Установка ультразвуковая комбинированная для сварки и обрезки материалов

Текст
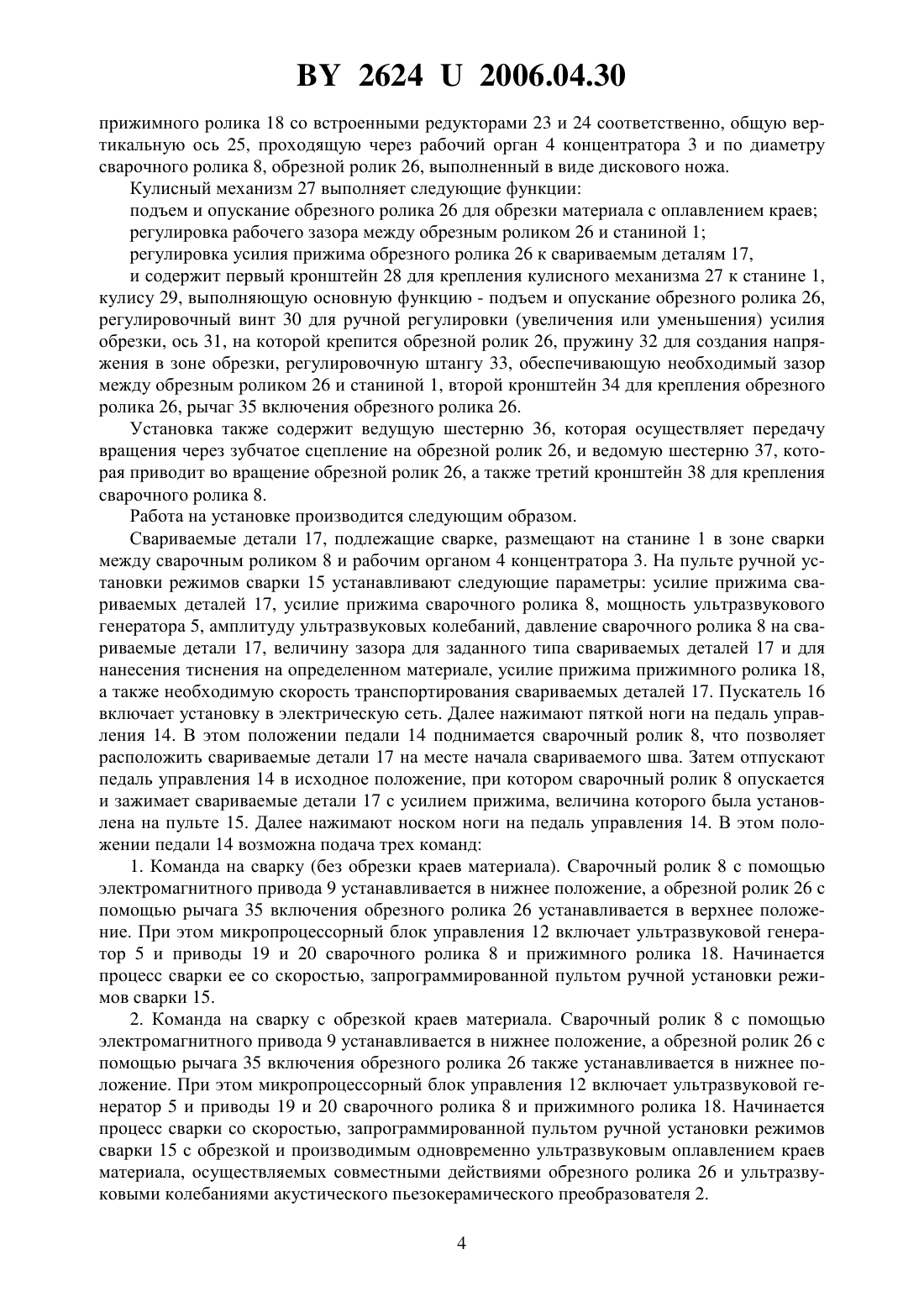
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА УЛЬТРАЗВУКОВАЯ КОМБИНИРОВАННАЯ ДЛЯ СВАРКИ И ОБРЕЗКИ МАТЕРИАЛОВ(71) Заявитель Филиал 1 Научно-исследовательского и конструкторскотехнологического института сварки и защитных покрытий с опытным производством(72) Автор Мартыненко Александр Владимирович(73) Патентообладатель Филиал 1 Научноисследовательского и конструкторскотехнологического института сварки и защитных покрытий с опытным производством(57) Установка ультразвуковая комбинированная для сварки и обрезки материалов, содержащая станину, акустический пьезокерамический преобразователь с концентратором и рабочим органом концентратора, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку, расположенную сверху станины и взаимодействующую с пуансоном, рабочий орган которого выполнен в виде вращающегося сварочного ролика, электромагнитный привод для подачи сварочного ролика в зону сварки, механизм регулировки прижима сварочного ролика к рабочему органу концентратора, механизм регулировки зазора между сварочным роликом и рабочим органом концентратора, микропроцессорный блок управления, бесконтактный задатчик режима работы, связанный кинематически с педалью управления и электрически через микропроцессорный блок управления с электромагнитным приводом для подачи сварочного ролика в зону сварки, Фиг. 1 26242006.04.30 пульт ручной установки режимов сварки, пускатель включения и отключения установки от электрической сети, механизм транспортирования свариваемых деталей в процессе сварки, выполненный в виде сварочного и прижимного роликов, приводы для вращения сварочного и прижимного роликов, выполненные в виде шаговых двигателей со встроенными редукторами, общую вертикальную ось, проходящую через рабочий орган концентратора и по диаметру сварочного ролика, отличающаяся тем, что она дополнительно снабжена обрезным роликом, выполненным в виде дискового ножа, и кулисным механизмом, содержащим первый кронштейн, кулису, регулировочный винт, ось для крепления обрезного ролика, пружину, регулировочную штангу, второй кронштейн, рычаг включения обрезного ролика, кроме того, установка дополнительно снабжена двумя шестернями,ведущей и ведомой, и третьим кронштейном.(56) 1. Патент РБ на полезную модель 668. Машина сварочная ультразвуковая // Официальный бюллетень Национального центра интеллектуальной собственности РБ.3. - 2002. Заявляемая полезная модель относится к ультразвуковым сварочным установкам, которые широко используются в различных отраслях промышленности, преимущественно в швейных отраслях, для сварки деталей из синтетических материалов или тканей из натуральных волокон при помощи синтетических материалов с выполнением на них непрерывного шва неограниченной протяженности с возможностью выполнения сварного шва с обрезкой и ультразвуковым оплавлением краев материалов. Известна машина сварочная ультразвуковая 