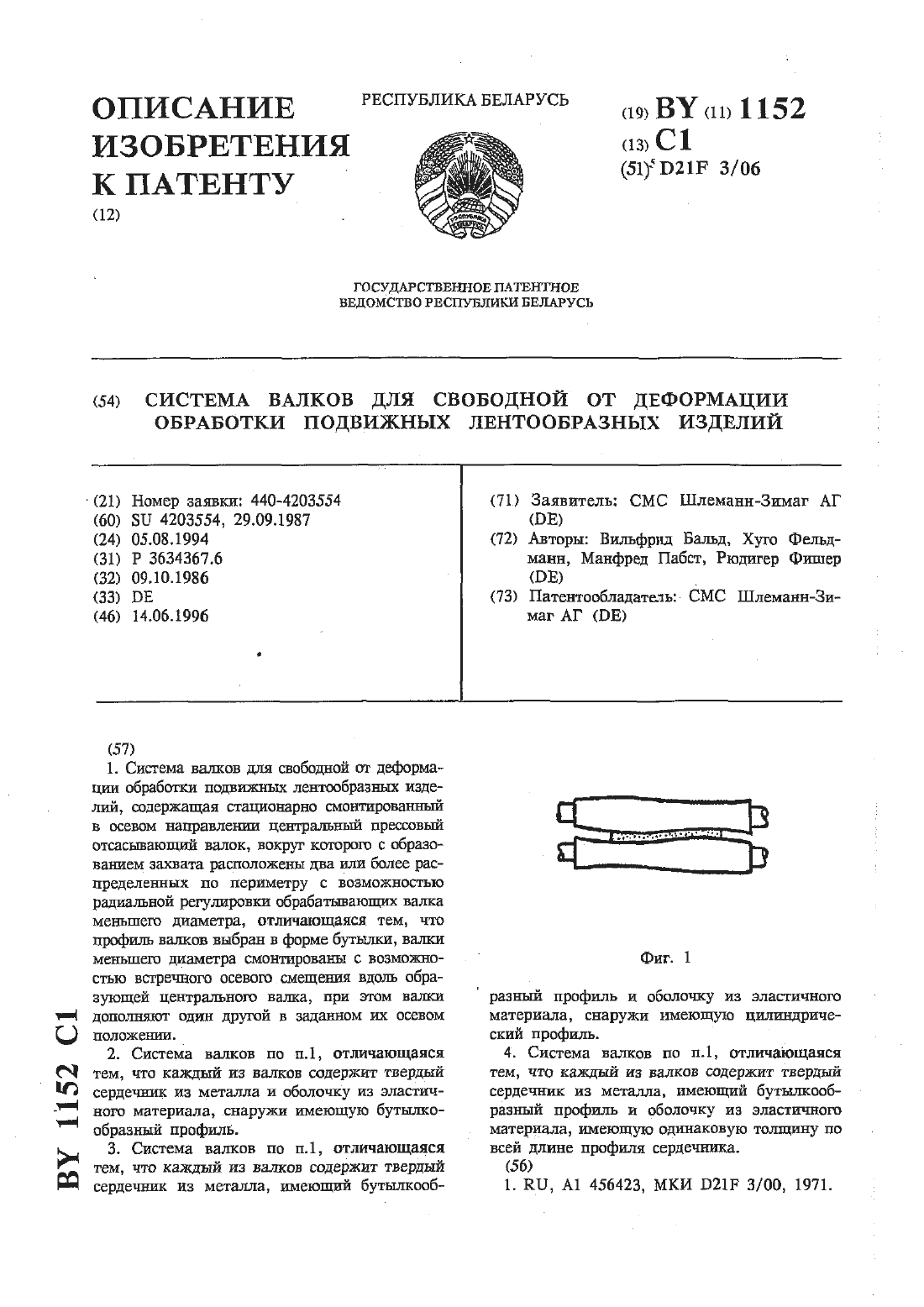
Система валков для свободной от деформации обработки подвижных лентообразных изделий
Номер патента: 1152
Опубликовано: 14.06.1996
Авторы: Рюдигер Фишер, Вильфрид Бальд, Хуго Фельдманн, Манфрид Пабст
Текст
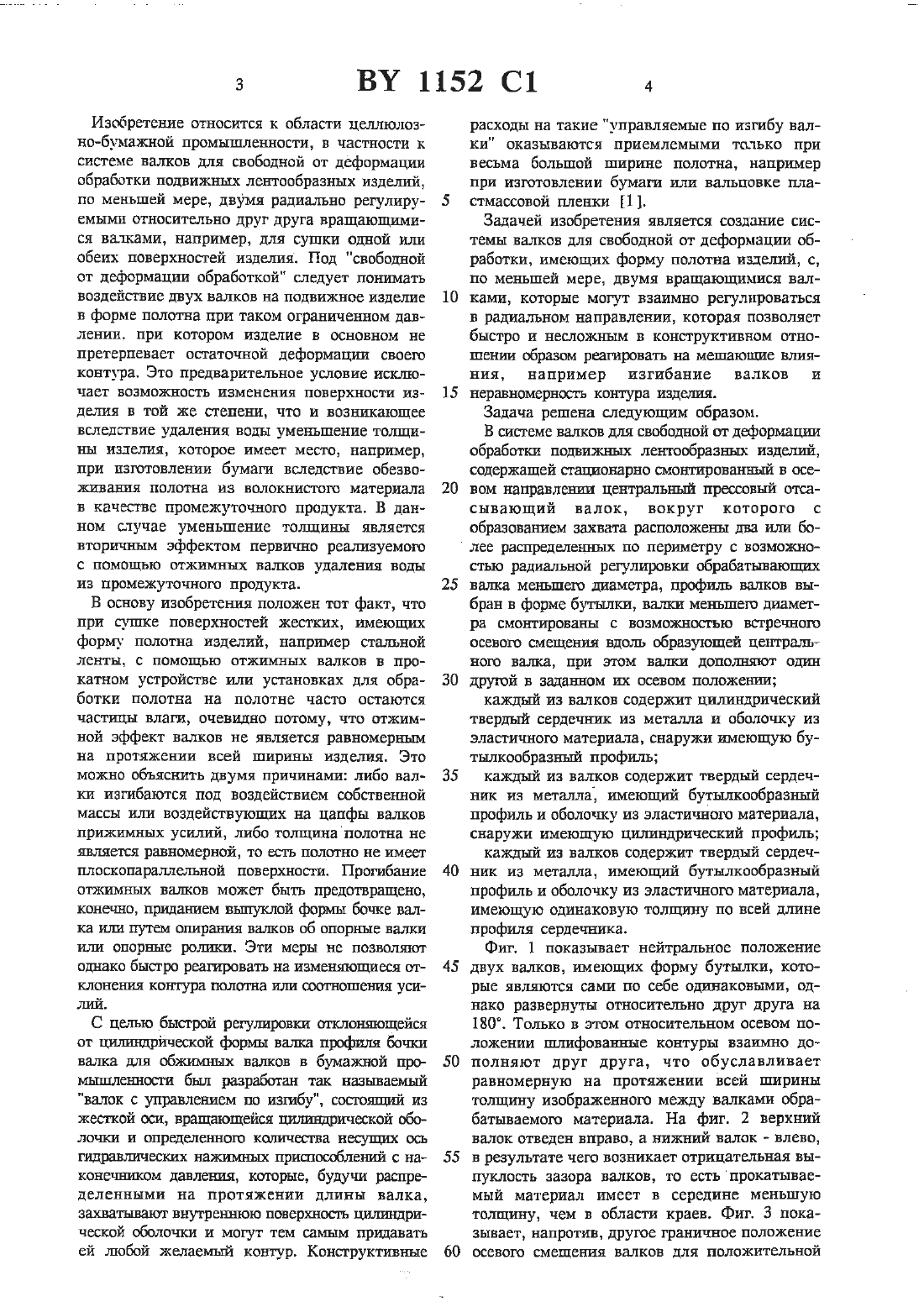
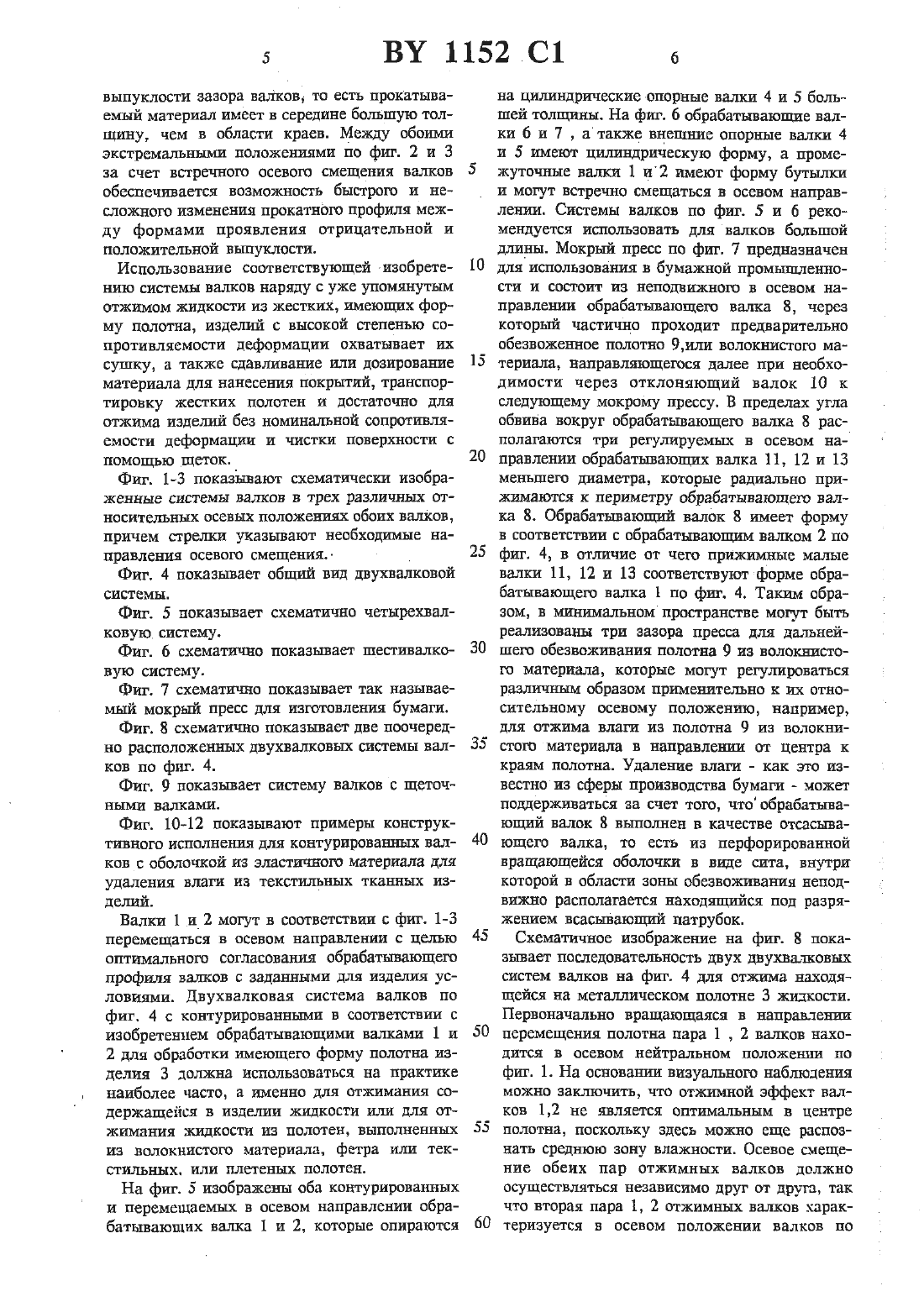
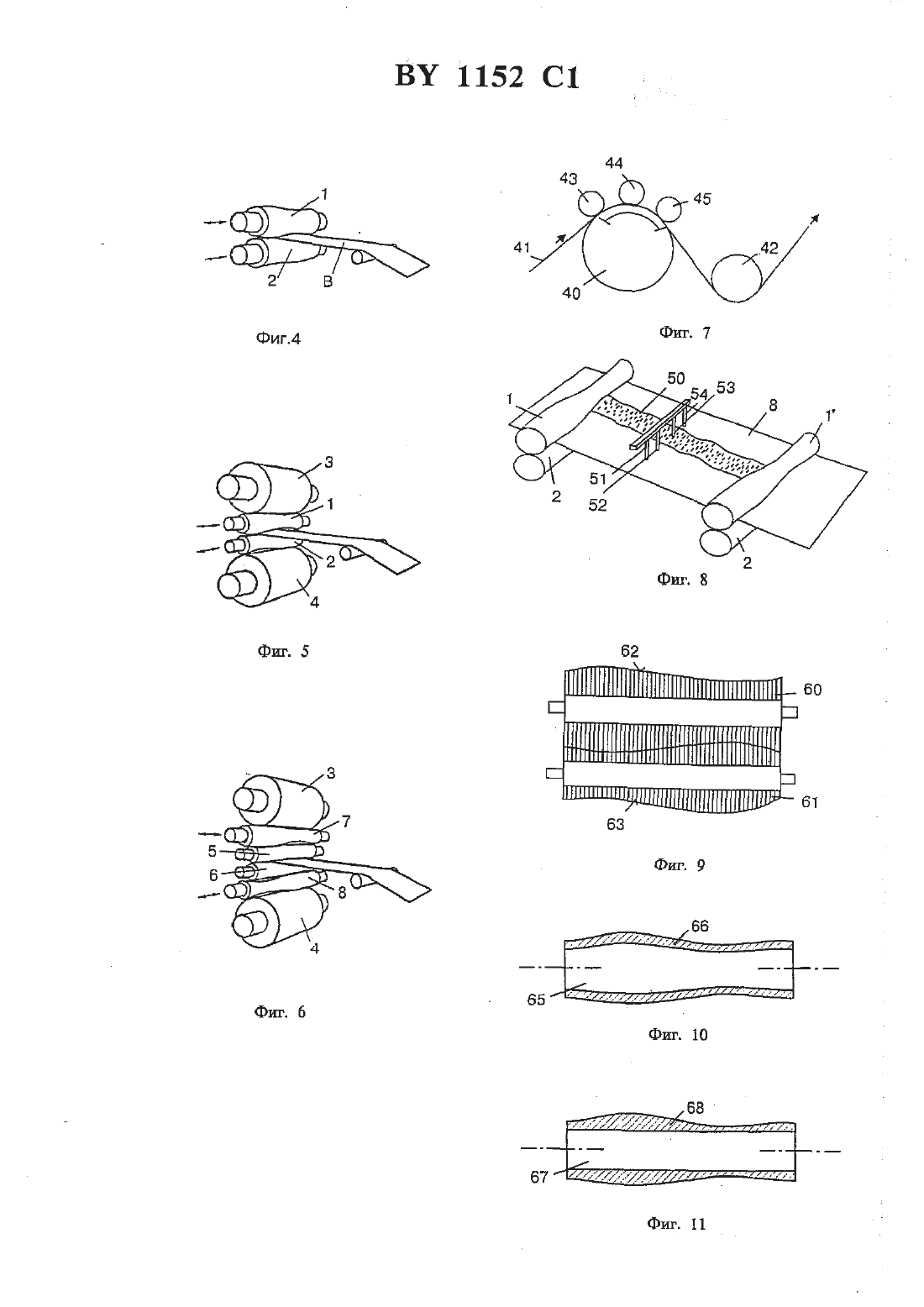
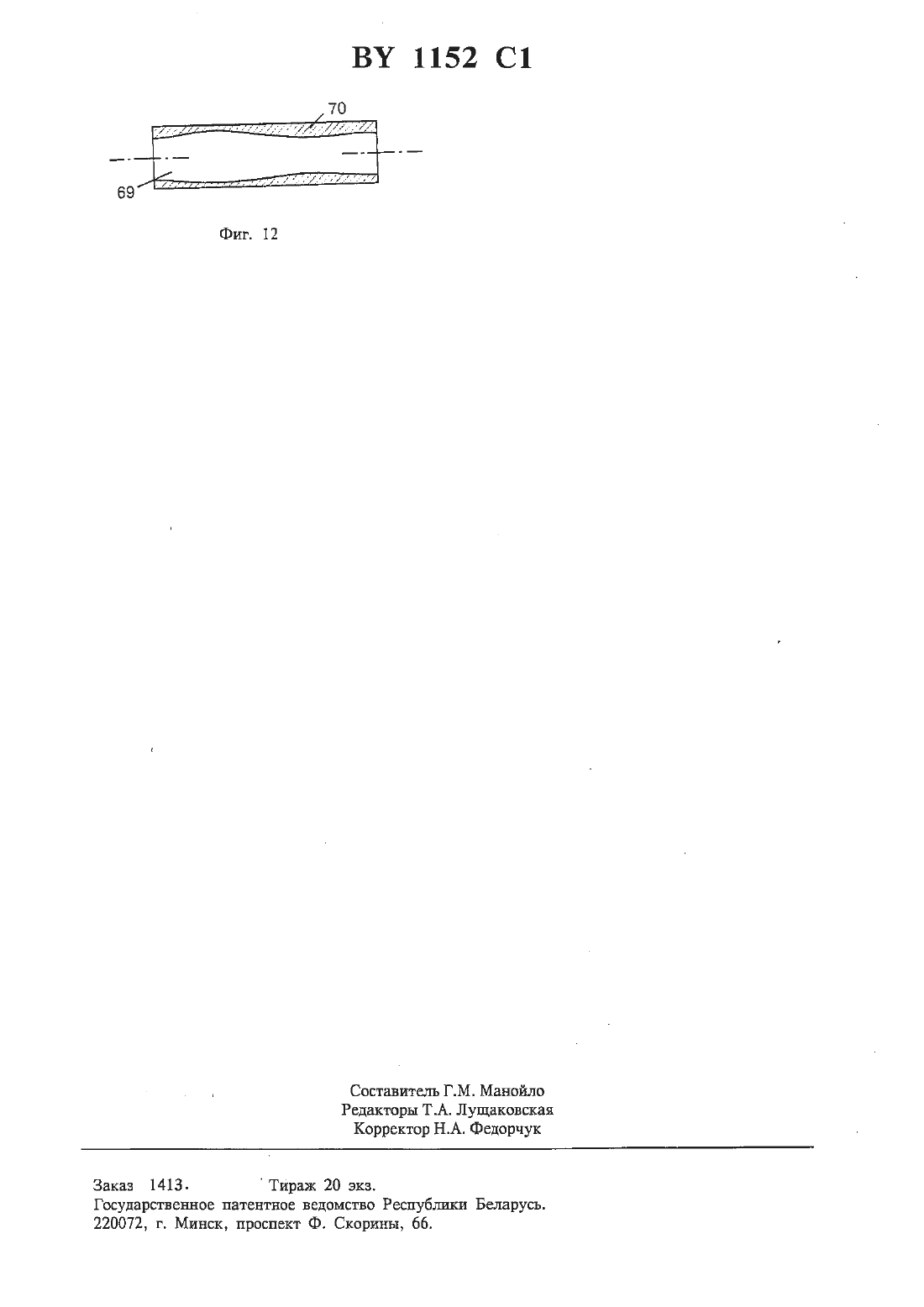
Изобретение относится к области цедтлюдтозно-бумажной промышленности, в частности к системе валков для свободной от деформации обработки подвижных лентообразных изделий,по меньшей мере, двумя радиально регулируемыми относительно друг друга вращающимися палками, например, для сушки одной или обеих поверхностей изделия. Под свободной от деформации обработкой следует понимать воздействие двух валков на подвижное изделие в форме полотна при таком ограниченном давлении. при котором изделие в основном не претерпевает остаточной деформации своего контура. Это предварительное условие исключает возможность изменения поверхности изделия в той же степени, что и возникающее вследствие удаления воды уменьшение толщины изделия, которое имеет место, например,при изготовлении бумаги вследствие обезвоживания полотна из волокнистого материала в качестве промежуточного продукта. В данном случае уменьшение толщины является вторичным эффектом первично реализуемого с помощью отжимных валков удаления воды из промежуточного продукта.В основу изобретения положен тот факт, что при сушке поверхностей жестких, имеющих форму полотна изделий, например стальной ленты, с помощью отжимных валков в прокатном устройстве или установках для обработки полотна на полотне часто остаются частицы влаги, очевидно потому, что отжимной эффект валков не является равномерным на протяжении всей ширины изделия. Это можно объяснить двумя причинами либо валки изгибаются под воздействием собственной массы или воздействующих на цапфы валков прижимных усилий, либо толщинаполотна не является равномерной, то есть полотно не имеет плоскопараллельной поверхности. Прогибание отжимных валков может быть предотвращено,конечно, приданием вьпгуклой формы бочке валка или путем огшрания валков об опоршяе валки или опорные ролики. Эти меры не позволяют однако быстро реагировать на изменяющиеся отклонения контура полотна или соотношения усилий.