Способ обработки пазов на торцах деталей
Номер патента: 7846
Опубликовано: 28.02.2006
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич

Текст
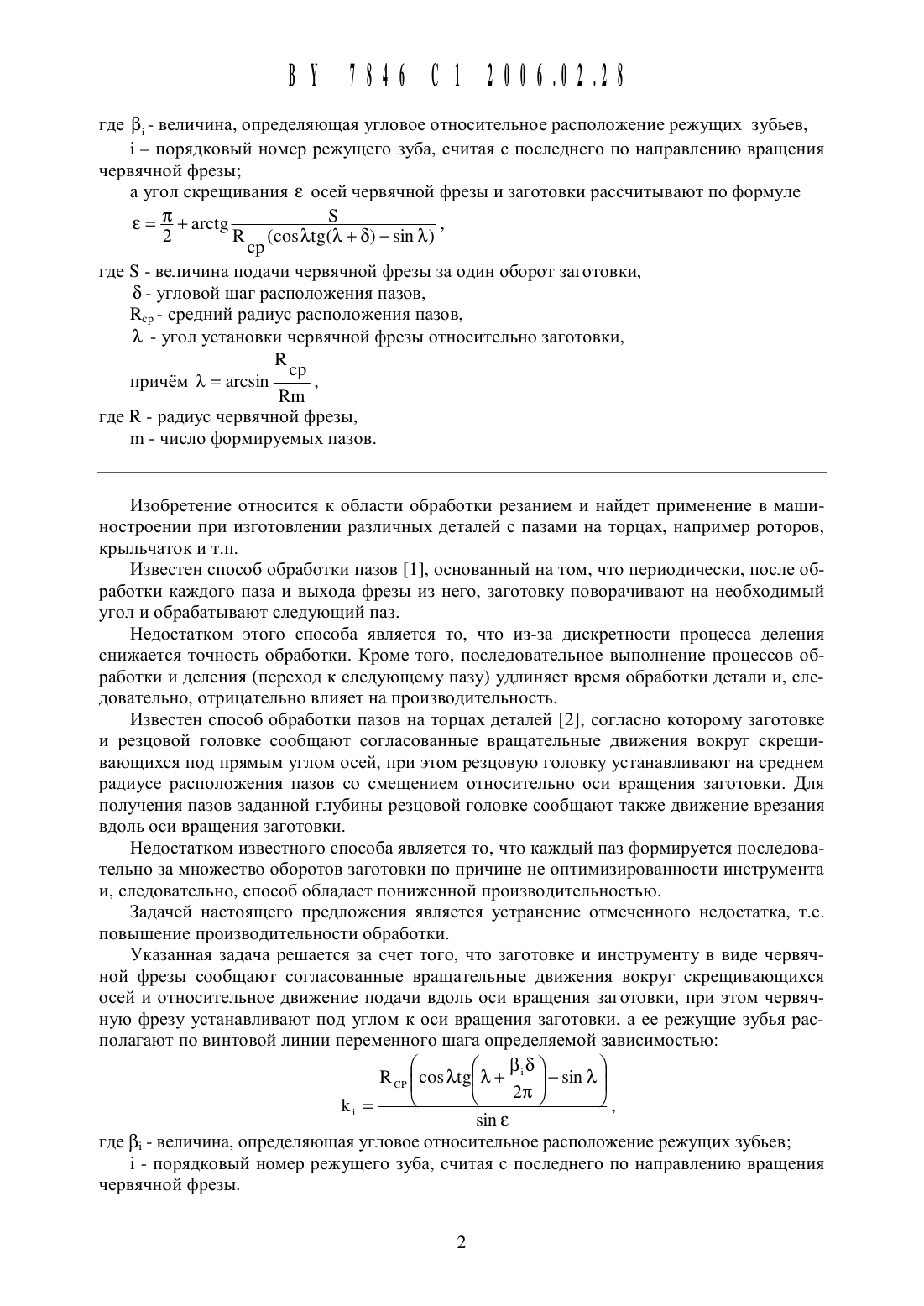
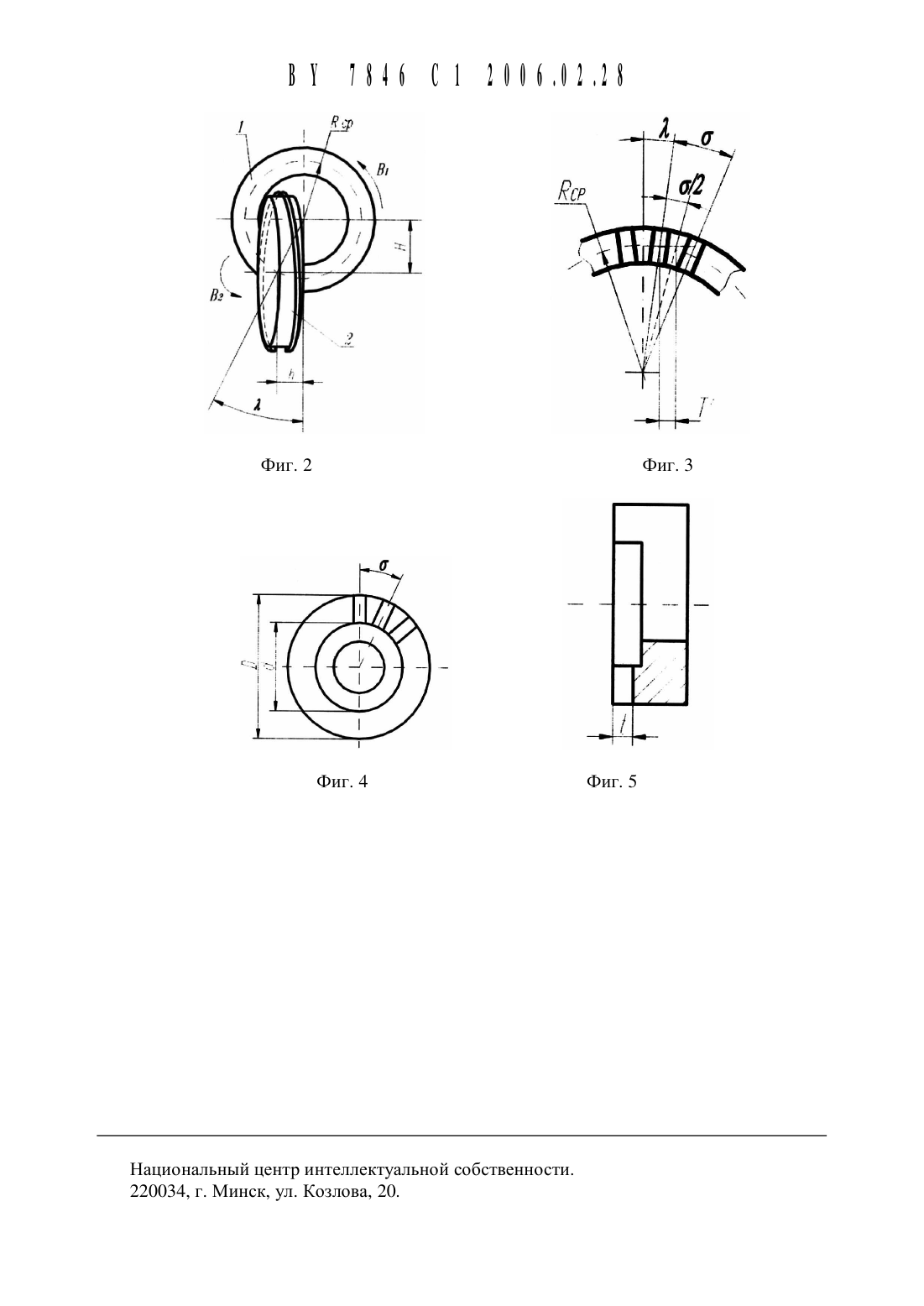
ГДС 31 - величина, ОПРСДВЛЯЮЩЗЯ УГЛОВОС ОТНОСИТСЛЬНОС расположение рСЖУ 1 ЦИХ ЗубЬСВ, 1 порядковый номер режущего зуба, считая с последнего по направлению вращения червячной фрезы а угол скрещивания 8 осей червячной фрезы и заготовки рассчитывают по формулегде 5 - величина подачи червячной фрезы за один оборот заготовки,б - угловой шаг расположения пазов,Кср - средний радиус расположения пазов,7 - угол установки червячной фрезы относительно заготовки,К причм Х агсзш ер ,Кш где К - радиус червячной фрезы, ш - число формируемых пазов.Изобретение относится К области обработки резанием и найдет применение в машиностроении при изготовлении различных деталей с пазами на торцах, например роторов,крь 1 льчаток и т.п.Известен способ обработки пазов 1, основанный на том, что периодически, после обработки каждого паза и выхода фрезы из него, заготовку поворачивают на необходимый угол и обрабатывают следующий паз.Недостатком этого способа является то, что из-за дискретности процесса деления снижается точность обработки. Кроме того, последовательное выполнение процессов обработки и деления (переход к следующему пазу) удлиняет время обработки детали и, следовательно, отрицательно влияет на производительность.Известен способ обработки пазов на торцах деталей 2, согласно которому заготовке и резцовой головке сообщают согласованные вращательные движения вокруг скрещивающихся под прямым углом осей, при этом резцовую головку устанавливают на среднем радиусе расположения пазов со смещением относительно оси вращения заготовки. Для получения пазов заданной глубины резцовой головке сообщают также движение врезания вдоль оси вращения заготовки.