Способ изготовления тепловой трубы
Номер патента: 16810
Опубликовано: 28.02.2013
Авторы: Мазюк Виктор Васильевич, Докторов Вячеслав Викторович, Рак Анатолий Леонидович
Текст
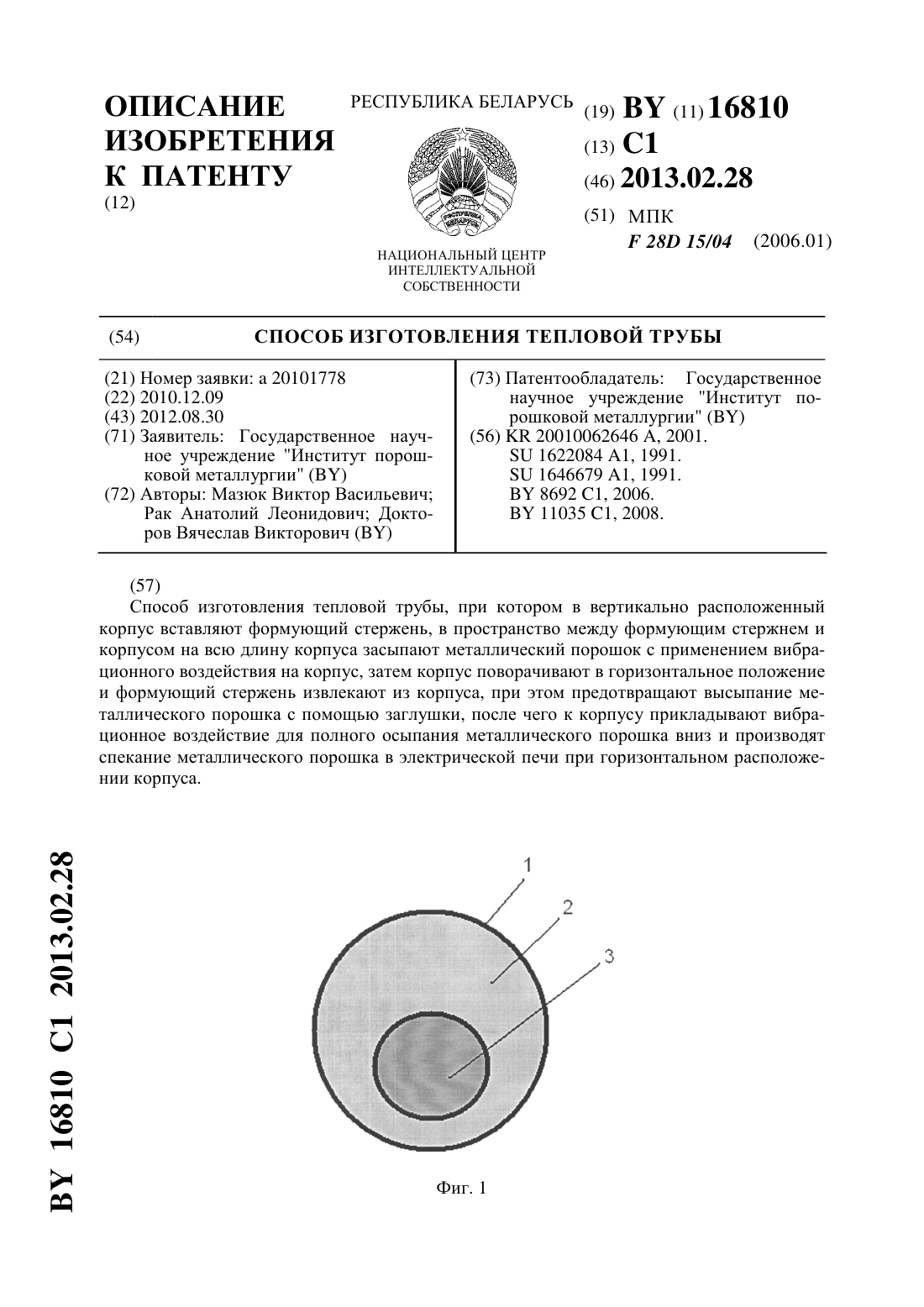
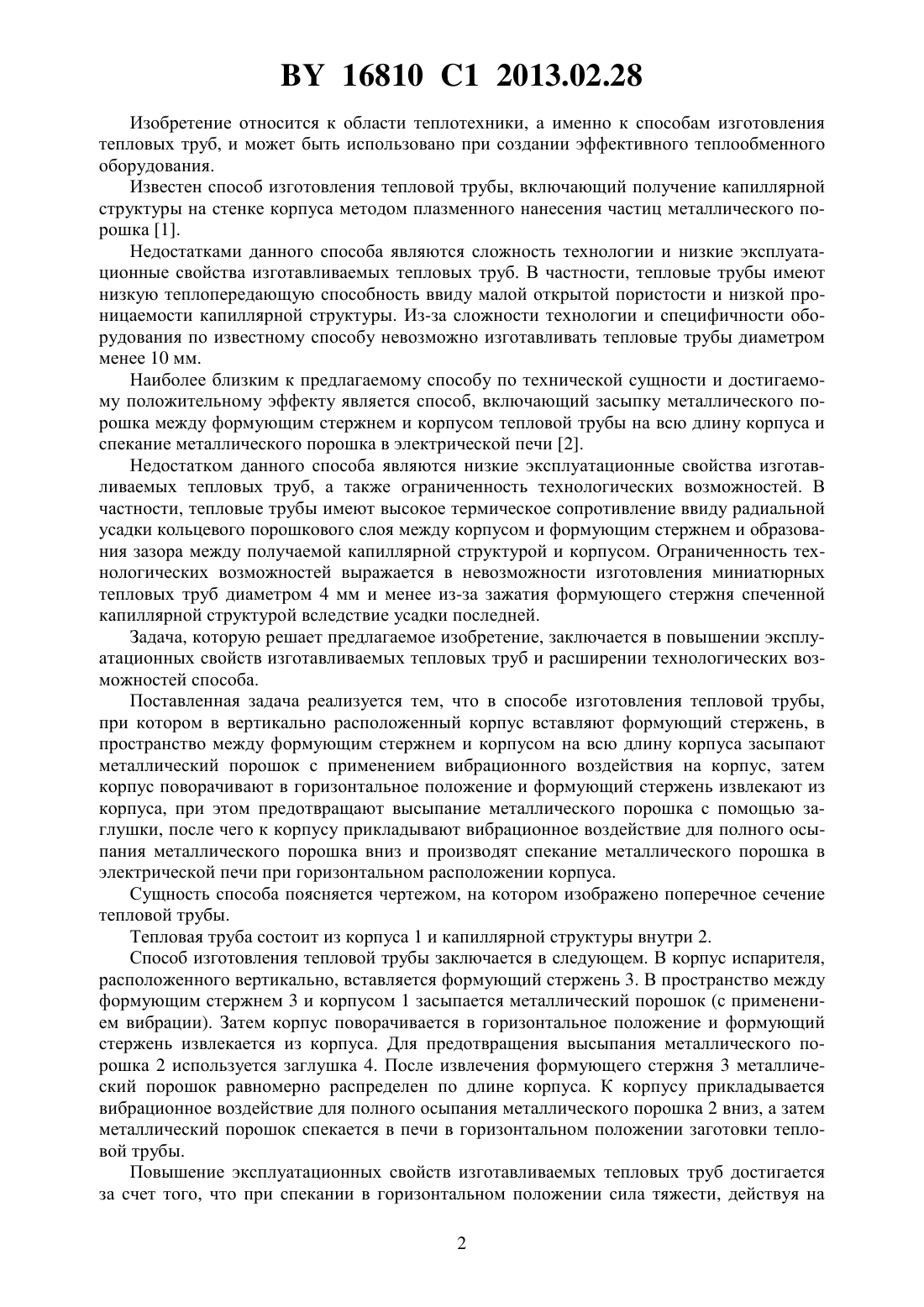
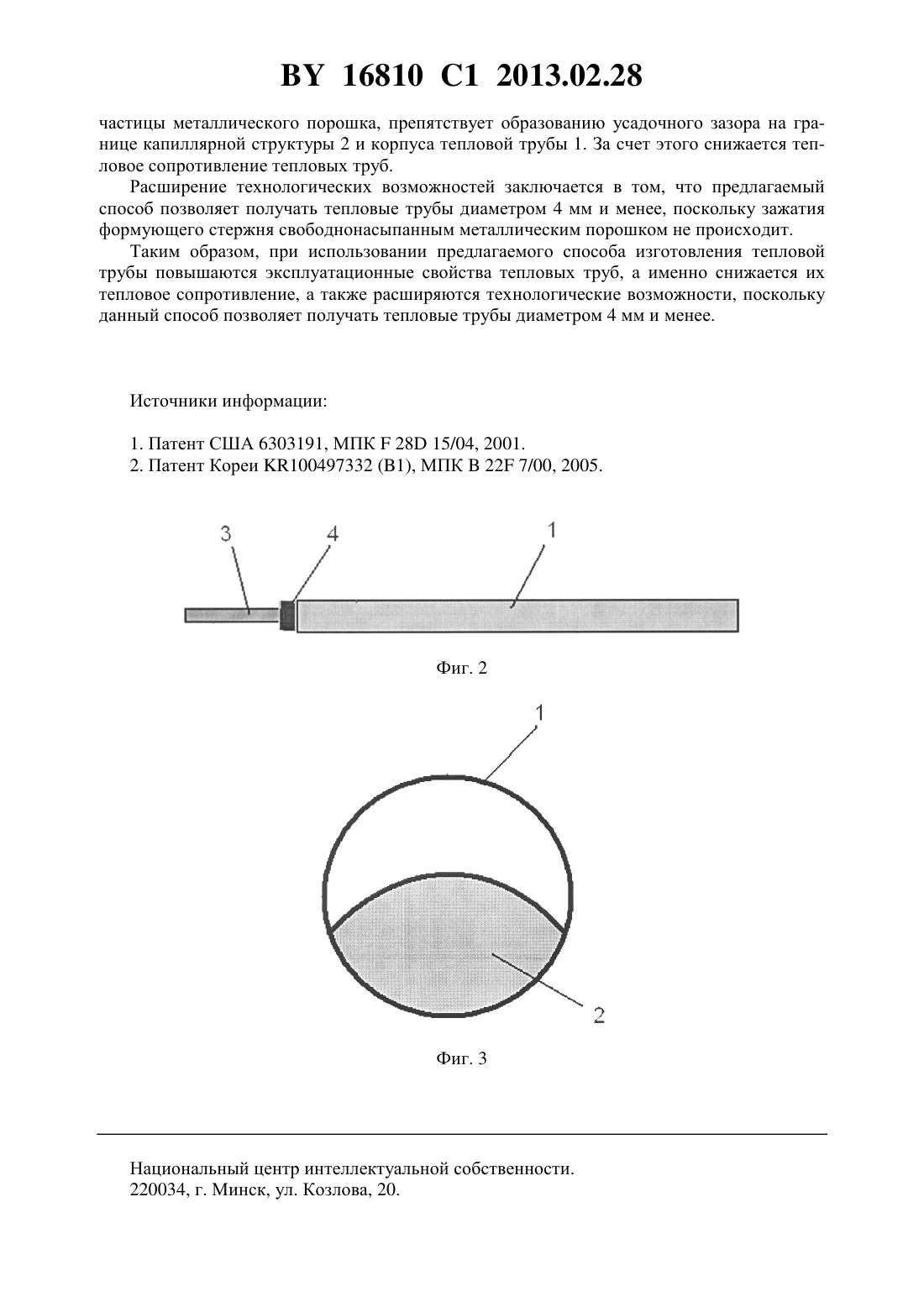
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВОЙ ТРУБЫ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Мазюк Виктор Васильевич Рак Анатолий Леонидович Докторов Вячеслав Викторович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления тепловой трубы, при котором в вертикально расположенный корпус вставляют формующий стержень, в пространство между формующим стержнем и корпусом на всю длину корпуса засыпают металлический порошок с применением вибрационного воздействия на корпус, затем корпус поворачивают в горизонтальное положение и формующий стержень извлекают из корпуса, при этом предотвращают высыпание металлического порошка с помощью заглушки, после чего к корпусу прикладывают вибрационное воздействие для полного осыпания металлического порошка вниз и производят спекание металлического порошка в электрической печи при горизонтальном расположении корпуса. 16810 1 2013.02.28 Изобретение относится к области теплотехники, а именно к способам изготовления тепловых труб, и может быть использовано при создании эффективного теплообменного оборудования. Известен способ изготовления тепловой трубы, включающий получение капиллярной структуры на стенке