Способ ультразвуковой сварки
Номер патента: 2339
Опубликовано: 30.09.1998
Авторы: Ларин Владимир Леонидович, Седаев Владимир Павлович, Хмыль Александр Александрович, Емельянов Виктор Андреевич, Достанко Анатолий Павлович
Текст
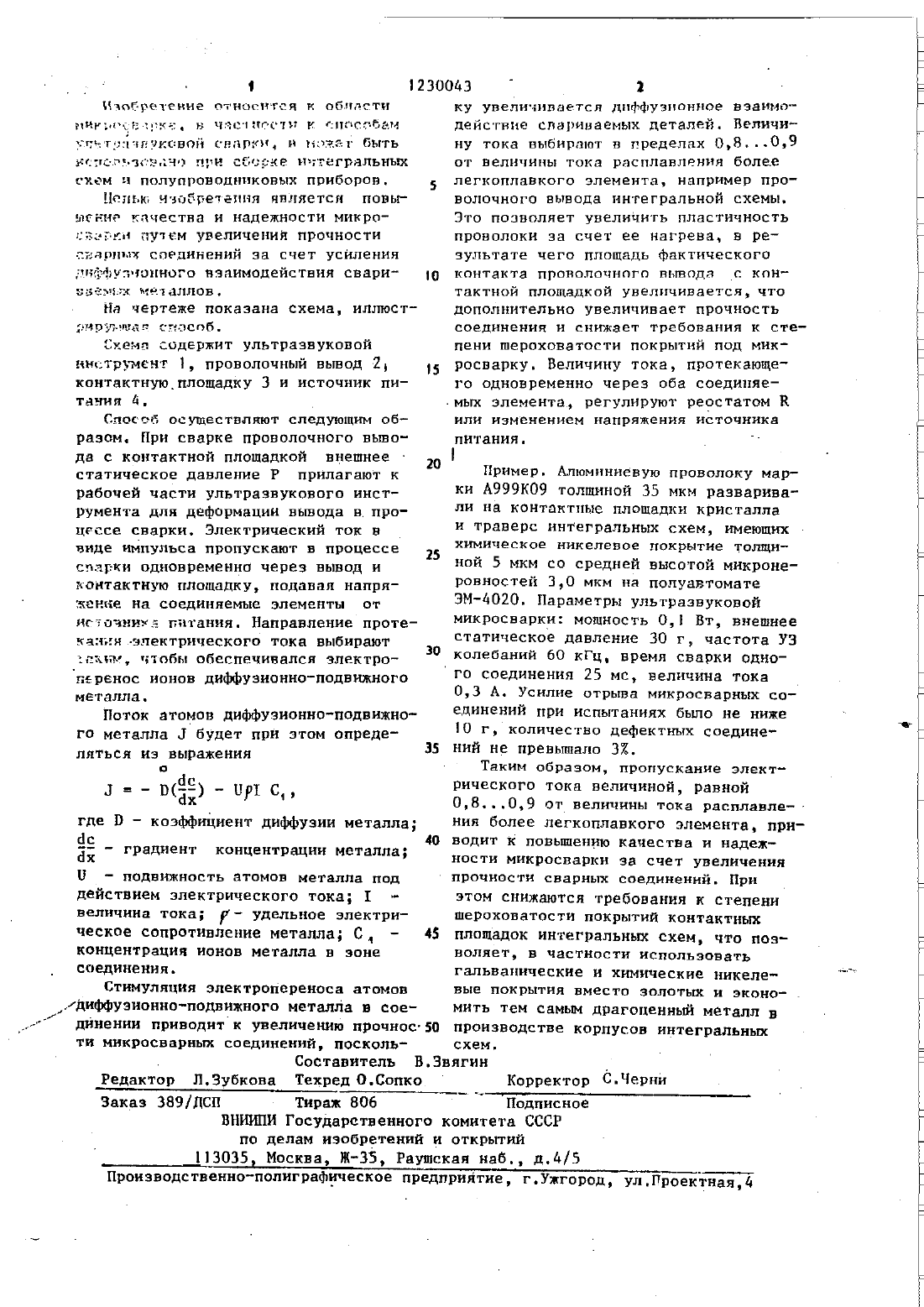
здеегнстг-иеоздгъ г г Белде сть гигант на 521ГОСМДАРСТБЕННЫЙ НОМИТЕТ СССР ПОЬДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРНТУМ(71) Минский радиотехнический институт(54)(57) сносов ушэтгАзвуковой СВАРКИ преимущественно проволочных ВЬШОДОВ С КОНТЗКТНЪЩИ площадками интегральныш схем включающй приложение внешнего статического давле НМЯ К Сдеднняемым элементам, подачу хв зону соединения ультраевуковых колебаний и пропускание электрического тока, о т л и ч а ю щ н й с я тем,что, с целью повышения качества н надежности микросваркн путем увеличения прочности сварных соединений за счет усиления диффузионного взаимодействия сеаришаеных металлов,электрический ток пропускают через оба соединяемыщ элемента в направлении, обеспечивающем злектропереносдиффуэионно-подвиного металла в соединении, причем величину токавыбиреют в пределах 08 О 9 от величин тока расплавпеня более легкоплавкового элемента.