Способ повышения износостойкости стальных пресс-форм для формовки изделий из пластмасс
Номер патента: 15172
Опубликовано: 30.12.2011
Авторы: Чигринова Наталья Михайловна, Чигринов Вадим Витальевич, Чигринов Виталий Евгеньевич
Текст
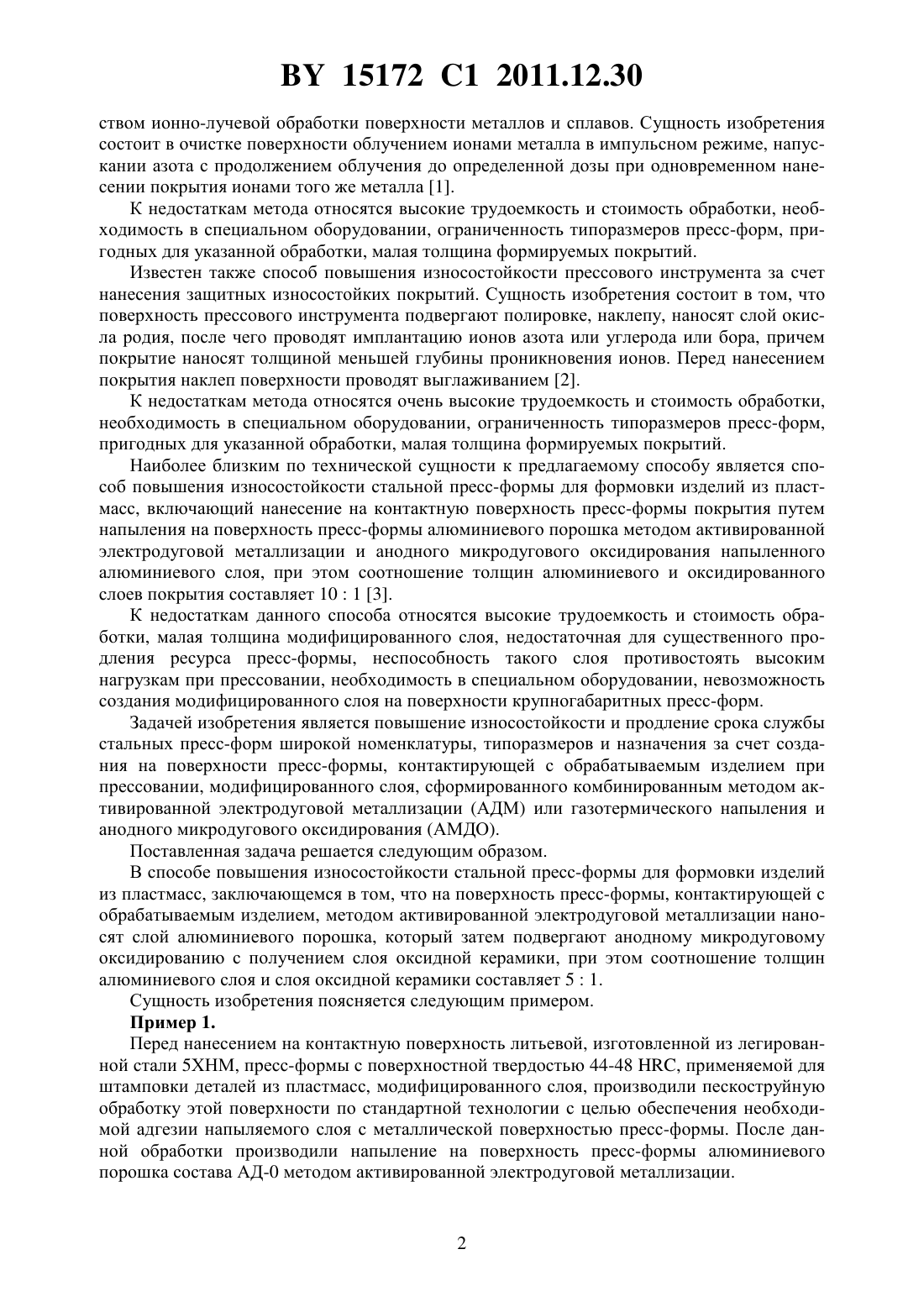
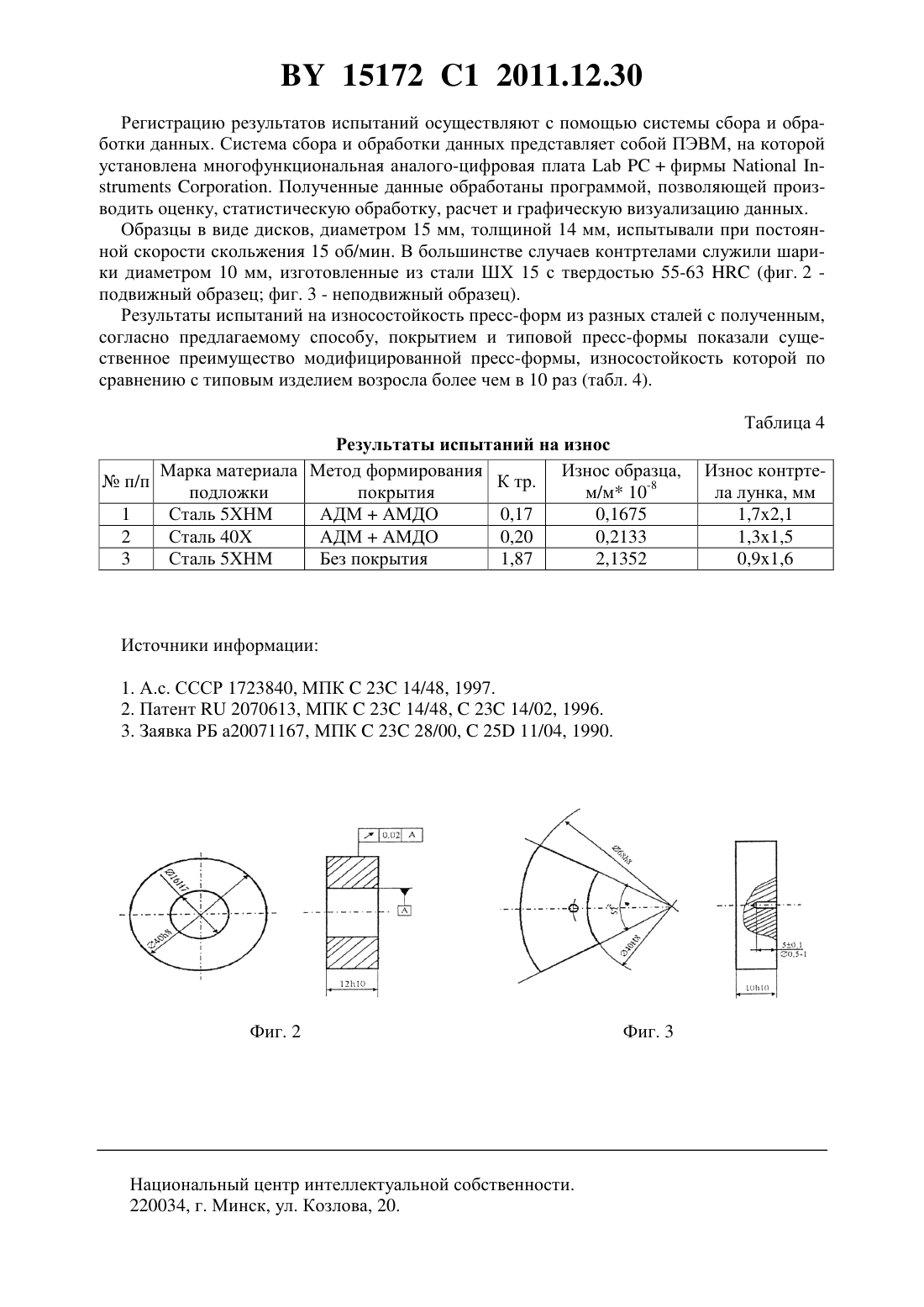
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ ПРЕСС-ФОРМ ДЛЯ ФОРМОВКИ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Чигринова Наталья Михайловна Чигринов Виталий Евгеньевич Чигринов Вадим Витальевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ повышения износостойкости стальной пресс-формы для формовки изделий из пластмасс, заключающийся в том, что на поверхность пресс-формы, контактирующей с обрабатываемым изделием, методом активированной электродуговой металлизации наносят слой алюминиевого порошка, который затем подвергают анодному микродуговому оксидированию с получением слоя оксидной керамики, при этом соотношение толщин алюминиевого слоя и слоя оксидной керамики составляет 51. Фиг. 1 Изобретение относится к области обработки материалов и может быть использовано для создания защитных износостойких покрытий на сложнопрофильных изделиях широкой номенклатуры, типоразмеров и назначения, изготовленных из любых токопроводящих материалов. Известен способ повышения износостойкости стальных деталей за счет нанесения защитных износостойких и коррозионно-стойких покрытий, в частности пресс-форм, посред 15172 1 2011.12.30 ством ионно-лучевой обработки поверхности металлов и сплавов. Сущность изобретения состоит в очистке поверхности облучением ионами металла в импульсном режиме, напускании азота с продолжением облучения до определенной дозы при одновременном нанесении покрытия ионами того же металла 1. К недостаткам метода относятся высокие трудоемкость и стоимость обработки, необходимость в специальном оборудовании, ограниченность типоразмеров пресс-форм, пригодных для указанной обработки, малая толщина формируемых покрытий. Известен также способ повышения износостойкости прессового инструмента за счет нанесения защитных износостойких покрытий. Сущность изобретения состоит в том, что поверхность прессового инструмента подвергают полировке, наклепу, наносят слой окисла родия, после чего проводят имплантацию ионов азота или углерода или бора, причем покрытие наносят толщиной меньшей глубины проникновения ионов. Перед нанесением покрытия наклеп поверхности проводят выглаживанием 2. К недостаткам метода относятся очень высокие трудоемкость и стоимость обработки,необходимость в специальном оборудовании, ограниченность типоразмеров