корпуса методом плазменного нанесения частиц металлического порошка 1. Недостатками данного способа являются сложность технологии и низкие эксплуатационные свойства изготавливаемых тепловых труб. В частности, тепловые трубы имеют низкую теплопередающую способность ввиду малой открытой пористости и низкой проницаемости капиллярной структуры. Из-за сложности технологии и специфичности оборудования по известному способу невозможно изготавливать тепловые трубы диаметром менее 10 мм. Наиболее близким к предлагаемому способу по технической сущности и достигаемому положительному эффекту является способ, включающий засыпку металлического порошка между формующим стержнем и корпусом тепловой трубы на всю длину корпуса и спекание металлического порошка в электрической печи 2. Недостатком данного способа являются низкие эксплуатационные свойства изготавливаемых тепловых труб, а также ограниченность технологических возможностей. В частности, тепловые трубы имеют высокое термическое сопротивление ввиду радиальной усадки кольцевого порошкового слоя между корпусом и формующим стержнем и образования зазора между получаемой капиллярной структурой и корпусом. Ограниченность технологических возможностей выражается в невозможности изготовления миниатюрных тепловых труб диаметром 4 мм и менее из-за зажатия формующего стержня спеченной капиллярной структурой вследствие усадки последней. Задача, которую решает предлагаемое изобретение, заключается в повышении эксплуатационных