С целью быстрой регулировки огклоняющейся от цшгиндрической формы валка профиля бочки валка для обжшшых валков в бумажной промышленности был разработан так называвший валок с управлением по изгибу, состоящими из жесткой оси, вращающейся Цшггпргрической оболочки и определенного колшчесгва ВБСУППШ ось пигравэшчесгсих нажшинзьгх приспособит-инж с наконечшпсом давлеъпгя, которые, будучи распределенными на протяжении длины валка,захватывают внутреннюю поверхность цилиндрической оболочки и могут тем самым придавать ей тобой желаемый контур. Конструктивныерасходы на такие управляемые по изгибу валки оказываются приемлемыми только при весьма большой ширине полотна, например при изготовлении бумаги или вальповке пластмассовой пленки 1.Задачей изобретения является создание системы валков для свободной от деформации обработки, имеющих форму полотна изцешгй, с,по меньшей мере, двумя вращающимися валками, КОТОрЫВ МОГУТ ВЗНИМНО регулироваться в радиальном направлении, которая позволяет быстро и несложным в конструктивном отношенгии образом реагировать на мешаюнше влияНИЯ, например изгибание БЕЛКОВ И неравномерность контура изделия.Задача решена следующим образом.В системе валков для свободной от деформацгш обработки подвижных лентообразных изделий,содержащей стационарно смонтированный в осевом направлении централышй прессовый отсасывающий валок, вокруг которого с образованием захвата расположены два или более РНСПРЕДЕЛВННЗЫХ ПО периметру С ВОЗМОЖНОстью радиальной регулировки обрабатывающих вашса меньшего диаметра, профиль валков выбран в форме бутылки, валки меньшего диаметра смонтированы с возможностью встречного осевого смещения вдоль образующей Центральною валка, при этом валки дополняют один другой в заданном их осевом положениикаждый из валков содержит цилиндрический твердый сердечник из металла и оболочку из эластичного материала, снаружи