пресс-форм,пригодных для указанной обработки, малая толщина формируемых покрытий. Наиболее близким по технической сущности к предлагаемому способу является способ повышения износостойкости стальной пресс-формы для формовки изделий из пластмасс, включающий нанесение на контактную поверхность пресс-формы покрытия путем напыления на поверхность пресс-формы алюминиевого порошка методом активированной электродуговой металлизации и анодного микродугового оксидирования напыленного алюминиевого слоя, при этом соотношение толщин алюминиевого и оксидированного слоев покрытия составляет 101 3. К недостаткам данного способа относятся высокие трудоемкость и стоимость обработки, малая толщина модифицированного слоя, недостаточная для существенного продления ресурса пресс-формы, неспособность такого слоя противостоять высоким нагрузкам при прессовании, необходимость в специальном оборудовании, невозможность создания модифицированного слоя на поверхности крупногабаритных пресс-форм. Задачей изобретения является повышение износостойкости и продление срока службы стальных пресс-форм широкой номенклатуры, типоразмеров и назначения за счет создания на поверхности пресс-формы, контактирующей с обрабатываемым изделием при прессовании, модифицированного слоя, сформированного комбинированным методом активированной электродуговой металлизации (АДМ) или газотермического напыления и анодного микродугового оксидирования (АМДО). Поставленная задача решается следующим образом. В способе повышения износостойкости стальной пресс-формы для формовки изделий из пластмасс, заключающемся в том, что на поверхность пресс-формы, контактирующей с обрабатываемым изделием, методом активированной электродуговой металлизации наносят слой алюминиевого порошка, который затем подвергают анодному микродуговому оксидированию с получением слоя оксидной керамики, при этом соотношение толщин алюминиевого слоя и слоя оксидной керамики составляет 51. Сущность изобретения поясняется следующим примером. Пример 1. Перед нанесением на контактную поверхность литьевой, изготовленной из легированной стали 5 ХНМ, пресс-формы с поверхностной твердостью 44-48 , применяемой для штамповки деталей из пластмасс, модифицированного слоя, производили пескоструйную обработку этой поверхности по стандартной технологии с целью обеспечения необходимой адгезии напыляемого слоя с металлической поверхностью пресс-формы. После данной обработки производили напыление на поверхность пресс-формы алюминиевого порошка состава АД-0 методом активированной электродуговой металлизации. 