Недостатком известного способа является то, что каждый паз формируется последовательно за множество оборотов заготовки по причине не оптимизированности инструмента и, следовательно, способ обладает пониженной производительностью.Задачей настоящего предложения является устранение отмеченного недостатка, т.е. повышение производительности обработки.Указанная задача решается за счет того, что заготовке и инструменту в виде червячной фрезы сообщают согласованные вращательные движения вокруг скрещивающихся осей и относительное движение подачи вдоль оси вращения заготовки, при этом червячную фрезу устанавливают под углом к оси вращения заготовки, а ее режущие зубья располагают по винтовой линии переменного шага определяемой зависимостьюКа . а 5 ш 8 где 31 - величина, определяющая угловое относительное расположение режущих зубьев 1 - порядковый номер режущего зуба, считая с последнего по направлению вращения червячной фрезы.Угол скрещивания 8 осей червячной фрезы И заготовки настраивают по формулегде 5 - величина подачи червячной фрезы за один оборот заготовки б - угловой щаг расположения пазов Кср - средний радиус расположения пазов Ж - угол установки червячной фрезы относительно заготовки,КСРЗаявляемый способ отличается тем, что благодаря наличию угла скрещивания между осями червячной фрезы и заготовки в сочетании с винтовым расположением режущих зубьев обеспечивается возможность обработки каждого паза за один оборот инструмента.Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде более высокой непрерывности процесса резания и возможности управления глубиной паза за один оборот червячной фрезы. Благодаря этому способ обладает по сравнению с прототипом более высокой производительностью.