кспсгъасвачо при сборке интегральныхсхем и полупроводниковых приборов. 5 Целью изобретения является новьгтонне качества Н надежности микроЦвегкп путем увеличения прочности сварных соединений за счет усиленияНа чертеже показана схема, иллюстриртнщап способ.Схема содержит ультразвуковой инструмент 1, проволочный вьшод 2, 5 контактнуюплощадку 3 и источник питания Д.Способ осуществляют следующим образом. При сварке проволочного вЬшо да с контактной площадкой внешнее 20 статическое давление Р прилагают к рабочей части ультразвукового инструмента для деформации вывода в процессе сварки. Электрический ток в виде импульса пропускают в процессе 25 сварки одновременно через вывод и контактную площадку, подавал Напряжение на соединяемые элементы от источнике питания. Направление протекания-электрического тока выбирают30 счим, чтобы обеспечивался электродперенос ионов диффузионно-подвижного металла. Поток атомов диффуэионно-подвнжного металла Д будет при этом опреде- 35ЛЯТЬСЯ ИЗ ВЫРЗЖЕННЯ Пгде В коэффидиент диффузии металла ос 403 градиент КОНЦЕНТРЗЦНН металла П подвижность атомов металла под действием электрического тока 1 величина тока г УДЕЛЬНОЗ ЭЛЕКТРИческое сопротивление металла С 45КОНЦЕНТРЗЦНН ИОНОВ металла В ЗОНЕ СОЕДИНЕНИЯ.