Способ изготовления многослойной печатной платы
Текст
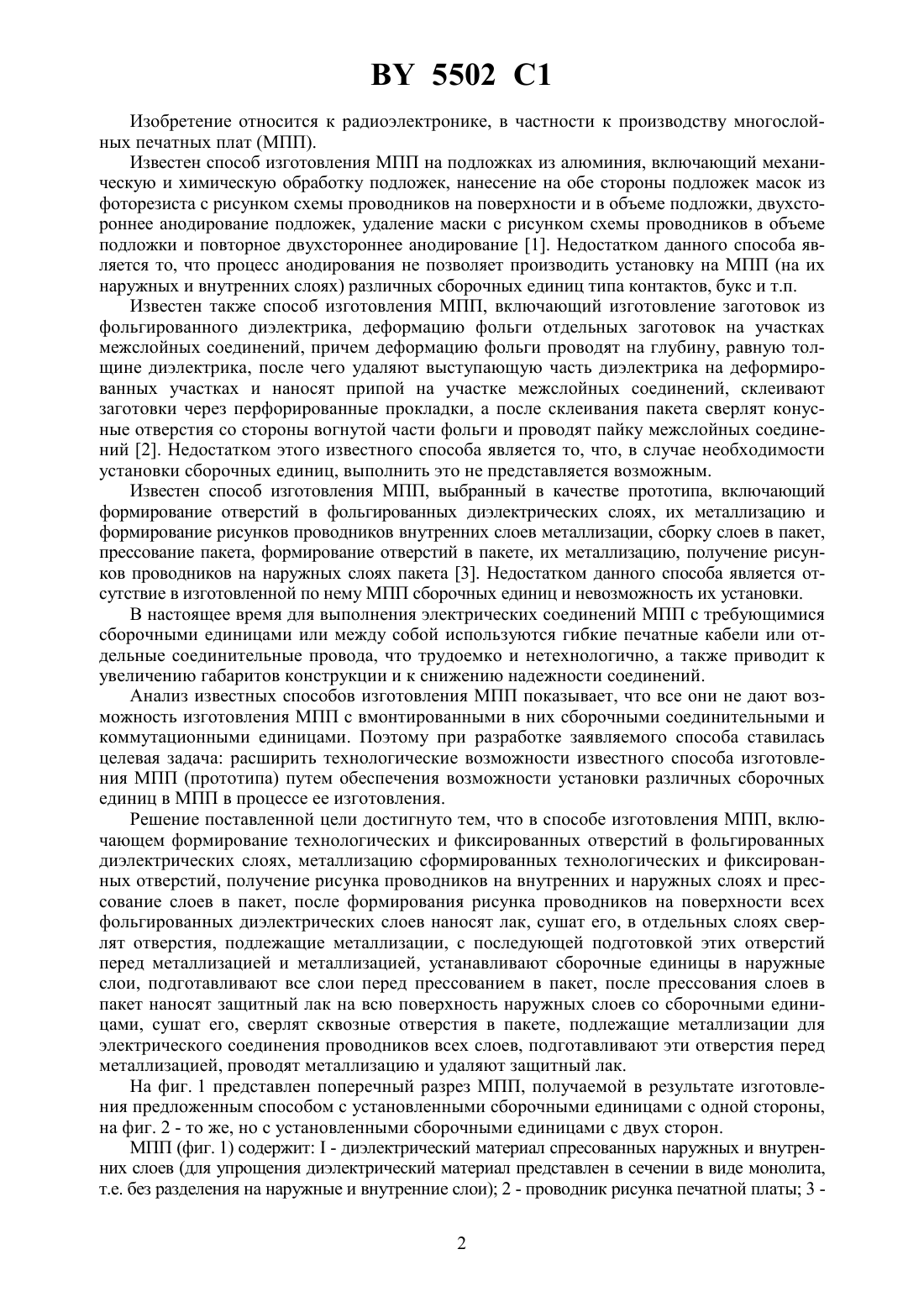
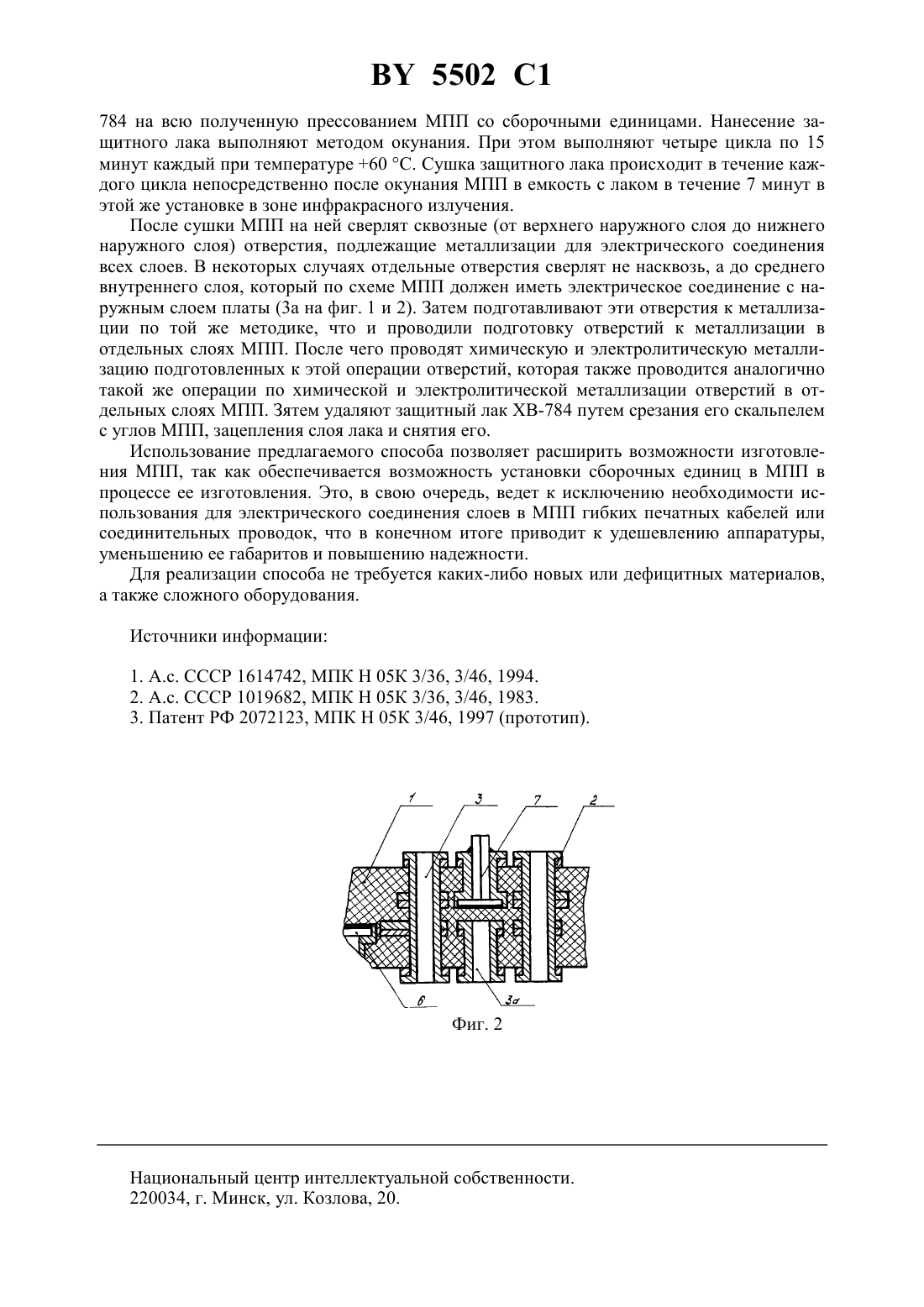
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ(71) Заявитель Республиканское производственное унитарное предприятие Лс(72) Автор Никулин Геннадий Георгиевич(73) Патентообладатель Республиканское производственное унитарное предприятие Лс(57) Способ изготовления многослойной печатной платы, включающий формирование технологических и фиксированных отверстий в фольгированных диэлектрических слоях, металлизацию сформированных технологических и фиксированных отверстий, получение рисунка проводников на внутренних и наружных слоях и прессование слоев в пакет, отличающийся тем, что после формирования рисунка проводников на поверхности всех фольгированных диэлектрических слоев наносят лак, сушат его, в отдельных слоях сверлят отверстия, подлежащие металлизации, с последующими подготовкой этих отверстий перед металлизацией и металлизацией, устанавливают сборочные единицы в наружные слои, подготавливают все слои перед прессованием в пакет, после прессования слоев в пакет наносят защитный лак на всю поверхность наружных слоев со сборочными единицами, сушат его, сверлят сквозные отверстия в пакете, подлежащие металлизации для электрического соединения проводников всех слоев,подготавливают эти отверстия перед металлизацией, проводят металлизацию и удаляют защитный лак. 5502 1 Изобретение относится к радиоэлектронике, в частности к производству многослойных печатных плат (ПП). Известен способ изготовления МПП на подложках из алюминия, включающий механическую и химическую обработку подложек, нанесение на обе стороны подложек масок из фоторезиста с рисунком схемы проводников на поверхности и в объеме подложки, двухстороннее анодирование подложек, удаление маски с рисунком схемы проводников в объеме подложки и повторное двухстороннее анодирование 1. Недостатком данного способа является то, что процесс анодирования не позволяет производить установку на МПП (на их наружных и внутренних слоях) различных сборочных единиц типа контактов, букс и т.п. Известен также способ изготовления МПП, включающий изготовление заготовок из фольгированного диэлектрика, деформацию фольги отдельных заготовок на участках межслойных соединений, причем деформацию фольги проводят на глубину, равную толщине диэлектрика, после чего удаляют выступающую часть диэлектрика на деформированных участках и наносят припой на участке межслойных соединений, склеивают заготовки через перфорированные прокладки, а после склеивания