Инструмент для формирования штуцера тепловой трубы
Номер патента: U 9600
Опубликовано: 30.10.2013
Авторы: Домород Леонид Семенович, Кузьмина Наталья Степановна, Корсеко Аркадий Леонидович
Текст
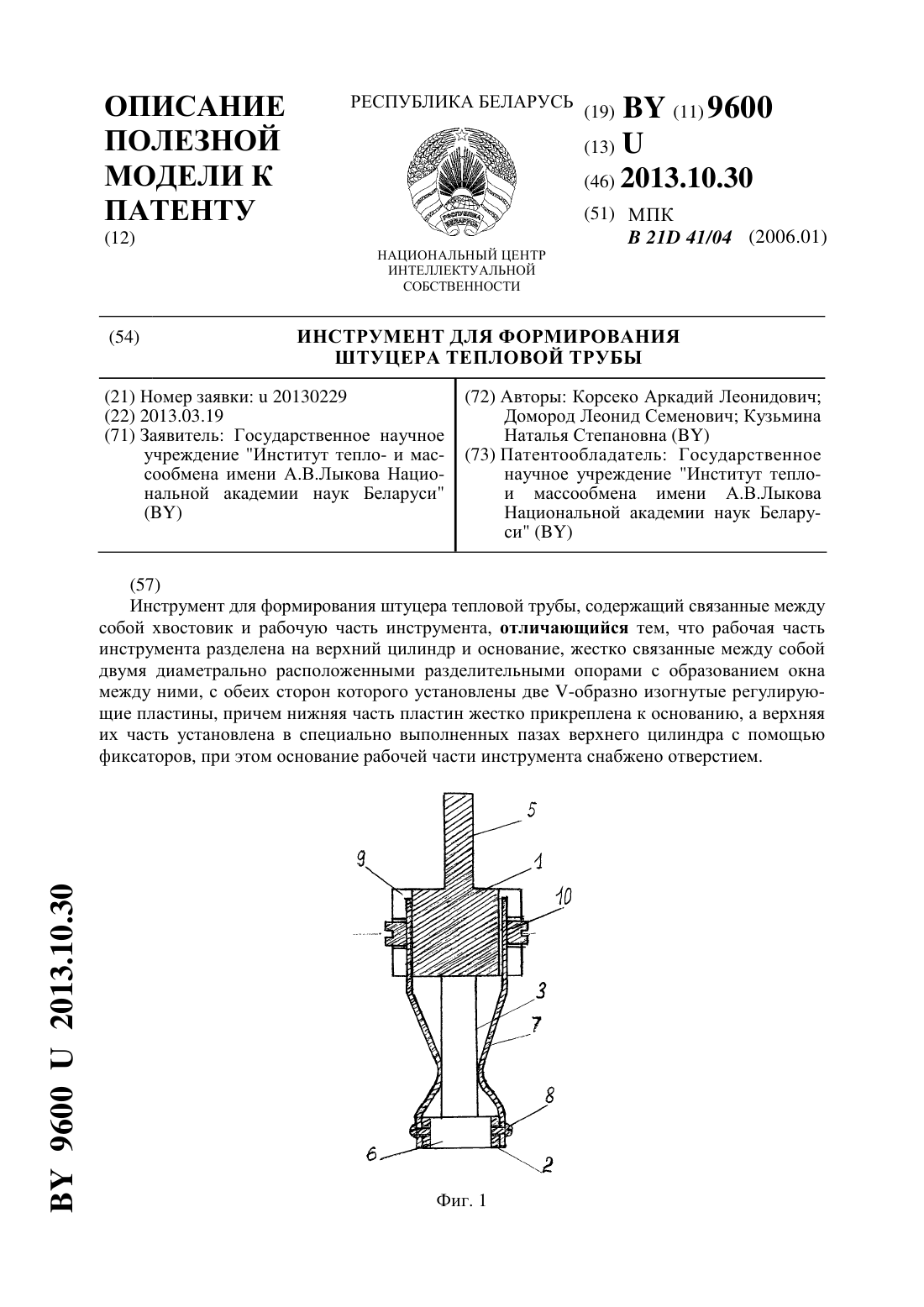
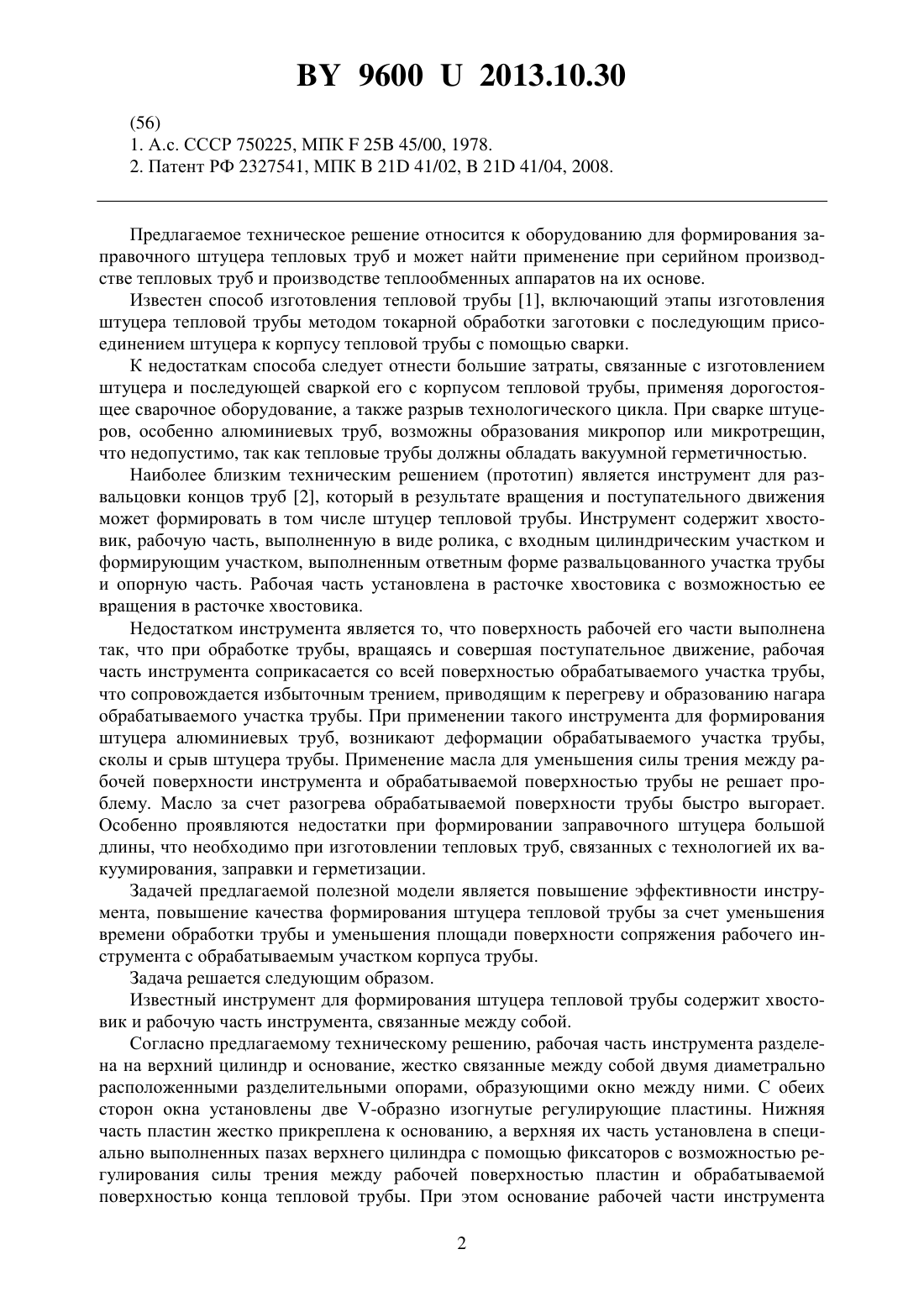
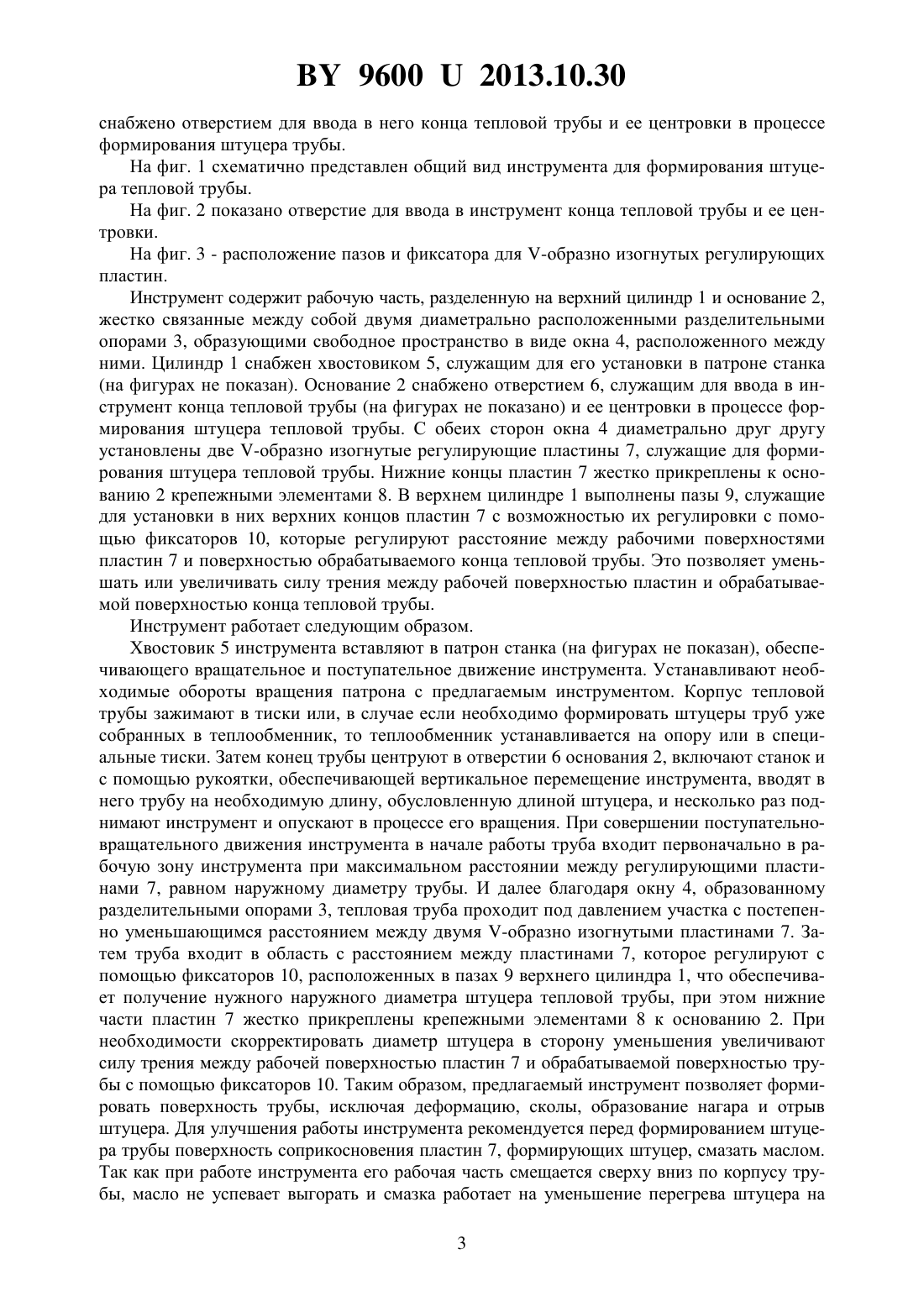
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ШТУЦЕРА ТЕПЛОВОЙ ТРУБЫ(71) Заявитель Государственное научное учреждение Институт тепло- и массообмена имени А.В.Лыкова Национальной академии наук Беларуси(72) Авторы Корсеко Аркадий Леонидович Домород Леонид Семенович Кузьмина Наталья Степановна(73) Патентообладатель Государственное научное учреждение Институт теплои массообмена имени А.В.Лыкова Национальной академии наук Беларуси(57) Инструмент для формирования штуцера тепловой трубы, содержащий связанные между собой хвостовик и рабочую часть инструмента, отличающийся тем, что рабочая часть инструмента разделена на верхний цилиндр и основание, жестко связанные между собой двумя диаметрально расположенными разделительными опорами с образованием окна между ними, с обеих сторон которого установлены две -образно изогнутые регулирующие пластины, причем нижняя часть пластин жестко прикреплена к основанию, а верхняя их часть установлена в специально выполненных пазах верхнего цилиндра с помощью фиксаторов, при этом основание рабочей части инструмента снабжено отверстием. Предлагаемое техническое решение относится к оборудованию для формирования заправочного штуцера тепловых труб и может найти применение при серийном производстве тепловых труб и производстве теплообменных аппаратов на их основе. Известен способ изготовления тепловой трубы 1, включающий этапы изготовления штуцера тепловой трубы методом токарной обработки заготовки с последующим присоединением штуцера к корпусу тепловой трубы с помощью сварки. К недостаткам способа