свойств изготавливаемых тепловых труб и расширении технологических возможностей способа. Поставленная задача реализуется тем, что в способе изготовления тепловой трубы,при котором в вертикально расположенный корпус вставляют формующий стержень, в пространство между формующим стержнем и корпусом на всю длину корпуса засыпают металлический порошок с применением вибрационного воздействия на корпус, затем корпус поворачивают в горизонтальное положение и формующий стержень извлекают из корпуса, при этом предотвращают высыпание металлического порошка с помощью заглушки, после чего к корпусу прикладывают вибрационное воздействие для полного осыпания металлического порошка вниз и производят спекание металлического порошка в электрической печи при горизонтальном расположении корпуса. Сущность способа поясняется чертежом, на котором изображено поперечное сечение тепловой трубы. Тепловая труба состоит из корпуса 1 и капиллярной структуры внутри 2. Способ изготовления тепловой трубы заключается в следующем. В корпус испарителя,расположенного вертикально, вставляется формующий стержень 3. В пространство между формующим стержнем 3 и корпусом 1 засыпается металлический порошок (с применением вибрации). Затем корпус поворачивается в горизонтальное положение и формующий стержень извлекается из корпуса. Для предотвращения высыпания металлического порошка 2 используется заглушка 4. После извлечения формующего стержня 3 металлический порошок равномерно распределен по длине