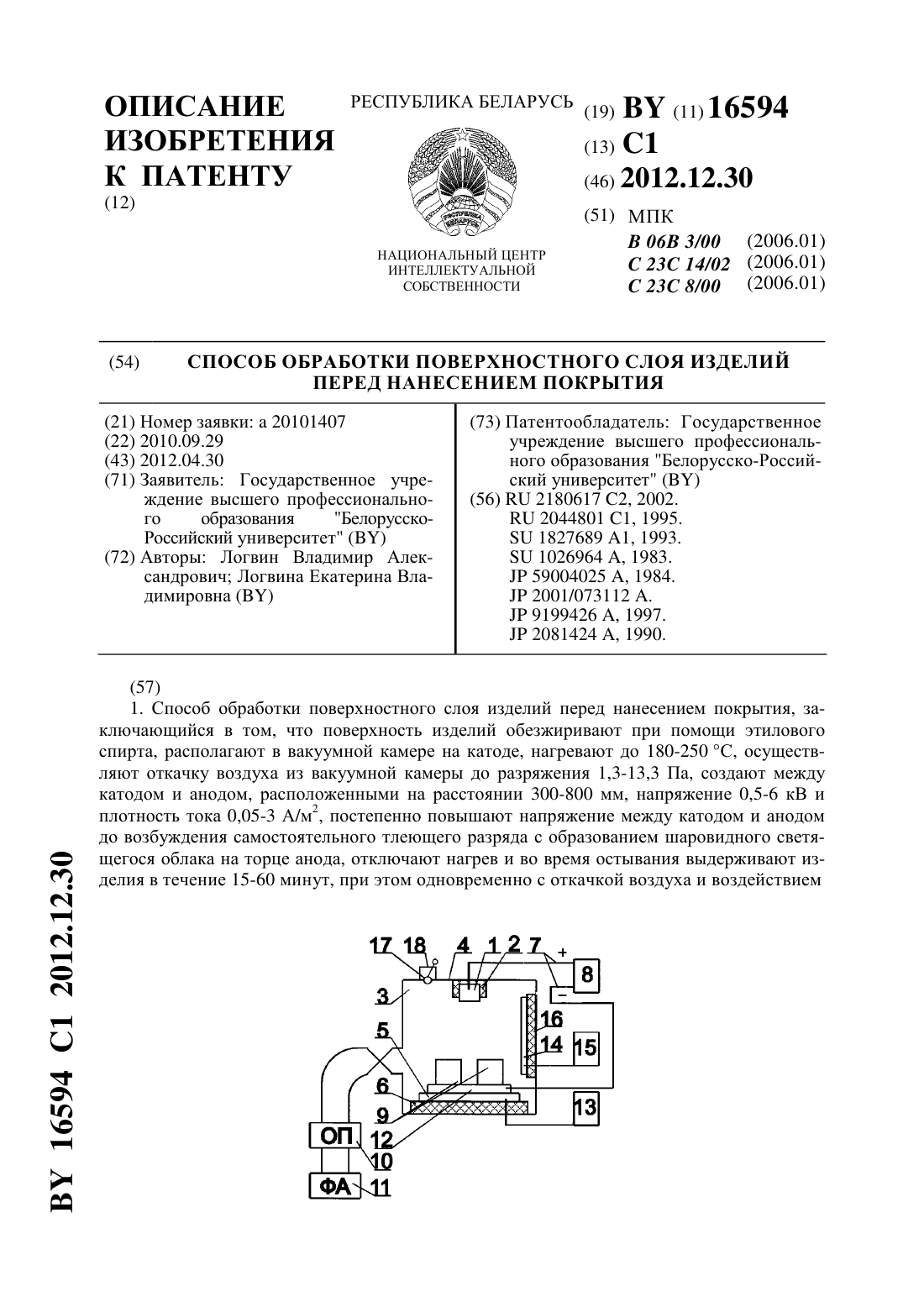
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЯ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Способ обработки поверхностного слоя изделий перед нанесением покрытия, заключающийся в том, что поверхность изделий обезжиривают при помощи этилового спирта, располагают в вакуумной камере на катоде, нагревают до 180-250 С, осуществляют откачку воздуха из вакуумной камеры до разряжения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-800 мм, напряжение 0,5-6 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, отключают нагрев и во время остывания выдерживают изделия в течение 15-60 минут, при этом одновременно с откачкой воздуха и воздействием 16594 1 2012.12.30 тлеющего разряда катод с изделиями подвергают ультразвуковому воздействию с частотой 20-45 кГц и интенсивностью ультразвуковых колебаний 10-2-10 мВт/м 2, а во время горения тлеющего разряда поверхность изделий подвергают периодическому сканированию с помощью источника когерентного света. 2. Способ по п. 1, отличающийся тем, что перед обезжириванием при помощи этилового спирта изделия подвергают ультразвуковой обработке в растворителе. Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и используется в авиационной, приборостроительной, машиностроительной промышленности. Известны способы обработки поверхности под нанесение покрытий или повышения параметров качества поверхностного слоя материала, которые заключаются в том, что посредством бомбардировки поверхности изделия положительно зараженными ионами повышается адгезия, что способствует лучшему прохождению диффузионных процессов между основой и наносимым покрытием, а также износостойкость поверхности 1, 2. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении, так как необходимо нагревать изделие до высоких температур и выдерживать длительное время. Наиболее близким по технической сущности и достигаемым результатам является способ, заключающийся в том, что обработка поверхности осуществляется под воздействием ультразвуковой энергии, в результате чего происходит возрастание энергетического уровня материала, что способствует лучшему прохождению диффузионных процессов между основой и наносимым покрытием, а также износостойкость поверхности 3. Данный способ, принятый за прототип, имеет недостаток, заключающийся в том, что для осуществления обработки поверхности требуется длительное время воздействия ультразвуковой энергии, что снижает производительность процесса. Задачей данного изобретения является снижение энергозатрат и сокращение времени обработки поверхностного слоя изделий из различных материалов под нанесение покрытий и повышение износостойкости поверхности. Указанная задача достигается тем, что способ обработки поверхностного слоя изделий перед нанесением покрытия, согласно изобретению, поверхность изделий обезжиривают при помощи этилового спирта, располагают в вакуумной камере на катоде, нагревают до 80-250 С, осуществляют откачку воздуха из вакуумной камеры до разряжения 1,313,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-800 мм,напряжение 0,5-6 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, отключают нагрев и во время остывания выдерживают изделия в течение 15-60 минут, при этом одновременно с откачкой воздуха