следует отнести большие затраты, связанные с изготовлением штуцера и последующей сваркой его с корпусом тепловой трубы, применяя дорогостоящее сварочное оборудование, а также разрыв технологического цикла. При сварке штуцеров, особенно алюминиевых труб, возможны образования микропор или микротрещин,что недопустимо, так как тепловые трубы должны обладать вакуумной герметичностью. Наиболее близким техническим решением (прототип) является инструмент для развальцовки концов труб 2, который в результате вращения и поступательного движения может формировать в том числе штуцер тепловой трубы. Инструмент содержит хвостовик, рабочую часть, выполненную в виде ролика, с входным цилиндрическим участком и формирующим участком, выполненным ответным форме развальцованного участка трубы и опорную часть. Рабочая часть установлена в расточке хвостовика с возможностью ее вращения в расточке хвостовика. Недостатком инструмента является то, что поверхность рабочей его части выполнена так, что при обработке трубы, вращаясь и совершая поступательное движение, рабочая часть инструмента соприкасается со всей поверхностью обрабатываемого участка трубы,что сопровождается избыточным трением, приводящим к перегреву и образованию нагара обрабатываемого участка трубы. При применении такого инструмента для формирования штуцера алюминиевых труб, возникают деформации обрабатываемого участка трубы,сколы и срыв штуцера трубы. Применение масла для уменьшения силы трения между рабочей поверхности инструмента и обрабатываемой поверхностью трубы не решает проблему. Масло за счет разогрева обрабатываемой поверхности трубы быстро выгорает. Особенно проявляются недостатки при формировании заправочного штуцера большой длины, что необходимо при изготовлении тепловых труб, связанных с технологией их вакуумирования, заправки и герметизации. Задачей предлагаемой полезной модели является