1. Данная машина содержит станину,акустический пьезокерамический преобразователь с концентратором и рабочим органом концентратора, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку, расположенную сверху станины и взаимодействующую с пуансоном, рабочий орган которого выполнен в виде вращающегося сварочного ролика, электромагнитный привод для подачи сварочного ролика в зону сварки, механизм регулировки прижима сварочного ролика к рабочему органу концентратора, механизм регулировки зазора между сварочным роликом и рабочим органом концентратора, микропроцессорный блок управления, бесконтактный задатчик режима работы, связанный кинематически с педалью управления и электрически через микропроцессорный блок управленияэлектромагнитным приводом для подачи сварочного ролика в зону сварки, пульт ручной установки режимов сварки, пускатель включения и отключения установки от электрической сети, механизм транспортирования свариваемых деталей в процессе сварки, выполненный в виде сварочного и прижимного роликов, приводы для вращения сварочного и прижимного роликов, выполненные в виде шаговых двигателей со встроенными редукторами,общую вертикальную ось, проходящую через рабочий орган концентратора и по диаметру сварочного ролика. Указанная машина является наиболее близкой к заявляемой полезной модели по своей технической сущности, большому количеству общих существенных признаков и достигаемому результату, поэтому она и является прототипом полезной модели. Однако прототипу присущи определенные недостатки, а именно он не позволял выполнять сварной шов с обрезкой краев (таким образом, отсутствовала функция обрезки шва) и не позволял выполнять ультразвуковое оплавление краев материалов (т.е. отсутствовала функция ультразвукового оплавления краев, в связи с чем было возможно распускание кромки материала). При разработке заявляемой полезной модели ставилась цель решить следующие технические задачи обеспечить возможность выполнения сварного шва с обрезкой и ультра 2 26242006.04.30 звуковым оплавлением краев материала, исключить возможность распускания кромки материала. Указанные поставленные технические задачи решены тем, что установка ультразвуковая комбинированная для сварки и обрезки материалов, содержащая станину, акустический пьезокерамический преобразователь с концентратором и рабочим органом концентратора,ультразвуковой генератор, питающий акустический пьезокерамический преобразователь,головку, расположенную сверху станины и взаимодействующую с пуансоном, рабочий орган которого выполнен в виде вращающегося сварочного ролика, электромагнитный привод для подачи сварочного ролика в зону сварки, механизм регулировки прижима сварочного ролика к рабочему органу концентратора, механизм регулировки зазора между сварочным роликом и рабочим органом концентратора, микропроцессорный блок управления, бесконтактный задатчик режима работы, связанный кинематически с педалью управления и электрически через микропроцессорный блок управления с