Способ обработки изделия в вакууме и устройство для его осуществления
Номер патента: 16341
Опубликовано: 30.10.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович

Текст
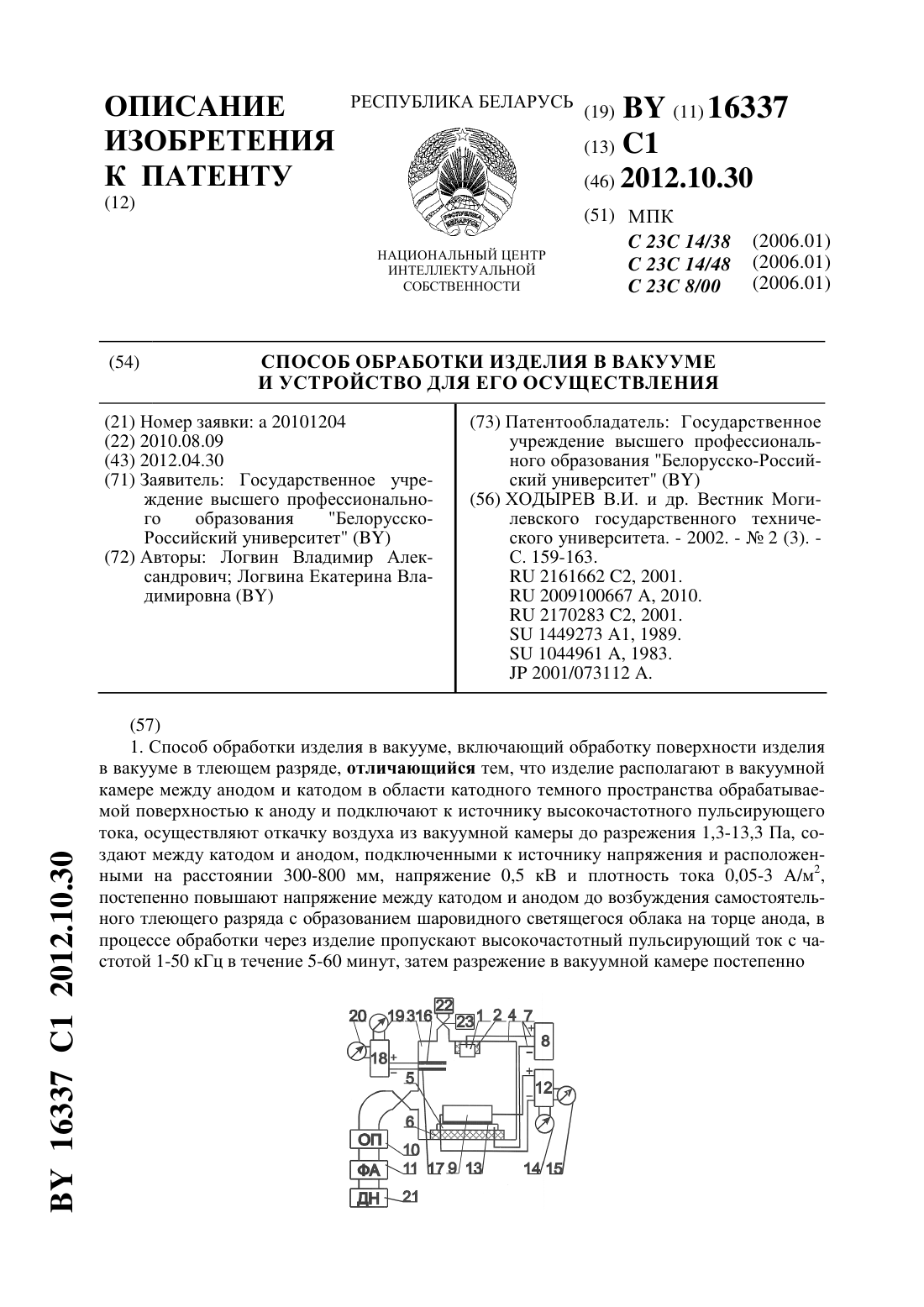
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(56) ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2 (3). С. 159-163.10597 1, 2008.2065891 1, 1996.2161662 2, 2001.97730 1, 2010.1044961 А, 1983.1671730 1, 1991.19782 , 2006.2001/073112 .6158323 , 1994.(57) 1. Способ обработки изделия в вакууме, включающий обработку поверхности изделия в вакууме в тлеющем разряде, отличающийся тем, что изделие располагают в вакуумной камере между анодом и катодом в области катодного темного пространства обрабатываемой поверхностью к аноду и подключают к источнику высокочастотного импульсного тока, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па,создают между катодом и анодом, подключенными к источнику пульсирующего напряжения и расположенными на расстоянии 300-800 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на 16341 1 2012.10.30 торце анода, в процессе обработки через изделие пропускают высокочастотный импульсный ток с частотой 1-50 кГц в течение 5-60 минут, затем разрежение в вакуумной камере постепенно понижают до 10-8-1,3 Па, а для ионизации пространства между катодом и анодом и поддержания горения тлеющего разряда в вакуумной камере подают технологические газы и напряжение, по меньшей мере, на две вольфрамовые спирали, расположенные в вакуумной камере между катодом и анодом в области катодного отрицательного тлеющего свечения по периметру катода и подключенные к источнику напряжения, и в процессе обработки поддерживают пульсацию напряжения между анодом и катодом в пределах 10-400 Гц в течение 5-60 минут. 2. Способ по п. 1, отличающийся тем, что во время обработки изменяют степень накала вольфрамовых спиралей, изменяя величину подаваемого на них напряжения. 3. Способ по п. 1, отличающийся тем, что во время обработки изменяют частоту пропускаемого через изделие высокочастотного импульсного тока. 4. Устройство для обработки изделия в вакууме, содержащее откачной пост, форвакуумный агрегат, диффузионный насос, вакуумную камеру с катодом и анодом, подключенными к блоку питания, отличающееся тем, что блок питания выполнен в виде источника пульсирующего напряжения с регулятором частоты содержит источник высокочастотного импульсного тока, подключенный к изделию и содержащий регулятор частоты источник напряжения, подключенный, по меньшей мере, к двум вольфрамовым спиралям,расположенным в вакуумной камере между катодом и анодом в области катодного отрицательного тлеющего свечения по периметру катода, и содержащий регулятор напряжения и систему напуска технологических газов с устройством контроля количества напуска газов все источники и система напуска технологических газов подключены к блоку управления, который подключен к компьютеру. Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и может использоваться в авиационной, приборостроительной, машиностроительной промышленности. Известны способы обработки, заключающиеся в том, что под воздействием высокочастотной ультразвуковой энергии происходит возрастание энергетического уровня материала упрочняемого изделия 1, 2. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении, так как необходимо подвергать высокочастотной ультразвуковой обработке изделие. Известно устройство, состоящее из входного выпрямителя, инвертора, высокочастотного понижающего трансформатора, диодного выпрямителя, сглаживающего дросселя 3. Данное устройство не позволяет равномерно распылять материал анода и ионизировать межкатодное пространство. Наиболее близким по технической сущности и достигаемым результатам является способ, включающий обработку поверхности изделия в вакууме в тлеющем разряде 4. Данный способ, принятый за прототип, для осуществления процесса предполагает наличие более высокого потенциала между катодом и анодом и большего времени выдержки изделий под действием потенциала. Наиболее близким по технической сущности и достигаемым результатам является устройство для обработки поверхности изделий в тлеющем разряде, содержащее откачной пост, форвакуумный агрегат, диффузионный насос, вакуумную камеру с катодом и анодом, подключенными к блоку питания 4. Данное устройство, принятое за прототип, имеет низкий КПД вследствие того, что позволяет осуществлять только бомбардировку поверхности изделия положительно заряженными ионами остаточных газов атмосферы в тлеющем разряде и не позволяет менять 2 16341 1 2012.10.30 процентное содержание газов, их химсостав, частоту импульсов электронного и ионного токов во время обработки, а также пропускать импульсный ток через изделие для повышения энергетического потенциала материала изделия. Задачей данного изобретения является снижение энергозатрат, сокращение времени обработки, стабилизация качества обработки при одновременном повышении износостойкости изделий в процессе эксплуатации. Указанная задача решается благодаря тому, что в способе обработки изделия в вакууме, включающем обработку поверхности изделия в вакууме в тлеющем разряде, согласно изобретению, изделие располагают в вакуумной камере между анодом и катодом в области катодного темного пространства обрабатываемой поверхностью к аноду и подключают к источнику высокочастотного импульсного тока, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па, создают между катодом и анодом, подключенными к источнику пульсирующего напряжения и расположенными на расстоянии 300800 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, в процессе обработки через изделия пропускают высокочастотный импульсный ток с частотой 1-50 кГц в течение 560 минут, затем разрежение в вакуумной камере постепенно понижают до 10-8-1,3 Па, а для ионизации пространства между катодом и анодом и поддержания горения тлеющего разряда в вакуумной камере подают технологические газы и напряжение, по меньшей мере, на две вольфрамовые спирали, расположенные в вакуумной камере между катодом и анодом в области катодного отрицательного тлеющего свечения по периметру катода и подключенные к источнику напряжения, и в процессе обработки поддерживают пульсацию напряжения между анодом и катодом в пределах 10-400 Гц в течение 5-60 минут. Во время обработки изменяют степень накала вольфрамовых спиралей, изменяя величину подаваемого на них напряжения. Во время обработки изменяют частоту пропускаемого через изделие высокочастотного импульсного тока. Устройство для обработки изделия в вакууме, содержащее откачной пост, форвакуумный агрегат, диффузионный насос, вакуумную камеру с катодом и анодом, подключенными к блоку питания, отличается тем, что, согласно изобретению, блок питания выполнен в виде источника пульсирующего напряжения с регулятором частоты содержит источник высокочастотного