корпуса. К корпусу прикладывается вибрационное воздействие для полного осыпания металлического порошка 2 вниз, а затем металлический порошок спекается в печи в горизонтальном положении заготовки тепловой трубы. Повышение эксплуатационных свойств изготавливаемых тепловых труб достигается за счет того, что при спекании в горизонтальном положении сила тяжести, действуя на 2 16810 1 2013.02.28 частицы металлического порошка, препятствует образованию усадочного зазора на границе капиллярной структуры 2и корпуса тепловой трубы 1. За счет этого снижается тепловое сопротивление тепловых труб. Расширение технологических возможностей заключается в том, что предлагаемый способ позволяет получать тепловые трубы диаметром 4 мм и менее, поскольку зажатия формующего стержня свободнонасыпанным металлическим порошком не происходит. Таким образом, при использовании предлагаемого способа изготовления тепловой трубы повышаются эксплуатационные свойства тепловых труб, а именно снижается их тепловое сопротивление, а также расширяются технологические возможности, поскольку данный способ позволяет получать тепловые трубы диаметром 4 мм и менее. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: F28D 15/04
Метки: трубы, изготовления, способ, тепловой
Код ссылки
<a href="https://by.patents.su/3-16810-sposob-izgotovleniya-teplovojj-truby.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления тепловой трубы</a>
Устройство для изготовления испарителя контурной тепловой трубы