электромагнитным приводом для подачи сварочного ролика в зону сварки, пульт ручной установки режимов сварки, пускатель включения и отключения установки от электрической сети,механизм транспортирования свариваемых деталей в процессе сварки, выполненный в виде сварочного и прижимного роликов, приводы для вращения сварочного и прижимного роликов, выполненные в виде шаговых двигателей со встроенными редукторами, общую вертикальную ось, проходящую через рабочий орган концентратора и по диаметру сварочного ролика, дополнительно снабжена обрезным роликом, выполненным в виде дискового ножа, и кулисным механизмом, содержащим первый кронштейн, кулису, регулировочный винт, ось для крепления обрезного ролика, пружину, регулировочную штангу, второй кронштейн, рычаг включения обрезного ролика, кроме того, установка дополнительно снабжена двумя шестернями, ведущей и ведомой, и третьим кронштейном. Решением поставленных задач достигнуты следующие технические результаты обеспечена возможность выполнения сварного шва с обрезкой краев (с помощью обрезного ролика и кулисного механизма) обеспечена возможность ультразвукового оплавления краев (с помощью ультразвуковых колебаний акустического пьезокерамического преобразователя), благодаря чему исключается возможность распускания кромки материала. На прилагаемых чертежах представлены фиг. 1 - общий вид установки фиг. 2 - обрезной ролик с кулисным механизмом фиг. 3 - кинематическая схема приводов роликов. Установка ультразвуковая комбинированная для сварки и обрезки материалов содержит станину 1, под которой размещены акустический пьезокерамический преобразователь 2 с концентратором 3 и рабочим органом концентратора 4, ультразвуковой генератор 5, питающий акустический пьезокерамический преобразователь 2, головку 6, расположенную сверху станины 1 и взаимодействующую с пуансоном 7, рабочий орган которого выполнен в виде вращающегося сварочного ролика 8, электромагнитный привод 9 для подачи сварочного ролика 8 в зону сварки, механизм регулировки прижима 10 сварочного ролика 8 к рабочему органу 4 концентратора 3, механизм регулировки зазора 11 между сварочным роликом 8 и рабочим органом 4 концентратора 3, микропроцессорный блок управления 12,бесконтактный задатчик режима работы 13, связанный кинематически с педалью управления 14 и электрически через микропроцессорный блок управления 12 с электромагнитным приводом 9 для подачи сварочного ролика 8 в зону сварки, пульт ручной установки режимов сварки 15, пускатель включения и отключения установки от электрической сети 16,свариваемые детали 17, механизм транспортирования свариваемых деталей 17 в процессе сварки, выполненный в виде сварочного ролика 8 и прижимного ролика 18, приводы 19 для вращения сварочного ролика 8 и 20 для вращения прижимного ролика 18, выполненные в виде шаговых двигателей 21 для вращения сварочного ролика 8 и 22, для вращения 3 26242006.04.30 прижимного ролика 18 со встроенными редукторами 23 и 24 соответственно, общую вертикальную ось 