15172 1 2011.12.30 Поскольку толщина создаваемого покрытия должна быть достаточной для обеспечения повышенной износостойкости пресс-формы (не менее 40-50 мкм), а также с учетом соблюдения необходимого соотношения толщин порошкового и оксидо-керамического слоев 51, режимы и продолжительность процесса напыления должны быть такими, чтобы обеспечить толщину порошкового слоя в указанном диапазоне. Данное соотношение толщин 51 определяется особенностями процесса АМДО, при котором формирование оксидной керамики сопровождается растворением поверхностных слоев оксидируемой детали. Обычно при АМДО компактных алюминиевых сплавов скорость растворения металла, определяемая его составом и химической активностью поверхности, а также степенью кислотностиэлектролита и режимами обработки, составляет 3-5 от общей толщины изделия. При этом скорость растворения тем больше, чем выше химическая активность указанной поверхности. Химическая активность порошкового материала существенно выше данного параметра компактного. Кроме того, поверхностная активность возрастает в процессе пескоструйной и последующей активированной электродуговой металлизации, в результате чего процент растворяемого при АМДО поверхностного слоя возрастает на порядок. В связи с этим для гарантированного обеспечения необходимой и достаточной толщины работоспособного оксидо-керамического слоя, как правило, в 40-50 мкм на поверхности пресс-формы, обладающего требуемой износостойкостью, соотношение толщин создаваемого порошкового слоя и оксидо-керамического должно быть 51. Для получения порошкового слоя на поверхности стальной пресс-формы использовалась малогабаритная камера сгорания пропано-воздушной смеси с ручным металлизатором АДМ-10. Максимальная скорость истечения газовой струи реализовывалась за счет использования сверхзвукового сопла Лаваля. Скоростной напор потока при гиперзвуковой или активированной электродуговой металлизации составлял 23,5104 кг/мс 2, что втрое больше, чем при плазменном напылении. Скорость движения частиц расплавленного металла в потоке составляла около 500 м/с. Это позволило формировать подслой с прочностью сцепления с основным металлом до 60 МПа. Кроме того, в условиях высокоскоростного напыления увеличивается коэффициент сосредоточенности материала в струе, поскольку угол расхождения двухфазных сверхзвуковых струй меньше, чем дозвуковых, и составляет 57. Вследствие этого уменьшается диаметр пятна напыления, возрастает коэффициент использования материала. Ионизация межэлектродного промежутка снижает ток дуги на 10-15 при той же производительности, что и у традиционной электрометаллизации. Толщина напыленного