пакета сверлят конусные отверстия со стороны вогнутой части фольги и проводят пайку межслойных соединений 2. Недостатком этого известного способа является то, что, в случае необходимости установки сборочных единиц, выполнить это не представляется возможным. Известен способ изготовления МПП, выбранный в качестве прототипа, включающий формирование отверстий в фольгированных диэлектрических слоях, их металлизацию и формирование рисунков проводников внутренних слоев металлизации, сборку слоев в пакет,прессование пакета, формирование отверстий в пакете, их металлизацию, получение рисунков проводников на наружных слоях пакета 3. Недостатком данного способа является отсутствие в изготовленной по нему МПП сборочных единиц и невозможность их установки. В настоящее время для выполнения электрических соединений МПП с требующимися сборочными единицами или между собой используются гибкие печатные кабели или отдельные соединительные провода, что трудоемко и нетехнологично, а также приводит к увеличению габаритов конструкции и к снижению надежности соединений. Анализ известных способов изготовления МПП показывает, что все они не дают возможность изготовления МПП с вмонтированными в них сборочными соединительными и коммутационными единицами. Поэтому при разработке заявляемого способа ставилась целевая задача расширить технологические возможности известного способа изготовления МПП (прототипа) путем обеспечения возможности установки различных сборочных единиц в МПП в процессе ее изготовления. Решение поставленной цели достигнуто тем, что в способе изготовления МПП, включающем формирование технологических и фиксированных отверстий в фольгированных диэлектрических слоях, металлизацию сформированных технологических и фиксированных отверстий, получение рисунка проводников на внутренних и наружных слоях и прессование слоев в пакет, после формирования рисунка проводников на поверхности всех фольгированных диэлектрических слоев наносят лак, сушат его, в отдельных слоях сверлят отверстия, подлежащие металлизации, с последующей подготовкой этих отверстий перед металлизацией и металлизацией, устанавливают сборочные единицы в наружные слои, подготавливают все слои перед прессованием в пакет, после прессования слоев в пакет наносят защитный лак на всю поверхность наружных слоев со сборочными единицами, сушат его, сверлят сквозные отверстия в пакете, подлежащие металлизации для электрического соединения проводников всех слоев, подготавливают эти отверстия перед металлизацией, проводят металлизацию и удаляют защитный лак. На фиг. 1 представлен поперечный разрез МПП, получаемой в результате изготовления предложенным способом с установленными сборочными единицами с одной стороны,на фиг. 2 - то же, но с установленными сборочными единицами с двух сторон. МПП (фиг. 1) содержит- диэлектрический материал спресованных наружных и внутренних слоев (для упрощения диэлектрический материал представлен в сечении в виде монолита,т.