Способ изготовления фасонного правящего ролика
Номер патента: 7303
Опубликовано: 30.09.2005
Авторы: Звонарев Евгений Владимирович, Дьячкова Лариса Николаевна
Текст
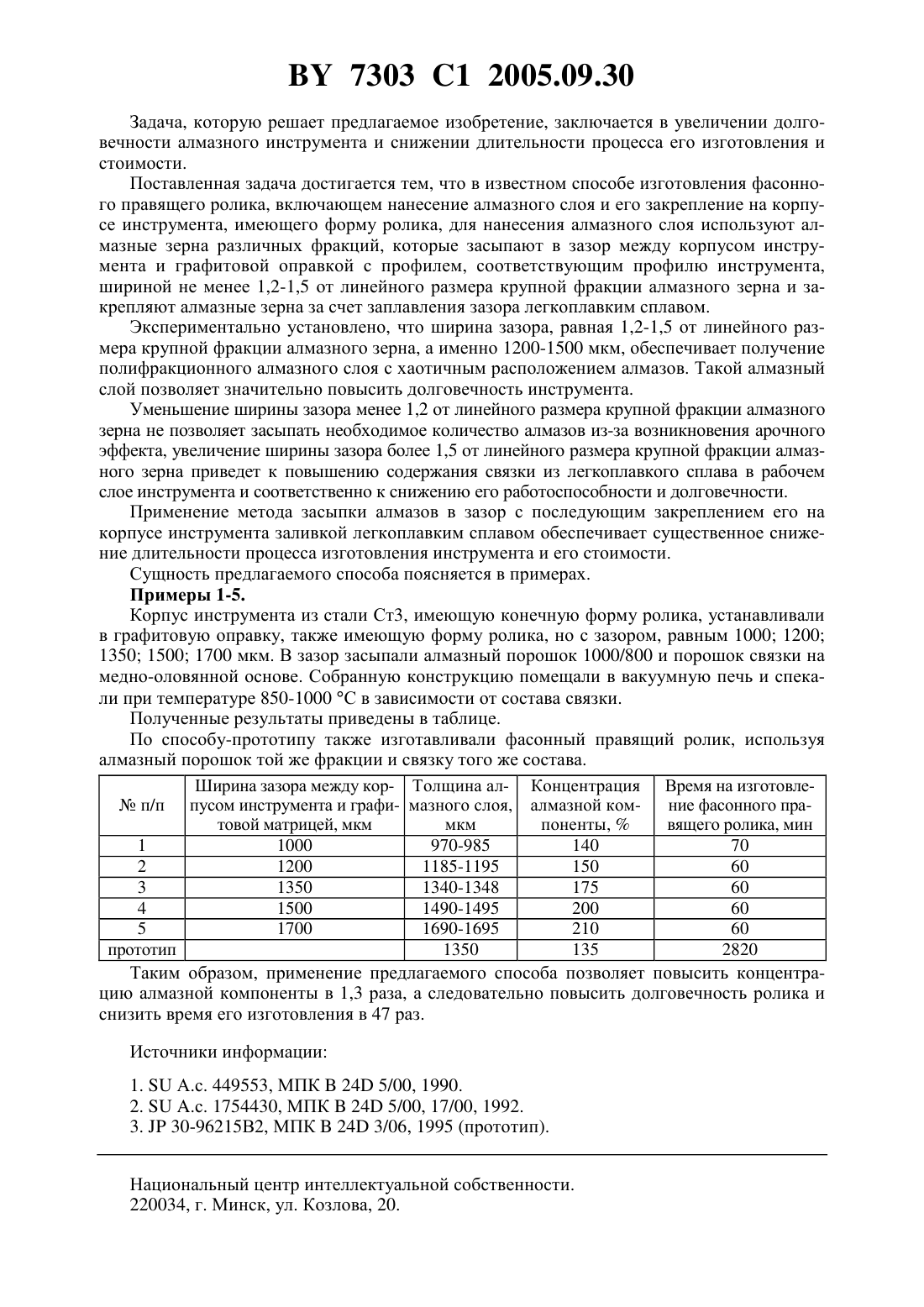
СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО ПРАВЯЩЕГО РОЛИКА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Дьячкова Лариса Николаевна Звонарев Евгений Владимирович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления фасонного правящего ролика, включающий нанесение алмазного слоя и его закрепление на корпусе инструмента, имеющего форму ролика, отличающийся тем, что для нанесения алмазного слоя используют алмазные зерна различных фракций, которые засыпают в зазор между корпусом инструмента и графитовой оправкой с профилем, соответствующим профилю инструмента, шириной не менее 1,2-1,5 от линейного размера крупной фракции алмазного зерна и закрепляют алмазные зерна за счет заплавления зазора легкоплавким сплавом. Изобретение относится к области производства алмазного инструмента, в частности к способам получения фасонного правящего инструмента для правки шлифовальных кругов для массового производства деталей сложной формы, в частности роликов, карданов и т.д. Известен способ изготовления алмазного правящего ролика с закрепленными на нем металлом-связкой алмазными зернами, при этом между алмазным слоем и корпусом расположен слой металла с высокой теплопроводностью толщиной 0,3-0,5 мм. 1. Недостатком данного способа является сложность и длительность операции получения ролика, требующей нанесение предварительно слоя металла с высокой теплопроводностью, затем слоя алмазов, а затем закрепление алмазов на корпусе. Известен также способ изготовления сложнопрофильного правящего абразивного инструмента, включающий закрепление алмазов на матрице с профилем, обратным заданному профилю, заращивание алмазов гальванической связкой, после чего абразивосодержащий слой соединяют с корпусом, а матрицу удаляют 2. Недостатком этого способа также является длительность процесса, материалоемкость(необходимость удаления матрицы), невозможность получения алмазного слоя с более чем единичным расположением алмазов, следовательно с невысокой долговечностью. В качестве прототипа выбран способ изготовления вращающегося правочного устройства с алмазным слоем на внутренней поверхности, включающий нанесение алмазных частиц и их закрепление на внутренней поверхности