повышение эффективности инструмента, повышение качества формирования штуцера тепловой трубы за счет уменьшения времени обработки трубы и уменьшения площади поверхности сопряжения рабочего инструмента с обрабатываемым участком корпуса трубы. Задача решается следующим образом. Известный инструмент для формирования штуцера тепловой трубы содержит хвостовик и рабочую часть инструмента, связанные между собой. Согласно предлагаемому техническому решению, рабочая часть инструмента разделена на верхний цилиндр и основание, жестко связанные между собой двумя диаметрально расположенными разделительными опорами, образующими окно между ними. С обеих сторон окна установлены две -образно изогнутые регулирующие пластины. Нижняя часть пластин жестко прикреплена к основанию, а верхняя их часть установлена в специально выполненных пазах верхнего цилиндра с помощью фиксаторов с возможностью регулирования силы трения между рабочей поверхностью пластин и обрабатываемой поверхностью конца тепловой трубы. При этом основание рабочей части инструмента 2 96002013.10.30 снабжено отверстием для ввода в него конца тепловой трубы и ее центровки в процессе формирования штуцера трубы. На фиг. 1 схематично представлен общий вид инструмента для формирования штуцера тепловой трубы. На фиг. 2 показано отверстие для ввода в инструмент конца тепловой трубы и ее центровки. На фиг. 3 - расположение пазов и фиксатора для -образно изогнутых регулирующих пластин. Инструмент содержит рабочую часть, разделенную на верхний цилиндр 1 и основание 2,жестко связанные между собой двумя диаметрально расположенными разделительными опорами 3, образующими свободное пространство в виде окна 4, расположенного между ними. Цилиндр 1 снабжен хвостовиком 5, служащим для его установки в патроне станка(на фигурах не показан). Основание 2 снабжено отверстием 6, служащим для ввода в инструмент