Способ получения непрерывных покрытий из металлических порошковых материалов
Номер патента: 2409
Опубликовано: 30.09.1998
Авторы: Плескачевский Юрий Михайлович, Шувалов Владимир Борисович, Ковтун Вадим Анатольевич
Текст
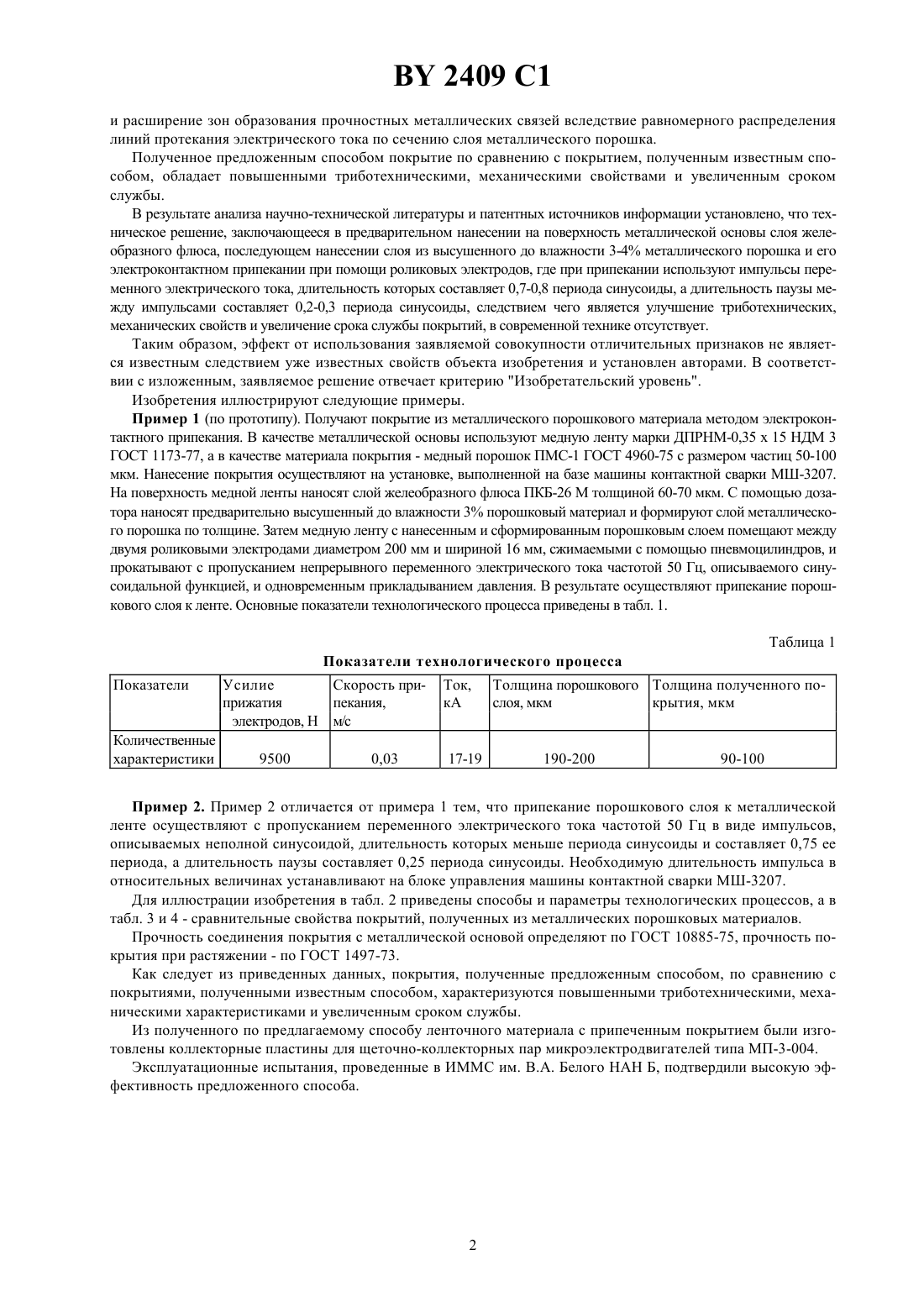
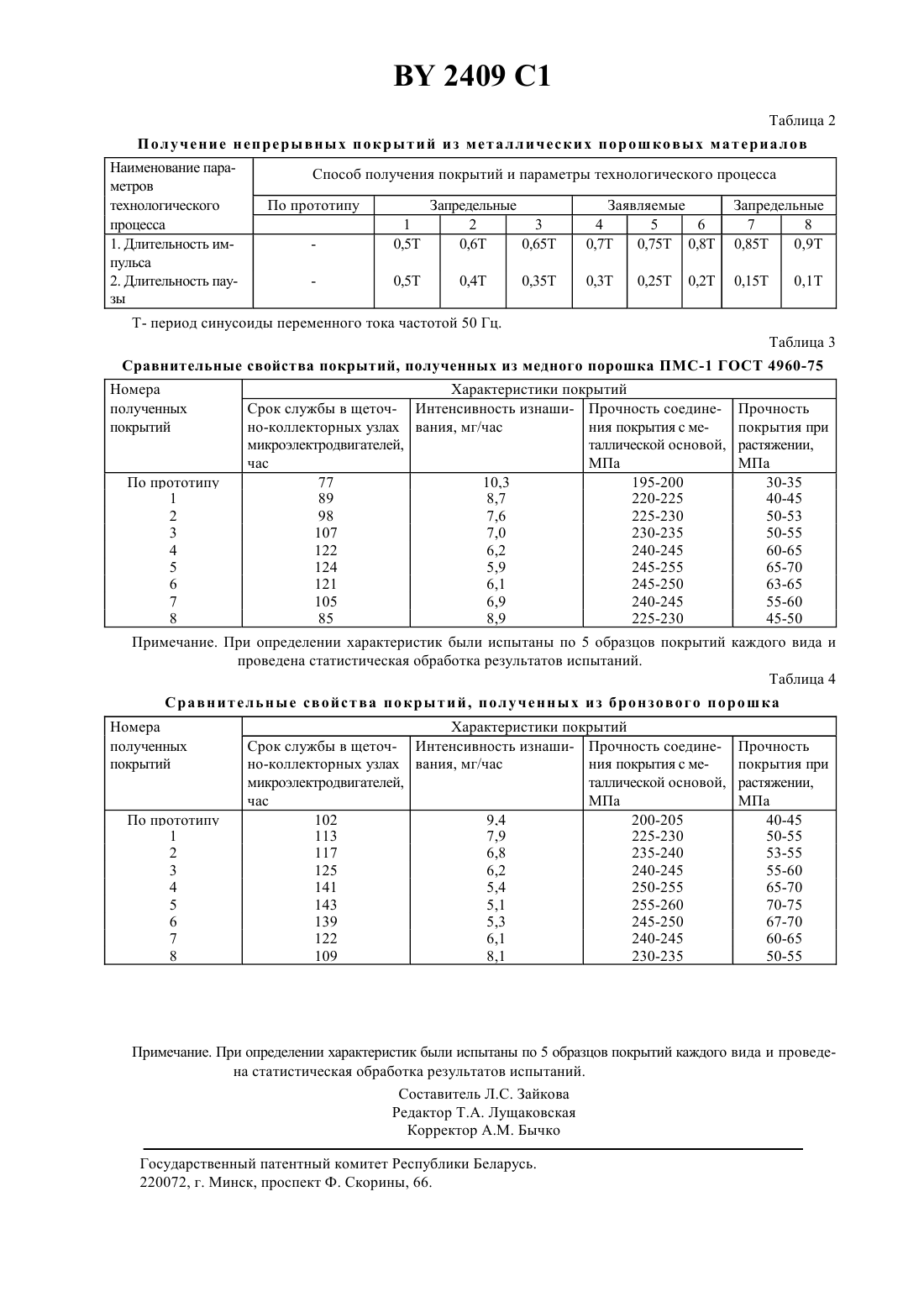
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ(73) Патентообладатель Институт механики метал(46) 30.09.1998 лополимерных систем Национальной Академии(71) Заявитель Институт механики металлополинаук Беларусимерных систем Национальной Академии наук Беларуси(57) Способ получения непрерывных покрытий из металлических порошковых материалов, включающий нанесение на поверхность металлической основы слоя желеобразного флюса, затем слоя металлического порошка,предварительно высушенного до влажности 3-4, и припекание его при помощи роликовых электродов, отличающийся тем, что при припекании используют импульсы переменного электрического тока, длительность которых составляет 0,7-0,8 периода синусоиды, а длительность паузы между импульсами составляет 0,2-0,3 периода синусоиды. Изобретение относится к области порошковой металлургии, в частности к способам получения покрытий из металлических порошковых материалов путем припекания. Известен способ получения покрытий из металлического порошка, включающий нанесение металлического порошка на поверхность подложки и его припекание при помощи двух роликовых электродов, через которые пропускают электрический ток и одновременно прикладывают давление 1. Недостатками способа являются невысокие физико-механические характеристики и срок службы покрытия. Наиболее близким к изобретению по технологической сущности и достигаемому результату является способ получения покрытий из металлических порошков, включающий предварительное нанесение на поверхность металлической основы слоя желеобразного флюса, последующее нанесение слоя из высушенного до влажности 3-4 металлического порошка и припекание его при помощи электродов, через