с применением гальванопластики,удаление избыточных алмазных частиц из матрицы, нанесение слоя затвердевшей синтетической смолы, прикрепленной к сердечнику при помощи клея 3. Недостатком способа является сложность и длительность процесса, включающего гальванопластику, невозможность получения алмазного слоя с более чем единичным расположением алмазов, невысокая долговечность. 7303 1 2005.09.30 Задача, которую решает предлагаемое изобретение, заключается в увеличении долговечности алмазного инструмента и снижении длительности процесса его изготовления и стоимости. Поставленная задача достигается тем, что в известном способе изготовления фасонного правящего ролика, включающем нанесение алмазного слоя и его закрепление на корпусе инструмента, имеющего форму ролика, для нанесения алмазного слоя используют алмазные зерна различных фракций, которые засыпают в зазор между корпусом инструмента и графитовой оправкой с профилем, соответствующим профилю инструмента,шириной не менее 1,2-1,5 от линейного размера крупной фракции алмазного зерна и закрепляют алмазные зерна за счет заплавления зазора легкоплавким сплавом. Экспериментально установлено, что ширина зазора, равная 1,2-1,5 от линейного размера крупной фракции алмазного зерна, а именно 1200-1500 мкм, обеспечивает получение полифракционного алмазного слоя с хаотичным расположением алмазов. Такой алмазный слой позволяет значительно повысить долговечность инструмента. Уменьшение ширины зазора менее 1,2 от линейного размера крупной фракции алмазного зерна не позволяет засыпать необходимое количество алмазов из-за возникновения арочного эффекта, увеличение ширины зазора более 1,5 от линейного размера крупной фракции алмазного зерна приведет к повышению содержания связки из легкоплавкого сплава в рабочем слое инструмента и соответственно к снижению его работоспособности и долговечности. Применение метода засыпки алмазов в зазор с последующим закреплением его на корпусе инструмента заливкой легкоплавким сплавом обеспечивает существенное снижение длительности процесса изготовления инструмента и его стоимости. Сущность предлагаемого способа поясняется в примерах. Примеры 1-5. Корпус инструмента из стали Ст 3, имеющую конечную форму ролика, устанавливали в графитовую оправку, также имеющую форму ролика, но с зазором, равным 1000 1200 1350 1500 1700 мкм. В зазор засыпали алмазный порошок 1000/800 и порошок связки