конца тепловой трубы (на фигурах не показано) и ее центровки в процессе формирования штуцера тепловой трубы. С обеих сторон окна 4 диаметрально друг другу установлены две -образно изогнутые регулирующие пластины 7, служащие для формирования штуцера тепловой трубы. Нижние концы пластин 7 жестко прикреплены к основанию 2 крепежными элементами 8. В верхнем цилиндре 1 выполнены пазы 9, служащие для установки в них верхних концов пластин 7 с возможностью их регулировки с помощью фиксаторов 10, которые регулируют расстояние между рабочими поверхностями пластин 7 и поверхностью обрабатываемого конца тепловой трубы. Это позволяет уменьшать или увеличивать силу трения между рабочей поверхностью пластин и обрабатываемой поверхностью конца тепловой трубы. Инструмент работает следующим образом. Хвостовик 5 инструмента вставляют в патрон станка (на фигурах не показан), обеспечивающего вращательное и поступательное движение инструмента. Устанавливают необходимые обороты вращения патрона с предлагаемым инструментом. Корпус тепловой трубы зажимают в тиски или, в случае если необходимо формировать штуцеры труб уже собранных в теплообменник, то теплообменник устанавливается на опору или в специальные тиски. Затем конец трубы центруют в отверстии 6 основания 2, включают станок и с помощью рукоятки, обеспечивающей вертикальное перемещение инструмента, вводят в него трубу на необходимую длину, обусловленную длиной штуцера, и несколько раз поднимают инструмент и опускают в процессе его вращения. При совершении поступательновращательного движения инструмента в начале работы труба входит первоначально в рабочую зону инструмента при максимальном расстоянии между регулирующими пластинами 7, равном наружному диаметру трубы. И далее благодаря окну 4, образованному разделительными опорами 3, тепловая труба проходит под давлением участка с постепенно уменьшающимся