которые пропускают электрический ток и одновременно прикладывают давление 2. Недостатками известного способа являются невысокие срок службы, триботехнические и механические свойства покрытия. Задача изобретения состоит в улучшении триботехнических, механических свойств и увеличении срока службы покрытий. Поставленная задача решается тем, что, согласно способу получения непрерывных покрытий из металлических порошковых материалов, включающему предварительное нанесение на поверхность металлической основы слоя желеобразного флюса, последующее нанесение слоя из высушенного до влажности 3-4 металлического порошка и припекание его при помощи роликовых электродов, при припекании используют импульсы переменного электрического тока, длительность которых составляет 0,7-0,8 периода синусоиды, а длительность паузы между импульсами составляет 0,2-0,3 периода синусоиды. Решение поставленной задачи обеспечивается за счет повышения когезионной прочности металлического порошкового покрытия, адгезионной прочности на границе покрытие-металлическая основа и стабилизации процесса припекания, чему способствует образование дополнительного числа металлических контактов 2409 1 и расширение зон образования прочностных металлических связей вследствие равномерного распределения линий протекания электрического тока по сечению слоя металлического порошка. Полученное предложенным способом покрытие по сравнению с покрытием, полученным известным способом, обладает повышенными триботехническими, механическими свойствами и увеличенным сроком службы. В результате анализа научно-технической литературы и патентных источников информации установлено, что техническое решение, заключающееся в предварительном нанесении на поверхность металлической основы слоя желеобразного флюса, последующем нанесении слоя из высушенного до влажности 3-4 металлического порошка и его электроконтактном припекании при помощи роликовых электродов, где при припекании используют импульсы переменного электрического