на медно-оловянной основе. Собранную конструкцию помещали в вакуумную печь и спекали при температуре 850-1000 С в зависимости от состава связки. Полученные результаты приведены в таблице. По способу-прототипу также изготавливали фасонный правящий ролик, используя алмазный порошок той же фракции и связку того же состава. Ширина зазора между кор- Толщина ал- Концентрация Время на изготовле п/п пусом инструмента и графи- мазного слоя, алмазной комние фасонного пратовой матрицей, мкм мкм поненты,вящего ролика, мин 1 1000 970-985 140 70 2 1200 1185-1195 150 60 3 1350 1340-1348 175 60 4 1500 1490-1495 200 60 5 1700 1690-1695 210 60 прототип 1350 135 2820 Таким образом, применение предлагаемого способа позволяет повысить концентрацию алмазной компоненты в 1,3 раза, а следовательно повысить долговечность ролика и снизить время его изготовления в 47 раз. Источники информации 1.А.с. 449553, МПК 24 5/00, 1990. 2..с. 1754430, МПК 24 5/00, 17/00, 1992. 3.30-96215 В 2, МПК 24 3/06, 1995 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 53/14, B24D 3/00
Метки: фасонного, способ, ролика, изготовления, правящего
Код ссылки
<a href="https://by.patents.su/2-7303-sposob-izgotovleniya-fasonnogo-pravyashhego-rolika.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления фасонного правящего ролика</a>
Способ изготовления алмазного инструмента
Номер патента: 6644
Опубликовано: 30.12.2004
Авторы: Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 3/06, B24D 18/00
Метки: способ, изготовления, инструмента, алмазного
Текст:
...также, что предлагаемый способ позволяет получать прочное покрытие с величиной зарощенности алмазного зерна менее 70 , что придает инструменту высокою режущую способность, благоприятные условия для снятия стружки, снижает возможность засаливания инструмента. Данный способ позволяет получать кольцевой инструмент как с наружным алмазным слоем, так и/или с внутренним. Предлагаемый способ осуществляли следующим образом. Изготавливали...
Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Барановский Александр Александрович, Кузей Анатолий Михайлович, Гайдаленок Геннадий Михайлович, Горлач Александр Григорьевич, Моисеенко Петр Васильевич, Зайцев Валентин Алексеевич
МПК: B24D 3/28, B24D 18/00
Метки: инструмента, алмазно-образивного, изготовления, связующем, органическом, способ
Текст:
...алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает...