Сущность предложения поясняется чертежом, содержащим 5 фигур.На фиг. 1 показана схема обработки плоского зубчатого контура на фиг. 2 - схема установки червячной фрезы относительно заготовки на фиг. 3 - схема определения линейного щага расположения пазов на фиг. 4 - обрабатываемая заготовка на фиг. 5 - разрез по фиг. 4.Обработку пазов на торце заготовки 1 (фиг. 1, 2) осуществляют червячным инструментом 2. Червячную фрезу устанавливают так, чтобы плоскость вращения его последнего режущего зуба отстояла на расстоянии 11 в плоскости расположения плоского зубчатого контура от оси вращения заготовки, а расстояние между осями инструмента и заготовки задают равным Н. Данные параметры настраивают по формулам11 Кср 5111 Ж (1) Н Кср со 5 Ж. (2) Угол 8 скрещивания осей червячной фрезы и заготовки рассчитывают по формуле 8 Еагсг 3 , (3) 2 КСР (сов Жг 3(Ж б) 5 ш Ж)где 5 - величина подачи червячной фрезы за один оборот заготовки б - угловой щаг расположения пазов Кср - средний радиус расположения пазов Ж - угол установки червячной фрезы относительно заготовки, К Ж агсзш К (4) шРежущие зубья червячной фрезы располагают по винтовой линии переменного щага определяемой зависимостьюб КСР созЖг ЖБ 5111 Ж 27 (5) К . з 51118где 31 - величина, определяющая угловое относительное расположение режущих зубьев1 - порядковый номер режущего зуба, считая с последнего по направлению вращения червячной фрезы.В процессе обработки заготовке 1 и червячной фрезе 2 сообщают согласованные вращательные движения В 1 и В 2 соответственно с частотами щ и 112. Отношение частот 112 и щ задают равным числу обрабатываемых пазов112 - частота вращения червячной фрезыУравнение (3) получено следующим