имеющую бутылкообразный профилькаждый из валков содержит твердый сердечник из металша, имеющий бутылкообразный профиль и оболочку из эластичного материала,снаружи имеющую цилиндрический профилькаждый из валков содержит твердый сердечник из металла, имеющий бутылкообразный профиль и оболочку из эластичного материала,имеющую ОДИНЗКОВУЮ ТОЛЩИНУ ПО ВСЕЙ длине профиля сердечника.Фиг. 1 показывает нейтральное положение двух валков, имеющих форму бутылки, которые ЯВЛЯЮТСЯ СЕМИ ПО себе ОДИНЗКОВЫМИ, ОдНаКО развернуты ОТНОСИТЕЛЬНО ДРУГ ДРУГЕ На 180. Только в этом относительном осевом положении шлифованные контуры взаимно дополняют дРУг друга, что обуславливает равномерную на протяжении всей ширины толщину изображенного между палками обрабатываемого материала. На фиг. 2 верхний ВЗЛОК ОТБСДЕН БПРЭВО, а НИЖНИЙ ВЗЛОК ВЛеВО,в результате чего возникает отрицательная выпуклость зазора валков, то есть прокатываеМЫЙ материал имеет В середине меньшую толщину, чем в области краев. Фит. 3 показывает, НаПрОТИВ, другое граничное ПОЛОЖЕНИЕ осевого смещения валков для положительнойВЫПУКЛОСТИ 3330133 БЕЛКОВ ТО ЕСТЬ ПРОКЗТЫВНемый материал имеет в середине большую толщину, чем в области краев. Между обоими экстремальными положениями по фиг. 2 и 3 за счет встречного осевого смещения валков обеспечивается возможность быстрого и несложного изменения прокатного профиля между формами проявления отрицательной и положительной выпуклости.Использование Соответствующей изобретению системы валков наряду с уже упомянутым отжимом жидкости из жестких, имеющих форму полотна, изделий с высокой степенью сопротивляемости деформации охватывает их сушку, а также сдавливание или дозирование материала для нанесения покрытий, транспорТИрОЕКу ЖЕСТКИХ ПОЛОТЕН И ДОСТЗТОЧНО ДЛЯ отжима изделий без НОМИНШШНОЙ сопротивляемости деформации и чистки поверхности с помощью щеток.Фиг. -3 показывают схематически изображенные системы валков в трех различных относительных осевых положениях обоих валков,причем стрелки указывают необходимые направления осевого СМЕЩЕНИЕ.Фиг. 4 показывает общий вид двухвалковой системы.