Устройство ультразвуковой сварки полимерных материалов
Номер патента: U 6377
Опубликовано: 30.06.2010
Авторы: Мухуров Николай Иванович, Гасенкова Ирина Владимировна, Жвавый Сергей Павлович, Кривоносов Сергей Сергеевич
Текст
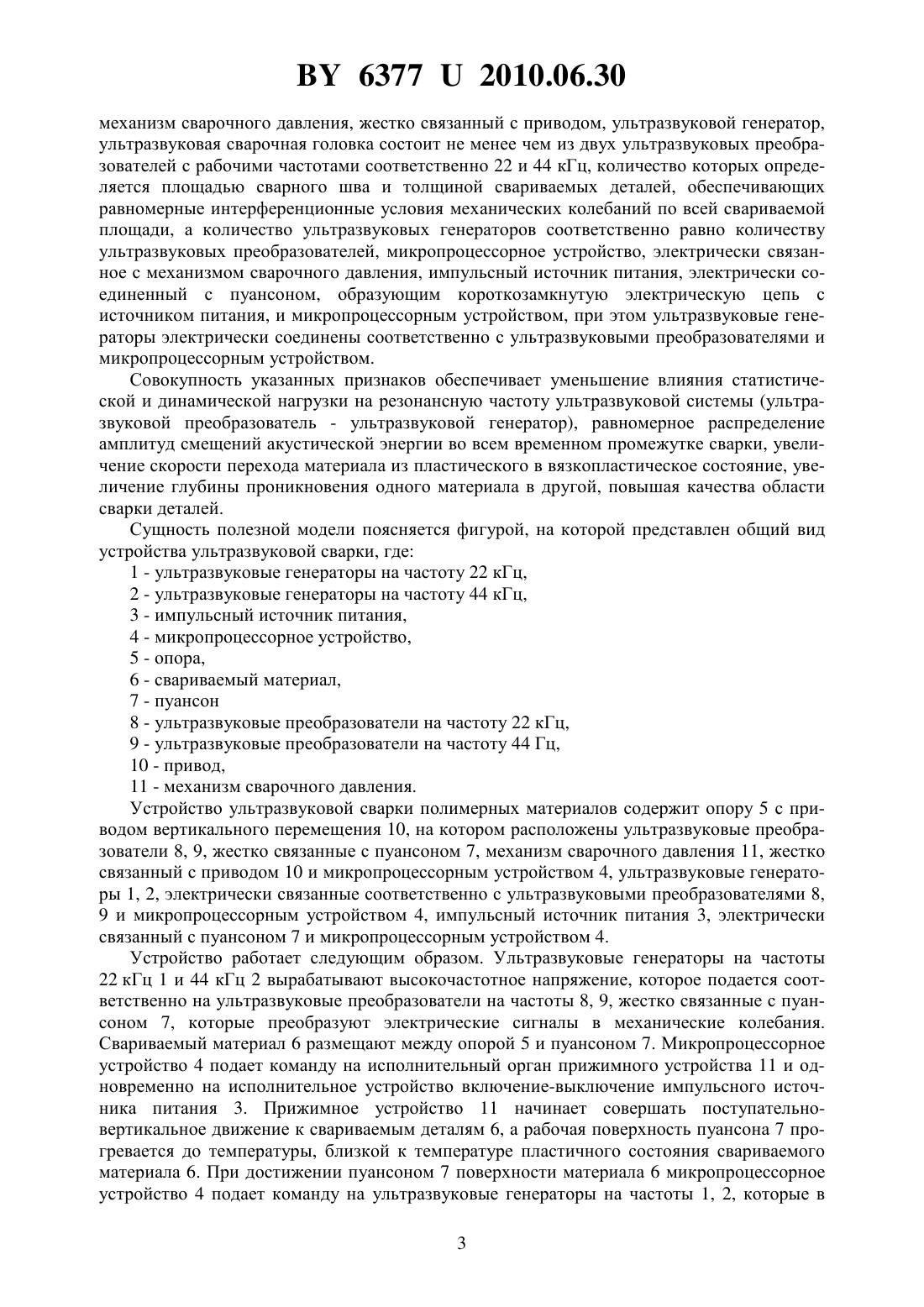
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси(72) Авторы Мухуров Николай Иванович Кривоносов Сергей Сергеевич Жвавый Сергей Павлович Гасенкова Ирина Владимировна(73) Патентообладатель Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси(57) Устройство ультразвуковой сварки полимерных материалов, содержащее опору с приводом вертикального перемещения, на котором расположена ультразвуковая сварочная головка, жестко связанная с пуансоном, механизм создания сварочного давления, жестко связанный с приводом, ультразвуковой генератор, отличающееся тем, что ультразвуковая сварочная головка состоит не менее чем из двух ультразвуковых преобразователей с рабочими частотами соответственно 22 и 44 кГц, количество которых определяется площадью сварного шва и толщиной свариваемых материалов, обеспечивающих равномерную интерференционную картину механических колебаний по всей свариваемой площади, а количество ультразвуковых генераторов соответственно равно количеству ультразвуковых преобразователей, микропроцессорное устройство, электрически связанное с механизмом 63772010.06.30 сварочного давления, импульсный источник питания, электрически соединенный с пуансоном, образующим короткозамкнутую электрическую цепь с источником питания, и микропроцессорным устройством, при этом ультразвуковые генераторы электрически соединены соответственно с ультразвуковыми преобразователями и микропроцессорным устройством.(56) 1. А.с. СССР 1315341, МПК В 29 С 65/08, 1987. 2. А.с. СССР 1155462, МПК В 29 С 65/18,1985. Полезная модель относится к области технологического использования ультразвука, в частности к устройствам для сварки полимерных материалов, термопластичных материалов, и может найти применение в машиностроении, приборостроении, химической и других областях науки и техники. Известно устройство ультразвуковой сварки деталей из полимерных материалов 1,содержащее ультразвуковую сварочную головку с рабочим инструментом, связанную с механизмом создания сварочного давления, опору и привод вращения одной из свариваемых деталей. Данное устройство не обеспечивает качественного сварного шва при больших площадях соединения и толщинах соединяемых материалов из-за неравномерного нагрева свариваемого материала по всей свариваемой площади деталей, обусловленного интерференционными явлениями и, как следствие, неравномерное распределение амплитуд смещений УЗ-колебаний по всей площади сварочного инструмента. При этом из-за неравномерного распределения амплитуд смещений УЗ-колебаний происходит неравномерное распределение температур по всей площади соединения. На участках шва с низким значением температуры могут иметь зоны полного несплавления, а на участках шва с чрезмерно высоким значением температуры - очаги деструкции (разрушения структуры) полимера. Наиболее близким по технической сущности к предлагаемому устройству является устройство для ультразвуковой сварки деталей из полимерных материалов 2, содержащее опору, на которой размещают свариваемые детали, привод, расположенный со стороны ультразвуковой