образом. Согласно фиг. 3, линейный Шаг Т расположения пазов от точки контакта последнего режущего зуба с зубчатым сектором определяется из равенстваИз фиг. 4 с учетом того, что инструменту сообщают подачу П 3 за один оборот заготовки вдоль оси ее вращения величиной 5, следует зависимость (3).Так как последний режущий зуб червячного инструмента является профилирующим,то для него необходимо обеспечить направление относительной скорости резания вдоль паза, что осуществляется за счет установки червячной фрезы относительно заготовки под углом Ж, величину которого определяют по уравнению (4).Возможен вариант обработки пазов без движения врезания (5 0). В этом случае заготовку и червячную фрезу устанавливают в положение, при котором обеспечивается нарезание пазов на полную глубину Г только за счет угла скрещивания осей инструмента и заготовки, который определяют по формуле (3) при 5 Гт Г 8 агсг 3. (8) 2 Ка, (со 5 жгдоыб) 5 ш Ж) Для обеспечения попадания режущих зубьев в обрабатываемый паз при скрещивании осей червячной фрезы и заготовки под прямым углом закон изменения шага винтовой ли НИИ, ПО КОТОРОЙ РЗСПОПОЖВНЫ рСЖУ 1 ЦИС ЗУОЬЯ, ДОЛЖВН уДОВЛСТВОрЯТЬ УСЛОВИЮПри угле 8 скрещивания осей инструмента и заготовки из уравнения (9) следует зависимость (6).Скорость резания У при обработке предлагаемым способом равна геометрической сумме скоростей инструмента У и заготовки /1 и максимальна при /1 0. Для этого моментаПоэтому частоту вращения инструмента для заданной скорости резания определяютЧастоту вращения заготовки настраивают в ш раз меньше.Обрабатываемая заготовка диаметр внешний В 148 мм диаметр внутренний(1 132 средний радиус расположения пазов Кср 70 мм количество пазов ш 100 угловой Шаг расположения пазов б 3,6 глубина пазов г 2 мм.