Фиг. 6 схематично показывает шестивалковую систему.Фиг. 7 схематично показывает так называемый мокрьпй пресс для изготовления бумаги.Фиг. 8 схематично показывает две поочередно расположенных двухвалковых системы валков по фиг. 4.Фиг. 9 показывает систему валков с Щеточными взятками.Фиг. 10-12 показывают примеры конструкТЕЕВНОГО ИСПОЛНЕНИЯ ДЛЯ КОНТУРИРОВЗШ-ЬШ ВЗЛков с оболочкой из эластичного материала для удаления влаги из текстильных тканных изделий.Валки 1 и 2 могут в соответствии с фиг. 1-3 ПеремеЩаТЬСЯ В ОСВБОМ НаПраВЛЕНИИ С ЦЕЛЬЮ оптимального согласования обрабатывающего профиля валков с заданными для изделия условнями. Двухвалковая система валков по фиг. 4 с контурированными в соответствии с изобретением обрабатывающими палками 1 и 2 для обработки имеющего форму полотна изделия 3 должна использоваться на практике наиболее часто, а именно для отжимания содержащейся в изделии жидкости или для отжимания жидкости из полотен, выполненных из волокнистого материала, фетра или текСТИЛЬНЫХ. ИЛИ ПЛТСНЫХ ПОЛОТЕН.На фиг. 5 изображены оба контурированных и перемещаемых в осевом направлении обрабатываюших валка 1 и 2, которые опираютсяна цилиндрические опорные валки 4 и 5 большей толщины. На фиг. б обрабатывающие валки 6 и 7 , а также внешние опорные валки 4 и 5 имеют цилиндрическую форму, а промежуточные валки 1 и 2 имеют форму бутылки и могут встречно смещаться в осевом направлешш. Системы валков по фиг. 5 и 6 рекомендуется использовать для валков большой длины. Мокрый пресс по фиг. 7 предназначен для использования в бумажной промышленности и состоит из неподвижного в осевом направлении обрабатывающего валка 8, через которьпй частично проходит предварительно обезвоженное полотно 9,или волокнистого материала, направляющегося далее при необходимости через отклоняющий валок 10 к следующему мокрому прессу. В пределах угла обвива вокруг обрабатывающего валка 8 располагаются три регулируемых в осевом направлении обрабатывающих валка 11, 12 и 13 меньшего диаметра, которые радиально прижимаются к периметру обрабатывающего валка 8. Обрабатывающий валок 8 имеет форму в