сварочной головки и выполненный в виде вала с захватом,проходящим через продольный канал, выполненный в ультразвуковой сварочной головке,включающей сварочный инструмент. Ультразвуковая сварочная головка установлена в корпусе с возможностью осевого перемещения. В узлах колебаний ультразвуковой сварочной головки и сварочного инструмента смонтированы направляющие вала с захватом. Вал с захватом взаимосвязан с ультразвуковой сварочной головкой через механизм создания сварочного давления таким образом, что их поступательные перемещения взаимно противоположны. Данное устройство не обеспечивает качественного сварного шва при больших площадях соединения и толщинах соединяемых материалов из-за неравномерного нагрева свариваемого материала по всей свариваемой площади, обусловленного интерференционными явлениями и, как следствие, неравномерным распределением амплитуд смещений УЗ-колебаний по всей рабочей площадке сварочного инструмента. Технической задачей полезной модели является повышение качества сварного соединения и расширение функциональных возможностей устройства и номенклатуры свариваемого материала. Решение технической задачи достигается тем, что в устройстве ультразвуковой сварки полимерных материалов, содержащем опору с приводом вертикального перемещения, на котором расположена ультразвуковая сварочная головка, жестко связанная с пуансоном,2 63772010.06.30 механизм сварочного давления, жестко связанный с приводом, ультразвуковой генератор,ультразвуковая сварочная головка состоит не менее чем из двух ультразвуковых преобразователей с рабочими частотами соответственно 22 и 44 кГц, количество которых определяется площадью сварного шва и толщиной свариваемых деталей, обеспечивающих равномерные интерференционные условия механических колебаний по всей свариваемой площади, а количество ультразвуковых генераторов соответственно равно количеству ультразвуковых преобразователей, микропроцессорное устройство, электрически связанное с механизмом сварочного давления, импульсный источник питания, электрически соединенный с пуансоном, образующим короткозамкнутую электрическую цепь с источником питания, и микропроцессорным устройством, при этом ультразвуковые генераторы электрически соединены соответственно с ультразвуковыми преобразователями и микропроцессорным устройством. Совокупность указанных признаков обеспечивает уменьшение влияния статистической и динамической нагрузки на резонансную частоту ультразвуковой системы (ультразвуковой преобразователь - ультразвуковой генератор), равномерное распределение амплитуд смещений акустической энергии во всем временном промежутке сварки, увеличение скорости перехода материала из пластического в вязкопластическое состояние, увеличение глубины проникновения одного материала в другой, повышая качества области сварки деталей. Сущность полезной модели поясняется фигурой, на которой представлен общий вид устройства ультразвуковой сварки, где 1 - ультразвуковые генераторы на частоту 22 кГц,2 - ультразвуковые генераторы на частоту 44 кГц,3 - импульсный источник питания,4 - микропроцессорное устройство,5 - опора,6 - свариваемый материал,7 - пуансон 8 - ультразвуковые преобразователи на частоту 22 кГц,9 - ультразвуковые преобразователи на частоту 44 Гц,10 - привод,11 - механизм сварочного давления. Устройство ультразвуковой