расстоянием между двумя -образно изогнутыми пластинами 7. Затем труба входит в область с расстоянием между пластинами 7, которое регулируют с помощью фиксаторов 10, расположенных в пазах 9 верхнего цилиндра 1, что обеспечивает получение нужного наружного диаметра штуцера тепловой трубы, при этом нижние части пластин 7 жестко прикреплены крепежными элементами 8 к основанию 2. При необходимости скорректировать диаметр штуцера в сторону уменьшения увеличивают силу трения между рабочей поверхностью пластин 7 и обрабатываемой поверхностью трубы с помощью фиксаторов 10. Таким образом, предлагаемый инструмент позволяет формировать поверхность трубы, исключая деформацию, сколы, образование нагара и отрыв штуцера. Для улучшения работы инструмента рекомендуется перед формированием штуцера трубы поверхность соприкосновения пластин 7, формирующих штуцер, смазать маслом. Так как при работе инструмента его рабочая часть смещается сверху вниз по корпусу трубы, масло не успевает выгорать и смазка работает на уменьшение перегрева штуцера на 3 96002013.10.30 протяжении всего цикла формирования штуцера. Предлагаемый инструмент особенно эффективен для формирования штуцеров тепловых труб из алюминия и мягкой меди. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21D 41/04
Метки: формирования, инструмент, тепловой, трубы, штуцера
Код ссылки
<a href="https://by.patents.su/4-u9600-instrument-dlya-formirovaniya-shtucera-teplovojj-truby.html" rel="bookmark" title="База патентов Беларуси">Инструмент для формирования штуцера тепловой трубы</a>
Плоский испаритель контурной тепловой трубы
Номер патента: U 1519
Опубликовано: 30.09.2004
Авторы: Докторов Вячеслав Викторович, Мазюк Виктор Васильевич, Рак Анатолий Леонидович
МПК: F28D 15/00
Метки: трубы, тепловой, контурной, испаритель, плоский
Текст:
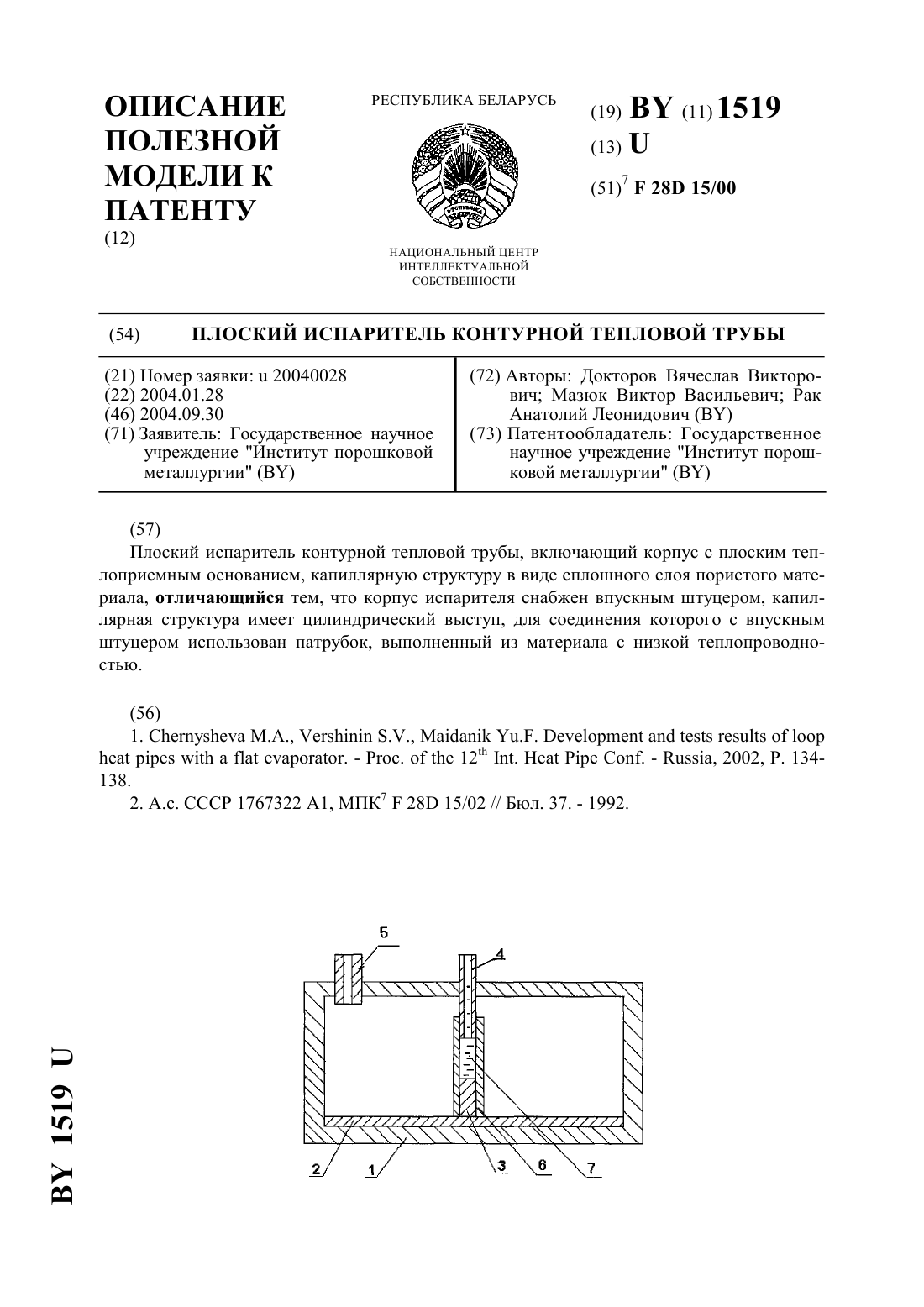