тока, длительность которых составляет 0,7-0,8 периода синусоиды, а длительность паузы между импульсами составляет 0,2-0,3 периода синусоиды, следствием чего является улучшение триботехнических,механических свойств и увеличение срока службы покрытий, в современной технике отсутствует. Таким образом, эффект от использования заявляемой совокупности отличительных признаков не является известным следствием уже известных свойств объекта изобретения и установлен авторами. В соответствии с изложенным, заявляемое решение отвечает критерию Изобретательский уровень. Изобретения иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия осуществляют на установке, выполненной на базе машины контактной сварки МШ-3207. На поверхность медной ленты наносят слой желеобразного флюса ПКБ-26 М толщиной 60-70 мкм. С помощью дозатора наносят предварительно высушенный до влажности 3 порошковый материал и формируют слой металлического порошка по толщине. Затем медную ленту с нанесенным и сформированным порошковым слоем помещают между двумя роликовыми электродами диаметром 200 мм и шириной 16 мм, сжимаемыми с помощью пневмоцилиндров, и прокатывают с пропусканием непрерывного переменного электрического тока частотой 50 Гц, описываемого синусоидальной функцией, и одновременным прикладыванием давления. В результате осуществляют припекание порошкового слоя к ленте. Основные показатели технологического процесса приведены в табл. 1. Таблица 1 Показатели технологического процесса Показатели Усилие Скорость приприжатия пекания,электродов, Н м/с 9500 Толщина порошкового Толщина полученного послоя, мкм крытия, мкм Пример 2. Пример 2 отличается от примера 1 тем, что припекание порошкового слоя к металлической ленте осуществляют с пропусканием переменного электрического тока частотой 50 Гц в виде импульсов,описываемых неполной синусоидой, длительность которых меньше периода синусоиды и составляет 0,75 ее периода, а длительность паузы составляет 0,25 периода синусоиды. Необходимую длительность