сварки полимерных материалов содержит опору 5 с приводом вертикального перемещения 10, на котором расположены ультразвуковые преобразователи 8, 9, жестко связанные с пуансоном 7, механизм сварочного давления 11, жестко связанный с приводом 10 и микропроцессорным устройством 4, ультразвуковые генераторы 1, 2, электрически связанные соответственно с ультразвуковыми преобразователями 8,9 и микропроцессорным устройством 4, импульсный источник питания 3, электрически связанный с пуансоном 7 и микропроцессорным устройством 4. Устройство работает следующим образом. Ультразвуковые генераторы на частоты 22 кГц 1 и 44 кГц 2 вырабатывают высокочастотное напряжение, которое подается соответственно на ультразвуковые преобразователи на частоты 8, 9, жестко связанные с пуансоном 7, которые преобразуют электрические сигналы в механические колебания. Свариваемый материал 6 размещают между опорой 5 и пуансоном 7. Микропроцессорное устройство 4 подает команду на исполнительный орган прижимного устройства 11 и одновременно на исполнительное устройство включение-выключение импульсного источника питания 3. Прижимное устройство 11 начинает совершать поступательновертикальное движение к свариваемым деталям 6, а рабочая поверхность пуансона 7 прогревается до температуры, близкой к температуре пластичного состояния свариваемого материала 6. При достижении пуансоном 7 поверхности материала 6 микропроцессорное устройство 4 подает команду на ультразвуковые генераторы на частоты 1, 2, которые в 3 63772010.06.30 свою очередь подают высокочастотные колебания на ультразвуковые преобразователи 8,9. Происходит нагрев свариваемого материала 6 до вязкотекучего состояния. За счет механических колебаний рабочей поверхности пуансона 7 и нагрева происходят диффузионные процессы между свариваемым материалом 6. При достижении деформации 0,3,где- толщина свариваемого материала 6, микропроцессорное устройство 4 подает команду отключения ультразвуковых генераторов на частоты 22 кГц 1 и 44 кГц 2 и импульсного источника питания 3, а по истечении 3-5 с микропроцессорное устройство подает команду на исполнительный орган прижимного устройства, которое занимает исходное положение. Временные и температурные режимы задаются микропроцессорным устройством. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B29C 65/08
Метки: ультразвуковой, материалов, устройство, сварки, полимерных
Код ссылки
<a href="https://by.patents.su/4-u6377-ustrojjstvo-ultrazvukovojj-svarki-polimernyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Устройство ультразвуковой сварки полимерных материалов</a>
Установка ультразвуковая комбинированная для сварки и обрезки материалов

Номер патента: U 2624
Опубликовано: 30.04.2006
Автор: Мартыненко Александр Владимирович
МПК: D05B 23/00, D05B 1/26
Метки: материалов, ультразвуковая, сварки, обрезки, установка, комбинированная
Текст:
...обрезного ролика, кроме того, установка дополнительно снабжена двумя шестернями, ведущей и ведомой, и третьим кронштейном. Решением поставленных задач достигнуты следующие технические результаты обеспечена возможность выполнения сварного шва с обрезкой краев (с помощью обрезного ролика и кулисного механизма) обеспечена возможность ультразвукового оплавления краев (с помощью ультразвуковых колебаний акустического пьезокерамического...