и воздействием тлеющего разряда катод с изделиями подвергают ультразвуковому воздействию с частотой 20-45 кГц и интенсивностью ультразвуковых колебаний 10-2-10 мВт/м 2, а во время горения тлеющего разряда поверхность изделий подвергают периодическому сканированию с помощью когерентного источника света. Перед обезжириванием при помощи этилового спирта изделия подвергают ультразвуковой обработке в растворителе. Известно, что под воздействием ультразвуковой энергии происходит возрастание энергетического уровня материалов. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер не все ионы, исходящие из анода, имеют энергию достаточную для осуществления структурных изменений в материалах активизируемого поверхностного слоя изделий. Поэтому подвергая катод вместе с изделиями ультразвуковому воздействию в процессе обработки можно значительно повысить начальную 2 16594 1 2012.12.30 энергию электронов, исходящих из поверхности изделий, тем самым усилить действие эффекта Франка-Рида. Далее под действием катодного падения потенциала энергия ионов остаточных газов и исходящих из анода в вакуумной камере в межкатодном пространстве увеличивается, что способствует лучшей обработке поверхностного слоя изделий. Применение когерентного света позволяет концентрировать ионы в области пучка света и направлять их в ту область, где необходимо наибольшее воздействие ионов на поверхность изделий. Сущность изобретения поясняется иллюстрациями. На фигуре представлена схема установки для осуществления способа. Анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4. На противоположной стороне внизу вакуумной камеры 3 расположен катод 12 на ультразвуковом излучателе 5, подключенном к ультразвуковому источнику 13, и диэлектрическом основании 6, изолирующем катод 12 и ультразвуковой излучатель 5 от корпуса 4. Высоковольтные провода 7 от катода 12 и анода 1 подключены к высоковольтному блоку 8 питания постоянного тока. На корпусе 4 на теплоизолирующей прокладке 16 установлен нагревательный элемент 14, подключенный к отдельному источнику 15. Вверху на корпусе 4 вакуумной камеры 3 установлен источник 17 когерентного света с устройством 18 сканирования поверхности изделий 9. Откачной пост 10 и агрегат форвакуумный 11 служат для откачки воздуха и паров растворителя из вакуумной камеры 3. Изделия 9 располагают на катоде 12. Пример реализации способа. Обработку по предлагаемому способу осуществляют следующим образом. Изделия 9 после окончательной обработки обезжиривают при помощи этилового спирта и помещают в вакуумную камеру 3 на катоде 12. Закрывают вакуумную камеру 3 и включают нагревательный элемент 14 от отдельного источника 15 тока для нагрева изделий 9 до температуры 180-250 С, вследствие повышения температуры молекулы, подлежащего откачке из вакуумной камеры 3 воздуха и паров растворителя и этилового спирта, становятся более подвижными, что позволяет снизить время на их откачку из вакуумной камеры 3. Вместе с этим включают откачной пост 10 для откачки воздуха, паров растворителя и этилового спирта из вакуумной камеры 3 и источник 13 ультразвукового излучения, который обеспечивает энергией ультразвуковой излучатель 5, передающий ультразвуковое излучение на катод 12 вместе с изделиями 9. После создания достаточного разряжения