Номер патента: U 4028
Опубликовано: 30.12.2007
Авторы: Мазюк Виктор Васильевич, Агеенко Артем Владимирович
МПК: B30B 15/00, B22F 3/02
Метки: испарителя, тепловой, изготовления, трубы, контурной, устройство
Текст:
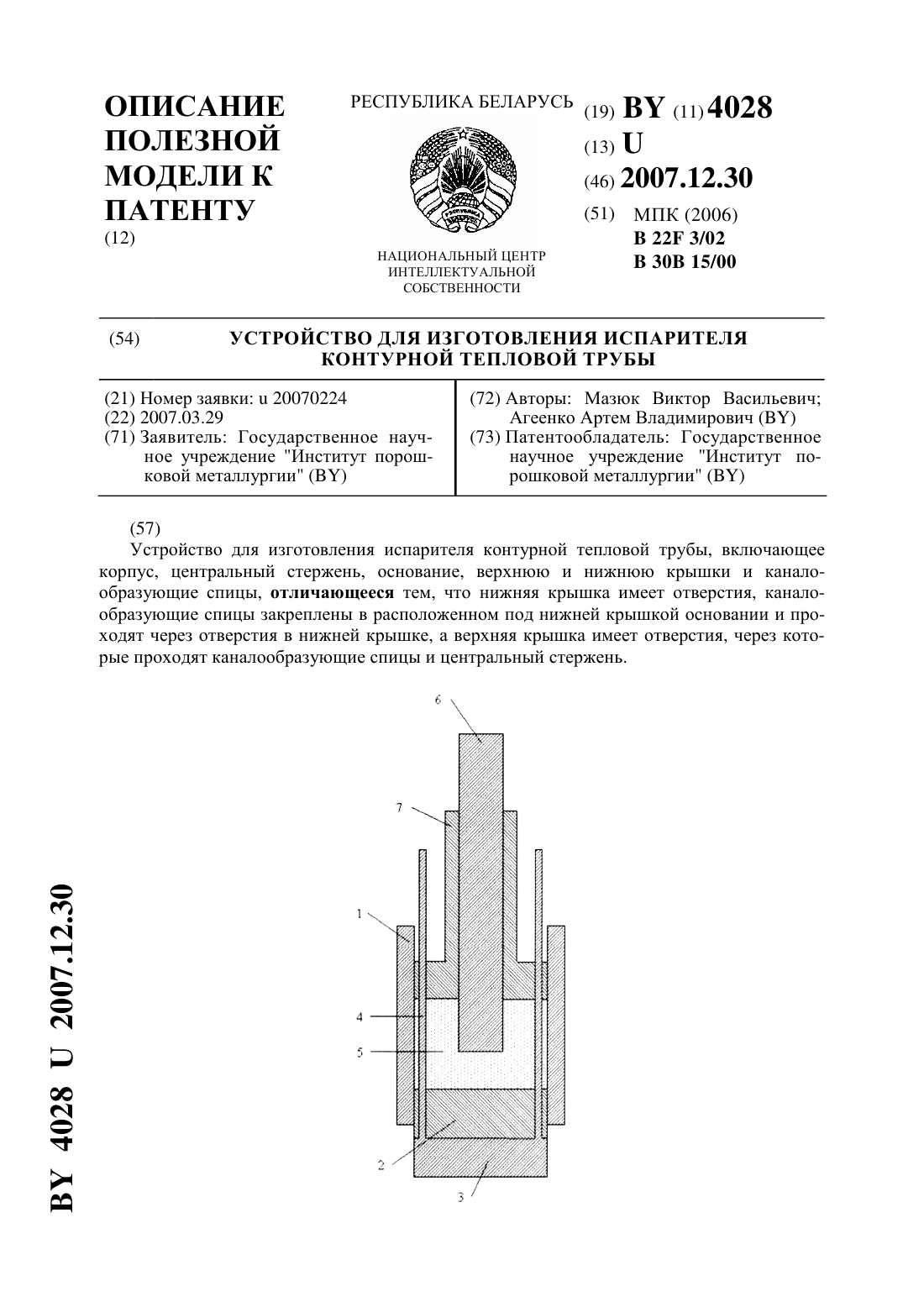
...следующим образом. На первом этапе производится сборка корпуса 1, нижней крышки 2 и основания 3 с закрепленными в нем каналообразующими спицами 4 так, что спицы 4 проходят через отверстия в нижней крышке 2, нижняя крышка 2 ложится на основание 3 и одновременно закрывает низ корпуса 1. Внутрь корпуса 1 на нижнюю крышку 2 засыпается подготовленная порошковая шихта 5 в количестве, необходимом для формования донышка капил 2 40282007.12.30...
Способ изготовления капиллярной структуры контурной тепловой трубы

Номер патента: 5945
Опубликовано: 30.03.2004
Авторы: Мазюк Виктор Васильевич, Балащенко Андрей Викторович, Рак Анатолий Леонидович, Пилиневич Леонид Петрович
МПК: F28D 15/00
Метки: структуры, изготовления, трубы, капиллярной, тепловой, контурной, способ
Текст:
...исключающей возможность припекания к ней порошка. В пространство между корпусом и сердечником засыпают порошок. Подвергая сборку температурному воздействию в соответствующей защитной атмосфере,производят припекание фрагментов капиллярной структуры к корпусу. Поскольку фрагменты капиллярной структуры не связаны между собой, в процессе припекания центральная усадка отсутствует каждый фрагмент усаживается в направлении корпуса. Тем самым...