25, проходящую через рабочий орган 4 концентратора 3 и по диаметру сварочного ролика 8, обрезной ролик 26, выполненный в виде дискового ножа. Кулисный механизм 27 выполняет следующие функции подъем и опускание обрезного ролика 26 для обрезки материала с оплавлением краев регулировка рабочего зазора между обрезным роликом 26 и станиной 1 регулировка усилия прижима обрезного ролика 26 к свариваемым деталям 17,и содержит первый кронштейн 28 для крепления кулисного механизма 27 к станине 1,кулису 29, выполняющую основную функцию - подъем и опускание обрезного ролика 26,регулировочный винт 30 для ручной регулировки (увеличения или уменьшения) усилия обрезки, ось 31, на которой крепится обрезной ролик 26, пружину 32 для создания напряжения в зоне обрезки, регулировочную штангу 33, обеспечивающую необходимый зазор между обрезным роликом 26 и станиной 1, второй кронштейн 34 для крепления обрезного ролика 26, рычаг 35 включения обрезного ролика 26. Установка также содержит ведущую шестерню 36, которая осуществляет передачу вращения через зубчатое сцепление на обрезной ролик 26, и ведомую шестерню 37, которая приводит во вращение обрезной ролик 26, а также третий кронштейн 38 для крепления сварочного ролика 8. Работа на установке производится следующим образом. Свариваемые детали 17, подлежащие сварке, размещают на станине 1 в зоне сварки между сварочным роликом 8 и рабочим органом 4 концентратора 3. На пульте ручной установки режимов сварки 15 устанавливают следующие параметры усилие прижима свариваемых деталей 17, усилие прижима сварочного ролика 8, мощность ультразвукового генератора 5, амплитуду ультразвуковых колебаний, давление сварочного ролика 8 на свариваемые детали 17, величину зазора для заданного типа свариваемых деталей 17 и для нанесения тиснения на определенном материале, усилие прижима прижимного ролика 18,а также необходимую скорость транспортирования свариваемых деталей 17. Пускатель 16 включает установку в электрическую сеть. Далее нажимают пяткой ноги на педаль управления 14. В этом положении педали 14 поднимается сварочный ролик 8, что позволяет расположить свариваемые детали 17 на месте начала свариваемого шва. Затем отпускают педаль управления 14 в исходное положение, при котором сварочный ролик 8 опускается и зажимает свариваемые детали 17 с усилием прижима, величина которого была установлена на пульте 15. Далее нажимают носком ноги на педаль управления 14. В этом положении педали 14 возможна подача трех команд 1. Команда на сварку (без обрезки краев материала). Сварочный ролик 8 с помощью электромагнитного привода 9 устанавливается в нижнее положение, а обрезной ролик 26 с помощью рычага 35 включения обрезного ролика 26 устанавливается в верхнее положение. При этом микропроцессорный блок управления 12 включает ультразвуковой генератор 5 и приводы 19 и 20 сварочного ролика 8 и прижимного ролика 18. Начинается процесс сварки ее со скоростью, запрограммированной пультом ручной установки режимов сварки 15. 