импульсного тока, подключенный к изделию и содержащий регулятор частоты источник напряжения, подключенный, по меньшей мере, к двум вольфрамовым спиралям, расположенным в вакуумной камере между катодом и анодом в области катодного отрицательного тлеющего свечения по периметру катода, и содержащий регулятор напряжения и систему напуска технологических газов с устройством контроля количества напуска газов все источники и система напуска технологических газов подключены к блоку управления, который подключен к компьютеру. Известно, что при пульсирующем изменении подаваемого напряжения происходит возрастание энергетического уровня материала. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер не все ионы, исходящие из анода (электрода-излучателя) и ионизируемые в пространстве между анодом и катодом, имеют энергию,достаточную для осуществления структурных изменений в материале для повышения износостойкости изделия. Под действием катодного падения потенциала энергия ионов,исходящих из анода и ионизируемых в пространстве между анодом и катодом, увеличивается. Подвергая изделие воздействию импульсного тока, в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для повышения износостойкости изделия, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала изделия ионами с меньшей кинетической энергией, повысить производительность, снизить энергозатраты и время на обработку. Известно также, что при более глубоком вакууме обработка происхо 3 16341 1 2012.10.30 дит эффективнее и стабильнее, но поддержание ионизации межкатодного пространства затрудняется вследствие снижения количества молекул газов и их процентного содержания, которое зависит от состояния окружающей атмосферы вокруг вакуумной установки во время закладки изделий для обработки. Для стабилизации процесса и повышения качества обработки необходимо контролировать не только степень ионизации межкатодного пространства, но и то, ионами каких газов и с каким их процентным содержанием осуществляется процесс обработки. Сущность изобретения поясняется фигурой. На фигуре представлена схема установки для осуществления способа. Анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4. На противоположной стороне внизу вакуумной камеры 3 расположен катод 5 на диэлектрической прокладке 6. На катоде 5 на диэлектрическом основании 22 выкладывают изделие 9. Высоковольтные провода 7 от катода 5 и анода 1 подключены к устройству 12, обеспечивающему пульсацию напряжения, которое в свою очередь подключено к источнику 8 пульсирующего напряжения. Источник 8 пульсирующего напряжения может быть дополнительно укомплектован регулятором 13 частоты. Для поддержания степени ионизации в вакуумной камере 3 она снабжена системой 14 напуска технологических газов, устройством 15 контроля количества напуска газов и как минимум двумя вольфрамовыми спиралями 16 с выводами для подключения к источнику 17 напряжения. Через изделие 9 во время обработки пропускают высокочастотный импульсный ток от источника 18 высокочастотного импульсного тока, который может быть снабжен регулятором 23 частоты. Блок 20 управления служит для контроля за необходимым количеством, процентным содержанием напуска технологических газов, зависимостями изменения пульсирующего напряжения и напряжения, частоты импульсного тока по ходу осуществления процесса обработки, задаваемыми при помощи компьютера 21. Откачной пост 10, агрегат форвакуумный 11 и диффузионный