в вакуумной камере 3 включают агрегат форвакуумный 11 для создания разряжения 1,3-13,3 Па. После достижения заданной температуры в вакуумной камере 3 выключают нагревательный элемент 14, а изделия 9 дальше подвергают ультразвуковому воздействию с частотой 2045 кГц и интенсивностью ультразвуковых колебаний 10-2-10 мВт/м 2 от ультразвукового излучателя 5, подключенного к ультразвуковому источнику 13. Одновременно создают между катодом 12 и анодом 1, расположенными на расстоянии 300-800 мм, напряжение 0,5-6 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом 12 и анодом 1 до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, и во время остывания выдерживают изделия 9 в течение 15-60 минут, осуществляя сканирование поверхности изделий 9 источником 17 когерентного света при помощи устройства 18. Благодаря вышеописанным действиям обеспечивается возникновение и устойчивое горение тлеющего разряда с формированием характерных для него структур при меньшем разряжении в вакуумной камере 3 и меньшем катодном падении потенциала, что, в свою очередь, снижает энергопотребление при работе установки. После выдержки изделий 9 под действием тлеющего разряда, ультразвукового воздействия и сканирования когерентным светом снимают напряжение с анода 1 и катода 12, а также ультразвукового излучателя 5. В результате ультразвукового воздействия, катодного падения потенциала тлеющего разряда и сканирования когерентным светом на изделия 9 в два раза сокращается время выдержки изделий 9 для обработки по 3 16594 1 2012.12.30 верхностного слоя изделий из различных материалов под нанесение покрытий, а также перераспределения внутренних напряжений при проведении отпуска. Одновременно с перераспределением внутренних напряжений происходит насыщение поверхностного слоя изделий 9 ионами материала анода 1. После остывания изделий 9 подают воздух в вакуумную камеру 3 и извлекают изделия 9. Применение предлагаемого способа позволяет сократить энергозатраты при проведении отпуска изделий в два раза с одновременным проведением самоорганизацииповерхностного слоя изделий из различных материалов под нанесение покрытий и повышения износостойкости поверхности. Если есть необходимость для более качественной очистки поверхности изделий перед ультразвуковой обработкой в растворителе, применяют ультразвуковую обработку в щелочном растворе. Источники информации 1. Арзамасов Б.Н., Брострем В.А., Буше Н.А. и др. Конструкционные материалы Справочник. - М. Машиностроение, 1990. - С. 152-153. 2 Марков А.И. Ультразвуковая обработка материалов. - М. Машиностроение, 1980. С. 41. 3. Кулемин А.В. Ультразвук и диффузия в металлах. - М. Металлургия, 1978. - С. 5-6 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 8/00, B06B 3/00, C23C 14/02
Метки: поверхностного, обработки, слоя, изделий, покрытия, нанесением, способ
Код ссылки
<a href="https://by.patents.su/4-16594-sposob-obrabotki-poverhnostnogo-sloya-izdelijj-pered-naneseniem-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ обработки поверхностного слоя изделий перед нанесением покрытия</a>
Способ активации поверхностного слоя изделий перед нанесением покрытия
Номер патента: 15543
Опубликовано: 28.02.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: B06B 3/00, C23C 8/00, C23C 14/02...