//диффуэионноподвнжного металла в сое динении приводит к увеличению прочное-50 ти микросварных соединений, посколь Редактор П.Зубкова Заказ 389/ДСПку увеличивается днффузпоипое взаимодействие свариваемых деталей. Величину тока выбирают в пределах О 809 ОТ ВЕЛИЧИНЫ тока РЯСПЛНВЛНЪТН БОЛЕЕ легкоплавкого элемента, например проволочного вывода интегральной схемы. Это позволяет увеличить пластичность проволоки за счет ее нагрева, в результате чего площадь фактического контакта проволочного вьтода с контактной площадкой увеличивается, что дополнительно увеличивает прочность СОЭДИНЕННЯ Н снижает требования К СТЕ пени шероховатости покрытий под микросварку. Величину тока, протекающего одновременно через оба соединяе-мъж элемента, регулируют реостатом В или изменением напряжения источника питания.Пример. Алюминиевую проволоку марки А 999 КО 9 толщиной 35 мкм разваривали на контактные площадки кристалла н траверс интегральных схем, имеющих химическое никелевое покрытие толщиной 5 мкм со средней высотой микронеРовностей 3,0 мкм на полуавтомате ЭМ-4020. Параметры ультразвуковой Никвосварки мощность 0,1 Вт, внешнее статическое давление 30 г, частота УЗ колебаний 60 кГц, время сварки одно го соединения 25 мс, величина тока0,3 А. Усилие отрьша микросварнык соЕДННЕНИЙ при испытаниях было не ниже 10 г, количество дефектных соединений не превышало 3.Таким образом, пропускание электрического тока величиной, равной 0,8 О,9 отвелнчины тока расплавле нив более легкоплавкого элемента, приВОДНТ к повышению качества и падежности микросваркн за счет увеличения прочности сварных соединений. При этом снижаются требования к степени шероховатости покрытий контактных площадок интегральных схем, что повволлет, в частности использовать гальванические и химические никелевые покрытия вместо золотых и 3 кдно мить тем самьм драгоценны металл впроизводстве корпусов интегральным схем.ВНИПИ Г 0 СУдаРетвенного комитета СССР по делам изобретений и открытий 113035 Москва, Ж-35, Раушская наб., д.д/5
МПК / Метки
МПК: B23K 20/10
Метки: способ, сварки, ультразвуковой
Код ссылки