Червячная фреза диаметром 160 мм материал режущей части - быстрорежущая стальСкорость резания У 45 м/мин, подача червячной фрезы на один оборот заготовки 5 2 мм.Отношение частот вращательных движений червячной фрезы И заготовки согласно (6) настраивают равным1 ш 100. Частота вращения червячной фрезы для заданной скорости резания в соответствии с-1 -1 Настраивают п 80 мин щ 80/100 0,8 мин . Настраивают угол установки червячной фрезы относительно заготовкиЖ агсзш Д О,5. 80-100 Настраивают угол скрещивания осей червячной фрезы и заготовки е- лгагсъ 2 у 11441. 2 70(со 5(0,5)г 3(0,5 3,6) - 5 ш 0,5)Обработку пазов осуществляют червячным инструментом, режущие зубья которого располагают по винтовой линии переменного щага. Изменение винтовой линии задают поНастраивают параметры установки червячной фрезы относительно заготовкиВ результате нарезания зубчатого контура заготовке сообщают вращение с частотой 0,8 мин 1, а червячному инструменту с частотой 80 мин 1. Одновременно ему сообщают подачу вдоль оси вращения заготовки со скоростью 2 мм/об. заготовки (1,6 мм/мин). Движение подачи выключают при врезании инструмента на глубину 2 мм, после чего через один оборот заготовки инструмент отводят в исходное положение.Время обработки зубчатого контура по предлагаемому способу составит 2,5 мин, тогда как по известному способу обработки резцовой головкой - 4,7 мин.Таким образом, плоский зубчатый контур формируется с более высокой производительностью, что достигается за счет высокой непрерывности процесса резания и формообразования.1. Малов А.Н. Механизация и автоматизация универсальных металлорежущих станков. - М. Машиностроение, 1969. - С. 344-345. 2. А.с. СССР 1155374, МПК В 23 С 3/28, 1985 (прототип).
МПК / Метки
МПК: B23C 3/28