...значительный паразитный тепловой поток, обусловленный непосредственным контактом жидкого теплоносителя в кольцевых каналах-артериях вблизи впитывающей поверхности капиллярной структуры с корпусом испарителя и приводящий к закипанию жидкого теплоносителя уже при относительно невысоких тепловых нагрузках. Задача, которую решает предлагаемая полезная модель, заключается в снижении паразитного теплового потока и повышении максимальной...
Испаритель контурной тепловой трубы
Номер патента: U 4104
Опубликовано: 30.12.2007
Авторы: Мазюк Виктор Васильевич, Агеенко Артем Владимирович
МПК: F28D 15/00
Метки: трубы, тепловой, контурной, испаритель
Текст:
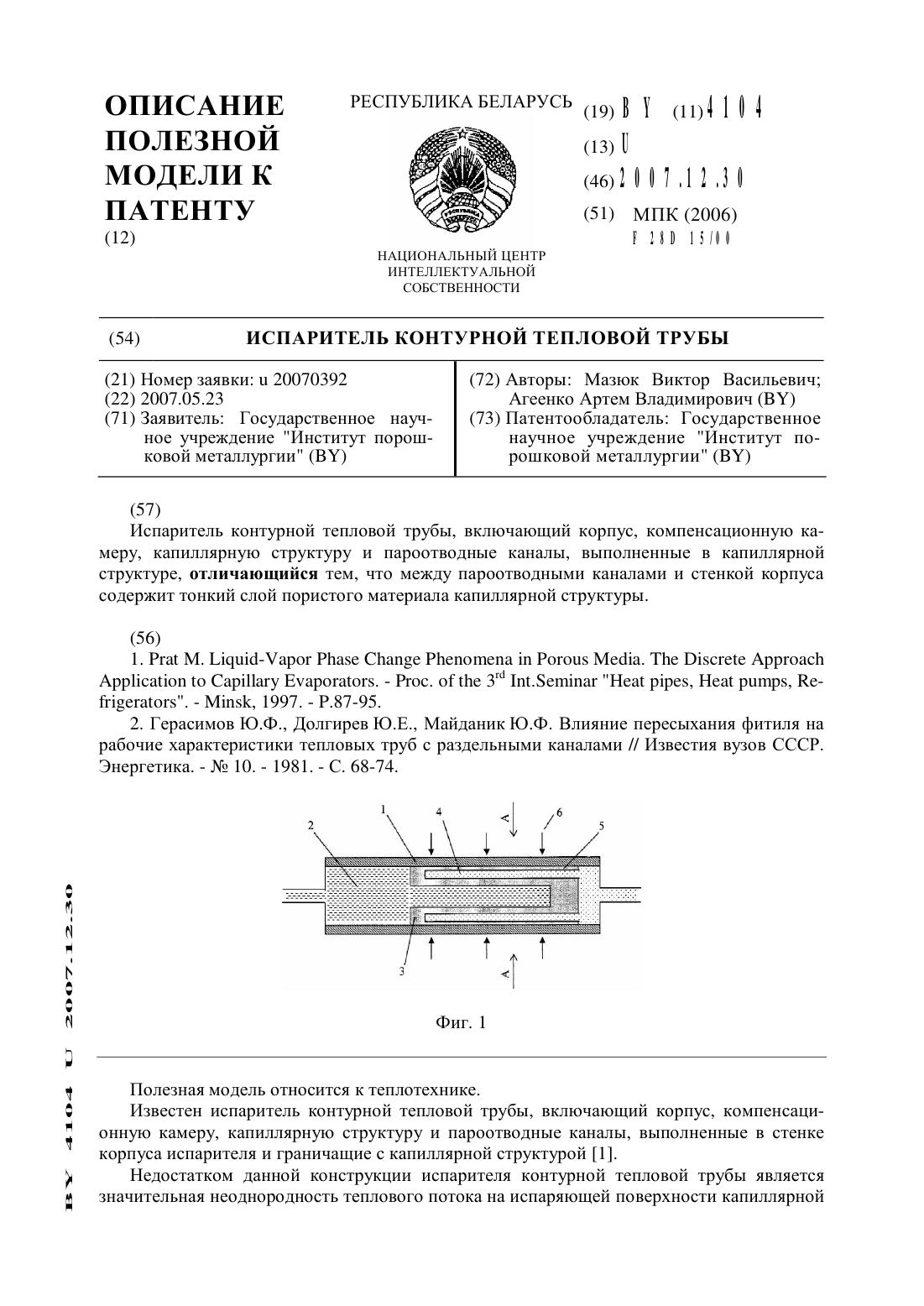
...1 полненные в капиллярной структуре и граничащие с корпусом испарителя 2.Недостатком данной конструкции испарителя контурной тепловой трубы также является значительная неоднородность теплового потока на испаряющей поверхности капиллярной структуры, снижающая рабочие характеристики контурной тепловой трубы.Задача, которую рещает предлагаемая полезная модель, заключается в снижении неравномерности распределения теплового потока в испарителе...
Инструмент для формирования антифрикционных покрытий трением
Номер патента: U 4566
Опубликовано: 30.08.2008
Авторы: Константинов Валерий Михайлович, Лукашок Александр Николаевич
МПК: C23C 26/00
Метки: покрытий, инструмент, формирования, трением, антифрикционных
Текст:
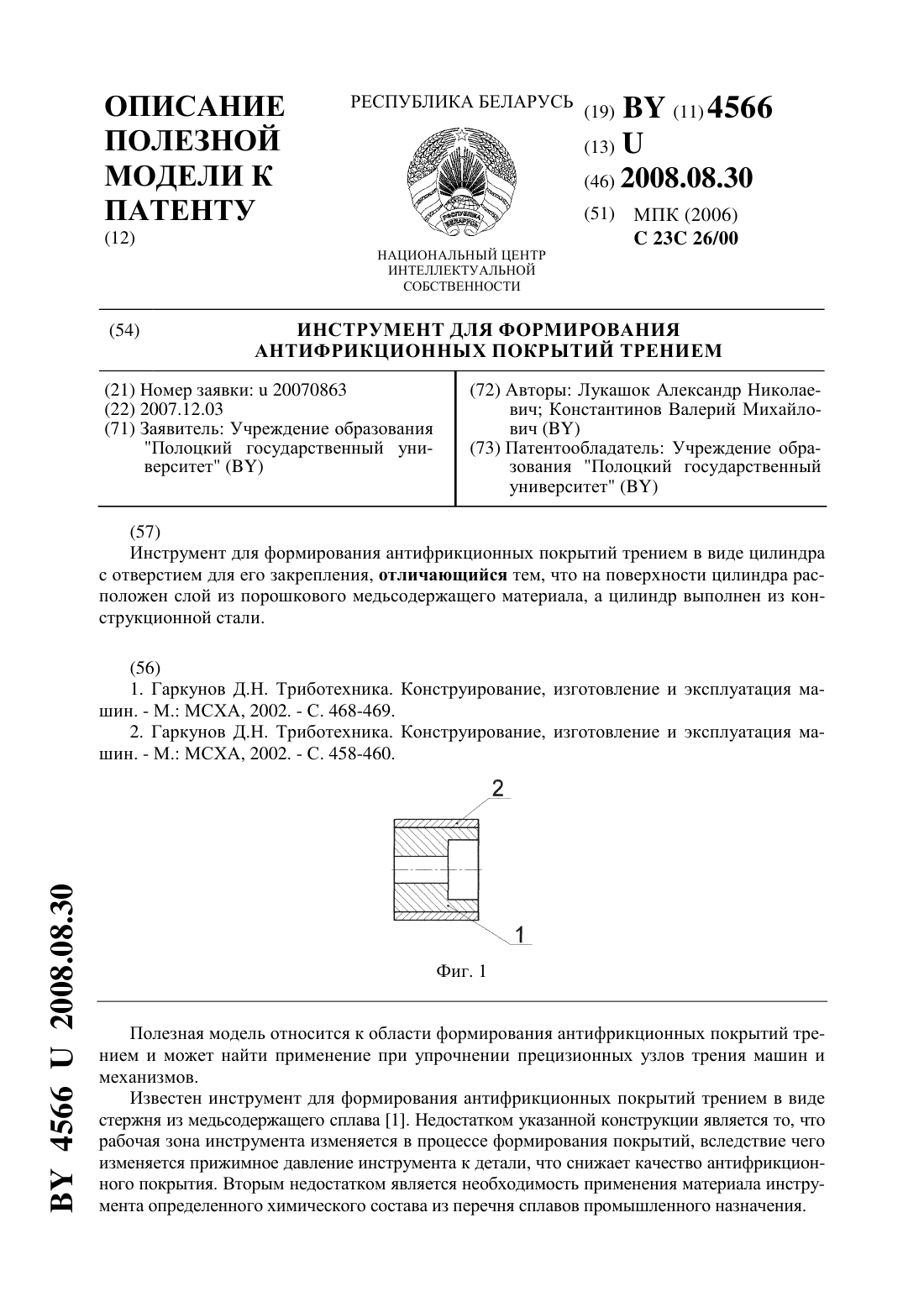
...промышленного назначения. Задачей полезной модели является снижение стоимости инструмента и возникновение возможности изменения состава используемого материала в широком диапазоне. Указанная задача достигается тем, что инструмент для формирования антифрикционных покрытий трением выполнен в виде цилиндра с отверстием для его закрепления. При этом на поверхности цилиндра расположен слой из порошкового медьсодержащего материала, а цилиндр...