<a href="https://by.patents.su/2-2339-sposob-ultrazvukovojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Способ ультразвуковой сварки</a>
Устройство для сварки полимерных пленок
Номер патента: 1040
Опубликовано: 14.03.1996
Авторы: Дронченко М. И., Жемчугов Н. П.
МПК: B29C 65/18
Метки: устройство, сварки, полимерных, пленок
Текст:
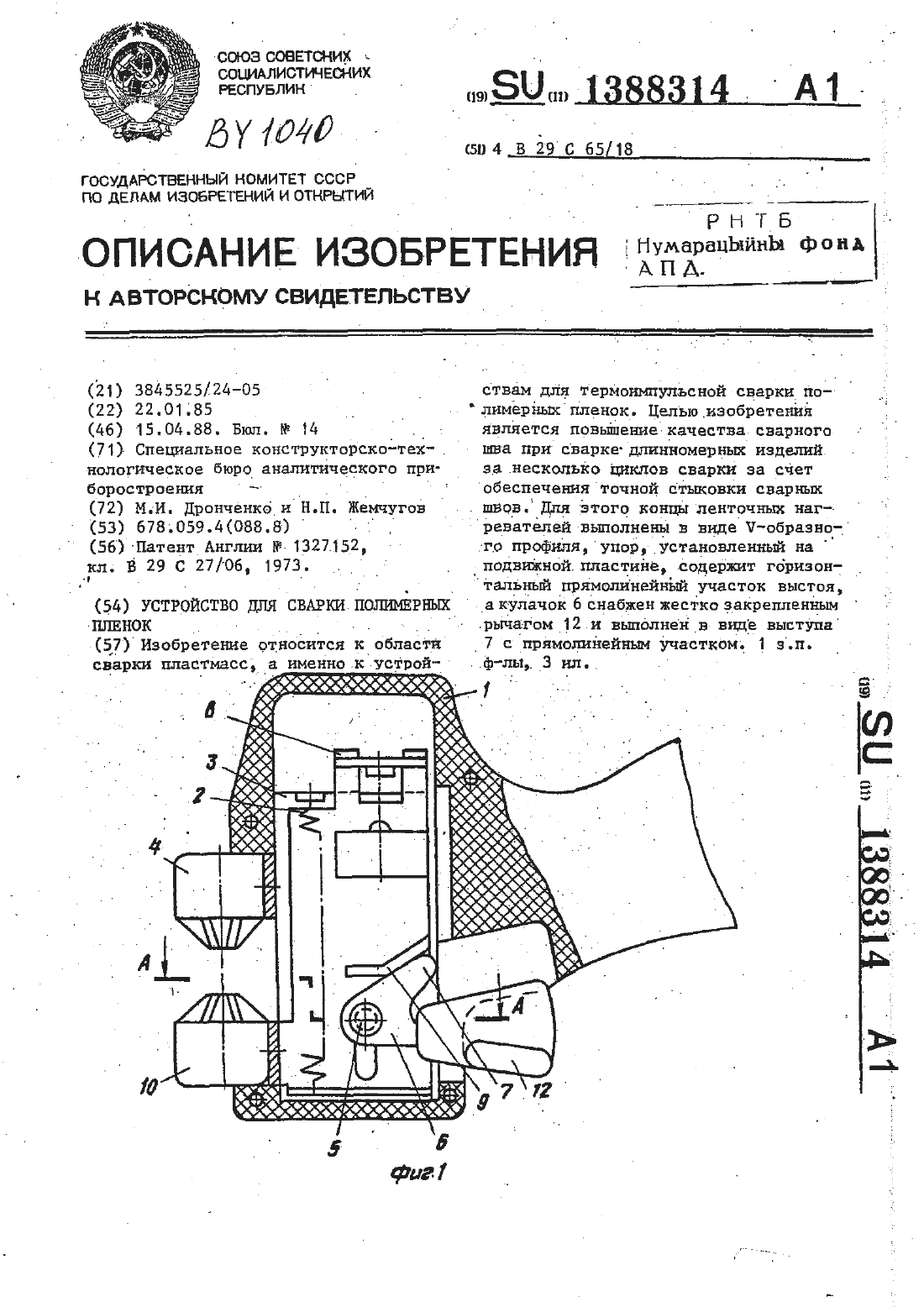
...подача электрического тока претором размещены связанные между собой посредством пружины 2 неподвижная пластина 3, на которой закреплена не подвижная сварочная губка 4 и шарнир но на оси 5 закреплен кулачок 6 с выт 20ступом 7, И подвижная пластина 8 с Ц упором 9 и закрепленной на ней подвиной губкой 10 с ленточным нагревателям 11, причем концы ланточныи Гм. Корпус 1 для удобства снабжен12. о 7 Для натяпеня ленточны.нагревате лей 11 на...
Способ рельефной сварки
Номер патента: 102
Опубликовано: 30.09.1994
Автор: Мазаник О. Н.
МПК: B23K 11/14
Метки: рельефной, способ, сварки
Текст:
...при-этом усилие на электродах Р 1 Р 2) Да- . т лее подается импульосварочноуго Тока. рельефы плавятся и гайка осаживается клисту. в конце осадки усилие Р 2 на электртконце-осадки релеефа усилия на электроде.