соответствии с обрабатывающим валком 2 по фиг. 4, в отличие от чего прижимные малые валки 11, 12 и 13 соответствуют-форме обрабатывающего вагпса 1 по фиг. 4. Таким образом, в минимальномпространстве могут быть реализованы три зазора пресса для дальнейшего обезвоживания полотна 9 из волокнистого материала, которые могут регулироваться различным образом применительно к их относительному осевому положению, например,для отжима влаги из полотна 9 из волокнистого материала в направлении от центра к краям полотна. Удаление влаги - как это известно из сферы производства бумаги - может поддерживаться за счет того, что обрабатывающий валок 8 выполнен в качестве отсасывающего валка, то есть из перфорированной вращающейся оболочки в виде сита, внутри которой в области зоны обезвоживания неподвижно располагается находящийся под разряжением всасывающий патрубок.Схематичное изображение на фиг. 8 показывает ПОСЛСДОБЗТЫЬНОСТЬ двух двуквалковых систем валков на фиг. 4 для отжима находящейся на металлическом полотне 3 липкости. Первоначально вращающаяся в направлении перемещения полотна пара 1 2 валков нахоЦИТСЯ В ОСВВОМ НБЙТРШТЬНОМ ПОЛОЖЕНИИ ПО фиг. 1. На основании визуального наблюдения можно заключить, что отжимной эффект валков 1,2 не является оптимальным в центре полотна, поскольку здесь можно еще распознать среднюю зону влажности. Осевое шенгение обеих пар отжимных валков должно осуществляться независимо друг от друга, так что вторая пара 1, 2 отжимных валков харакТСрИЗУЕТСЯ В ОСВВОМ ПОЛОЖЕНИИ ВЗЛКОВ ПОфиг. 2 повышенным отжимным эффектом валков в центральной области. За счет этого достигается оптимизация эффекта сушки.Корректирующая регулировка второй пары 1, 2 отжимных валков может быть также автоматизирована, если между поочередно располагающимися системами валков поперечно направлению движения полотна З предусмотрено несколько чувствительных элементов 14- 17. в случае примера исполнения - жидкостнык чувствительных элементов, которые используются для локального определения состояния обработки издедшя. На фиг. 8 срабатывающий чувствительный элемент 16 вырабатывает сигнал, в зависимости от которого осуществляется срабатывание не претерпевшето накдчона устройства осевого смещения для последующей системы вашсов.