Способ изготовления тепловой трубы
Номер патента: 16810
Опубликовано: 28.02.2013
Авторы: Докторов Вячеслав Викторович, Рак Анатолий Леонидович, Мазюк Виктор Васильевич
МПК: F28D 15/04
Метки: тепловой, трубы, способ, изготовления
Текст:
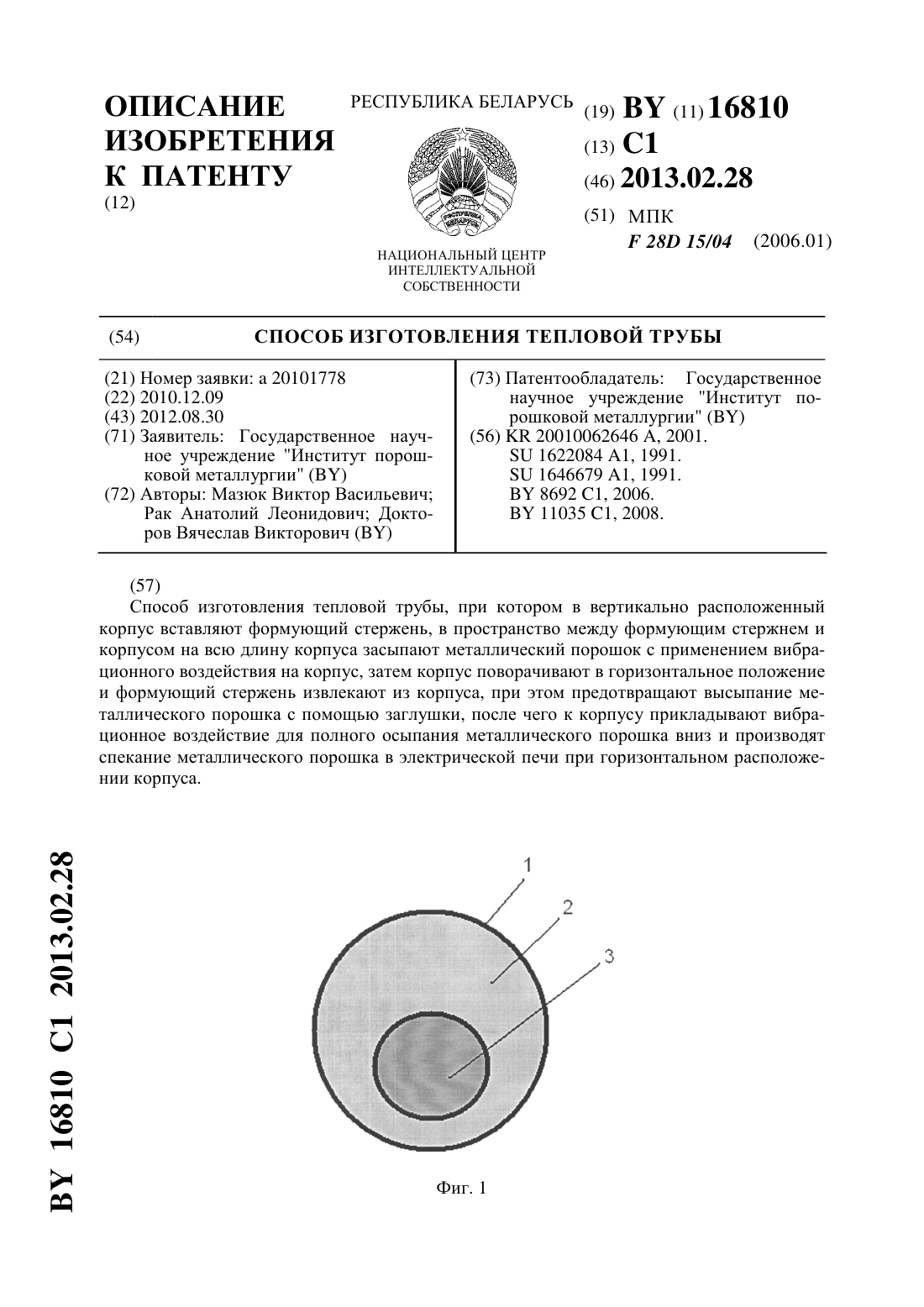
...невозможности изготовления миниатюрных тепловых труб диаметром 4 мм и менее из-за зажатия формующего стержня спеченной капиллярной структурой вследствие усадки последней. Задача, которую решает предлагаемое изобретение, заключается в повышении эксплуатационных свойств изготавливаемых тепловых труб и расширении технологических возможностей способа. Поставленная задача реализуется тем, что в способе изготовления тепловой трубы,при котором в...