порошкового подслоя составляла 250 мкм. Следующим этапом получения модифицированного трехкомпонентного покрытия является микродуговое оксидирование сформированного на поверхности стальной прессформы порошкового алюминиевого слоя толщиной 250 мкм. Для этого использовалась серийная установка МДО (изготовитель Филиал ВНИПТИЭМ г. Вильнюс) и специально сконструированная оснастка, позволяющая подавать электролит непосредственно в рабочую зону пресс-формы с порошковым алюминиевым слоем на поверхности. Такой способ оксидирования позволяет обрабатывать изделия любых форм, типоразмеров и конфигурации. Электролит на основе слабощелочного водного раствора с активирующими процесс добавками под давлением подают в рабочую зону пресс-формы, с напыленным порошковым слоем. Процесс МДО осуществляют в гальваностатическом режиме при 15 А/дм 2. Поскольку скорость прироста 1 мкм покрытия при проведении процесса на указанных режимах на порошковом слое составляет 0,7 минуты, то для обеспечения требуемого соотношения порошкового и оксидного слоев 51 продолжительность АМДО для получения оксидной керамики толщиной в 50 мкм должна быть не менее 35 минут. Проведение АМДО с плотностью тока более при 15 А/дм 2 приведет к более быстрому формированию оксидной керамики требуемой толщины, однако при этом показатели шероховатости формируемого покрытия по параметрубудут превышать требуемые значения. 3 15172 1 2011.12.30 Осуществление оксидирования с первоначальной плотностью тока менее 15 А/дм 2 сделает процесс нетехнологичным, т.к. его продолжительность будет превышать несколько часов. В результате на обрабатываемой поверхности создается модифицированное покрытие(фиг. 1)основы напыленный порошковый алюминиевый слой - оксидная керамика на основе сочетаний износостойких -23, -23 оксидов и ряда А-содержащих фаз 3, 24, 38 (табл. 1). Шероховатость поверхностисоставляла не более 0,32 мкм. Испытания на износостойкость полученного модифицированного трехслойного покрытия проводились по стандартной методике на машине трения СМТ-1, согласно Методическим указаниям РД 50-662-88 в диапазоне давлений, испытываемых исследуемой пресс-формой (120 кг/см 2) (табл. 2 и 3). Испытания производили при температуре 22 С и относительной влажности 60 . Таблица 1 Фазовый состав АМДО-покрытия в модифицированном трехслойном покрытии Фазы в АМДО-покрытии Режимы проведения испытаний Нагрузка Р, МПа Скорость , об/мин Температура Т, С 1 120 МПа постоянная 200 об/мин 25 С Другие рабочие переменные Диск из ШХ 15 ( 60), контробразец из ШХ 15 ( 60) Таблица 3 Испытательное оборудование и средства измерения Наименование