Исполнение системы валков в качестве щеточных по фиг. 9 целесообразно лишь в случае двухвашсовой конструкции. Также и в этом случае характерно то, что внешний контур щеток 18 и 19, предпочтительно стальных щеток для снятия окалины и сглаживания металлической ленты, имеет форму бутылки.Такое определение контура может осуществляться также аналогично случаю массивных валков на основании сошлифовгшвого слоя важно то, что воображаемые, соединяющие концы щеток образующие 20 и 21 характеризуются имеющими форму бутылки контурами, которые взаимно дополняются при изображенном на фиг. 9 нейтральном положении щелочных валков. В направлении положительной вьщуклосги по фиг. 2 эффект щеток может быть усилен в центральной области, в отличие от чего при отрицательной выпуклости щелочных валков эффект щеток усиливается в области краев полотна. Также и в случае выполненных в качестве щеточных валков рекомендуется, по меньшей мере, двойная конструкция пар щеточных вадпсов в соответсн вии с изображенным на фит. 8.Для обезвоживания текстильных плоских материалов в совокупности с процессом облагораживаъшя может оказаться целесообразнымпокрытие валков оболочкой из эластичного материала, например резины фиг. 10 показывает валок 22, на который методом вулканизации нанесена резиновая оболочка 23 с неизменной толщиной стенок, так что входящая в соприкосновение с подлежащим обработке материалом поверхность также имеет аналогичный контур. Покрытие вашсов слоем эластичного материала позволяет добиться щадящего и одновременно эффективном приложения давления к подлежащему обезвоживанию текстильному материалу, в частности, к тонким тканям.Как известно, деформация резины под давлением всегда сопровождается вытеснением материала, которое в настоящем случае осуществляется при взаимодействующих вилках с резиновой оболочкой в зазоре валков. а также в окружном направлении и в осевом направлении валков. Каждое возникающее в зазоре валков вытеснение материала