Метки: способ, обработки, торцах, деталей, пазов
Код ссылки
<a href="https://by.patents.su/6-7846-sposob-obrabotki-pazov-na-torcah-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ обработки пазов на торцах деталей</a>
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: обработки, торцах, инструмент, деталей, пазов
Текст:
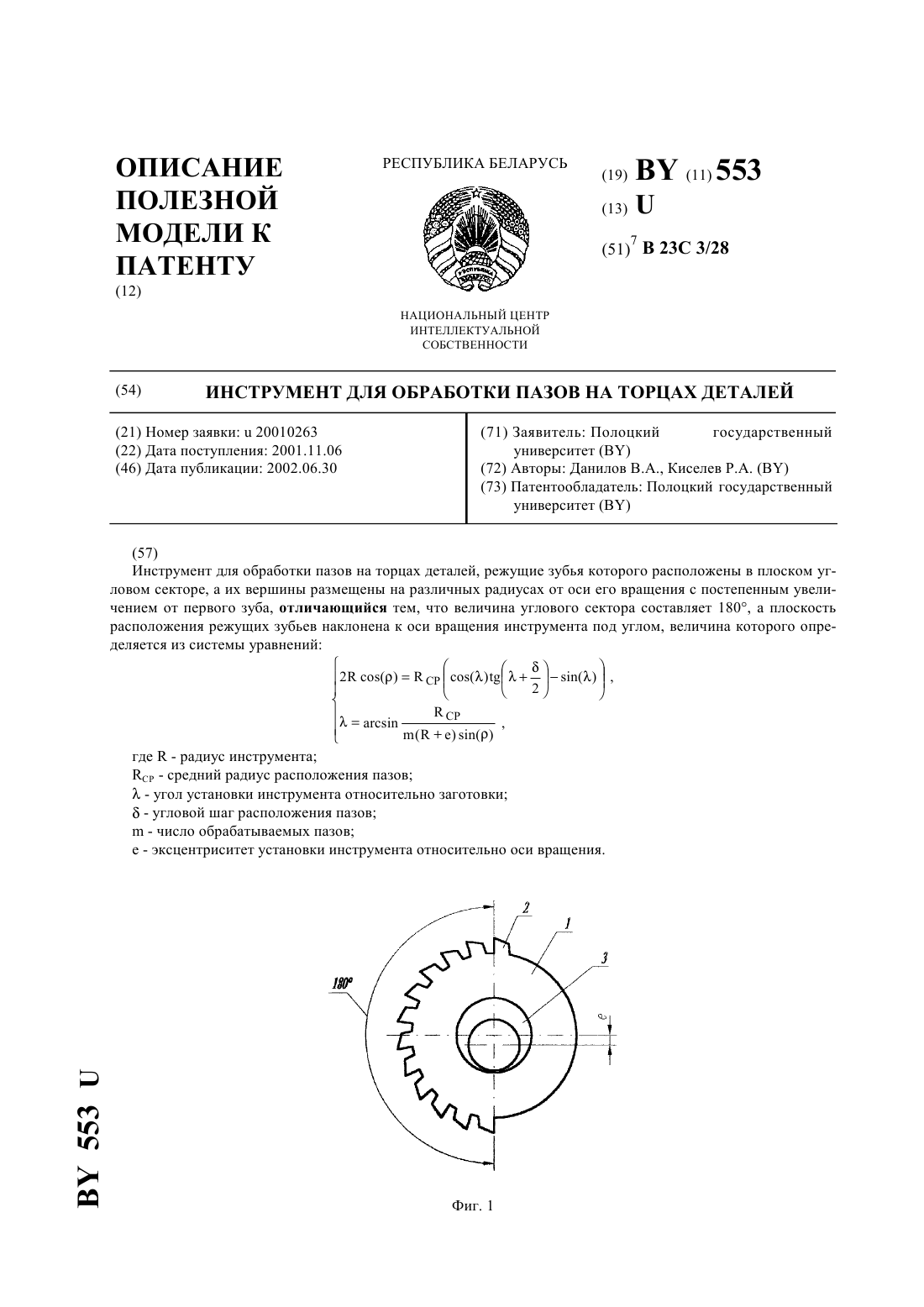
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Способ обработки пазов на торцах деталей
Номер патента: 6063
Опубликовано: 30.03.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: пазов, способ, деталей, обработки, торцах
Текст:
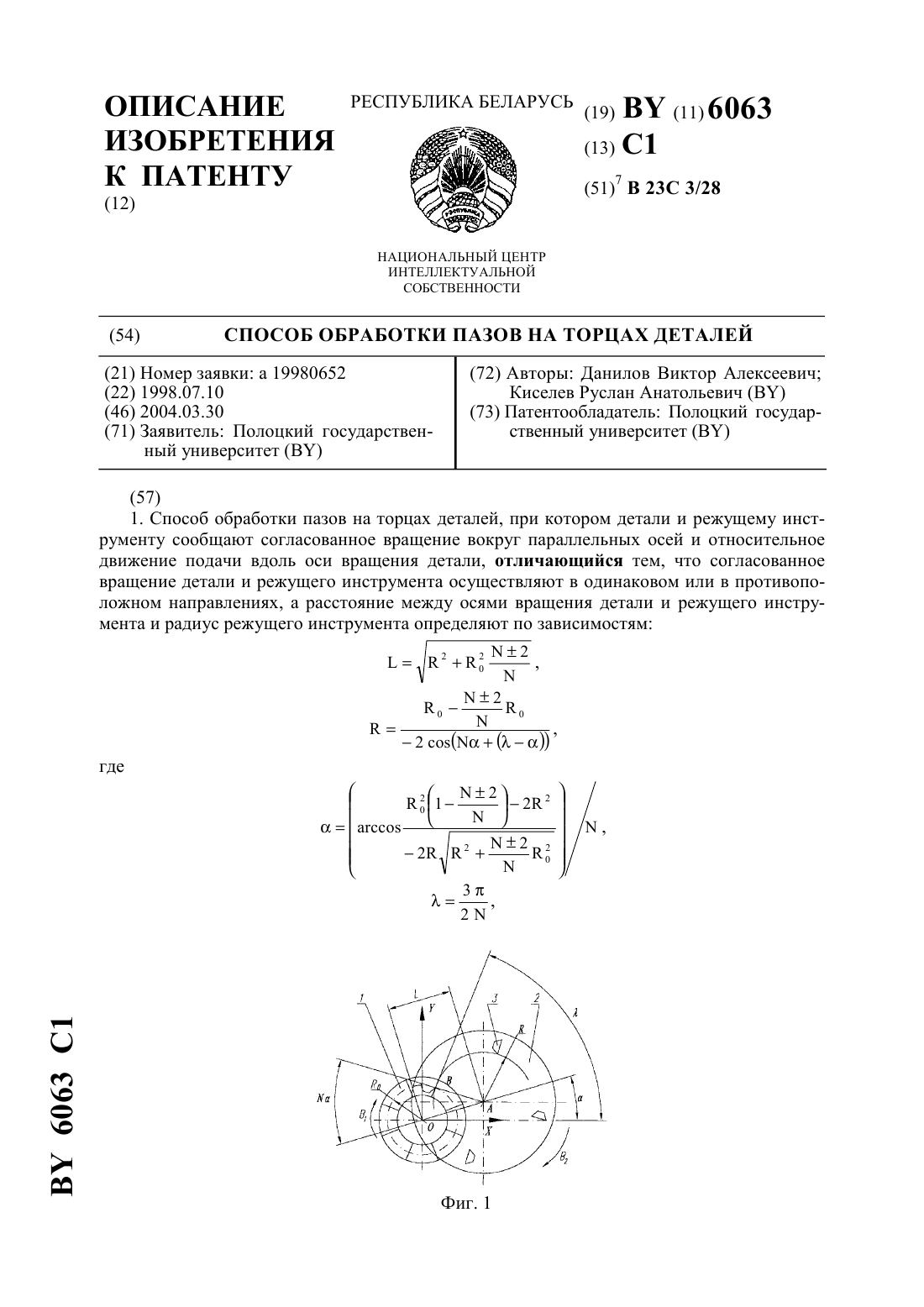
...детали. При условной (на основании принципа обратимости движения) остановке детали режущий инструмент приобретает дополнительное вращение - В 1 относительно оси детали(начало системы координат) в направлении, противоположном ее вращению на станке. В результате ось режущего инструмента движется по окружности радиуса(расстояние ОА 3 6063 1 между осями вращательных движений режущего инструмента и детали). В качестве начального (нулевого)...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 1550
Опубликовано: 30.09.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: деталей, обработки, инструмент, пазов, торцах
Текст:
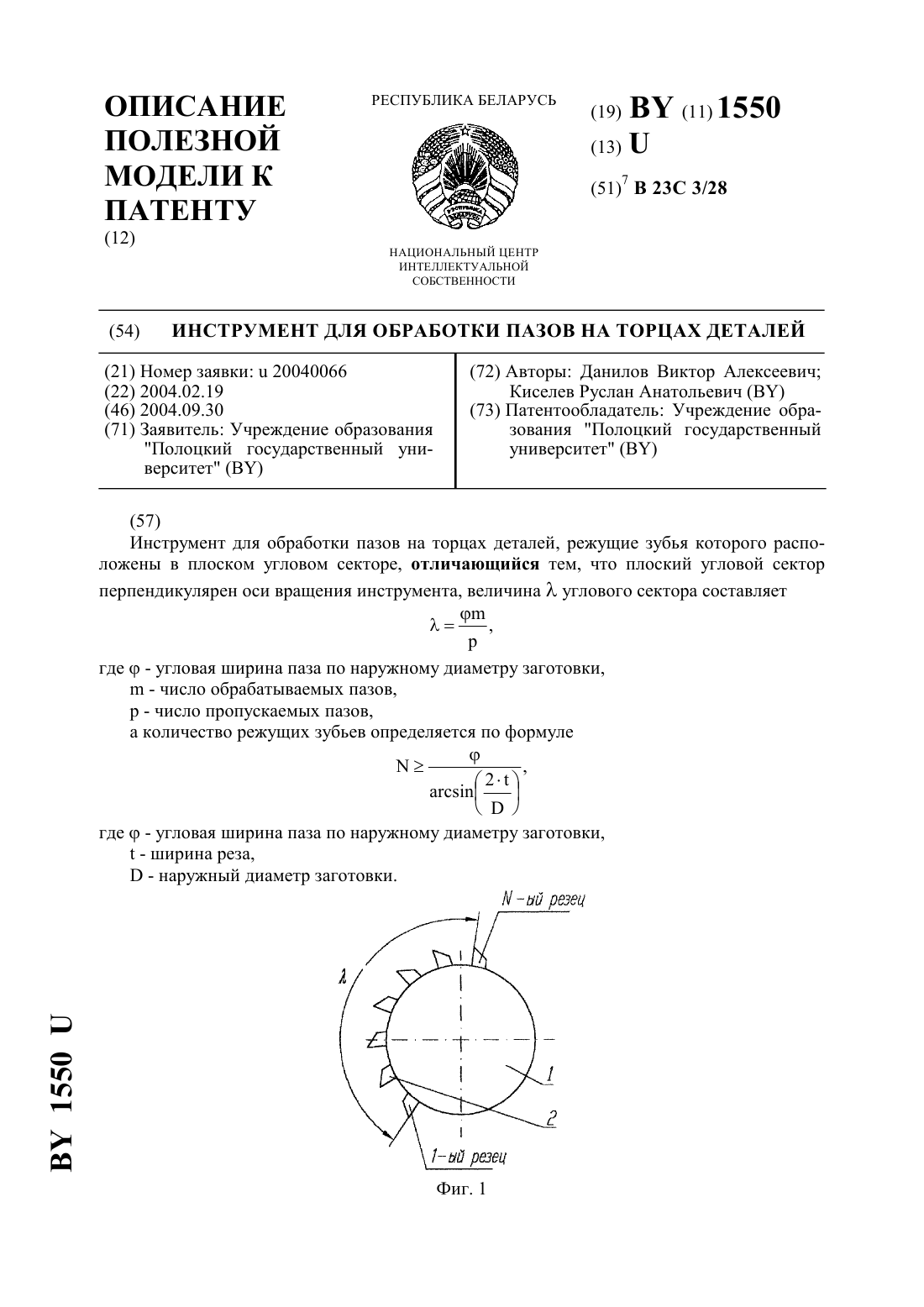
...по наружному диаметру заготовки,2 1550- ширина реза, - наружный диаметр заготовки. Заявляемая полезная модель отличается конструктивным исполнением инструмента, а именно иным расположением режущих зубьев в угловом секторе и углового сектора относительно оси вращения инструмента, зависимостью количества режущих зубьев от геометрии обрабатываемой детали. Отличительные признаки полезной модели обеспечивают получение технического результата в...