насос 19 служат для откачки воздуха из вакуумной камеры 3. Обработку по предлагаемому способу осуществляют следующим образом. Изделие 9 подключают к источнику 18 высокочастотного импульсного тока, помещают в вакуумную камеру 3 на диэлектрическое основание 22 и располагают на катоде 5, установленном на диэлектрической прокладке 6 таким образом, чтобы поверхность, которую необходимо обрабатывать, была обращена к аноду 1. Закрывают вакуумную камеру 3. Включают откачной пост 10 для откачки воздуха из вакуумной камеры 3. После создания достаточного разрежения в вакуумной камере 3 включают агрегат форвакуумный 11 для создания разрежения 1,3-13,3 Па, создают между катодом 5 и анодом 1, расположенными на расстоянии 300-800 мм, напряжение 0,5 кВ и плотность тока 0,005-0,3 мА/см 2, постепенно повышают напряжение между катодом 5 и анодом 1 до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, тем самым зажигают тлеющий разряд. В процессе обработки через изделие 9 пропускают высокочастотный импульсный ток с частотой 1-50 кГц в течение 5-60 минут от источника 18 высокочастотного импульсного тока, затем разрежение в вакуумной камере постепенно понижают до 10-8-1,3 Па при помощи диффузионного насоса 19, а для ионизации пространства между катодом 5 и анодом 1 и поддержания горения тлеющего разряда в вакуумной камере 3 подают технологические газы системой 14 напуска технологических газов с устройством 15 контроля количества и процентного содержания напуска газов и напряжение от источника 17 напряжения как минимум на две вольфрамовые спирали 16, расположенные между катодом 5 и анодом 1 в области катодного отрицательного тлеющего свечения по периметру катода 5, и в процессе обработки поддерживают пульсацию тока между анодом 1 и катодом 5 в пределах 10-400 Гц в течение 5-60 минут от источника 8 пульсирующего напряжения. Благодаря тому что анод 1 и катод 5 подключены к устройству 12, обеспечивающему пульсацию напряжения от источника 8 пульсирующего напря 4 16341 1 2012.10.30 жения, возникает и устойчиво горит тлеющий разряд с формированием характерных для него структур при меньшем разрежении в вакуумной камере 3 и меньшем катодном падении потенциала, что, в свою очередь, снижает энергопотребление при работе установки. Благодаря наличию системы 14 напуска технологических газов с устройством 15 контроля количества и процентного содержания напуска газов во время обработки можно менять в любой последовательности как процентное содержание газов в вакуумной камере 3, так и их количество, например кислорода 10 , азота 80 , аргона 10 или кислорода 5 ,аргона 60 , азота 30 , углекислого газа 5 и так далее. Во время обработки изменяют степень накала вольфрамовых спиралей 16, изменяя величину подаваемого на них напряжения от источника 17 напряжения, это позволяет изменять степень ионизации газов в вакуумной камере 3, например, с начала процесса обработки увеличивают степень накала вольфрамовых спиралей 16, затем к завершению процесса обработки ее уменьшают, также можно поочередно увеличивать и уменьшать степень накала спиралей 16 или наоборот, но к завершению процесса обработки степень накала всегда необходимо сводить до минимума. Во время обработки изменяют частоту пропускаемого через изделие 9 высокочастотного импульсного тока от источника 18 высокочастотного импульсного тока при помощи регулятора 23 частоты, например, в начале обработки устанавливают максимальную