Способ производства стали для металлокорда
Номер патента: 2652
Опубликовано: 30.03.1999
Авторы: Лейнвебер Евгений Иванович, Фоменко Александр Петрович, Феоктистов Юрий Васильевич, Гуляев Михаил Павлович, Фетисов Василий Павлович
Текст
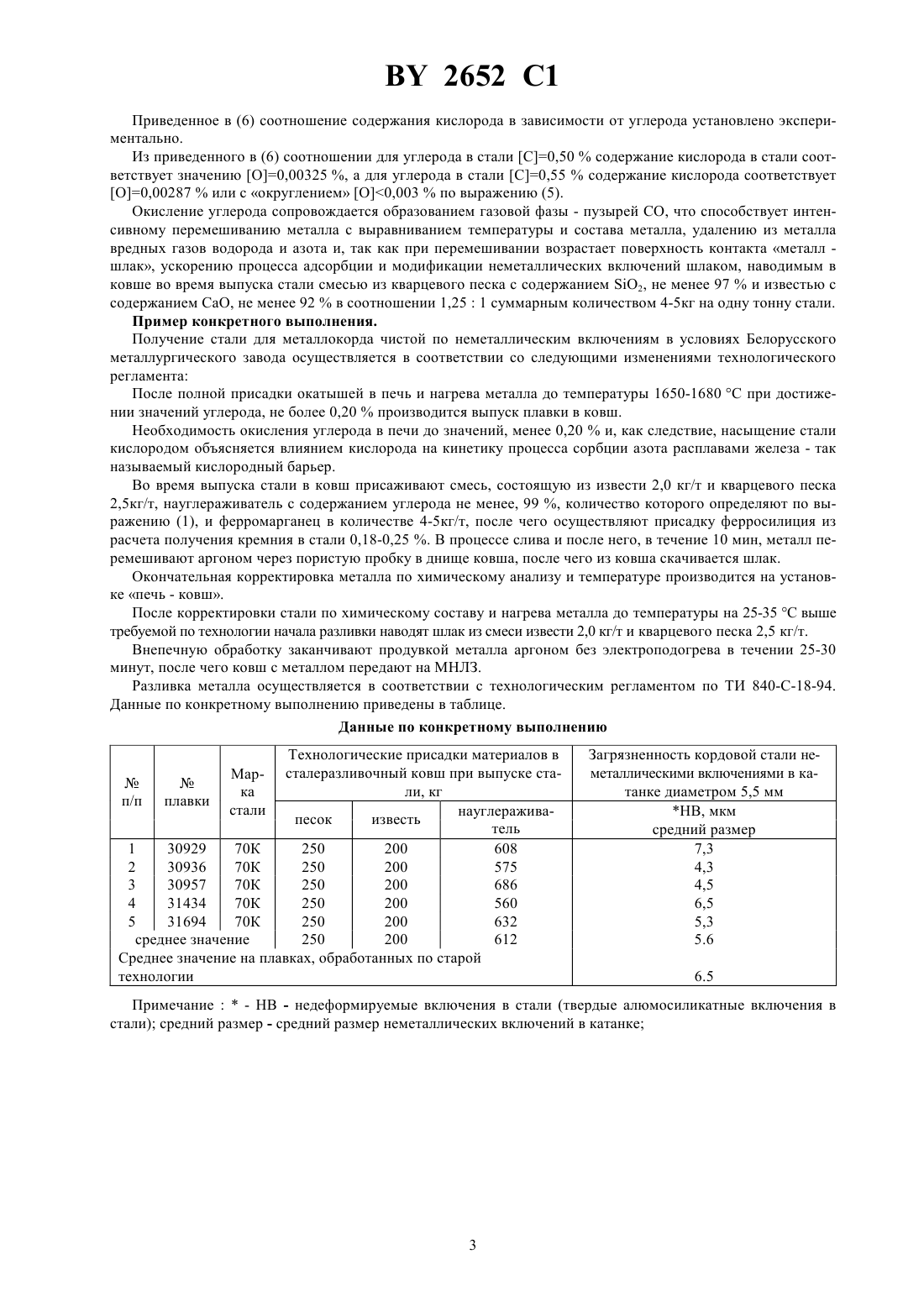
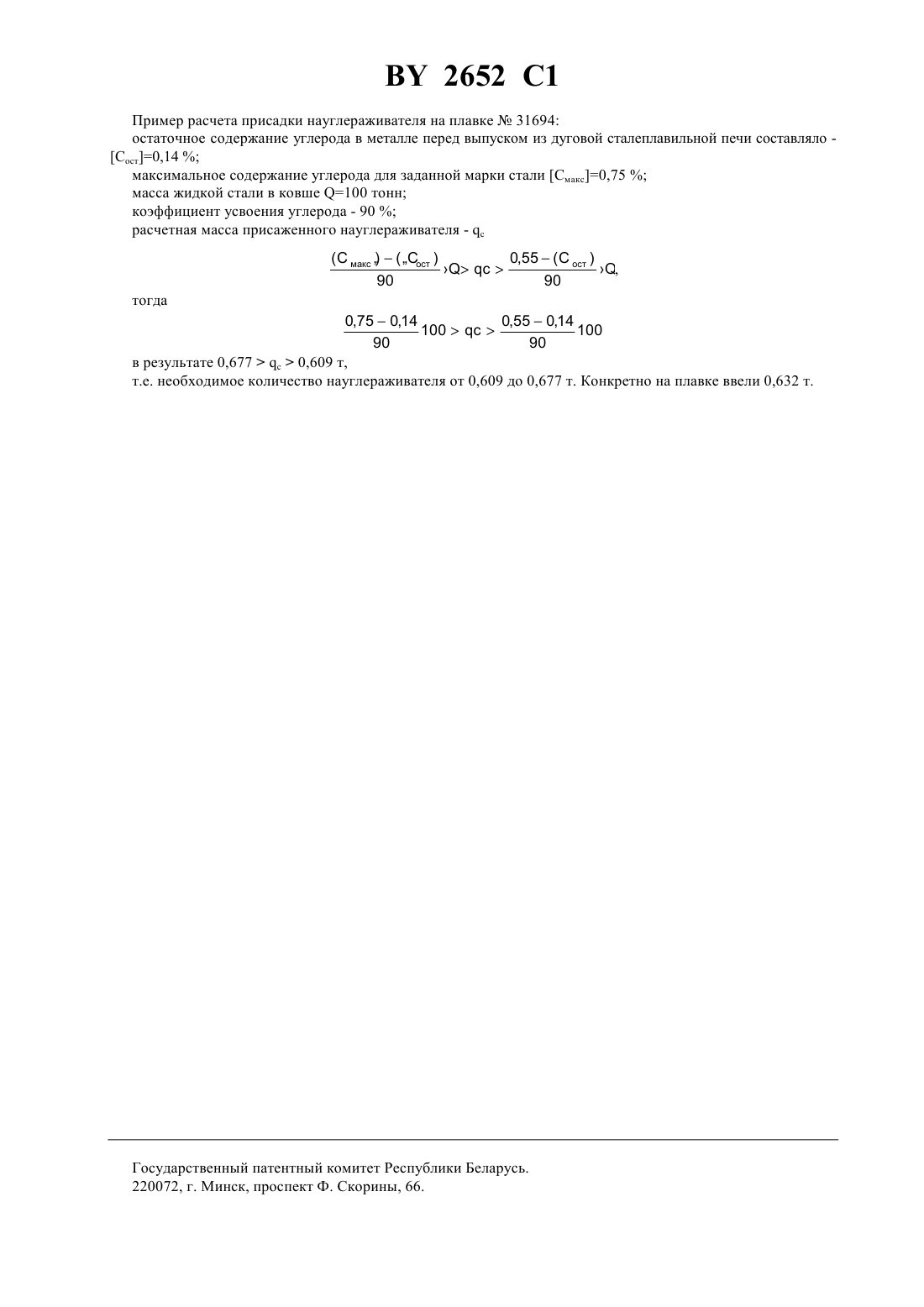
22 33/00 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ МЕТАЛЛОКОРДА(71) Заявитель Белорусский металлургический завод(73) Патентообладатель Белорусский металлургический завод(57) Способ производства стали для металлокорда, включающий выплавку металла, раскисление, внепечную обработку на установке печь-ковш и непрерывную разливку, отличающийся тем, что до начала раскисления ферросилицием при выпуске стали из печи в сталеразливочный ковш присаживают в соотношении 1,251 кварцевый песок с содержанием 2, не менее 97 и известь с содержанием СаО, не менее 92 суммарным количеством 4-5 кг на одну тонну стали, после чего присаживают науглероживатель с содержанием углерода, не менее 99 , количество которого определяют по выражению) 0,55( ост ),90 90 где с - количество науглероживателя,(Смакс) - максимальное содержание углерода для данной марки стали,(Сост) - остаточное содержание углерода перед выпуском стали из печи с учетом углерода, вносимого ферросплавами, - масса жидкой стали в ковше. Изобретение относится к металлургической промышленности и может быть использовано при производстве стали для металлокорда, бортовой проволоки и латунированной проволоки для рукавов высокого давления, стальных канатов. Известен способ производства стали для металлокорда, применяемый на Белорусском металлургическом заводе в г. Жлобине ( Республика Беларусь ) 1, 2. Получение стали для металлокорда осуществляется в соответствии со следующим технологическим регламентом В 100-тонную электродуговую печь на болото загружают 0,5-2,5 т извести, 0,5-1,5 т кокса, 15-20 т металлизованных окатышей. Затем включают печь на 15, 16 ступени напряжения с переходом через 1-2 мин на 22-24 ступень. При отработке 5000-10000 квтч начинают продувку кислородом с расходом 800-1200 м 3/час. Для образования пенистого шлака по ходу плавки присаживают кокс порциями 30-50 кг. По ходу плавления в печь непрерывно присаживают металлизованные окатыши и известь в соотношении 101. Температуру стали по ходу плавления поддерживают в пределах 1580-1600 С изменением скорости присадок окатышей и извести. 