Способ изготовления кольцевых алмазных сверл
Номер патента: 3141
Опубликовано: 30.12.1999
Авторы: Майсюк Александр Иванович, Осипов Владимир Анатольевич, Звонарев Евгений Владимирович, Миронович Галина Александровна, Волчек Анатолий Яковлевич
Текст
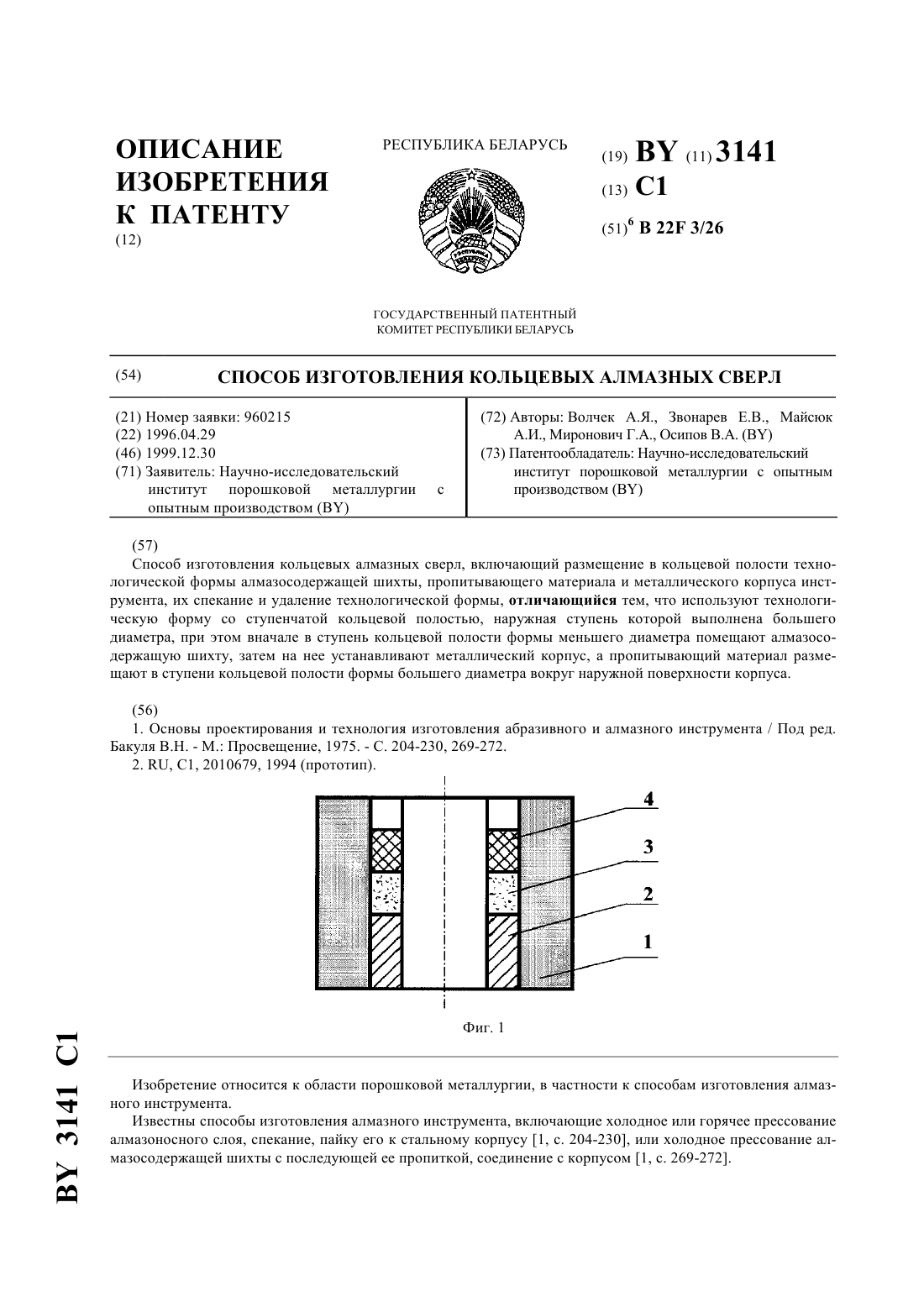
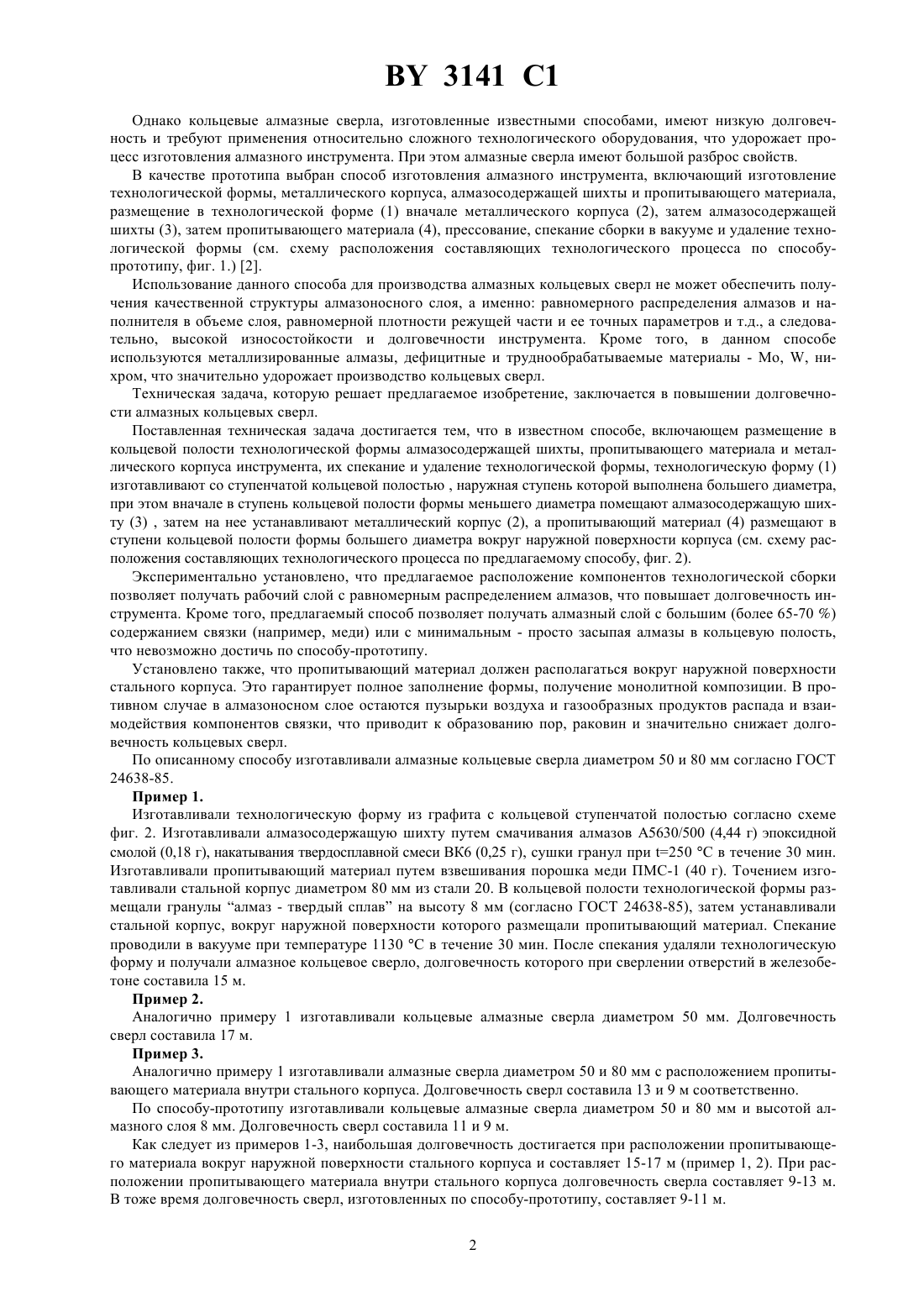
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ АЛМАЗНЫХ СВЕРЛ(71) Заявитель Научно-исследовательский институт порошковой металлургии опытным производством(73) Патентообладатель Научно-исследовательский институт порошковой металлургии с опытным производством(57) Способ изготовления кольцевых алмазных сверл, включающий размещение в кольцевой полости технологической формы алмазосодержащей шихты, пропитывающего материала и металлического корпуса инструмента, их спекание и удаление технологической формы, отличающийся тем, что используют технологическую форму со ступенчатой кольцевой полостью, наружная ступень которой выполнена большего диаметра, при этом вначале в ступень кольцевой полости формы меньшего диаметра помещают алмазосодержащую шихту, затем на нее устанавливают металлический корпус, а пропитывающий материал размещают в ступени кольцевой полости формы большего диаметра вокруг наружной поверхности корпуса.(56) 1. Основы проектирования и технология изготовления абразивного и алмазного инструмента / Под ред. Бакуля В.Н. - М. Просвещение, 1975. - С. 204-230, 269-272. 2. , 1, 2010679, 1994 (прототип). Изобретение относится к области порошковой металлургии, в частности к способам изготовления алмазного инструмента. Известны способы изготовления алмазного инструмента, включающие холодное или горячее прессование алмазоносного слоя, спекание, пайку его к стальному корпусу 1, с. 204-230, или холодное прессование алмазосодержащей шихты с последующей ее пропиткой, соединение с корпусом 1, с. 269-272. 