Устройство для сварки полимерных пленок
Номер патента: 1040
Опубликовано: 14.03.1996
Авторы: Дронченко М. И., Жемчугов Н. П.
МПК: B29C 65/18
Метки: устройство, сварки, пленок, полимерных
Текст:
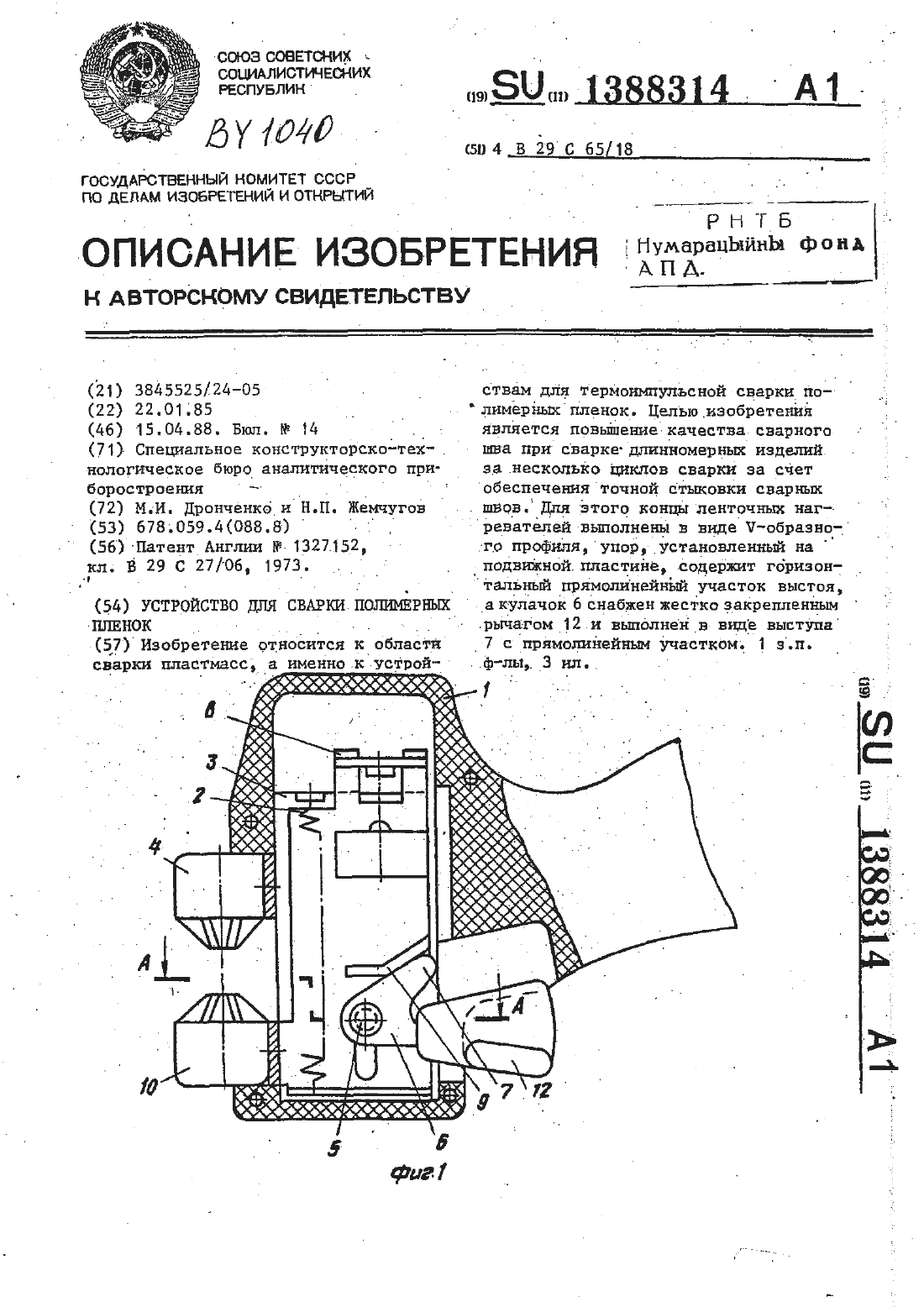
...подача электрического тока претором размещены связанные между собой посредством пружины 2 неподвижная пластина 3, на которой закреплена не подвижная сварочная губка 4 и шарнир но на оси 5 закреплен кулачок 6 с выт 20ступом 7, И подвижная пластина 8 с Ц упором 9 и закрепленной на ней подвиной губкой 10 