Испаритель контурной тепловой трубы
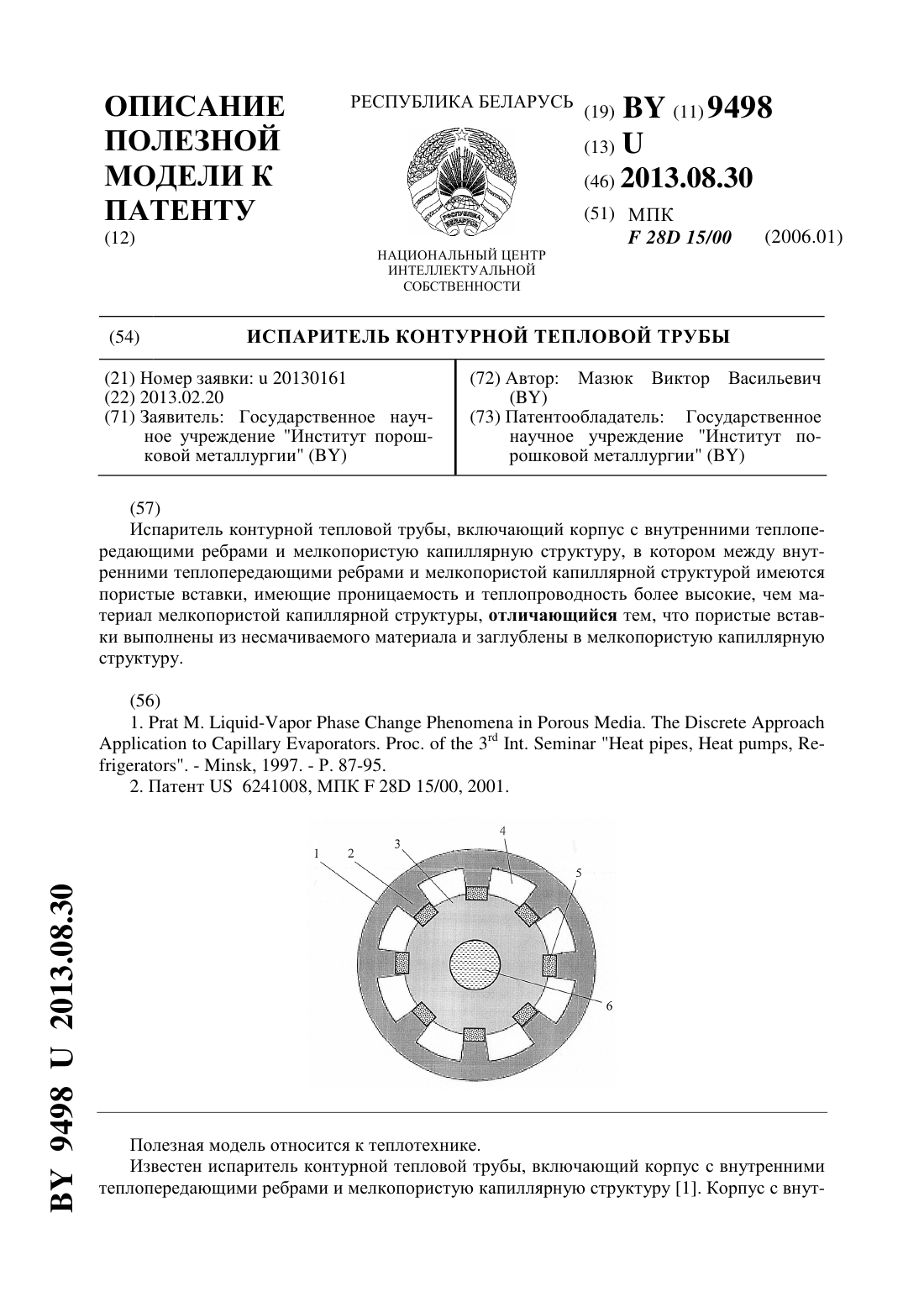
Номер патента: U 9498
Опубликовано: 30.08.2013
Автор: Мазюк Виктор Васильевич
МПК: F28D 15/00
Метки: трубы, контурной, тепловой, испаритель
Текст:
...поры вставок и блокирует часть порового пространства вставок. Тем самым создается дополнительное гидравлическое сопротивление по пару перед выходом пара в пароотводной канал, что в свою очередь заставляет жидкость заглубляться в поры мелкопористой капиллярной структуры и еще больше увеличивает перепад давления по пару, а следовательно, и перепад температуры в испарителе. Задача, которую решает предлагаемая полезная модель, заключается в...
Предыдущий патент: Аппарат инфракрасного нагрева
Следующий патент: Корчеватель роторный
Случайный патент: Концентрат для получения средства витальной маркировки мезенхимальных стволовых клеток