Способ изготовления тепловой трубы
Номер патента: 11696
Опубликовано: 30.04.2009
Авторы: Реут Олег Павлович, Васильев Леонард Леонидович, Петюшик Евгений Евгеньевич, Романенков Владимир Евгеньевич, Васильев Леонид Леонардович, Петюшик Татьяна Евгеньевна, Конон Андрей Брониславович
МПК: B22F 3/00, F28D 15/02
Метки: трубы, тепловой, изготовления, способ
Текст:
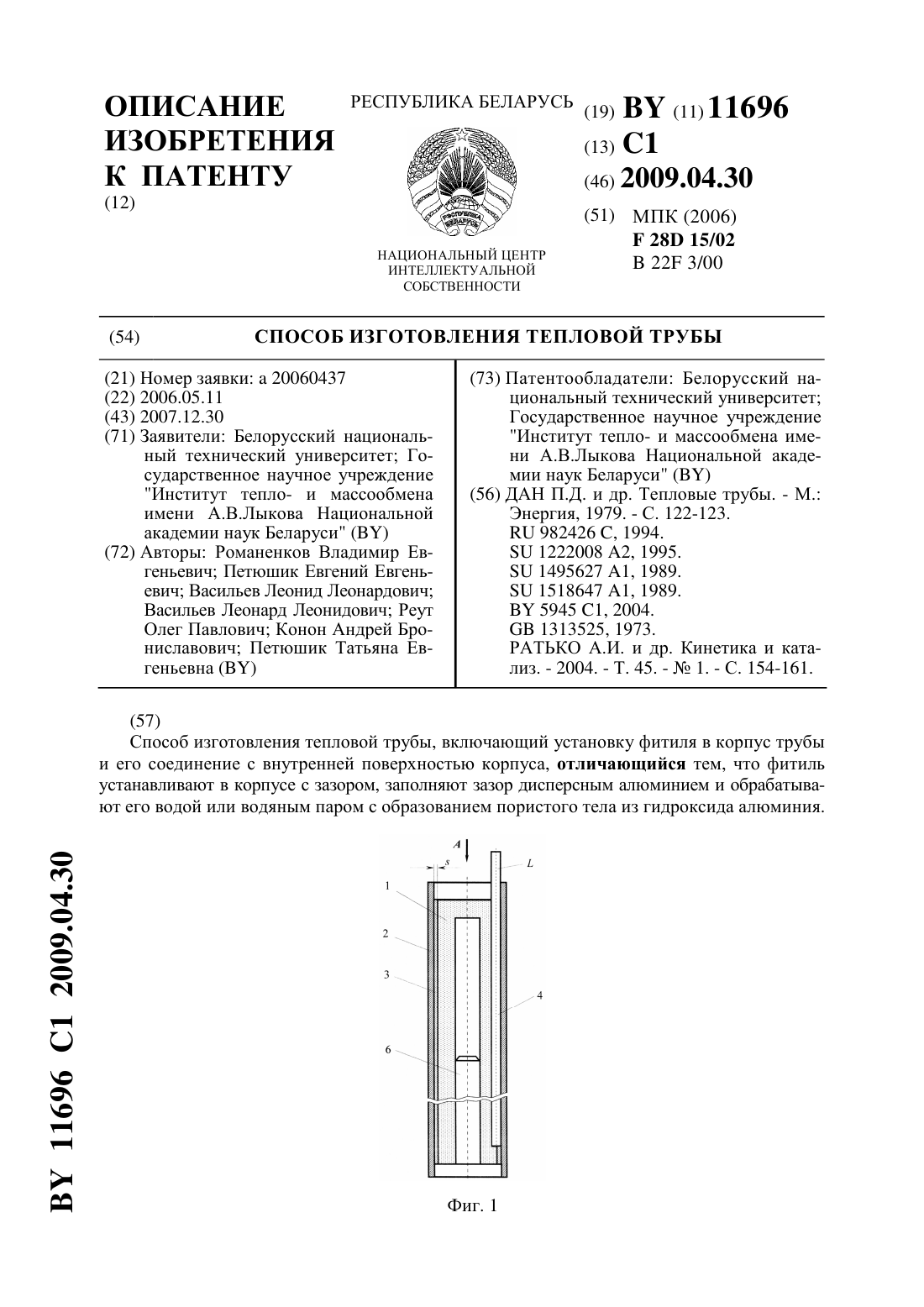
...алюминия с образованием консолидированного пористого тела. Синтез такого пористого тела сопровождается увеличением его объема по сравнению с объемом исходной порошковой засыпки. В силу ограничения радиальных перемещений пористого тела корпусом 2 снаружи и фитилем 1 изнутри в синтезированном пористом теле возникают напряжения(фиг. 3). Таким образом, обеспечивается жесткое соединение фитиля 1 с корпусом 2 по всей контактной площади...