с ленточным нагревателям 11, причем концы ланточныи Гм. Корпус 1 для удобства снабжен12. о 7 Для натяпеня ленточны.нагревате лей 11 на...
Устройство для непрерывной сварки полимерных пленок
Номер патента: 430
Опубликовано: 30.03.1995
Авторы: Дронченко М. И., Жемчугов Н. П.
МПК: B29C 65/02, B29C 65/18
Метки: полимерных, пленок, непрерывной, устройство, сварки
Текст:
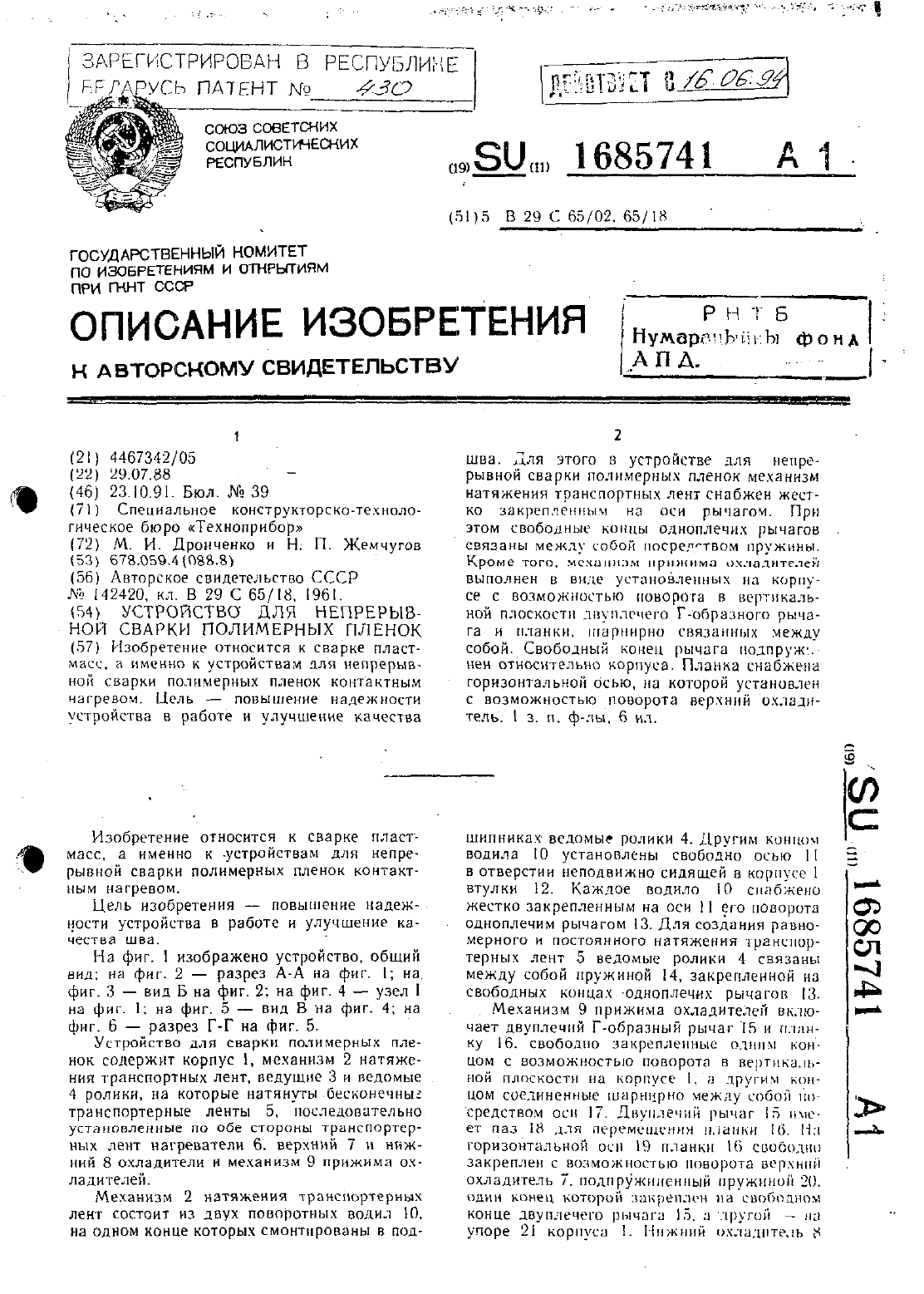
...горизонтальной осн 19 планки 16 свободно закреплен с возможностью поворота верхний охладитель Т. подпружъяпенгъый пружиной 20. ОДИН