у де-41 размещенном на гайке уменьшают. темсамым уменьшая деформацию гайки Вели-и чин 3 атусилия в конце-Цосадки определяется5.1 фри во бзр едгенн ияу. Способ рельефной сварки. преимущест венногайки-с листом, при котором на гайке-...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/14, B23K 11/30
Метки: электрод, рельефной, сварки
Текст:
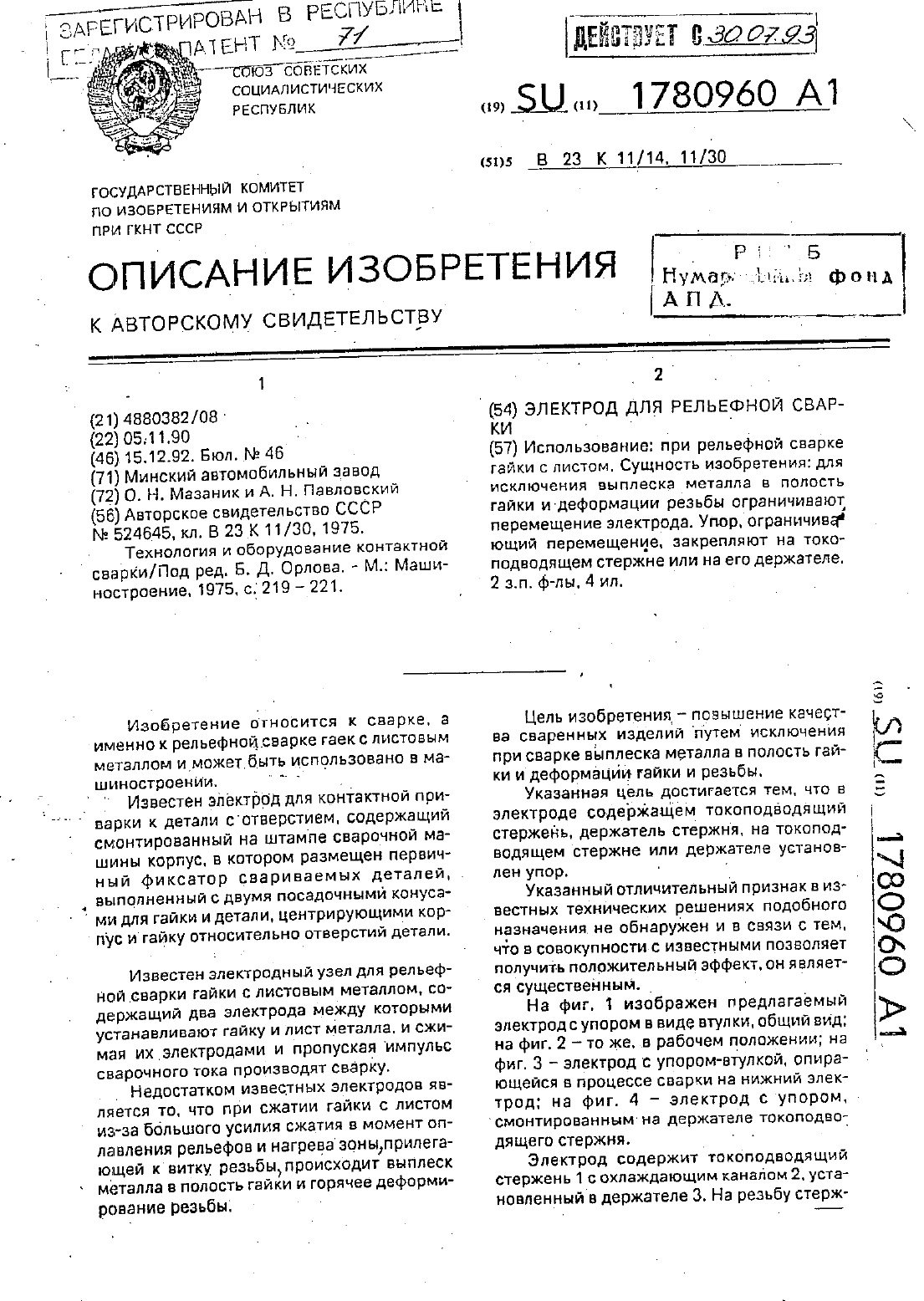
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Электрод для контактной точечной сварки
Номер патента: 103
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/30
Метки: электрод, точечной, контактной, сварки
Текст:
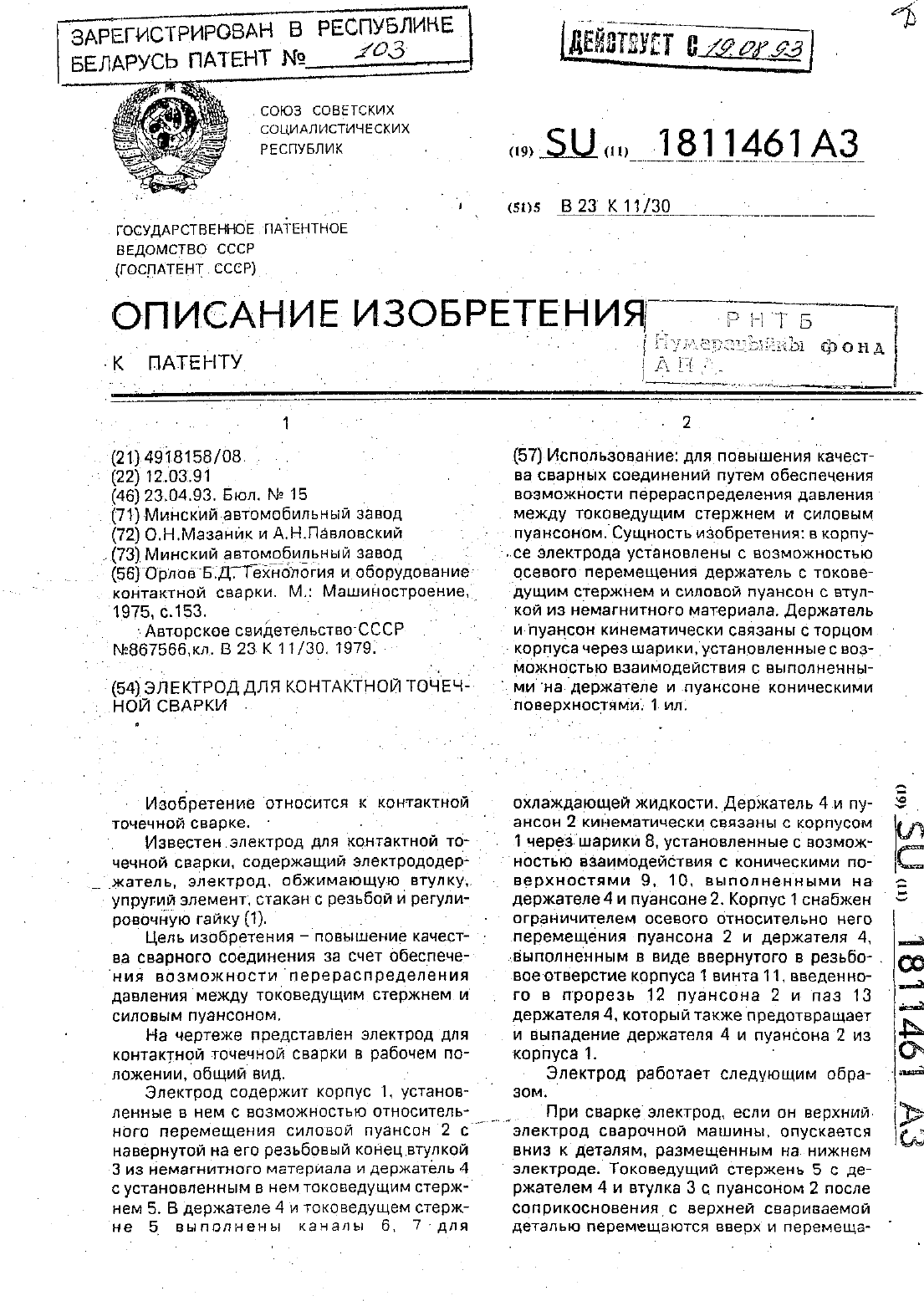
...8. установленные с возмож Тностью взаимодействия с коническими по верхностями 9 10. выполненными на держателе 4 И пуансоне 2. Корпус 1 снабжен ограничителем осевого относительно него перемещения пуансона 2 и держателя 4, выполненным в виде ввернутого в резьбо- .вое отверстие корпуса 1 винта 11, введенного в прорезь 12 пуансона 2 и паз 13 держателя 4. который также предотвращает и выпадение держателя 4 и пуансона 2 из корпуса...