Инструмент для обработки пазов на торце детали и способ обработки пазов на торце детали
Номер патента: 6934
Опубликовано: 30.03.2005
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: детали, пазов, обработки, инструмент, способ, торце
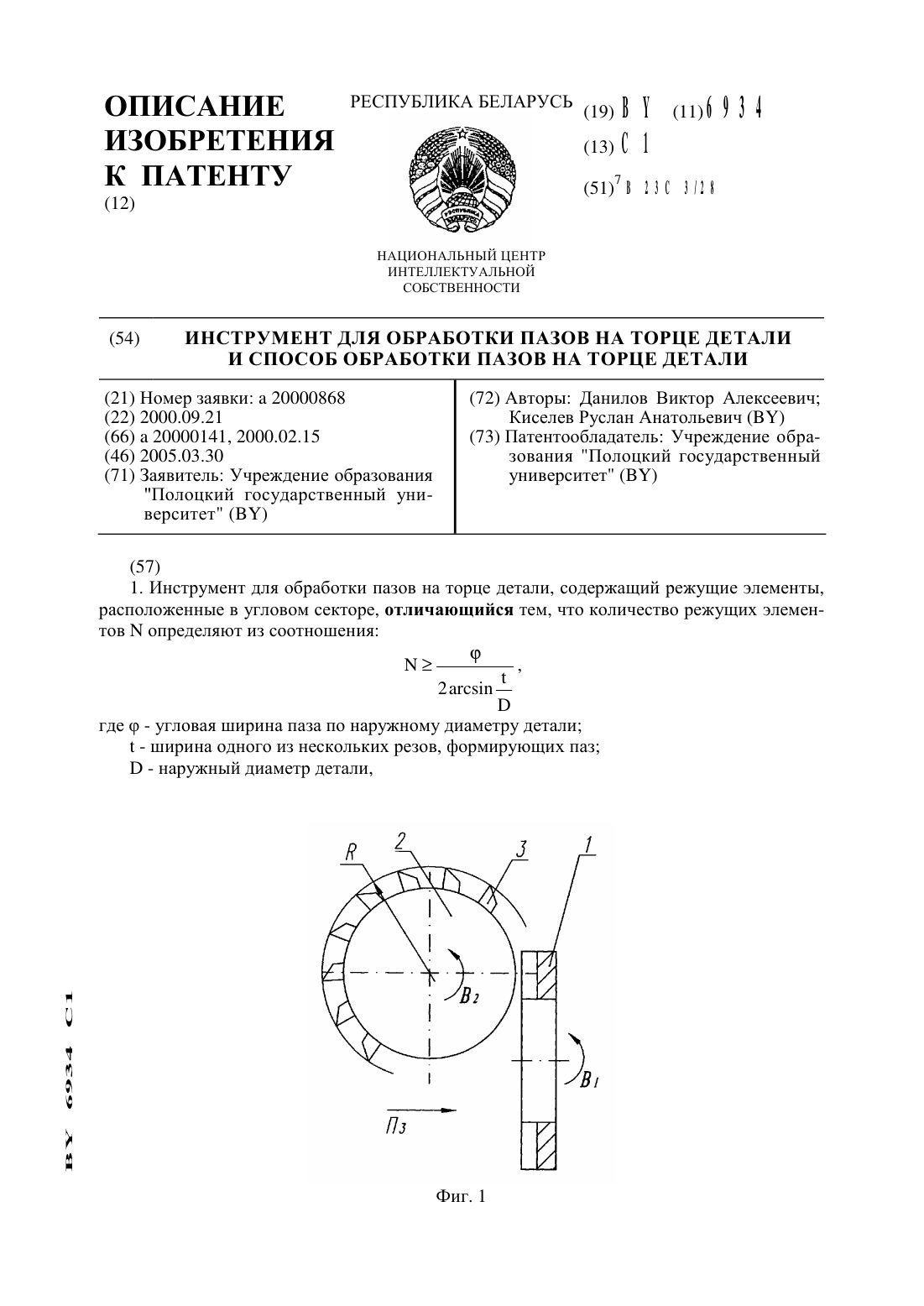
Текст:
...инструмента и детали.Отличительные признаки предлагаемого инструмента и способа обеспечивают получение технического результата в виде возможности управления шириной и геометрией формируемых пазов при непрерывном процессе деления. Указанный эффект достигается за счет распределения снимаемого припуска между всеми режущими элементами, расположенными в угловом секторе. Благодаря этому инструмент и способ обладает по сравнению с прототипом более...