испытательного оборудования, средств измерений Машина трения СМТ-1 Весы ВЛР-200 4 15172 1 2011.12.30 Регистрацию результатов испытаний осуществляют с помощью системы сбора и обработки данных. Система сбора и обработки данных представляет собой ПЭВМ, на которой установлена многофункциональная аналого-цифровая платафирмы. Полученные данные обработаны программой, позволяющей производить оценку, статистическую обработку, расчет и графическую визуализацию данных. Образцы в виде дисков, диаметром 15 мм, толщиной 14 мм, испытывали при постоянной скорости скольжения 15 об/мин. В большинстве случаев контртелами служили шарики диаметром 10 мм, изготовленные из стали ШХ 15 с твердостью 55-63(фиг. 2 подвижный образец фиг. 3 - неподвижный образец). Результаты испытаний на износостойкость пресс-форм из разных сталей с полученным,согласно предлагаемому способу, покрытием и типовой пресс-формы показали существенное преимущество модифицированной пресс-формы, износостойкость которой по сравнению с типовым изделием возросла более чем в 10 раз (табл. 4). Таблица 4 Результаты испытаний на износ Марка материала Метод формирования Износ образца, п/п К тр. подложки покрытия м/м 10-8 1 Сталь 5 ХНМ АДМАМДО 0,17 0,1675 2 Сталь 40 Х АДМАМДО 0,20 0,2133 3 Сталь 5 ХНМ Без покрытия 1,87 2,1352 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C25D 11/04, C23C 28/00
Метки: повышения, способ, износостойкости, изделий, пластмасс, пресс-форм, формовки, стальных
Код ссылки
<a href="https://by.patents.su/5-15172-sposob-povysheniya-iznosostojjkosti-stalnyh-press-form-dlya-formovki-izdelijj-iz-plastmass.html" rel="bookmark" title="База патентов Беларуси">Способ повышения износостойкости стальных пресс-форм для формовки изделий из пластмасс</a>
Способ повышения износостойкости стальных пресс-форм для формовки изделий из пластмасс
Номер патента: 14021
Опубликовано: 28.02.2011
Авторы: Сидоркин Сергей Васильевич, Чигринов Вадим Витальевич, Чигринова Наталья Михайловна, Гунько Сергей Мартинович, Чигринов Виталий Евгеньевич
МПК: C23C 28/00, C25D 11/04
Метки: износостойкости, повышения, формовки, способ, пресс-форм, стальных, пластмасс, изделий
Текст:
...пресс-формы покрытия. Покрытие наносят путем напыления на поверхность пресс-формы алюминиевого порошка методом активированной электродуговой металлизации и анодного микродугового оксидирования напыленного алюминиевого слоя. При этом соотношение толщин алюминиевого и оксидированного слоев покрытия составляет 101. Сущность изобретения поясняется следующим примером. Пример На лицевую контактную поверхность литьевой, изготовленной из...