Машина для роликовой сварки контактной проволокой
Номер патента: 195
Опубликовано: 30.12.1994
Автор: Вернер Урех
МПК: B23K 11/06
Метки: сварки, проволокой, контактной, роликовой, машина
Текст:
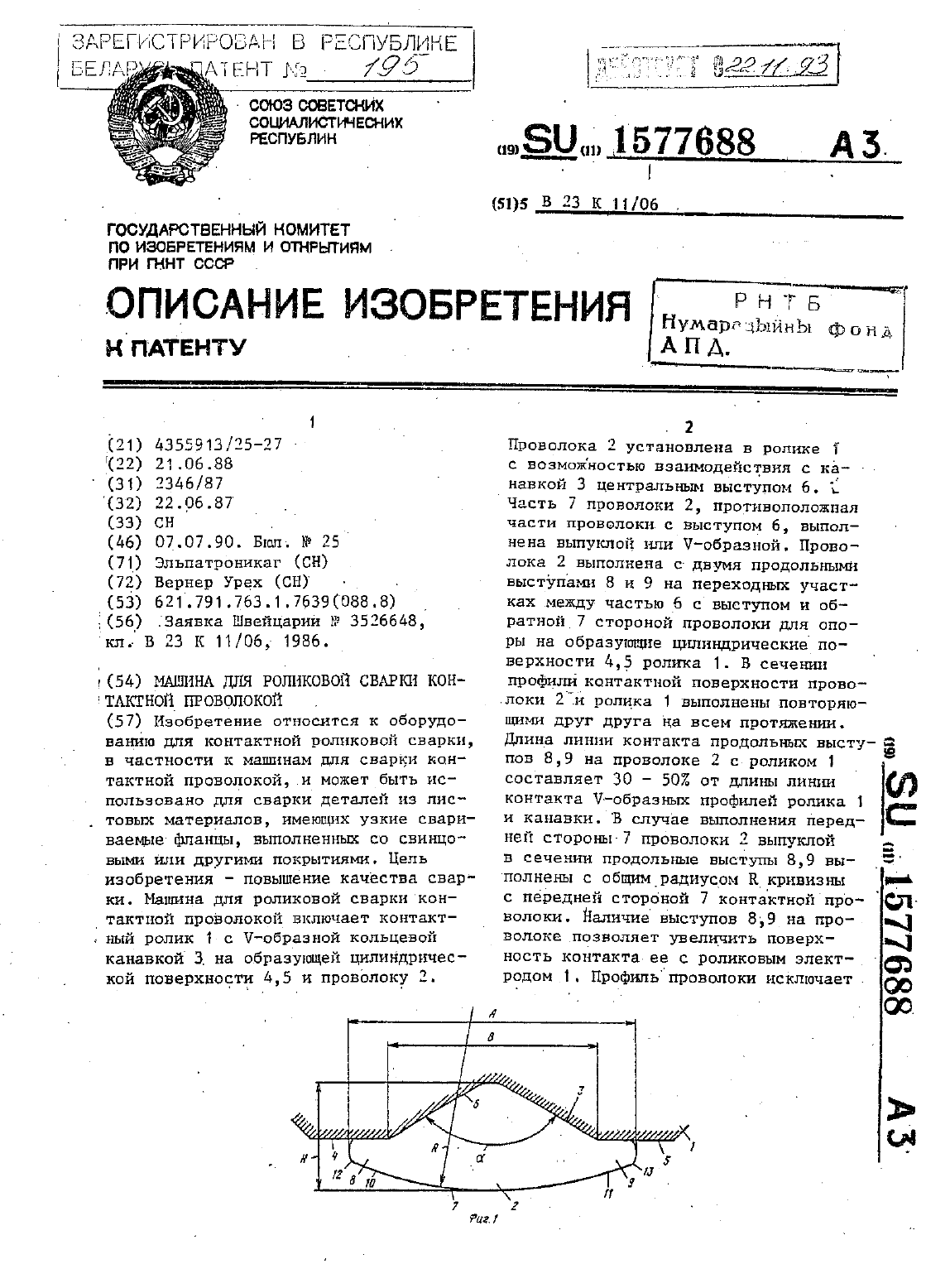
...качества сварки. Надежность предотвращения такого поворота является максимальной, если соблюдать нижний предел увеличения поверхности контакта электрод - проволока (за счет выступов 8 и 9) порядка 302. Превьшение верхнего предела 50 является нецелесообраэным,так как оно приводитк увеличению потери материала проволоки (проволока не участвует в процессе сварки, т.е. не расходуется).Находящаяся В направляющей канав ке 3 обратная часть 6...
Предыдущий патент: Многоколлекторный инжекционный вентиль
Следующий патент: Способ получения этанола
Случайный патент: Устройство для полузакрытой эндартериэктомии