импульса в относительных величинах устанавливают на блоке управления машины контактной сварки МШ-3207. Для иллюстрации изобретения в табл. 2 приведены способы и параметры технологических процессов, а в табл. 3 и 4 - сравнительные свойства покрытий, полученных из металлических порошковых материалов. Прочность соединения покрытия с металлической основой определяют по ГОСТ 10885-75, прочность покрытия при растяжении - по ГОСТ 1497-73. Как следует из приведенных данных, покрытия, полученные предложенным способом, по сравнению с покрытиями, полученными известным способом, характеризуются повышенными триботехническими, механическими характеристиками и увеличенным сроком службы. Из полученного по предлагаемому способу ленточного материала с припеченным покрытием были изготовлены коллекторные пластины для щеточно-коллекторных пар микроэлектродвигателей типа МП-3-004. Эксплуатационные испытания, проведенные в ИММС им. В.А. Белого НАН Б, подтвердили высокую эффективность предложенного способа. 2409 1 Таблица 2 П о л у ч е н и е непрерывных покрыт ий из мет а ллических порош ковых м а т ериа л о в Наименование параметров технологического процесса 1. Длительность импульса 2. Длительность паузы Способ получения покрытий и параметры технологического процесса По прототипу Т- период синусоиды переменного тока частотой 50 Гц. Таблица 3 Сравнительные свойства покрытий, полученных из медного порошка ПМС-1 ГОСТ 4960-75 Номера полученных покрытий Характеристики покрытий Срок службы в щеточ- Интенсивность изнаши- Прочность соединения покрытия с мено-коллекторных узлах вания, мг/час таллической основой,микроэлектродвигателей,МПа час 77 10,3 195-200 89 8,7 220-225 98 7,6 225-230 107 7,0 230-235 122 6,2 240-245 124 5,9 245-255 121 6,1 245-250 105 6,9 240-245 85 8,9 225-230 Прочность покрытия при растяжении,МПа 30-35 40-45 50-53 50-55 60-65 65-70 63-65 55-60 45-50 Примечание. При определении характеристик были испытаны по 5 образцов покрытий каждого вида и проведена