ведет, однако, к тому, что проходящий текстильный материал различным образом деформируется. По этой причине можно рекомендовать выполнять валки с нанесенным резиновым слоем таким образом, чтобы эффект существовал также при различной на протяжении длины ширине резиновой оболочкиТак, например, фиг. 11 показывает валок с цилиндрическим жестким сердечником 24 из металла с эластичной оболочкой 25, внешняя поверхность которого контурирована, и, следовательно, отличается на протяжении длины различной толщиной стенок. В примере исполнения по фиг. 12 сердечник 26 контурирован в качестве единого валка,в отличие от чего эластичная резиновая оболочка 27 является с внешней стороны Цилиндрической. Достижение эффекта несмотря на цилиндрическую внешнюю оболочку одной пары валков по фиг. 12 можно объяснить тем,что эластичная оболочка 27 в имеющей больщую толщину области контурированното сердечника 2.6 является вследствие оград-пшенной толщины стенок более жесткой, чем в утонченной области сердечника 26.
МПК / Метки
МПК: D21F 3/06
Метки: система, подвижных, деформации, лентообразных, обработки, свободной, изделий, валков
Код ссылки
<a href="https://by.patents.su/6-1152-sistema-valkov-dlya-svobodnojj-ot-deformacii-obrabotki-podvizhnyh-lentoobraznyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Система валков для свободной от деформации обработки подвижных лентообразных изделий</a>
Способ обработки теплоизоляционных изделий
Номер патента: 705
Опубликовано: 30.06.1995
Авторы: Борисов Б. Б., Старченко Т. В., Внуковская Л. Б., Гаврилович Н. А., Капустина И. Б.
МПК: C04B 41/63
Метки: обработки, способ, изделий, теплоизоляционных
Текст:
...добавления и тщательного перемешивания отходов синтетических волокон.Составы композиций для покрытий приведены в табл.1.Отход синтетических волоКОН ВбЛЮрОВОГО ПРОИЗВОДСТваПолуфабрикат полиэфирного лака под действием ускоренных электронов отверждается на поверхности теплоизоляционного материала с образованием пространственно-сетчатьтх полимеров, создавая прочные, водостойкие покрытия, Аэросил, способный взаимодействовать с полиэфиром и...