2652 1 После полной присадки окатышей металл нагревают до температуры 1650-1680 С. При достижении значений углерода 0,05-0,20 производится выпуск стали в ковш с основной футеровкой. При этом в ковш при выпуске металла присаживают одной порцией науглероживатель из расчета получения 0,20 С, ферросилиций 60-80 кг и ферромарганец - 400-500 кг. Во время выпуска металл продувают аргоном через пористую пробку в днище ковша. Внепечная обработка стали в ковше включает подогрев на установке Печь-ковш и наведение высокоосновного раскисленного шлака. Основность шлака не менее 2,2 обеспечивается присадками по ходу внепечной обработки смеси СаО-2 в соотношении СаО-2 41 и раскислением шлака порошкообразными ферросилицием и графитом. Скорость нагрева стали на установке Печь-ковш 2-4 С/мин. В процессе подогрева производится перемешивание металла аргоном через пористую пробку в днище ковша (150-300 л/мин) и электромагнитным полем. После установки Печь - ковш сталь подвергается дальнейшей обработке вакуумированием. Время вакуумирования на установкесоставляет 15-35 мин. На 3-5 минуте присаживают науглероживатель из расчета получения 0,30-0,40 углерода, на 8-10 минуте - ферросилиций и остальной науглераживатель из расчета получения среднего значения содержания углерода и кремния в стали. При необходимости производят корректировку по марганцу. После достижения заданных значений по химическому составу и температуре ковш с металлом передают на машину непрерывного литья заготовок (МНЛЗ). Сечение разливаемых блюмов 250300 мм. Скорость разливки 0,6-0,7 м/мин. МНЛЗ оборудована устройствами защиты струи металла от вторичного окисления,автоматического поддержания уровня металла в кристаллизаторах и системой электромагнитного перемешивания. Недостатком известного способа является значительная запороченность стали неметаллическими включениями (хрупкими силикатами и включениями типа 23), что является причиной многочисленных обрывов проволоки при микроволочении и свивке, высоких производственных затрат при производстве стали для металлокорда. Большая часть неметаллических включений образуется при вводе ферросплавов в нераскисленную сталь при выпуске из печи. При этом длительная обработка металла в вакууме также способствует переходу неметаллических включений из огнеупоров в металл 3. Технической задачей, решаемой изобретением, является снижение