3141 1 Однако кольцевые алмазные сверла, изготовленные известными способами, имеют низкую долговечность и требуют применения относительно сложного технологического оборудования, что удорожает процесс изготовления алмазного инструмента. При этом алмазные сверла имеют большой разброс свойств. В качестве прототипа выбран способ изготовления алмазного инструмента, включающий изготовление технологической формы, металлического корпуса, алмазосодержащей шихты и пропитывающего материала,размещение в технологической форме (1) вначале металлического корпуса (2), затем алмазосодержащей шихты (3), затем пропитывающего материала (4), прессование, спекание сборки в вакууме и удаление технологической формы (см. схему расположения составляющих технологического процесса по способупрототипу, фиг. 1.) 2. Использование данного способа для производства алмазных кольцевых сверл не может обеспечить получения качественной структуры алмазоносного слоя, а именно равномерного распределения алмазов и наполнителя в объеме слоя, равномерной плотности режущей части и ее точных параметров и т.д., а следовательно, высокой износостойкости и долговечности инструмента. Кроме того, в данном способе используются металлизированные алмазы, дефицитные и труднообрабатываемые материалы - Мо, , нихром, что значительно удорожает производство кольцевых сверл. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении долговечности алмазных кольцевых сверл. Поставленная техническая задача достигается тем, что в известном способе, включающем размещение в кольцевой полости технологической формы алмазосодержащей шихты, пропитывающего материала и металлического корпуса инструмента, их спекание и удаление технологической формы, технологическую форму (1) изготавливают со ступенчатой кольцевой полостью , наружная ступень которой выполнена большего диаметра,при этом вначале в ступень кольцевой полости формы меньшего диаметра помещают алмазосодержащую шихту (3) , затем на нее устанавливают металлический корпус (2), а пропитывающий материал (4) размещают в ступени кольцевой полости формы большего диаметра вокруг наружной поверхности корпуса (см. схему расположения составляющих технологического