2. Команда на сварку с обрезкой краев материала. Сварочный ролик 8 с помощью электромагнитного привода 9 устанавливается в нижнее положение, а обрезной ролик 26 с помощью рычага 35 включения обрезного ролика 26 также устанавливается в нижнее положение. При этом микропроцессорный блок управления 12 включает ультразвуковой генератор 5 и приводы 19 и 20 сварочного ролика 8 и прижимного ролика 18. Начинается процесс сварки со скоростью, запрограммированной пультом ручной установки режимов сварки 15 с обрезкой и производимым одновременно ультразвуковым оплавлением краев материала, осуществляемых совместными действиями обрезного ролика 26 и ультразвуковыми колебаниями акустического пьезокерамического преобразователя 2. 4 26242006.04.30 3. Команда только на обрезку краев материала. При необходимости выполнения только этой операции сварочный ролик 8 снимается, а обрезной ролик 26 с помощью рычага 35 включения обрезного ролика 26 устанавливается в нижнее положение. При этом микропроцессорный блок управления 12 включает приводы 19 и 20 для вращения сварочного ролика 8 и прижимного ролика 18. Начинается процесс обрезки краев материала. По окончании вышеуказанных операций педаль управления 14 переводят в исходное нейтральное положение, при этом выключаются ультразвуковой генератор 5 и приводы 19 и 20 транспортирующего устройства, операции прекращаются. Для перестройки установки на другой рисунок шва сварочный ролик 8 снимают, разбирают и вновь собирают с другим набором дисков. При этом запасные комплекты дисков позволяют выполнять разнообразные виды швов - одношовный, двухшовный, криволинейный, комбинированный с одновременным тиснением материала. Заявляемая полезная модель может быть легко изготовлена на любом предприятии,имеющем промышленное оборудование, с оптимальными затратами производства и использована по своему прямому назначению. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: D05B 1/26, D05B 23/00
Метки: комбинированная, ультразвуковая, материалов, обрезки, сварки, установка
Код ссылки
<a href="https://by.patents.su/5-u2624-ustanovka-ultrazvukovaya-kombinirovannaya-dlya-svarki-i-obrezki-materialov.html" rel="bookmark" title="База патентов Беларуси">Установка ультразвуковая комбинированная для сварки и обрезки материалов</a>
Установка сварочная ультразвуковая
Номер патента: U 1626
Опубликовано: 30.12.2004
Авторы: Иванов Георгий Гермогенович, Мартыненко Александр Владимирович
МПК: D05B 1/26, D05B 17/00
Метки: ультразвуковая, сварочная, установка
Текст:
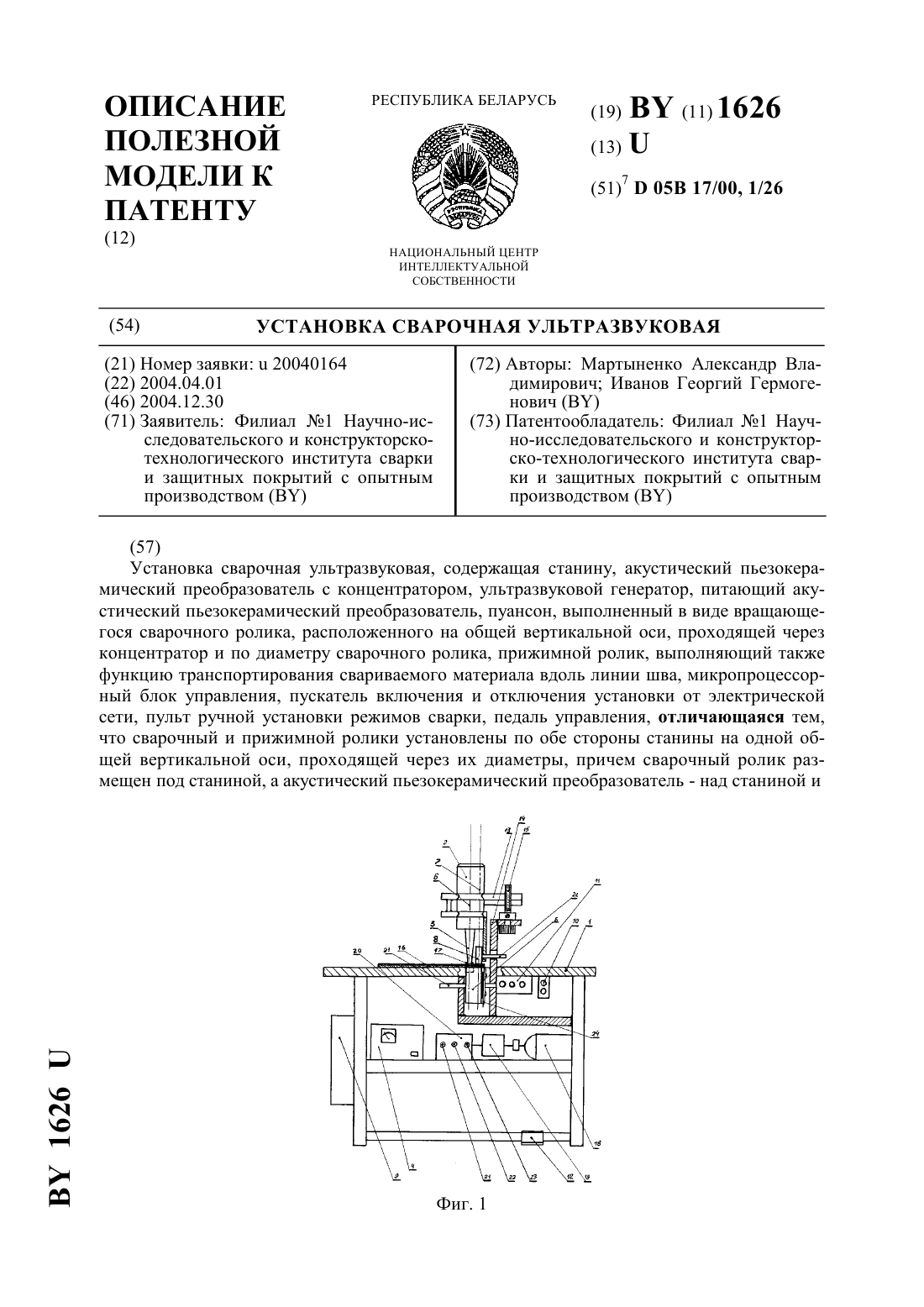
...причем сварочный ролик размещен под станиной, а акустический пьезокерамический преобразователь - над станиной и закреплен в вертикальном положении с помощью хомута с кронштейном, жестко связанным со станиной, и регулировочного винта, которым устанавливается исходный зазор между концентратором и сварочным роликом в зависимости от толщины свариваемого материала, выполняющим в совокупности функции механизма перемещения преобразователя по...