общего количества твердых неметаллических включений и модификации оставшихся включений в безвредные при микроволочении и свивке,снижение производственных затрат при производстве стали для металлокорда и повышении производительности при микроволочении и свивке металлокорда, улучшение качества витых изделий. Решение поставленной задачи обеспечивается тем, что в способе производства стали для металлокорда,включающем выплавку металла, раскисление, внепечную обработку на установке печь-ковш и непрерывную разливку, до начала раскисления ферросилицием при выпуске стали из печи в сталеразливочный ковш присаживают в соотношении 1,251 кварцевый песок с содержанием 2, не менее 97 и известь с содержанием СаО,не менее 92 суммарным количеством 4-5 кг на одну тонну стали, после чего присаживают науглераживатель с содержанием углерода, не менее 99 , количество которого определяют по выражению) 0,55( ост ),(1) 90 90 где- количество науглераживателя (тонн),(Сост) - остаточное содержание углерода в металле перед выпуском стали из печи с учетом углерода, вносимого ферросплавами ,(Смакс) - максимальное содержание углерода для заданной марки стали , - масса жидкой стали в ковше (тонн). Физическая природа предлагаемого способа снижения загрязненности стали неметаллическими включениями основывается на химическом сродстве углерода и кремния к кислороду, которое у углерода при температуре выпуска стали из печи (1650-1680 С) выше, чем у кремния. Раскисление углеродом происходит по необратимой реакции СОСО.(2) Продукт раскисления СО газообразный удаляется из металла. Раскисление содержащимися в ферросилиции кремнием и алюминием происходит с образованием твердых оксидов кремния и алюминия по реакции 20(2),(3) 23(23),(4) Экспериментально установлено максимальное содержание кислорода в стали, при котором начало присадки ферросилиция не приводит к образованию в стали неметаллических включений О 0,003 . Содержание кислорода в стали перед началом присадки ферросплавов в зависимости от содержания углерода определяется по выражению О,13,2 х 10-4 х С-1,3. 