частоту и в ходе процесса ее постепенно уменьшают или в начале устанавливают минимальную частоту пропускаемого через изделия 9 высокочастотного импульсного тока, к середине процесса ее доводят до максимума и к завершению процесса уменьшают до минимума. В процессе обработки поддерживают пульсацию тока в пределах 10-400 Гц в течение 5-60 минут при помощи устройства 12, обеспечивающего пульсацию напряжения, которое в свою очередь подключено к источнику 8 пульсирующего напряжения. При этом во время обработки частоту пульсации тока с начала процесса обработки увеличивают при помощи регулятора 13 частоты, затем к завершению процесса обработки уменьшают, также можно поочередно увеличивать и уменьшать или наоборот. Блок 20 управления служит для контроля за необходимым количеством, процентным содержанием напуска технологических газов, зависимостями изменения пульсирующего напряжения и напряжения, частоты импульсного тока по ходу осуществления процесса обработки, задаваемыми при помощи компьютера 21. В зависимости от технических требований, предъявляемых к изделию 9, можно при помощи компьютера 21 назначить зависимости изменения высокочастотного импульсного тока, пропускаемого через изделие 9,степень накала вольфрамовых спиралей 16, пульсации тока в пределах 10-400 Гц, подачи технологических газов с контролем количества и их процентного содержания и при помощи блока 20 управления отслеживать заданные зависимости для каждого из параметров. После выдержки изделия 9 под действием тлеющего разряда снимают напряжение с анода 5 и катода 1. В результате воздействия катодного падения потенциала тлеющего разряда на изделие 9 до двух раз сокращается время выдержки изделия 9 для перераспределения внутренних напряжений при проведении обработки. Одновременно с перераспределением внутренних напряжений происходит насыщение поверхностного слоя изделия 9 ионами материала анода 1 и вольфрамовых спиралей 16. После обработки подают воздух в вакуумную камеру 3 и извлекают изделие 9. Применение предлагаемого способа позволяет сократить энергозатраты при проведении обработки изделий 9 до двух раз с одновременным повышением износостойкости изделия 9 из различных материалов на 40 . Источники информации 1. Марков А.И. Ультразвуковая обработка материалов. - М. Машиностроение, 1980. С. 41. 5 16341 1 2012.10.30 2. Физический энциклопедический словарь / Гл. ред. А.М.Прохоров. Ред. кол. Д.М.Алексеев, А.М.Бонч-Бруевич, А.С.Боровик- Романов и др. - М. Сов. энциклопедия,1983. - С. 560. 3. Куликов В.П. Технология и оборудование сварки плавлением и термической резки. Мн. Экоперспектива, 2003. - С. 340-341, рис. 8.6. 4. Ходырев В.И., Короткевич А.Ф., Шеменков В.М. Прогрессивные электрофизические методы упрочнения твердосплавного инструмента // Вестник Могилевского государственного технического университета. - 2002. -2 (3). - С. 159-163 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C23C 14/48, C23C 8/00, C23C 14/36
Метки: обработки, изделия, способ, вакууме, осуществления, устройство
Код ссылки
<a href="https://by.patents.su/6-16341-sposob-obrabotki-izdeliya-v-vakuume-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ обработки изделия в вакууме и устройство для его осуществления</a>
Способ обработки изделия в вакууме и устройство для его осуществления
Номер патента: 16337
Опубликовано: 30.10.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 14/48, C23C 14/38, C23C 8/00...