Машина сварочная ультразвуковая
Номер патента: U 668
Опубликовано: 30.09.2002
Авторы: Кацебо Евгений Васильевич, Савицкий Анатолий Васильевич, Лысенок Иосиф Иосифович, Мартыненко Александр Владимирович
МПК: D05B 17/00, D05B 1/26
Метки: ультразвуковая, машина, сварочная
Текст:
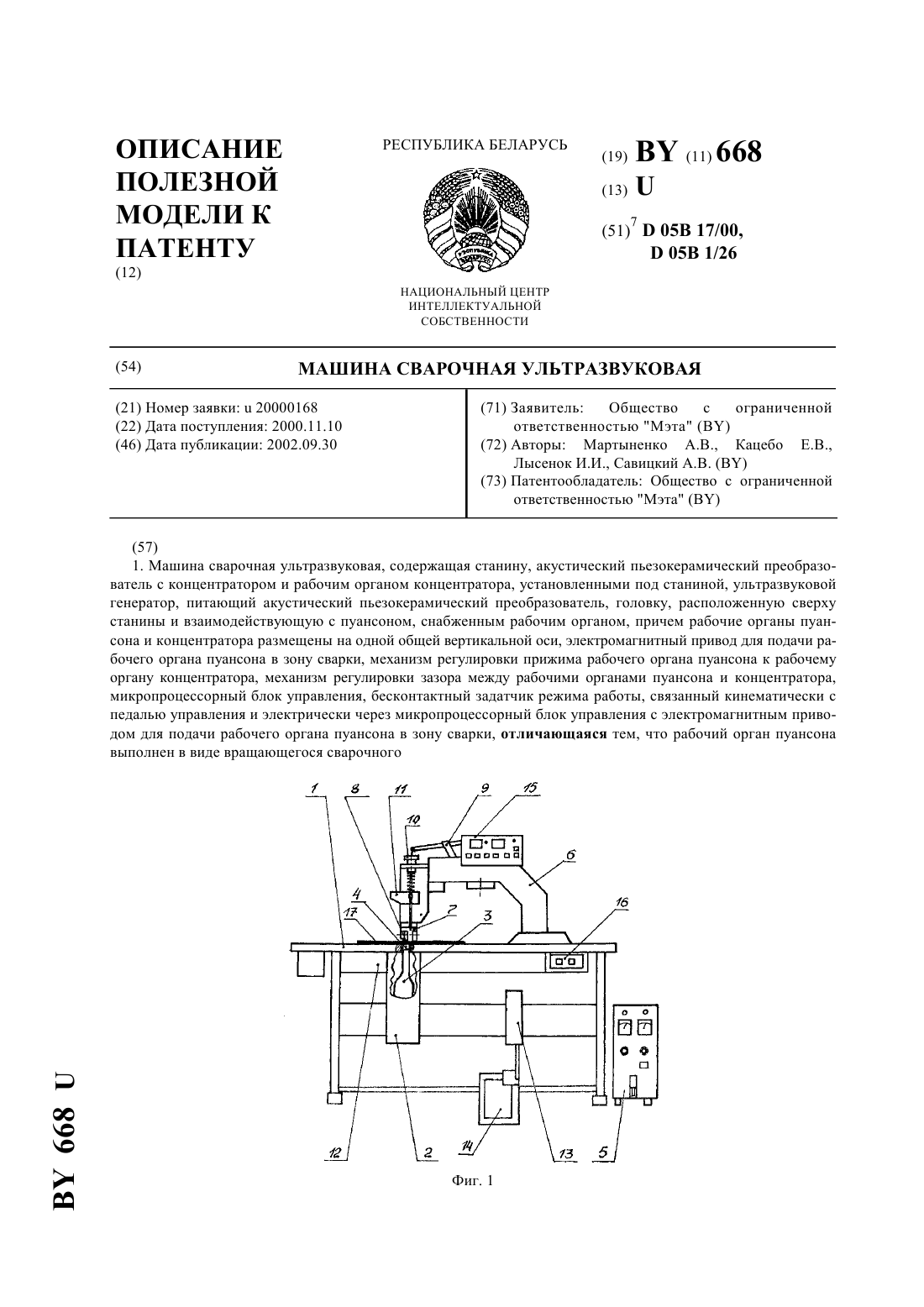
...но разных толщин и различных зубчатых конфигураций по окружности каждого диска,причем сварочный ролик расположен по отношению к пуансону так, что вертикальная ось, проходящая через рабочий орган концентратора, проходит также по диаметру сварочного ролика, кроме того, машина дополнительно снабжена механизмом транспортирования свариваемых деталей вдоль шва в процессе сварки, в качестве которого служат вышеупомянутый сварочный ролик и...