статистическая обработка результатов испытаний. Таблица 4 Сравнит ельные свойст ва покрыт ий, полученных из б ро н зо в о г о порош ка Номера полученных покрытий Характеристики покрытий Срок службы в щеточ- Интенсивность изнаши- Прочность соединения покрытия с мено-коллекторных узлах вания, мг/час таллической основой,микроэлектродвигателей,МПа час 102 9,4 200-205 113 7,9 225-230 117 6,8 235-240 125 6,2 240-245 141 5,4 250-255 143 5,1 255-260 139 5,3 245-250 122 6,1 240-245 109 8,1 230-235 Прочность покрытия при растяжении,МПа 40-45 50-55 53-55 55-60 65-70 70-75 67-70 60-65 50-55 Примечание. При определении характеристик были испытаны по 5 образцов покрытий каждого вида и проведена статистическая обработка результатов испытаний. оставитель Л.С. Зайкова Редактор Т.А. Лущаковская Корректор А.М. Бычко Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22F 7/04
Метки: металлических, материалов, непрерывных, покрытий, способ, получения, порошковых
Код ссылки
<a href="https://by.patents.su/3-2409-sposob-polucheniya-nepreryvnyh-pokrytijj-iz-metallicheskih-poroshkovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ получения непрерывных покрытий из металлических порошковых материалов</a>
Способ получения порошкообразных композиционных материалов для газотермических покрытий
Номер патента: 1988
Опубликовано: 30.12.1997
Авторы: Верстак Андрей Александрович, Куприянов Игорь Львович, Колесников Андрей Андреевич, Ильющенко Александр Федорович, Соболевский Сергей Борисович
МПК: C04B 41/50
Метки: газотермических, материалов, покрытий, способ, порошкообразных, получения, композиционных
Текст:
...и спой покрытий и на ТРИтолько подслой из нхрома. Пористость подслоя и слоя покрытия определяют как среднее из трех значений. пористость слоя покрытия определяют как разность-между пористостью слоя покрытия с подслоем и пористостью подслоя.Испытания покрыти на износостой кость в режиме сухого трения проводят в течение 5,ч на машине торцовоготреии МТФ 1 в паре с контртелом из стали 45 при удельном давлени 5 МПа и скорости скольжения 0,2 М/0...