Форма для литья изделий из пластмасс и способ ее изготовления
Номер патента: 9794
Опубликовано: 30.10.2007
Авторы: Чекан Николай Михайлович, Акула Игорь Петрович, Шпак Екатерина Петровна, Логуновская Нина Валентиновна, Свирин Василий Тимофеевич
МПК: C23C 14/06, B29C 33/56
Метки: форма, пластмасс, способ, изготовления, изделий, литья
Текст:
...2007.10.30 На рис. 2 представлен фрагмент литейной формы с упрочняющим химически стойким покрытием. На рис. 3 представлена схема источника плазмы импульсного катодно-дугового разряда. Тетраэдрический аморфный углерод относится к классу безводородных алмазоподобных материалов с высоким содержанием 3-гибридизированных связей углерода (порядка 85 ), характеризующийся высокой твердостью, близкой к твердости природного алмаза. Такой углеродный...
Смазка для пресс-форм литья под давлением
Номер патента: 11508
Опубликовано: 28.02.2009
Авторы: Михальцов Александр Миронович, Розум Владимир Александрович, Пивоварчик Александр Антонович
МПК: B22C 3/00
Метки: литья, давлением, смазка, пресс-форм
Текст:
...вещество и воду, в качестве смазывающего вещества содержит полиметилсилоксановую жидкость ПМС 300 и дополнительно содержит соапсток растительных масел при следующем соотношении компонентов, мас.полиметилсилоксановая жидкость ПМС 300 20-22 поверхностно-активное вещество 3,0-3,5 соапсток растительных масел 5,0-5,5 вода остальное. Полиметилсилоксановая жидкость (ПМС 300) представляет из себя прозрачное масло с кинематической вязкостью 385-415...