е. без разделения на наружные и внутренние слои) 2 - проводник рисунка печатной платы 3 2 5502 1 сквозные металлизированные отверстия, служащие для электрического соединения проводников всех слоев 3 а - глухое металлизированное отверстие, служащее для электрического соединения проводников внутренних средних слоев с проводниками наружных слоев 4 и 5 сборочные единицы одинаковой конфигурации, вмонтированные в МПП и являющиеся неотъемлемой частью МПП. МПП (фиг. 2) содержит 1, 2, 3, 3 а - то же, что и на фиг. 1 6, 7 - сборочные единицы разной конфигурации, вмонтированные в МПП и являющиеся неотъемлемой частью МПП. В соответствии с задачей, конфигурацией и количеством сборочных единиц на МПП изготавливается соответствующая оснастка для проведения сборки и прессования слоев. Способ осуществляют следующим образом Заготавливают подложки внутренних и наружных слоев МПП и склеивающие прокладки,если таковые требуются для усиления скрепления слоев в монолит. Подложки внутренних и наружных слоев изготавливают из двухсторонне фольгированного стеклотекстолита. Далее заготовленные подложки всех слоев термостабилизируют и подготавливают их поверхности с обеих сторон по типовой технологической схеме зачищают поверхности абразивными щетками на конвейере одновременно с обеих сторон, затем заготовки промывают в холодной проточной воде, визуально проверяют качество зачистки, активируют в растворе для удаления окисной пленки с медной поверхности фольги, промывают проточной водой и сушат. Для формирования рисунков проводников внутренних и наружных слоев на подготовленные поверхности наносят защитную маску из фоторезиста Ф. Методом фотолитографии формируют рисунки схем проводников во всех внутренних и наружных слоях с обеих сторон, проводят травление медной фольги одновременно с обеих сторон, выполняют промывку в проточной воде, удаляют защитную маску из фоторезиста. После удаления фоторезиста наносят бакелитовый лак на заготовки всех слоев методом окунания и сушат лак в течение 30 минут, наносят второй слой бакелитового лака и снова сушат в течение 30 минут на воздухе. Затем заготовки слоев помещают в сушильный шкаф и продолжают сушку в течение одного часа при