Метки: обработки, осуществления, изделия, способ, вакууме, устройство
Текст:
...источник высокочастотного импульсного тока,подключенный к двум расположенным в вакуумной камере электродам и содержащий регулятор частоты и регулятор тока и систему напуска технологических газов с устройством контроля объема напуска газа. Один электрод выполнен из титана, а второй - из вольфрама. Один электрод выполнен из циркония, а второй - из вольфрама. Один электрод выполнен из тантала, а второй - из вольфрама. Один электрод выполнен...
Способ упрочнения изделия
Номер патента: 15548
Опубликовано: 28.02.2012
Авторы: Логвин Владимир Александрович, Жолобов Александр Алексеевич, Логвина Екатерина Владимировна
МПК: C23C 14/38, C23C 8/00
Метки: способ, изделия, упрочнения
Текст:
...действием катодного падения потенциала энергия ионов, исходящих из анода и образующихся в межкатодном пространстве, увеличивается. Подвергая изделие воздействию высокочастотного постоянного тока, в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала упрочняемого изделия, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала упрочняемого...
Способ обработки поверхности протяженного изделия, линия и устройство для его осуществления
Номер патента: 10099
Опубликовано: 30.12.2007
Авторы: МАРУТЬЯН, Сергей Васильевич, ВОЛКОВ, Юрий Сергеевич
МПК: C23C 2/36
Метки: поверхности, осуществления, линия, способ, изделия, устройство, обработки, протяженного
Текст:
...за счет простого и надежного удержания материала, которым обрабатывают изделие (раствора, расплава), от вытекания через входной и выходной каналы. Изобретение обеспечивает повышение качества получаемого покрытия или качества обработанной поверхности изделия вследствие того, что режимы, предлагаемые в изобретении, позволяют обеспечить как спокойное состояние материала, находящегося в устройстве для обработки поверхности изделия (например,...
Устройство для электрофизической обработки изделия из токопроводящего материала

Номер патента: U 8010
Опубликовано: 28.02.2012
Авторы: Синькевич Юрий Владимирович, Бирич Александр Владимирович, Бирич Владимир Владимирович
МПК: C25F 1/100
Метки: обработки, материала, устройство, электрофизической, токопроводящего, изделия
Текст:
...изделия из токопроводящего материала, содержащее ванну с электролитом, выполненную в виде катода, соединенного с отрицательным полюсом автономного источника питания постоянного тока, положительный полюс которого соединен с обрабатываемым изделием, являющимся анодом, ультразвуковую колебательную систему, состоящую из излучателей и генератора ультразвуковых колебаний, средство базирования изделия в ванне, а излучатели ультразвуковой...