процесса по предлагаемому способу, фиг. 2). Экспериментально установлено, что предлагаемое расположение компонентов технологической сборки позволяет получать рабочий слой с равномерным распределением алмазов, что повышает долговечность инструмента. Кроме того, предлагаемый способ позволяет получать алмазный слой с большим (более 65-70 ) содержанием связки (например, меди) или с минимальным - просто засыпая алмазы в кольцевую полость,что невозможно достичь по способу-прототипу. Установлено также, что пропитывающий материал должен располагаться вокруг наружной поверхности стального корпуса. Это гарантирует полное заполнение формы, получение монолитной композиции. В противном случае в алмазоносном слое остаются пузырьки воздуха и газообразных продуктов распада и взаимодействия компонентов связки, что приводит к образованию пор, раковин и значительно снижает долговечность кольцевых сверл. По описанному способу изготавливали алмазные кольцевые сверла диаметром 50 и 80 мм согласно ГОСТ 24638-85. Пример 1. Изготавливали технологическую форму из графита с кольцевой ступенчатой полостью согласно схеме фиг. 2. Изготавливали алмазосодержащую шихту путем смачивания алмазов А 5630/500 (4,44 г) эпоксидной смолой (0,18 г), накатывания твердосплавной смеси ВК 6 (0,25 г), сушки гранул при 250 С в течение 30 мин. Изготавливали пропитывающий материал путем взвешивания порошка меди ПМС-1 (40 г). Точением изготавливали стальной корпус диаметром 80 мм из стали 20. В кольцевой полости технологической формы размещали гранулы алмаз - твердый сплав на высоту 8 мм (согласно ГОСТ 24638-85), затем устанавливали стальной корпус, вокруг наружной поверхности которого размещали пропитывающий материал. Спекание проводили в вакууме при температуре 1130 С в течение 30 мин. После спекания удаляли технологическую форму и получали алмазное кольцевое сверло, долговечность которого при сверлении отверстий в железобетоне составила 15 м. Пример 2. Аналогично примеру 1 изготавливали кольцевые алмазные сверла диаметром 50 