температуре 75-80 С. После покрытия заготовок слоев лаком сверлят отверстия во внутренних и наружных слоях и подготавливают отверстия к металлизации следующим образом заготовки с отверстиями закрепляют в держателях на конвейере и загружают в гидроабразивную установку в раствор с определенной скоростью качания, затем заготовки промывают в проточной воде и для более качественной отмывки обработанных стенок отверстий заготовки помещают в установку ультразвуковой промывки. Затем проводят химическую и электролитическую металлизацию отверстий во всех слоях МПП. Эту операцию осуществляют на линии ЛАГ (Линия автоматическая гальваническая). Заготовки монтируют на подвески и погружают в ванну обезжиривания, после чего заготовки промывают горячей, а затем холодной водой, декапируют (легкое протравливание) в растворе кислоты, активируют в растворе, промывают, затем обрабатывают в растворе ускорителя и загружают в ванну меднения на подвесках, после чего промывают заготовки слоев в холодной воде. Для гальванического меднения отверстий заготовок слоев их снова декапируют в растворе кислот, промывают в холодной воде, затем загружают в ванну гальванического меднения, где размещены аноды, к которым подводится постоянный электрический ток, сила которого устанавливается в зависимости от суммарной площади металлизируемых отверстий и толщины металлизации. Во время металлизации отверстий заготовки автоматически покачивают в горизонтальной плоскости с заданной частотой. После завершения металлизации отверстий в слоях заготовки переносят в ванну для импульсной (промывка-пауза) промывки и сушат их горячим воздухом. Затем проводят установку сборочных единиц в предусмотренных для этого металлизированных или неметаллизированных отверстиях с последующей запайкой их. Далее прессуют все слои в пакет совместно со сборочными единицами. Затем, по аналогии с подготовкой поверхности заготовок слоев, подготавливают все наружные и внутренние слои перед прессованием. Прессуют слои в пакет совместно со сборочными единицами, а после завершения прессования наносят защитный лак типа ХВ 3 5502 1 784 на всю полученную прессованием МПП со сборочными единицами. Нанесение защитного лака выполняют методом окунания. При этом выполняют четыре цикла по 15 минут каждый при температуре 60 С. Сушка защитного лака происходит в течение каждого цикла непосредственно после окунания МПП в емкость с лаком в течение 7 минут в этой же установке в зоне инфракрасного излучения. После сушки МПП на ней сверлят сквозные (от верхнего наружного слоя до нижнего наружного