Способ изготовления кольцевых алмазных сверл
Номер патента: 3141
Опубликовано: 30.12.1999
Авторы: Майсюк Александр Иванович, Звонарев Евгений Владимирович, Осипов Владимир Анатольевич, Волчек Анатолий Яковлевич, Миронович Галина Александровна
МПК: B22F 3/26
Метки: изготовления, способ, сверл, кольцевых, алмазных
Текст:
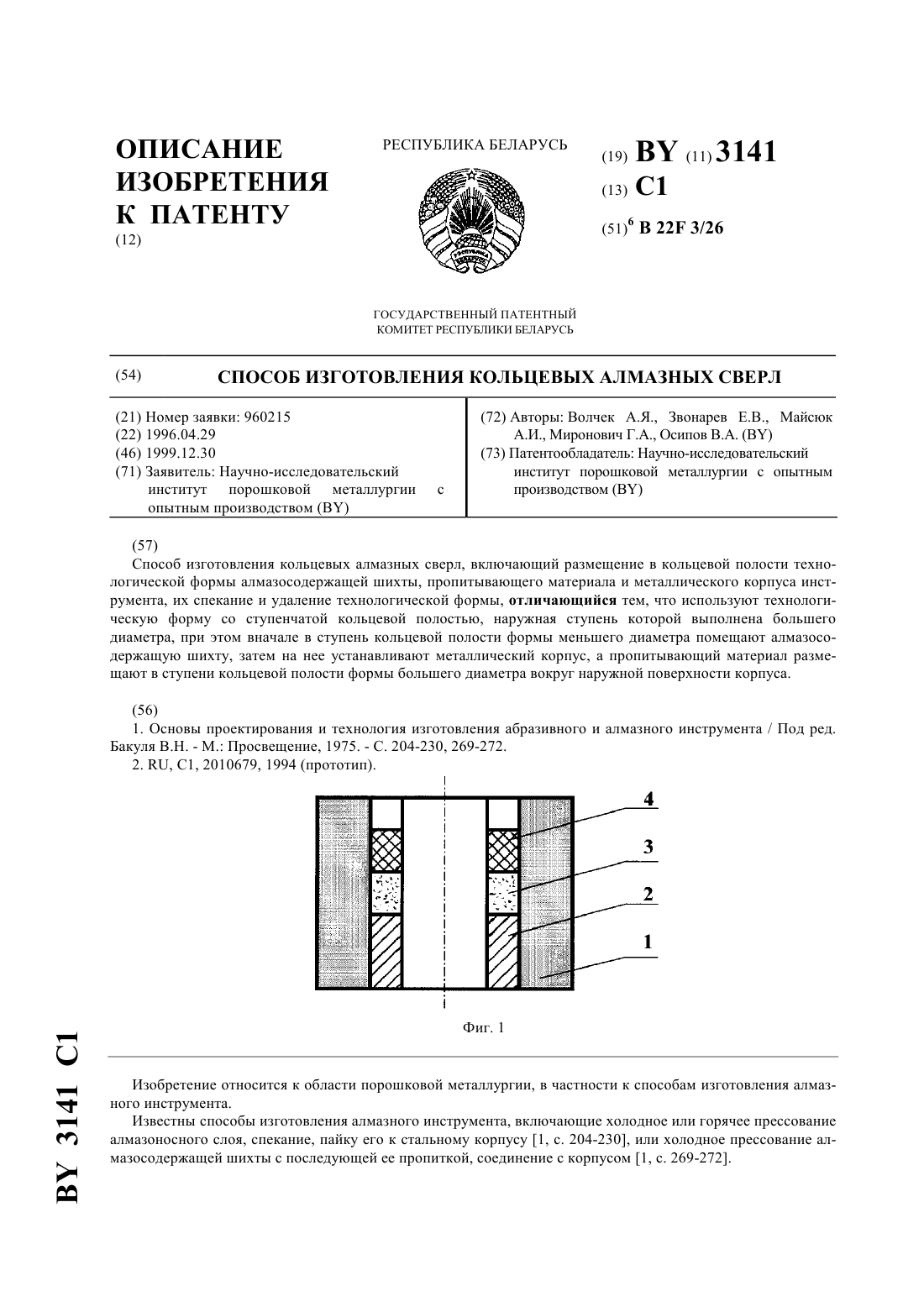
...материала и металлического корпуса инструмента, их спекание и удаление технологической формы, технологическую форму (1) изготавливают со ступенчатой кольцевой полостью , наружная ступень которой выполнена большего диаметра,при этом вначале в ступень кольцевой полости формы меньшего диаметра помещают алмазосодержащую шихту (3) , затем на нее устанавливают металлический корпус (2), а пропитывающий материал (4) размещают в ступени кольцевой...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: способ, алмазного, изготовления, инструмента
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: способ, алмазного, инструмента, изготовления
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Предыдущий патент: Электрооптический сумматор
Следующий патент: Химически стойкая керамическая масса
Случайный патент: Листовое стекло, производимое флоат-способом