КОНЕЦ КОТОРОЙ ЗЦНБНПДЦ На 53306921110 конце двуплечего рычага 5 ц тругой а на упоре 2 корпуса 1. Нижний хта 1 пте.ь 8жестко закреплен на корпусе 1. Охладители 7 и 8 выполнены из теп.попроводного материала с обращенными одна к другой рабочими поверхностями Т-образной формы и шириной рабочей части, равной ширине...
Способ ультразвуковой сварки
Номер патента: 2339
Опубликовано: 30.09.1998
Авторы: Достанко Анатолий Павлович, Седаев Владимир Павлович, Емельянов Виктор Андреевич, Ларин Владимир Леонидович, Хмыль Александр Александрович
МПК: B23K 20/10
Метки: ультразвуковой, сварки, способ
Текст:
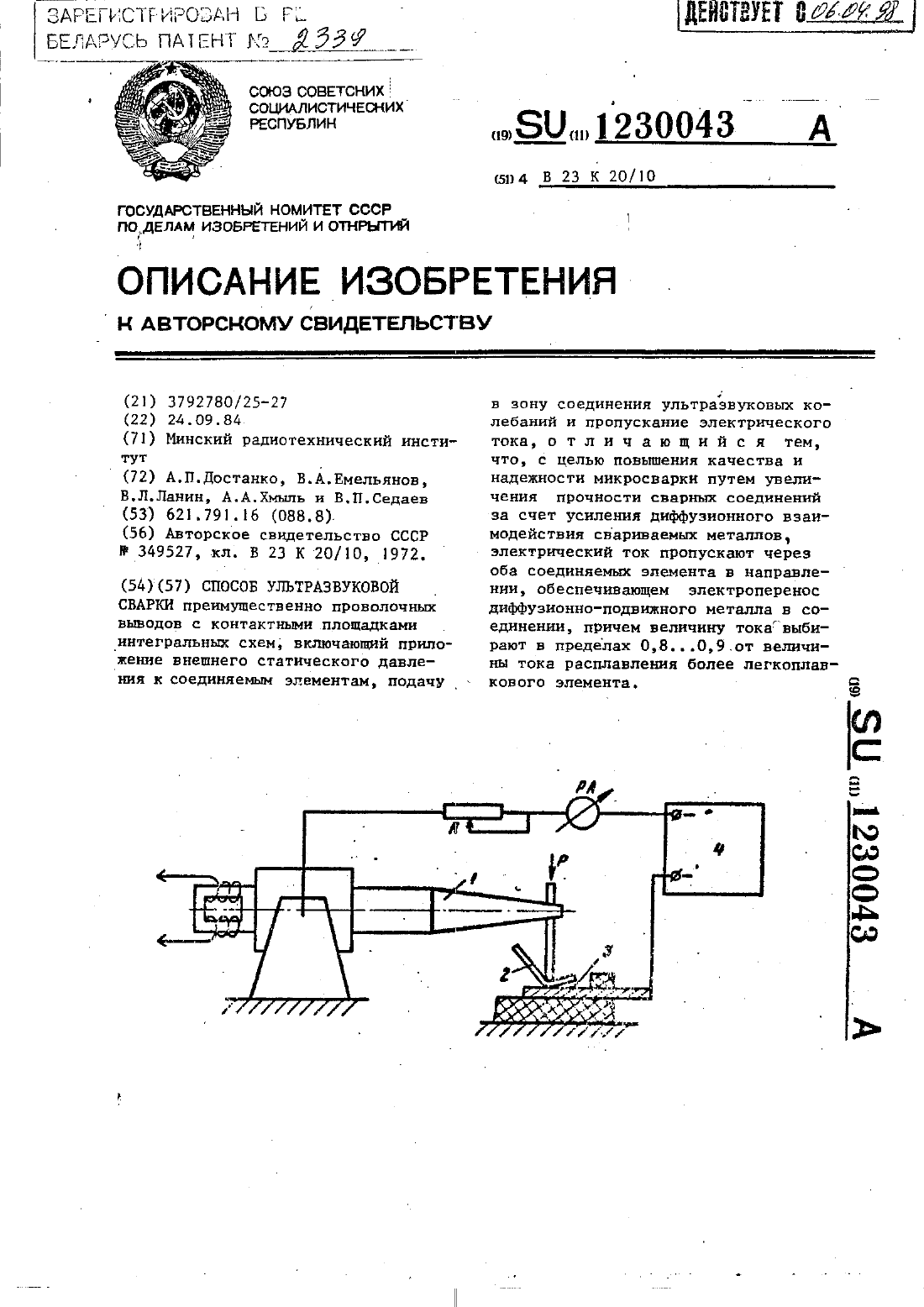
...этом опреде- 35ЛЯТЬСЯ ИЗ ВЫРЗЖЕННЯ Пгде В коэффидиент диффузии металла ос 403 градиент КОНЦЕНТРЗЦНН металла П подвижность атомов металла под действием электрического тока 1 величина тока г УДЕЛЬНОЗ ЭЛЕКТРИческое сопротивление металла С 45КОНЦЕНТРЗЦНН ИОНОВ металла В ЗОНЕ СОЕДИНЕНИЯ.//диффуэионноподвнжного металла в сое динении приводит к увеличению прочное-50 ти микросварных соединений, посколь Редактор П.Зубкова Заказ 389/ДСПку...