Установка сварочная ультразвуковая
Номер патента: U 2183
Опубликовано: 30.09.2005
Авторы: Мартыненко Александр Владимирович, Новиков Руслан Вячеславович
МПК: D05B 1/26, D05B 17/00
Метки: ультразвуковая, установка, сварочная
Текст:
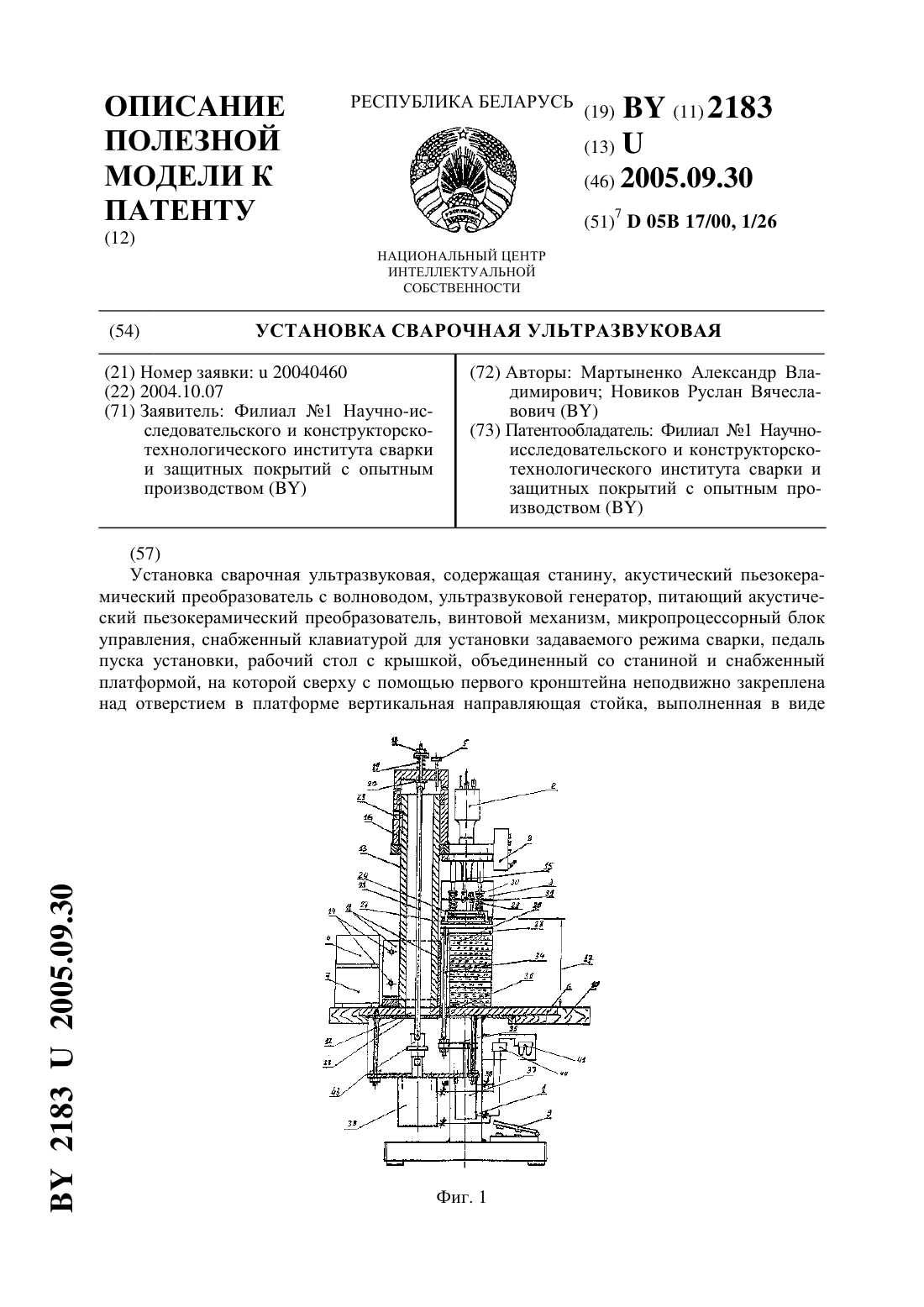
...стол с крышкой 10, объединенный со станиной 1 и снабженный платформой 6, на которой сверху с помощью первого кронштейна 11 закреплена над отверстием 12 в платформе 6 вертикальная направляющая стойка 13, выполненная в виде трубы, причем первый кронштейн 11, выполненный в виде хомута, жестко зафиксирован на вертикальной направляющей стойке 13 с помощью винтов 14 (2 шт.), при этом акустический пьезокерамический преобразователь 2 с...