Способ изготовления испарителя контурной тепловой трубы
Номер патента: 11035
Опубликовано: 30.08.2008
Авторы: Агеенко Артем Владимирович, Мазюк Виктор Васильевич
МПК: F28D 15/04
Метки: трубы, испарителя, способ, контурной, тепловой, изготовления
Текст:
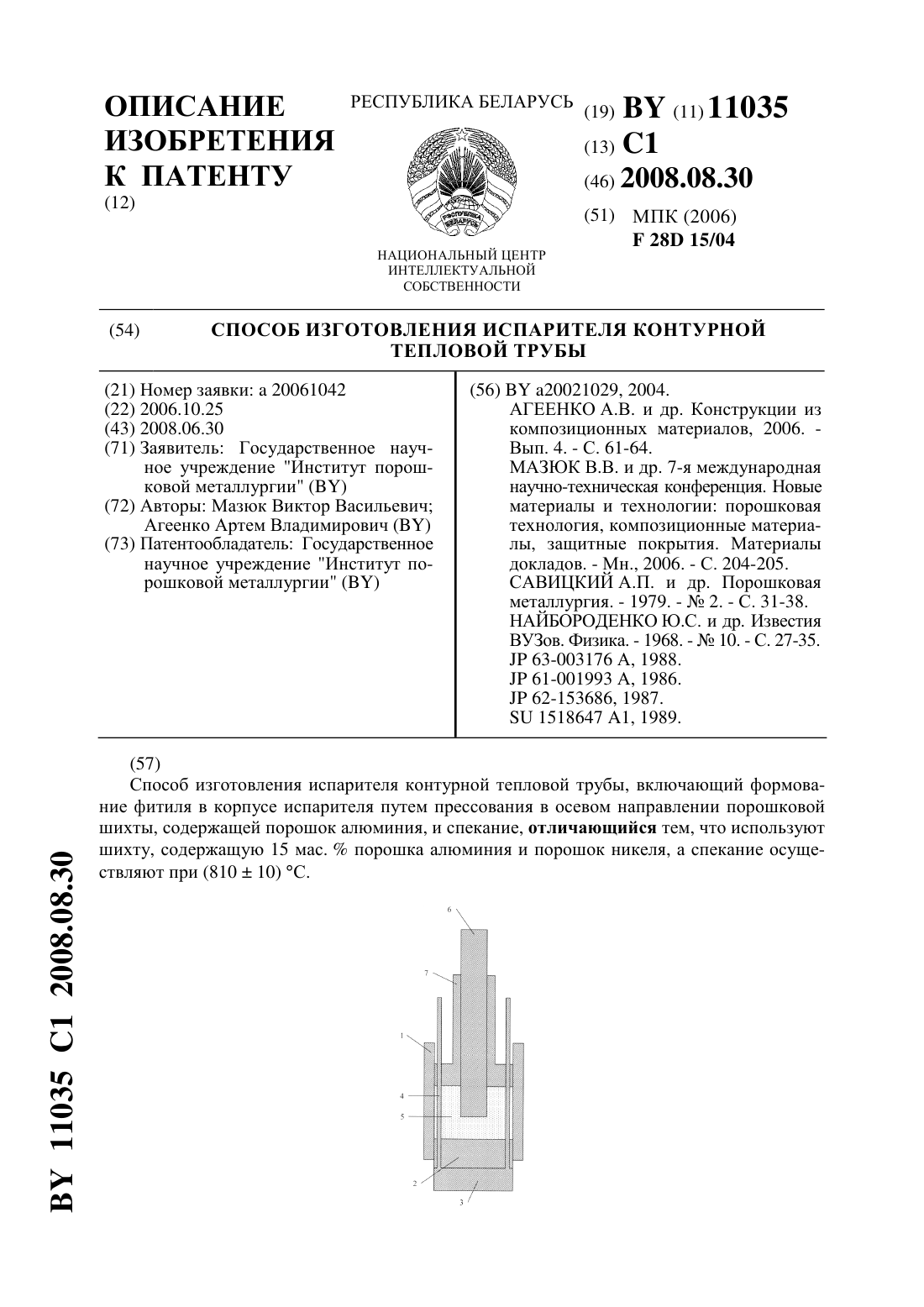
...первом этапе формования производится сборка корпуса испарителя 1, неподвижного нижнего пуансона 2 и основания 3 с закрепленными в нем каналообразующими стержнями 4. Внутрь корпуса 1 на нижний пуансон 2 засыпается подготовленная порошковая шихта 5 в количестве, необходимом для формования донышка фитиля. В корпус 1 вставляются подвижный верхний пуансон 7 с отверстиями для прохода каналообразующих стержней 4 и центральный стержень 6. Посредством...