2 2652 1 Приведенное в (6) соотношение содержания кислорода в зависимости от углерода установлено экспериментально. Из приведенного в (6) соотношении для углерода в стали С 0,50 содержание кислорода в стали соответствует значению О 0,00325 , а для углерода в стали С 0,55 содержание кислорода соответствует О 0,00287 или с округлением О 0,003 по выражению (5). Окисление углерода сопровождается образованием газовой фазы - пузырей СО, что способствует интенсивному перемешиванию металла с выравниванием температуры и состава металла, удалению из металла вредных газов водорода и азота и, так как при перемешивании возрастает поверхность контакта металл шлак, ускорению процесса адсорбции и модификации неметаллических включений шлаком, наводимым в ковше во время выпуска стали смесью из кварцевого песка с содержанием 2, не менее 97 и известью с содержанием СаО, не менее 92 в соотношении 1,251 суммарным количеством 4-5 кг на одну тонну стали. Пример конкретного выполнения. Получение стали для металлокорда чистой по неметаллическим включениям в условиях Белорусского металлургического завода осуществляется в соответствии со следующими изменениями технологического регламента После полной присадки окатышей в печь и нагрева металла до температуры 1650-1680 С при достижении значений углерода, не более 0,20 производится выпуск плавки в ковш. Необходимость окисления углерода в печи до значений, менее 0,20 и, как следствие, насыщение стали кислородом объясняется влиянием кислорода на кинетику процесса сорбции азота расплавами железа - так называемый кислородный барьер. Во время выпуска стали в ковш присаживают смесь, состоящую из извести 2,0 кг/т и кварцевого песка 2,5 кг/т, науглераживатель с содержанием углерода не менее, 99 , количество которого определяют по выражению (1), и ферромарганец в количестве 4-5 кг/т, после чего осуществляют присадку ферросилиция из расчета получения кремния в стали 0,18-0,25 . В процессе слива и после него, в течение 10 мин, металл перемешивают аргоном через пористую пробку в днище ковша, после чего из ковша скачивается шлак. Окончательная корректировка металла по химическому анализу и температуре производится на установке печь - ковш. После корректировки стали по химическому составу и нагрева металла до температуры на 25-35 С выше требуемой по технологии начала разливки наводят шлак из смеси извести 2,0 кг/т и кварцевого песка 2,5 кг/т. Внепечную обработку заканчивают продувкой металла аргоном без электроподогрева в течении 25-30 минут, после чего ковш с металлом передают на МНЛЗ. Разливка металла осуществляется в соответствии с технологическим регламентом по ТИ 840-С-18-94. Данные по конкретному выполнению приведены в таблице. Данные