Устройство для электролитно-плазменной обработки изделия сложной формы
Номер патента: 13648
Опубликовано: 30.10.2010
Авторы: Алексеев Юрий Геннадьевич, Кособуцкий Александр Антонович, Королев Александр Юрьевич, Нисс Владимир Семенович, Гусяцкий Сергей Алексеевич
Метки: сложной, изделия, формы, устройство, обработки, электролитно-плазменной
Текст:
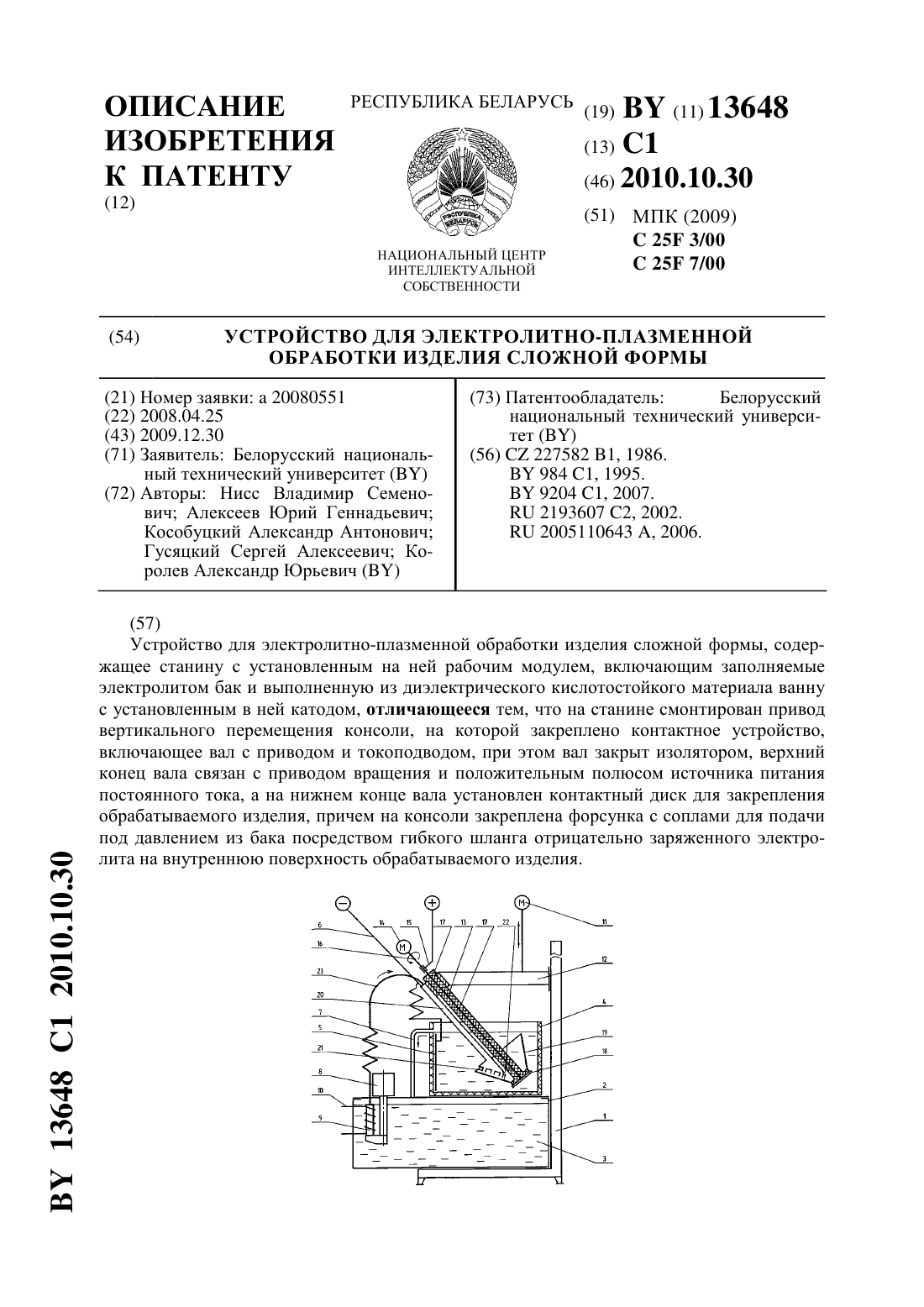
...в ней катодом, при этом на станине смонтирован привод вертикального перемещения консоли, на котором закреплено контактное устройство, включающее вал с приводом и токоподводом, при этом вал закрыт изолятором, верхний конец связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце вала установлен контактный диск для закрепления обрабатываемого изделия, причем на консоли закреплена форсунка с...
Предыдущий патент: Устройство для подогрева рабочей жидкости гидросистемы
Следующий патент: Способ поверхностной обработки изделия в вакууме и устройство для его осуществления
Случайный патент: Тепло- парогенерирующая печь для саун