мм. Долговечность сверл составила 17 м. Пример 3. Аналогично примеру 1 изготавливали алмазные сверла диаметром 50 и 80 мм с расположением пропитывающего материала внутри стального корпуса. Долговечность сверл составила 13 и 9 м соответственно. По способу-прототипу изготавливали кольцевые алмазные сверла диаметром 50 и 80 мм и высотой алмазного слоя 8 мм. Долговечность сверл составила 11 и 9 м. Как следует из примеров 1-3, наибольшая долговечность достигается при расположении пропитывающего материала вокруг наружной поверхности стального корпуса и составляет 15-17 м (пример 1, 2). При расположении пропитывающего материала внутри стального корпуса долговечность сверла составляет 9-13 м. В тоже время долговечность сверл, изготовленных по способу-прототипу, составляет 9-11 м. 2 3141 1 Таким образом, применение предлагаемого способа изготовления кольцевых алмазных сверл по сравнению с прототипом позволяет увеличить долговечность сверл в 1,5-1,7 раза. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22F 3/26
Метки: сверл, изготовления, способ, алмазных, кольцевых
Код ссылки
<a href="https://by.patents.su/3-3141-sposob-izgotovleniya-kolcevyh-almaznyh-sverl.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления кольцевых алмазных сверл</a>
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: инструмента, способ, алмазного, изготовления
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B24D 3/20, B22F 1/00, B24D 18/00...
Метки: изготовления, инструмента, способ, алмазного
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
Метки: изготовления, алмазного, инструмента, способ
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Моисеенко Петр Васильевич, Кузей Анатолий Михайлович, Барановский Александр Александрович, Зайцев Валентин Алексеевич, Горлач Александр Григорьевич, Гайдаленок Геннадий Михайлович
МПК: B24D 18/00, B24D 3/28
Метки: органическом, алмазно-образивного, изготовления, связующем, инструмента, способ
Текст:
...алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает...