Способ изготовления испарителя контурной тепловой трубы
Номер патента: 8692
Опубликовано: 30.12.2006
Авторы: Мазюк Виктор Васильевич, Рак Анатолий Леонидович, Пучко Анатолий Александрович
МПК: F28D 15/04
Метки: трубы, тепловой, изготовления, контурной, способ, испарителя
Текст:
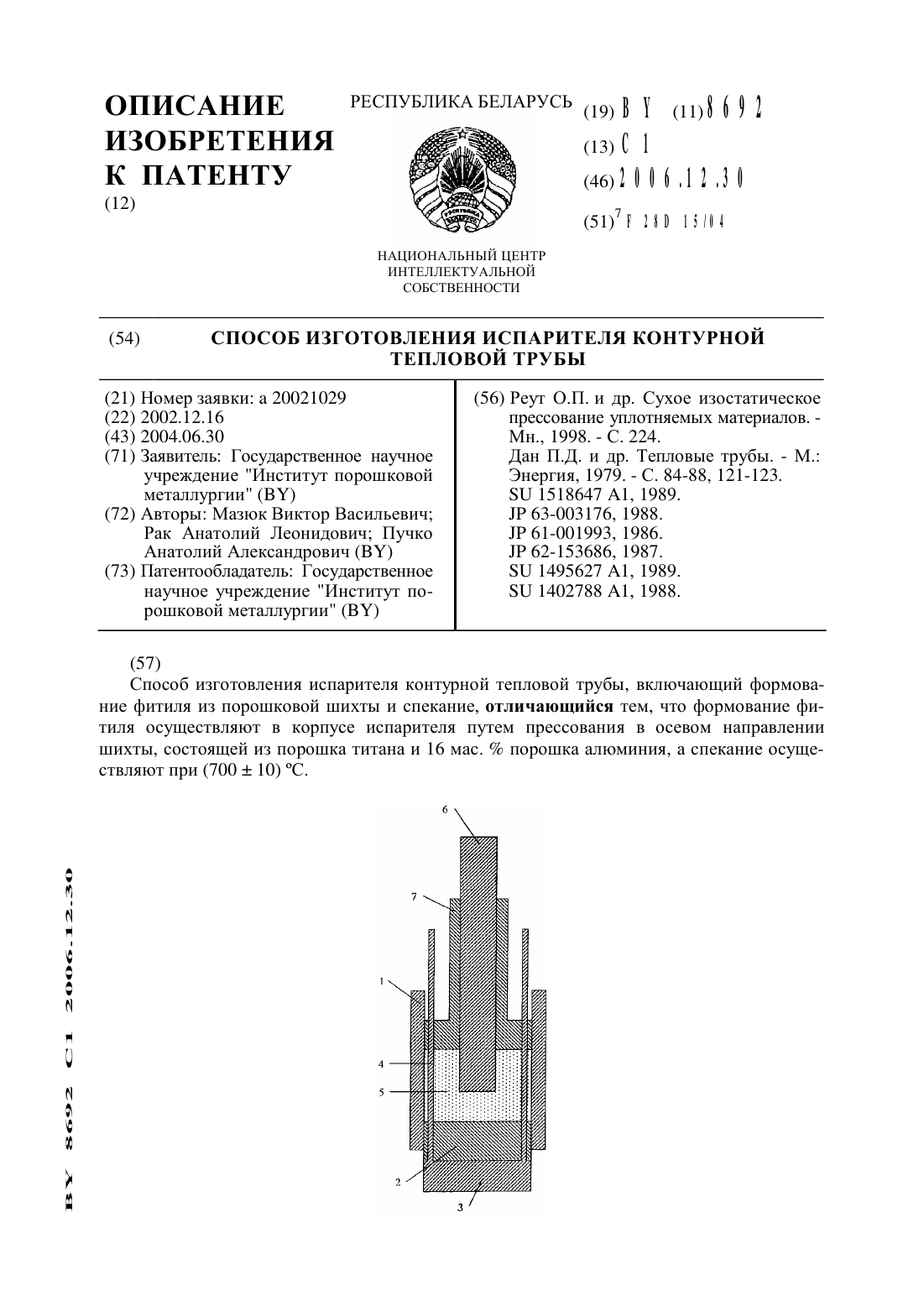
...7 И центрального стержня 6, осуществляется прессование донышка фитиля. После этой операции центральный стержень 6 фиксируется в занимаемом положении, а верхний пуансон 7 поднимается над корпусом (без снятия с каналообразующих стержней).На втором этапе формования фитиля внутрь корпуса 1 в пространство, ограниченное стенкой корпуса и Центральным стержнем 6, засыпается подготовленная порошковая шихта в количестве, необходимом для формования...
Предыдущий патент: Двухслойная режущая пластина
Следующий патент: Тепловая труба
Случайный патент: Способ получения диоксида кремния