Метки: слоя, поверхностного, нанесением, изделий, активации, способ, покрытия
Текст:
...исходящие из анода и образующиеся в межкатодном пространстве, имеют энергию, достаточную для осуществления структурных изменений в материалах активизируемого поверхностного слоя изделий. Поэтому подвергая катод вместе с изделиями ультразвуковому воздействию в процессе активации можно значительно повысить начальную энергию электронов, исходящих из поверхности изделий, тем самым усилить действие эффекта Франка-Рида. Далее под действием...
Способ подготовки детали из древесины хвойных пород перед нанесением воднодисперсионного лакокрасочного покрытия
Номер патента: 10160
Опубликовано: 30.12.2007
Автор: Прохорчик Сергей Александрович
МПК: B27K 5/00
Метки: пород, подготовки, хвойных, воднодисперсионного, детали, древесины, способ, лакокрасочного, покрытия, нанесением
Текст:
...контакт воды с хвойными древесными деталями вызовет возникновение неровностей по годичным слоям, и последующее шлифование предупредит появление неровностей лакокрасочного покрытия. Процесс увлажнения поверхностей детали, подлежащей отделке, может осуществляться либо методом окунания, либо методом струйного облива. При окунании каждая сторона детали погружается вручную в металлическую емкость,на 3/4 заполненную водой, на короткий...
Способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий
Номер патента: 12957
Опубликовано: 28.02.2010
Авторы: Куликов Иван Семенович, Климова Людмила Александровна, Каменев Анатолий Яковлевич, Ермаков Владимир Леонидович
МПК: C25F 1/00
Метки: электролитно-плазменной, поверхности, способ, покрытий, нанесением, обработки, металлической
Текст:
...обеспечивает такую чистоту поверхности, какая необходима для нанесения, например, вакуумных покрытий. Наиболее близким по технической сущности и экологической безопасности является способ очистки поверхности металлического изделия в электролите, который включает непрерывную подачу щелочного электролита в межэлектродное пространство на очищаемую поверхность, ее поляризацию путем создания разности потенциалов между изделием и электродом,...
Способ электролитно-плазменной обработки магния и магниевых сплавов, в том числе перед нанесением покрытий
Номер патента: 15388
Опубликовано: 28.02.2012
Авторы: Багаев Сергей Игоревич, Куликов Иван Семенович, Каменев Анатолий Яковлевич, Климова Людмила Александровна
МПК: C25F 3/18
Метки: нанесением, магния, способ, покрытий, том, числе, электролитно-плазменной, сплавов, магниевых, обработки
Текст:
...подготовке перед нанесением покрытий. Сущность предлагаемого изобретения заключается в том, что в способе электролитноплазменной обработки изделий из магния и магниевых сплавов, в том числе перед нанесением покрытий, включающем обработку при напряжении 250-350 В и температуре 7090 С в водном растворе хлористого калия, обработку ведут в течение 1-5 минут, а в раствор дополнительно вводят лимонную кислоту при следующем соотношении компонентов,...
Способ поверхностного упрочнения изделий
Номер патента: 15546
Опубликовано: 28.02.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 8/00, C23C 14/38
Метки: изделий, поверхностного, упрочнения, способ
Текст:
...в лабораторной практике используют тлеющий разряд для катодного распыления материалов 2. Причина катодного распыления заключается в том, что каждый положительный ион при соударении с катодом и изделиями передает свою энергию небольшой группе атомов катода и изделий. Это приводит к сильному местному повышению температуры, возникающему в отдельных микроскопических областях катода и изделий, которое и приводит к испарению компонентов, входящих в...
Предыдущий патент: Способ обработки изделия в вакууме
Следующий патент: Способ обработки изделия в вакууме
Случайный патент: Газогенератор