слоя) отверстия, подлежащие металлизации для электрического соединения всех слоев. В некоторых случаях отдельные отверстия сверлят не насквозь, а до среднего внутреннего слоя, который по схеме МПП должен иметь электрическое соединение с наружным слоем платы (3 а на фиг. 1 и 2). Затем подготавливают эти отверстия к металлизации по той же методике, что и проводили подготовку отверстий к металлизации в отдельных слоях МПП. После чего проводят химическую и электролитическую металлизацию подготовленных к этой операции отверстий, которая также проводится аналогично такой же операции по химической и электролитической металлизации отверстий в отдельных слоях МПП. Зятем удаляют защитный лак В-784 путем срезания его скальпелем с углов МПП, зацепления слоя лака и снятия его. Использование предлагаемого способа позволяет расширить возможности изготовления МПП, так как обеспечивается возможность установки сборочных единиц в МПП в процессе ее изготовления. Это, в свою очередь, ведет к исключению необходимости использования для электрического соединения слоев в МПП гибких печатных кабелей или соединительных проводок, что в конечном итоге приводит к удешевлению аппаратуры,уменьшению ее габаритов и повышению надежности. Для реализации способа не требуется каких-либо новых или дефицитных материалов,а также сложного оборудования. Источники информации 1. А.с. СССР 1614742, МПК Н 05 К 3/36, 3/46, 1994. 2. А.с. СССР 1019682, МПК Н 05 К 3/36, 3/46, 1983. 3. Патент РФ 2072123, МПК Н 05 К 3/46, 1997 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: платы, печатной, способ, изготовления, многослойной
Код ссылки
<a href="https://by.patents.su/4-5502-sposob-izgotovleniya-mnogoslojjnojj-pechatnojj-platy.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления многослойной печатной платы</a>
Способ изготовления печатной платы
Номер патента: 1033
Опубликовано: 14.03.1996
Автор: Скачек Анатолий Васильевич
МПК: H05K 3/28
Метки: способ, платы, печатной, изготовления
Текст:
...резко растет его вязкость, снижаются растеканиеи печатнр-технические свойства, ограничивающее бинарное ступенчатое фортблокнрующее покрытие не образуется, цель изобретения не достигается.П р и м е р . На заготовке 15 фольгированногостеклотекстолитафотот литографией формируют печатную схему, сверлят и металлизируют переходные отверстия, осаждают спой никеля, на никелированных проводниках и основе платы печатью селективно формируют маску из...
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: инструмента, алмазного, изготовления, способ