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Ральф Шустер, Пауль Хайльманн, Фридрих Прайсер
МПК: C21D 1/74
Метки: обработки, способ, изделий, термической
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Клеть прокатного стана
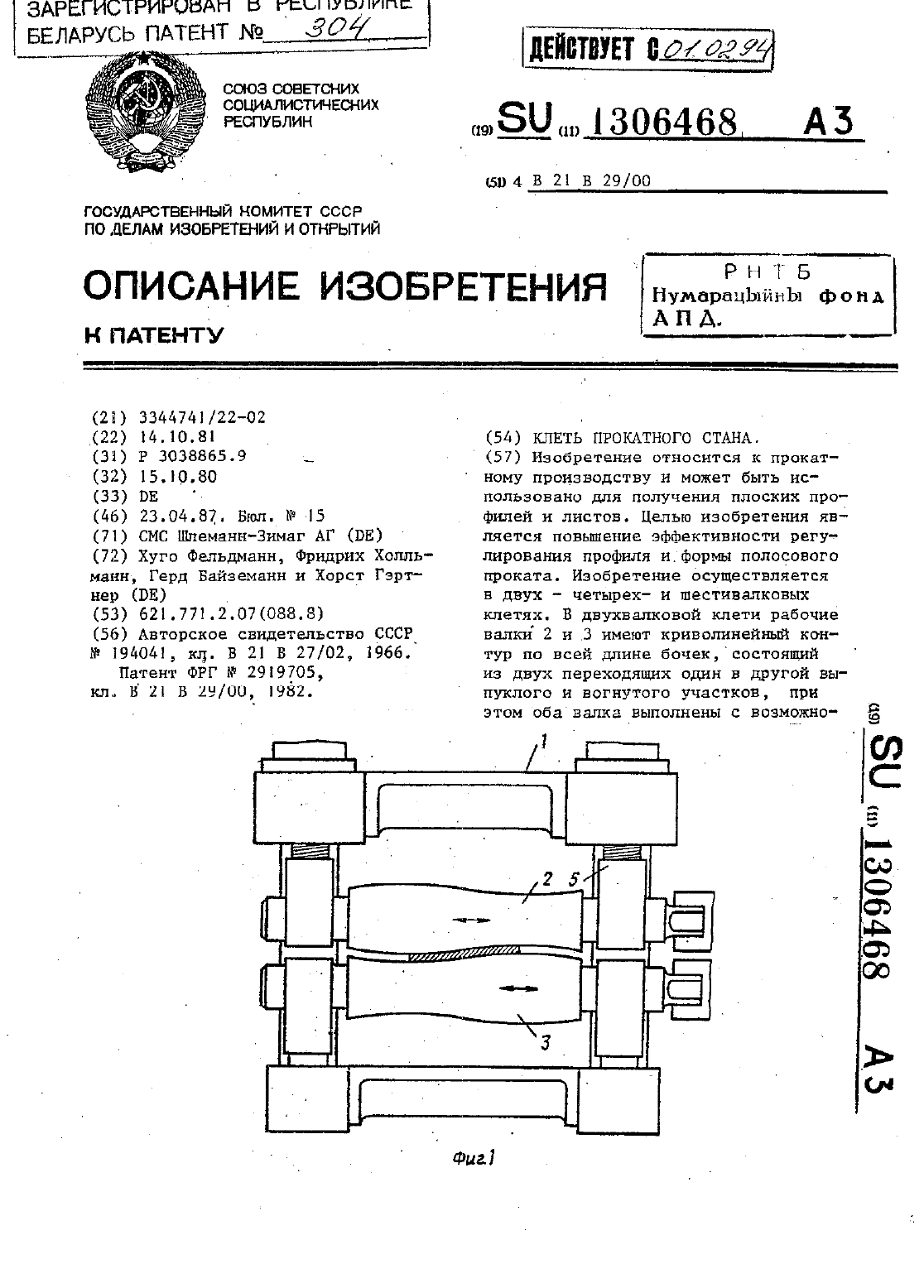
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Герд Байземанн, Фридрих Холльман, Хуго Фельдманн, Хорст Гэртнер
МПК: B21B 29/00
Метки: прокатного, стана, клеть
Текст:
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Способ изготовления трубчатых полимерных изделий
Номер патента: 220
Опубликовано: 30.12.1994
Авторы: Горелик А. Л., Корюков В. П.
МПК: B29C 67/14, B29D 23/22
Метки: изготовления, полимерных, трубчатых, изделий, способ
Текст:
...размер, ЦЕННЫЙ ВНУТВВННВМУ диаметру КОЛЬЦВВЫХсекций и высоту на 100 мм меньше длины водопропускной трубы. устанавливают на нижнюю плиту 6 с теплоиаолятором 7 и соединяют секции между собой. концентрич НО УКЛЭДЫВЭЯ на ПЛИТУ 5 КОЛЬЦВВЪЮ СЕКЦИИ1 вплотную одна к другой. затем сжимают их с помощью гидроцилиндра 8 и верхней плиты 9 с теппоизолятором 7 в осевом направпении с заданной удельной нагрузкой. например 540 МПа (меньшее значение для...
Прокатная клеть
Номер патента: 1787
Опубликовано: 15.05.1993
Авторы: Тильманн Шультес, Хуго Фельдманн, Герд Байземанн
МПК: B21B 1/22
Текст:
...относительно валков 10 и 12. расположенных под плоскостью полосы 13. Рабочий валок 9 и опорный валок 11 предпочтительно расположендруг над другом по вертикали один за дРУГим (если смотреть в направлении действия усилий. обозначенном стрелками 14 и 15), Форму зазора 16 между волками в направлении, поперечном направлению ПрОкатки. можно изменять через форму бочек валков. Увеличение соответствующего локального диаметра (Вт) одного валка...
Предыдущий патент: Устройство для контроля пламени
Следующий патент: Система связи с абонентскими станциями
Случайный патент: Пароструйный насос-теплообменник с кольцевым соплом