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Худолей Андрей Леонидович, Кашицин Леонид Павлович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: покрытий, металлических, порошков, варианты, нанесения, его, деталей, внутренние, поверхности, цилиндрических, способ
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
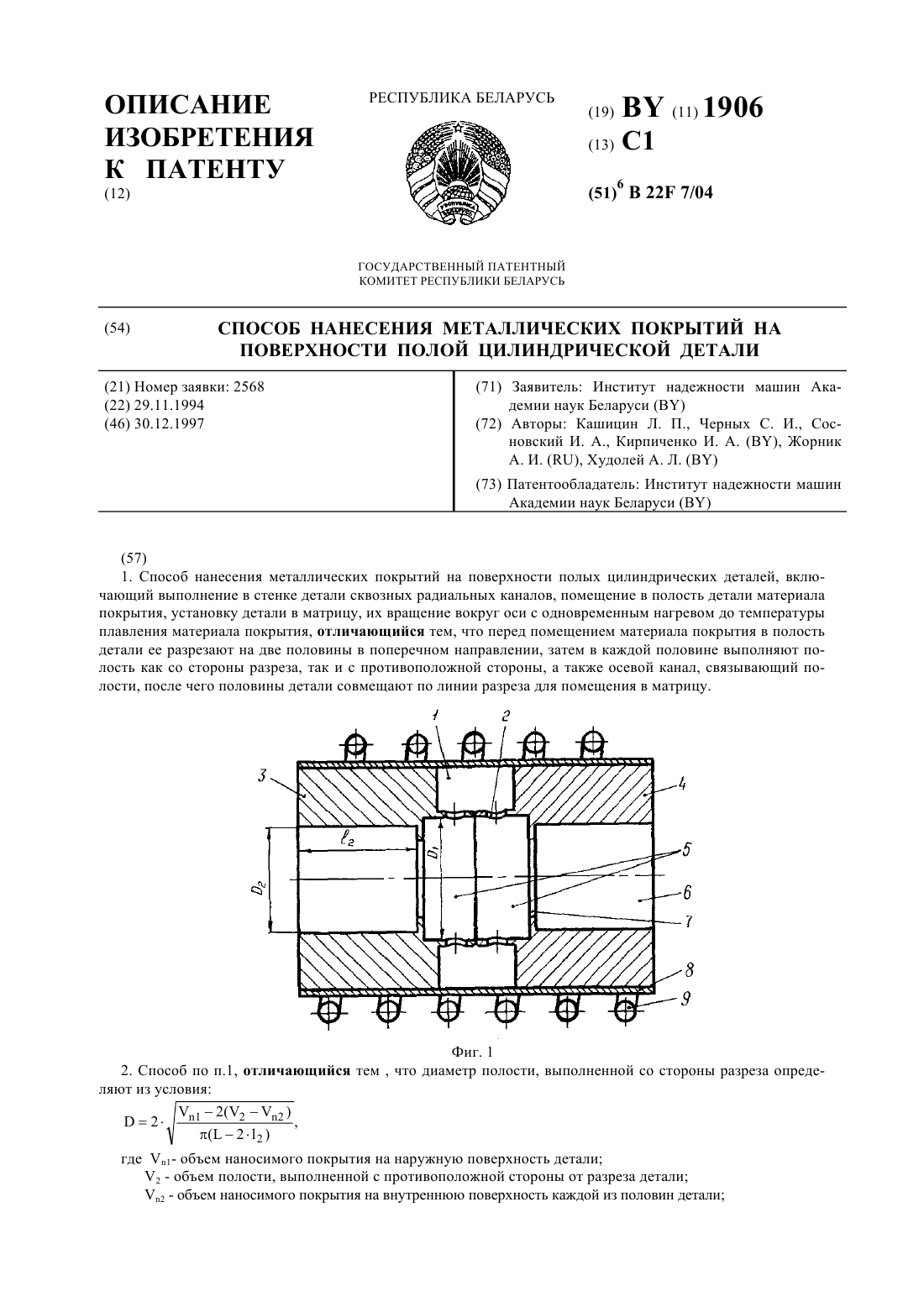
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Черных Сергей Иванович, Кашицин Леонид Павлович, Сосновский Игорь Александрович, Худолей Андрей Леонидович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: цилиндрической, детали, поверхности, нанесения, способ, металлических, покрытий, полой
Текст:
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
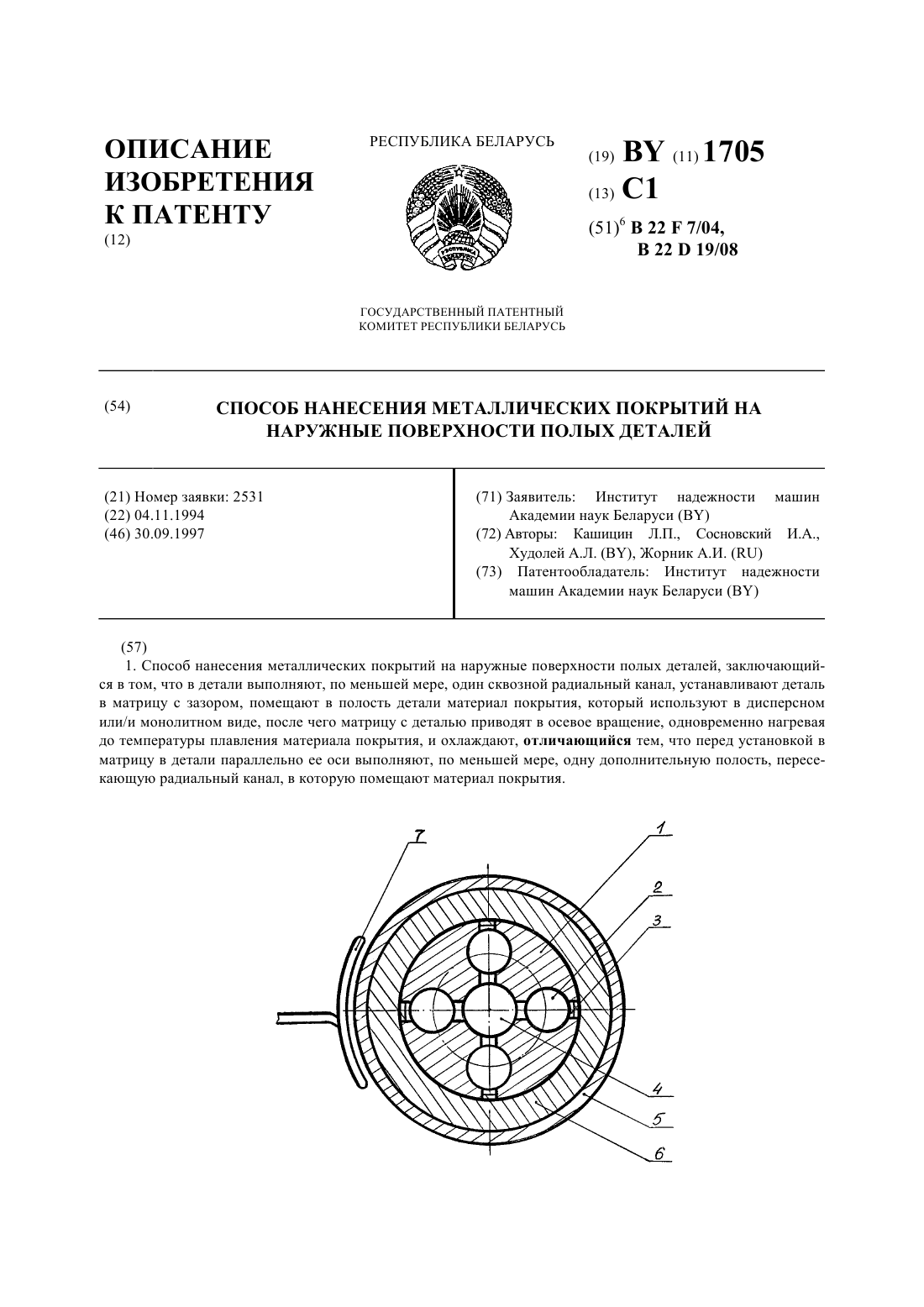
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Кашицин Леонид Павлович, Сосновский Игорь Александрович, Жорник Александр Иванович, Худолей Андрей Леонидович
МПК: B22F 7/04, B22D 19/08
Метки: деталей, покрытий, наружные, поверхности, металлических, нанесения, полых, способ
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Способ получения теплозащитных покрытий
Номер патента: 1744
Опубликовано: 30.09.1997
Авторы: Соболевский Сергей Борисович, Верстак Андрей Александрович
МПК: C23C 4/12
Метки: покрытий, получения, способ, теплозащитных
Текст:
...нанесения покрытий на изделия из жаропрочных сплавов. Проведение спекания в окислительной атмосфере при 1 О 0012 ООС в течение 2-4 ч приводит к образованию значительного окисного слоя на границе подслой-слой диоксида циркония. что. всвою очередь. снижает стойкость покрытия к гтермоциклированию.Операцию окислительного отжига проводят для окисления низших оксидов до стабильного диоксида циркония 2 гО 2. В процессе окисления за счет...
Предыдущий патент: Порошковый огнетушитель
Следующий патент: Полимерная фрикционная пресс-композиция
Случайный патент: Валково-тарельчатая мельница