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления керамических монолитных конденсаторов
Номер патента: 2135
Опубликовано: 30.06.1998
Автор: Ремов Леонид Максимович
МПК: H01G 13/00, H01G 4/12
Метки: монолитных, керамических, изготовления, конденсаторов, способ
Текст:
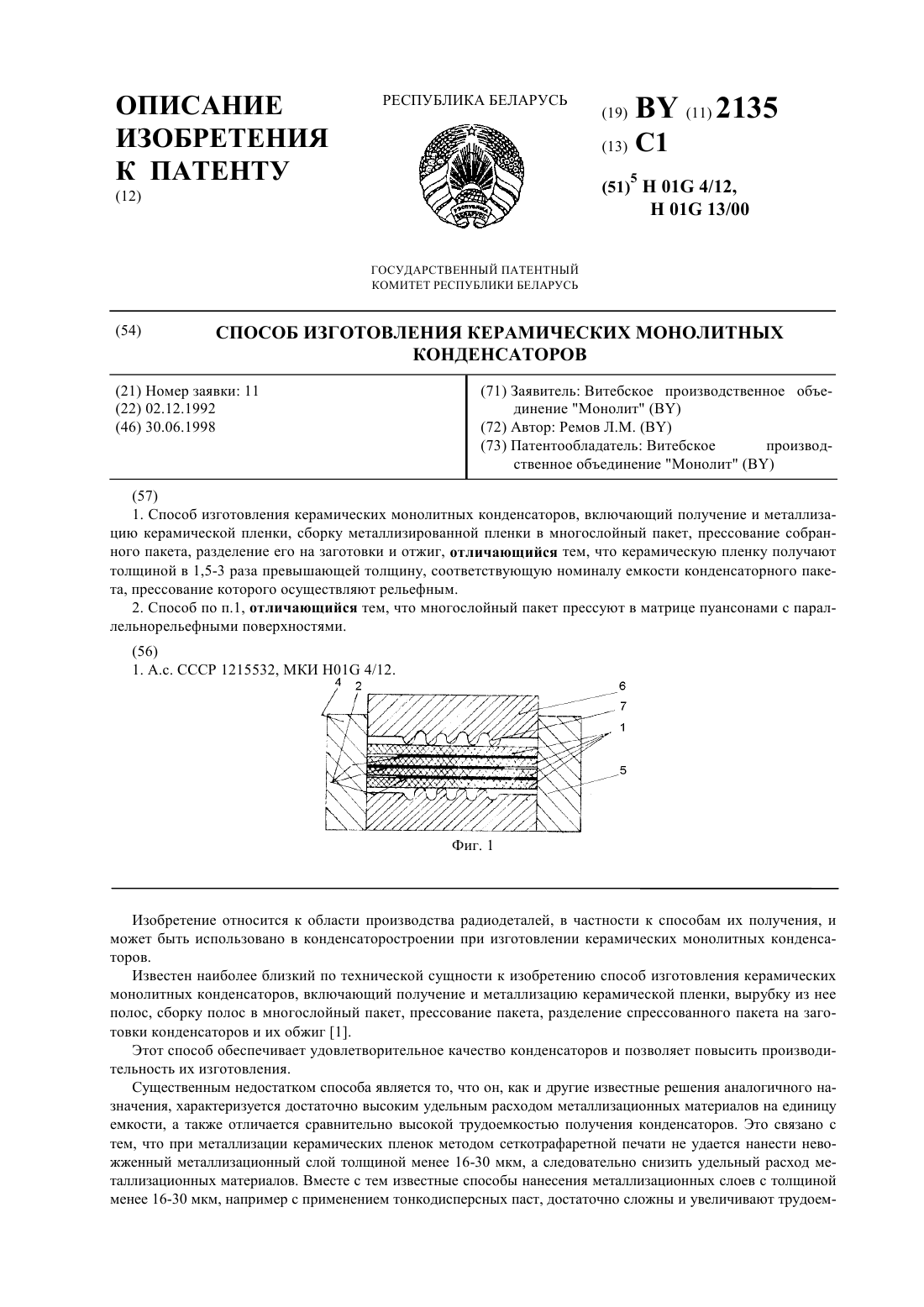
...удельного расхода металлизационных материалов и снижение трудоемкости изготовления конденсаторов достигается в результате того, что при прессовании пакета рельефным происходит растяжение и соответственно уменьшение толщины керамических пленок и металлизационных слоев пакета,что приводит к увеличению активной площади конденсаторов при сохранении их размеров по длине и ширине при некотором увеличении по толщине за счет рельефности пакета....
Способ изготовления металлизации интегральных микросхем
Номер патента: 240
Опубликовано: 30.12.1994
Авторы: Ерема В. В., Лабунов В. А., Захарчук А. С., Сурганов В. Ф., Михайлова Л. Н., Попов Ю. П., Дударчик А. И., Мозалев А. М.
МПК: H01L 21/28
Метки: способ, металлизации, интегральных, изготовления, микросхем
Текст:
...масок из 130 НМ И 160 НМ ПРИ ПОМОЩИ Ф 0 Т 0 ЛИТ 0вспомогательной пленки ВМ и недопус- графин ФОПМИРОБЭЛИ МЗСКУ ИЗ Фоторетимое возрастание непланарности ме ЗИСТЭ На Участках контактных окон и таллизации Нижняя граница диапазона Га 3 хМЧеСК Удаляли ОТКРЫТЫЕ к предотвращает при плотном аноди 10 участки защитной пленки ВН. После ровании сквозное электрохимическое снятия ФОТОРЕЗИСТЭ ПРОБОДИПИ-СКВОЗНОВ прокисление защитной пленки ВМ. При...
Способ изготовления низкопороговых КМДП-интегральных схем
Номер патента: 2335
Опубликовано: 30.09.1998
Авторы: Воронин Сергей Иванович, Костенко Евгений Михайлович, Ершова Надежда Васильевна
МПК: H01L 21/82
Метки: изготовления, кмдп-интегральных, способ, низкопороговых, схем
Текст:
...окислением в сухом ЕС 1 при Т 100 ОС 0создают подзатворный окисел толщиной 400 А. Из графиков, поназанннх на фиг.1 и 2, видно, что при этом пороговые напряжения р-канального транзистора соспэплнт 0,7 В, пнанального транзистора 050 В. Затем наносят полпкремний И с помощью фотолито г графин формируют электродьтзатворов и первый уровень металли зации. Затем формируют межслоиннй диэлектрик и о помощью фотолитографии вскрывают отверстия к...
Предыдущий патент: Способ загрузки носителей металла в плавильно-газификационную зону и установка для его осуществления
Следующий патент: Способ определения влияния внутридуоденальной гипертензии на внутрипротоковую
Случайный патент: Способ селективной разработки пласта полезного ископаемого с двумя породными прослоями двухшнековым комбайном