Машина сварочная ультразвуковая

Номер патента: U 1153
Опубликовано: 30.12.2003
Авторы: Мартыненко Александр Владимирович, Кацебо Евгений Васильевич, Новиков Руслан Вячеславович
МПК: D05B 1/26, D05B 17/00
Метки: машина, ультразвуковая, сварочная
Текст:
...контроллером с линейной скоростью передвижения рукава сварочным и прижимным роликами. Величина зазора между коробом нижней части головки и станиной машины выбрана с учетом обеспечения в процессе сварки свободного прохождения через него свариваемого рукава заданного максимального диаметра, а ширина платформы короба нижней части головки выбрана с учетом обеспечения свободного прохождения в процессе сварки всей нижней части головки...
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: контактной, точечной, установка, сварки
Текст:
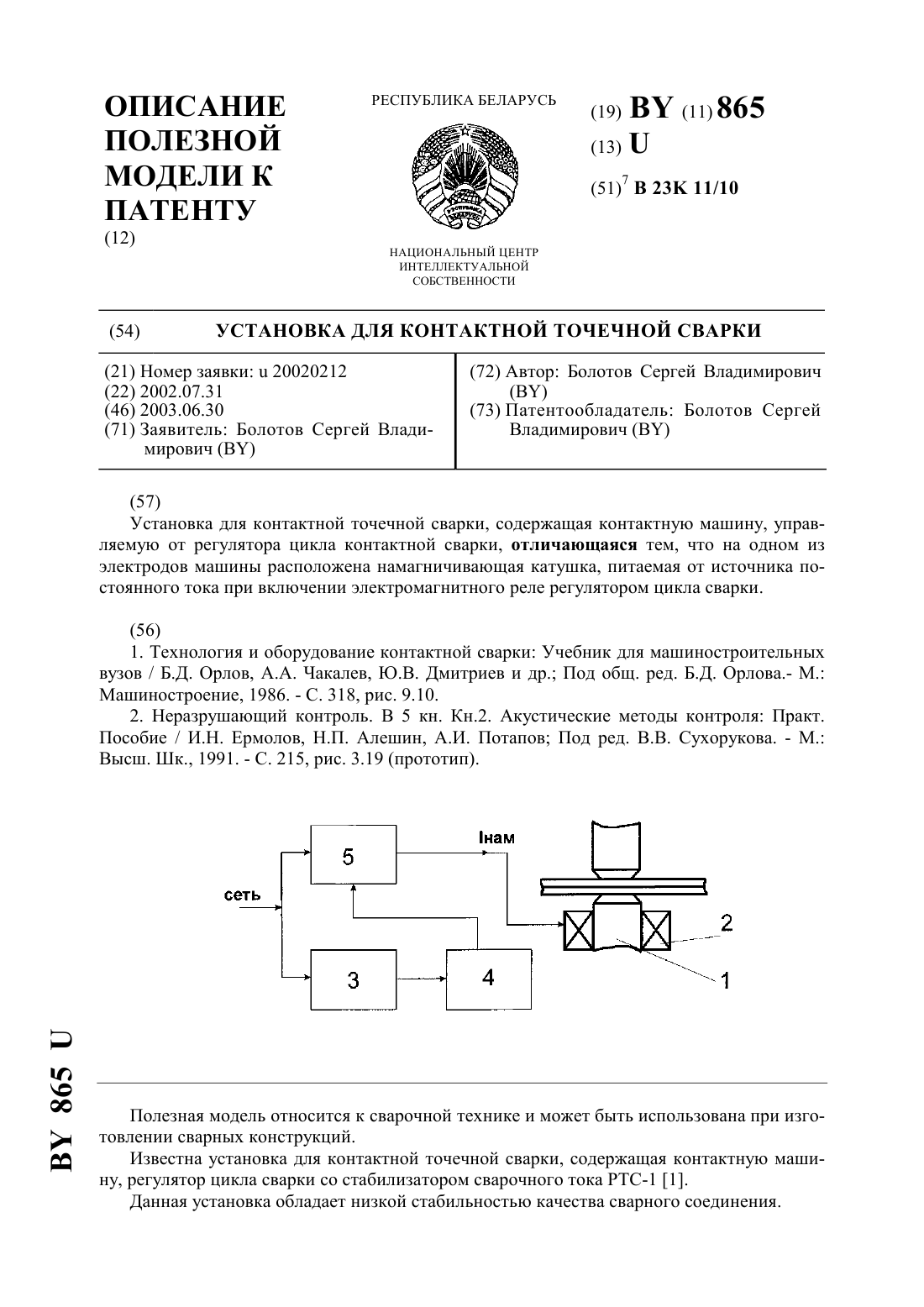
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Предыдущий патент: Армирующее волокно для железобетонных конструкций
Следующий патент: Цилиндрический роторный двигатель
Случайный патент: Лабораторный стенд по определению пожароопасных характеристик электротехнических устройств