по конкретному выполнению Технологические присадки материалов в сталеразливочный ковш при выпуске ста ли, кг п/п плавки науглераживапесок известь тель 1 30929 70 К 250 200 608 2 30936 70 К 250 200 575 3 30957 70 К 250 200 686 4 31434 70 К 250 200 560 5 31694 70 К 250 200 632 среднее значение 250 200 612 Среднее значение на плавках, обработанных по старой технологии Марка стали Загрязненность кордовой стали неметаллическими включениями в катанке диаметром 5,5 мм НВ, мкм средний размер 7,3 4,3 4,5 6,5 5,3 5.6 6.5 Примечание- НВ - недеформируемые включения в стали (твердые алюмосиликатные включения в стали) средний размер - средний размер неметаллических включений в катанке 2652 1 Пример расчета присадки науглераживателя на плавке 31694 остаточное содержание углерода в металле перед выпуском из дуговой сталеплавильной печи составляло Сост 0,14 максимальное содержание углерода для заданной марки стали Смакс 0,75 масса жидкой стали в ковше 100 тонн коэффициент усвоения углерода - 90 расчетная масса присаженного науглераживателя - с 0,750,14 0,550,14 100100 90 90 в результате 0,677 с 0,609 т,т.е. необходимое количество науглераживателя от 0,609 до 0,677 т. Конкретно на плавке ввели 0,632 т. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C21C 7/00, C22C 33/00
Метки: стали, способ, металлокорда, производства
Код ссылки
<a href="https://by.patents.su/4-2652-sposob-proizvodstva-stali-dlya-metallokorda.html" rel="bookmark" title="База патентов Беларуси">Способ производства стали для металлокорда</a>
Способ производства проволоки для металлокорда и волочильный стан для обработки передельной заготовки для производства металлокорда
Номер патента: 1388
Опубликовано: 16.09.1996
Авторы: Березуев А. И., Бирюков Б. А., Редреев Л. И., Абросимов В. П., Алексеев Ю. Г., Фетисов В. П., Пикулин В. А.
Метки: обработки, заготовки, передельной, волочильный, металлокорда, производства, способ, стан, проволоки
Текст:
...СТЗЛИ, ОСПУСЛОВДиаметр Прирост удельного объема проволо катанки диам.5,5 мм, холодиодеформированнои ки мм п-оволоки3. ленное повышением плотности дефектов кристаллической решетки. Дальнейшее увеличение обжатия до 91,5 сопровождается резким приростом удельного объема с 0,4 до 1,2, что свидетельствует об интенсивном зарождении микротрещин. С учетом возможной неоднородности микроструктуры катанки, обусловленной ликвацией химических...