Правящий карандаш и способ его изготовления
Номер патента: 1583
Опубликовано: 30.03.1997
Авторы: Кулаковский Владимир Николаевич, Бондарь Иван Васильевич, Степанов Игорь Геннадьевич, Воронин Георгий Алексеевич, Бронштейн Долорес Хаймовна
МПК: B24D 18/00, B24B 53/00
Метки: изготовления, карандаш, способ, правящий
Текст:
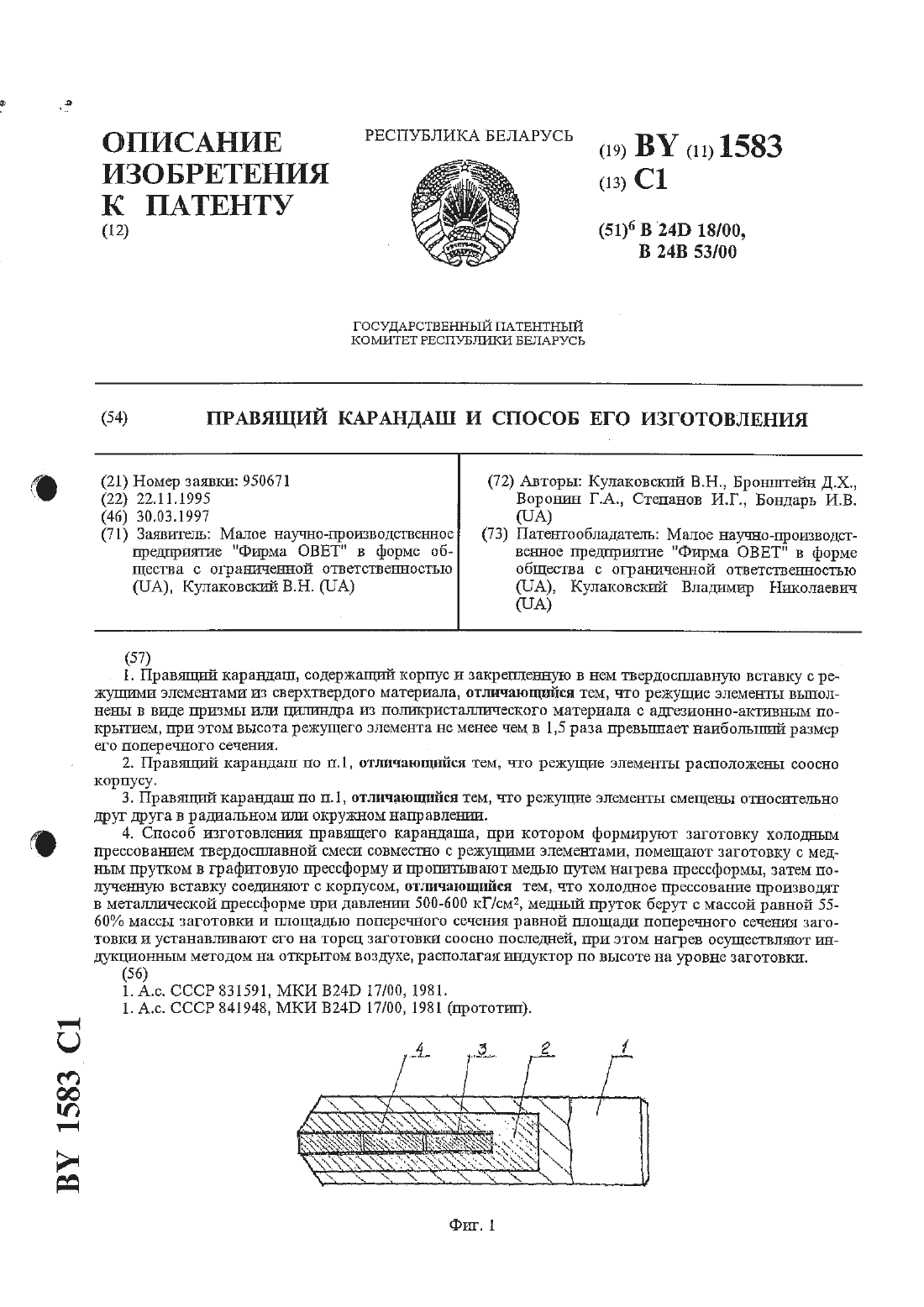
...в материал вставки, что возможно достигнуть этишь при одновременной реализации признаков объектов защиты устройство и способ по следующим причинамнанесение адгезиовно-атстивного покрытия на наружной поверхности режущего элемента позволяет кроме повьппения прочности сцепления обеспечить сплошной тепловой контакт между полшсристаллом и материалом вставки и осуществить теплоотвод с поверхности режущего элемента в процессе правки, чему...
Предыдущий патент: Способ плазменного напыления покрытий
Следующий патент: Способ коррекции нарушений гемопоэза
Случайный патент: Резец для обработки поверхностей