Способ обработки пазов с треугольным профилем на торце детали
Номер патента: 7041
Опубликовано: 30.06.2005
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: треугольным, детали, пазов, способ, обработки, профилем, торце
Текст:
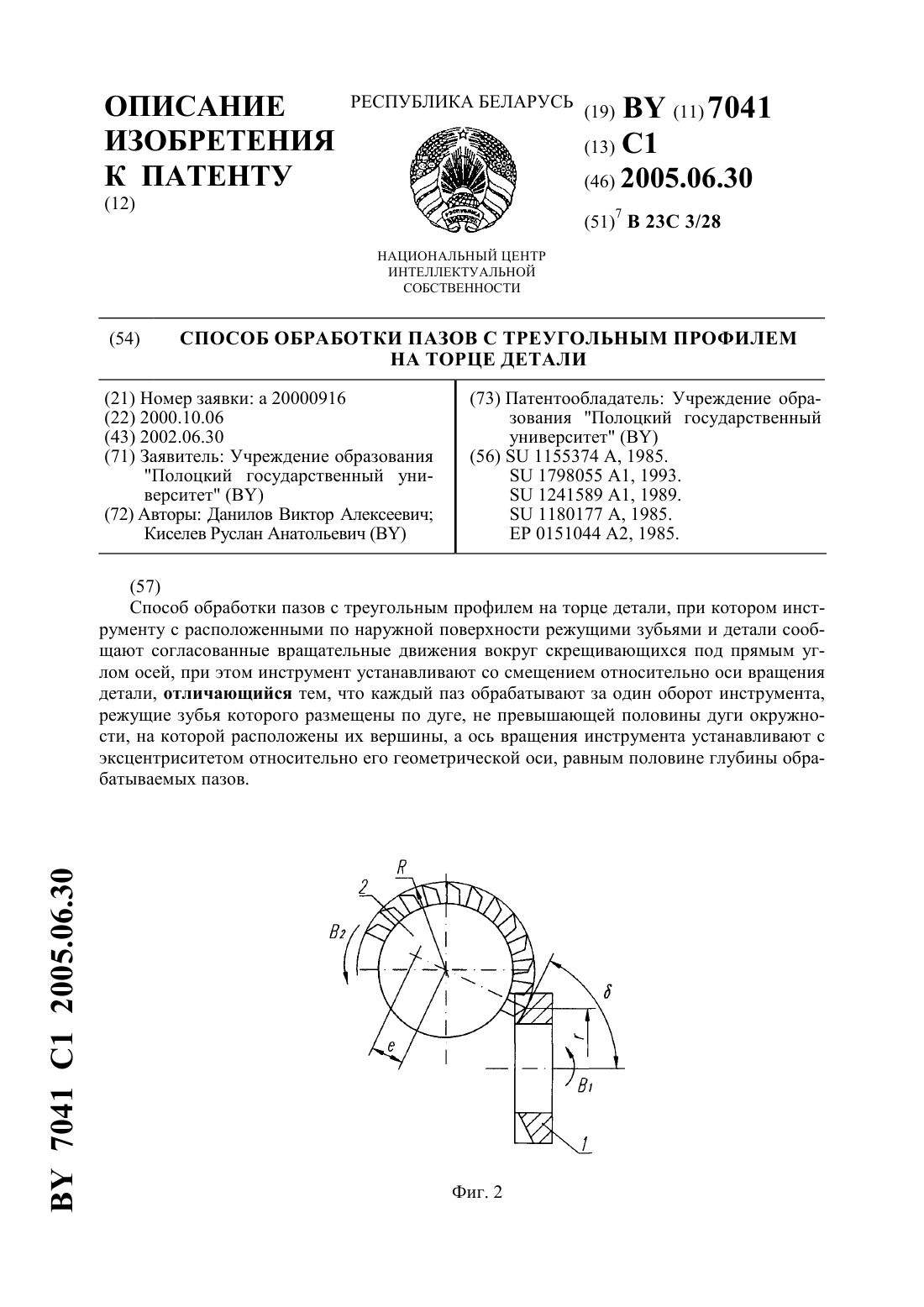
...оси, равным половине глубины обрабатываемых пазов. Отличительные признаки предлагаемого способа обеспечивают получение технического результата, состоящего в том, что движение врезания осуществляют за счет конструкции инструмента. Благодаря этому способ обладает по сравнению с прототипом более высокой производительностью. Сущность предложения поясняется чертежом, содержащим 4 фигуры. На фиг. 1 изображена схема установки инструмента...
Предыдущий патент: Устройство для подвешивания с несущим элементом для кабеля
Следующий патент: Полугидрохлорид 8-циан-1-циклопропил-7-(1S,6S-2,8-диазабицикло[4.3.0]нонан-8-ил)-6-фтор-1,4-дигидро-4-оксо-3-хинолинкарбоновой кислоты
Случайный патент: Трехфазно-трехфазный трехпульсный преобразователь частоты