Устройство для газопламенного напыления порошковых полимерных материалов
Номер патента: U 477
Опубликовано: 30.03.2002
Авторы: Белоцерковский Марат Артемович, Пунтус Игорь Леонидович, Федаравичус Александр Владимирович
МПК: B05B 7/20
Метки: полимерных, материалов, порошковых, напыления, газопламенного, устройство
Текст:
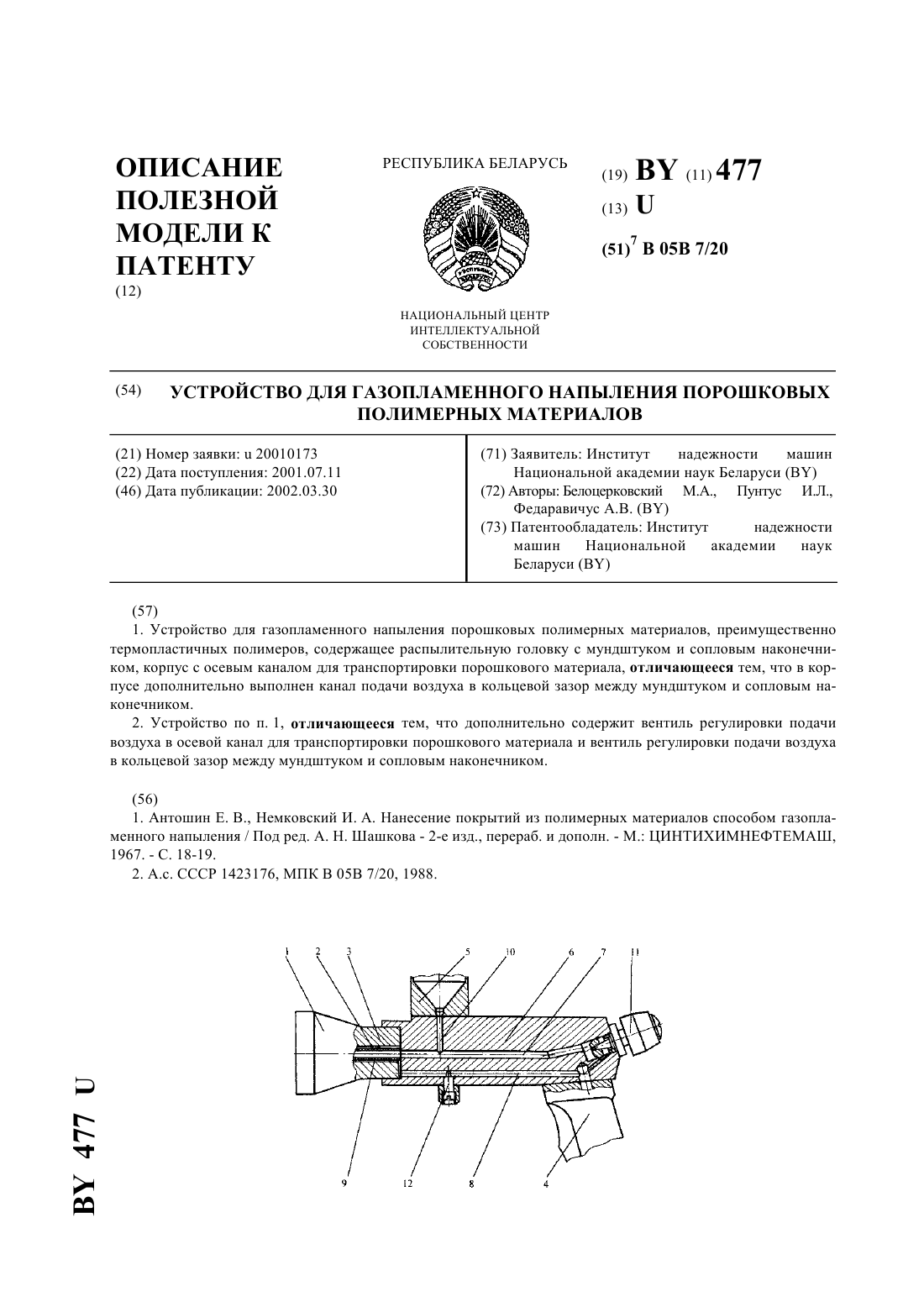
...Кроме того, устройство дополнительно содержит вентиль регулировки подачи воздуха в осевой канал для транспортировки порошкового материала и вентиль регулировки подачи воздуха в кольцевой зазор между мундштуком и сопловым наконечником. Предложенная конструкция обеспечивает качественное напыление порошковых полимерных материалов с температурой плавления от 50 до 450 С за счет расширения диапазона теплофизических характеристик факела....
Предыдущий патент: Агрегат для освоения и ремонта скважин
Следующий патент: Фармацевтическая композиция для парентерального введения, содержащая пептиды, способ ее получения и применения
Случайный патент: Твердотельный лазер с внутрирезонаторной накачкой