Способ производства высококачественной стали в дуговой печи
Номер патента: 1155
Опубликовано: 14.06.1996
Авторы: Тимошпольский Владимир Исаакович, Дорофеев Генрих Алексеевич, Падерин Сергей Николаевич, Корченов Юрий Иванович, Афанасиади Афанасий Григорьевич, Стеблов Анвер Борисович, Мазуров Евгений Федорович, Цейтлин Марк Аронович, Феоктистов Юрий Васильевич
МПК: C21C 5/52
Метки: производства, способ, стали, высококачественной, дуговой, печи
Текст:
...основан на комплексном использовании факторов, снижающих время полного расплавления первой части металлической шихты, заваливаемой на болото, ускорении протекания, рафинирующих процессов и всей плавки, повышении воспроизводимости показателей энерго-метадхлурптческих результатов за счет управления процессами окисления, нагрева и плавления шихты.Завалка композиционного шихтовою материала в виде брикетов из сплавленных чугуна и...
Катанка для металлокорда
Номер патента: 951
Опубликовано: 15.12.1995
Авторы: Парусов Владимир Васильевич, Феоктистов Юрий Васильевич, Бирюков Борис Александрович, Ненашев Александр Владимирович, Дышлевич Виктор Федорович, Панасенко Валерий Станиславович, Родионов Виктор Николаевич, Фетисов Василий Павлович
МПК: C21D 9/52
Метки: катанка, металлокорда
Текст:
...глобулярной формы (видимый обезуглероженный слой) глубиной 2,12,7 от диаметра катании. Нижний интервал видимого обезуглероженного слоя (ВОС) структуры 0,1) определен исходя- из динамики изменения ВОС микроструктуры катанки при грубом волочении, описываемой эмпирическим выражениемЕ (ап- 2 нЕ - 0,031), шок, где ЬОСи НОС- глубина видимого обе зуглероженного слоя микроструктуры на проволоке и катанке, 4 и Вк- диаметр проволоки и катал-Пси-...
Способ непрерывной плавки стали
Номер патента: 713
Опубликовано: 30.06.1995
Авторы: Кристиан Якемар, Луциан Похмарски, Ханс-Юрген Лангхаммер, Людвиг фон Богданди, Герхард Миттер, Отто Келлер
МПК: C21B 13/00, C21C 5/28
Метки: непрерывной, стали, плавки, способ
Текст:
...Целесообразно вводить в расплав при выпуске его в разливочиый ковш вступающие в экзотермические реакции добавки такие, как, например,51, А 1 или Экзотермические реагирующие сплавы. Благодаря контролю щлакового режима в соответствии с настоящим изобретением и образованию шлака вышеуказанного состава становится возможным ввести процесс с образованием большого количества шлака при использовании разливочных ковшей технически разумных размеров,...
Чугун для быстроизнашиваемых деталей и способ производства литых заготовок для них
Номер патента: 1382
Опубликовано: 16.09.1996
Авторы: Комаров Олег Сидорович, Барановский Константин Эдуардович, Сусина Оксана Анатольевна, Урбанович Наталья Ивановна, Макаева Галина Григорьевна
МПК: C21C 1/00, C22C 37/10
Метки: заготовок, них, литых, деталей, чугун, быстроизнашиваемых, производства, способ
Текст:
...характеристики, а затем в повышении этих характеристик за счет применения комгшекса внепечной обработки расплава и термической обработки деталей до уровня характерного для закаленных высокоуглеродистых сталей.Поставленная задача решалась тем, что согласно настоящему способу производства литых заготовок для быстроизнашиваемых деталей, включающий выплавку чугуна в электрической печи, модифицирование расгшава силикокальцием при выпуске в...
Предыдущий патент: Повязка-электрод
Следующий патент: Устройство для образования уширения в скважине
Случайный патент: Бесфреоновый поточный охладитель молока при доении коров на пастбищах