Способ изготовления изделий из древесных пресс-масс
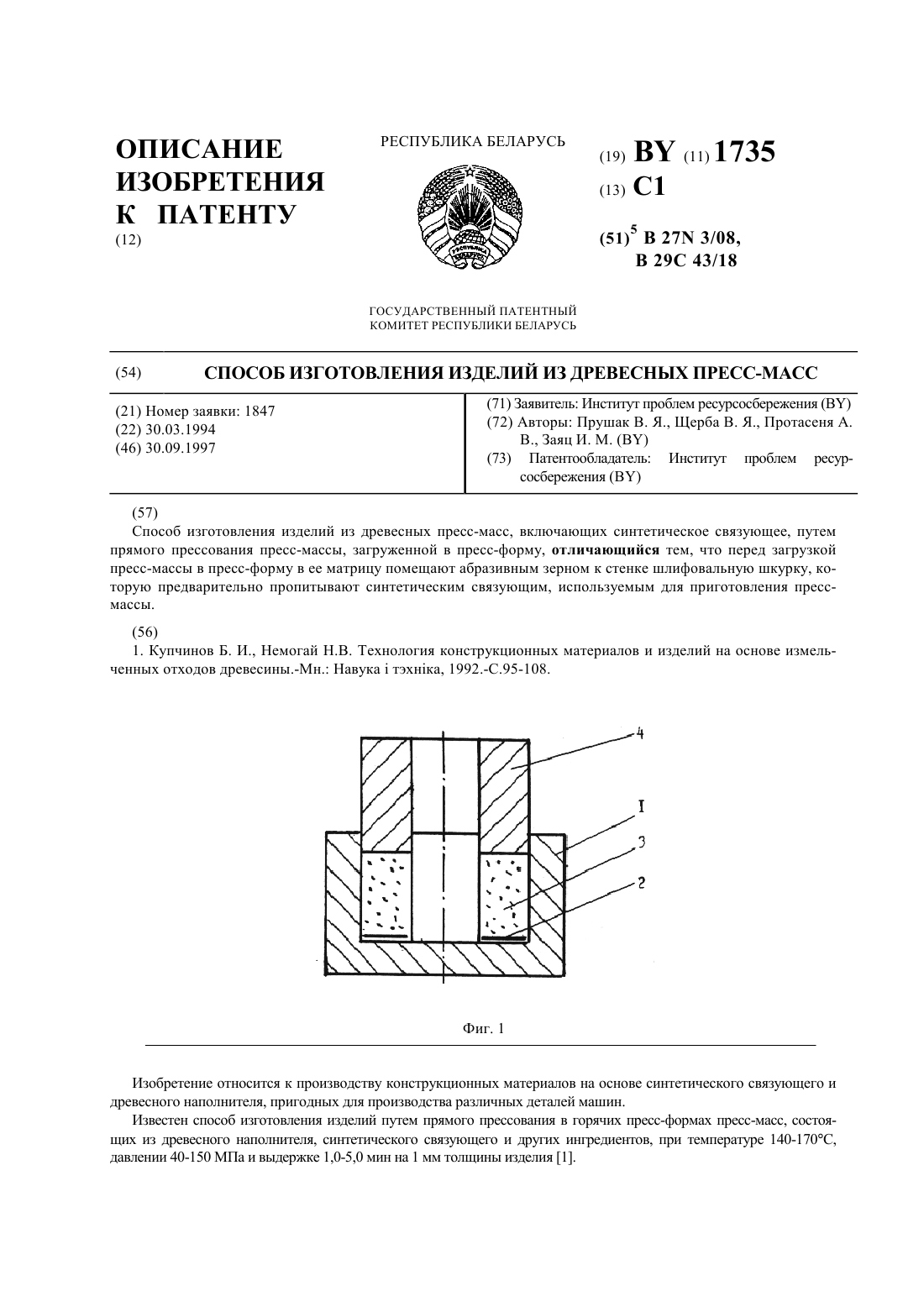
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Протасеня Александр Владимирович, Заяц Ирина Михайловна, Щерба Владимир Яковлевич, Прушак Виктор Яковлевич
МПК: B29C 43/18, B27N 3/08
Метки: изделий, изготовления, пресс-масс, древесных, способ
Текст:
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
Облицовочная пластина пресс-форм

Номер патента: U 3339
Опубликовано: 28.02.2007
Авторы: Чаховский Александр Корнелиевич, Трепашко Юрий Иванович, Литовчик Дмитрий Петрович, Анискович Геннадий Иосифович, Бетеня Григорий Филиппович
МПК: B30B 15/02, B28B 3/00
Метки: пластина, облицовочная, пресс-форм
Текст:
...и под действием ударных нагрузок ломаются из-за их хрупкости, а при малой твердости могут изгибаться и терять свою формуимеют низкую износостойкость при работе в условиях абразивного износа (наполнение кермической массой и формовка изделий), т.к. максимальная твердость, которую можно получить на пластине, составляет 54 НКСэиспользуемые технологии упрочнения для указанных сталей трудоемкие и не экологичные.Задача полезной модели - устранение...
Предыдущий патент: Способ активации наноуглеродных материалов
Следующий патент: Способ переработки твердого углеводородного сырья и устройство для его осуществления
Случайный патент: Способ получения 10- дезацетилбаккатина III (варианты).