Состав электродного покрытия
Номер патента: 16687
Опубликовано: 30.12.2012
Авторы: Игнатович Зоя Владимировна, Никитина Алла Сергеевна, Астрейко Людмила Александровна, Олешкевич Дмитрий Анатольевич
Текст
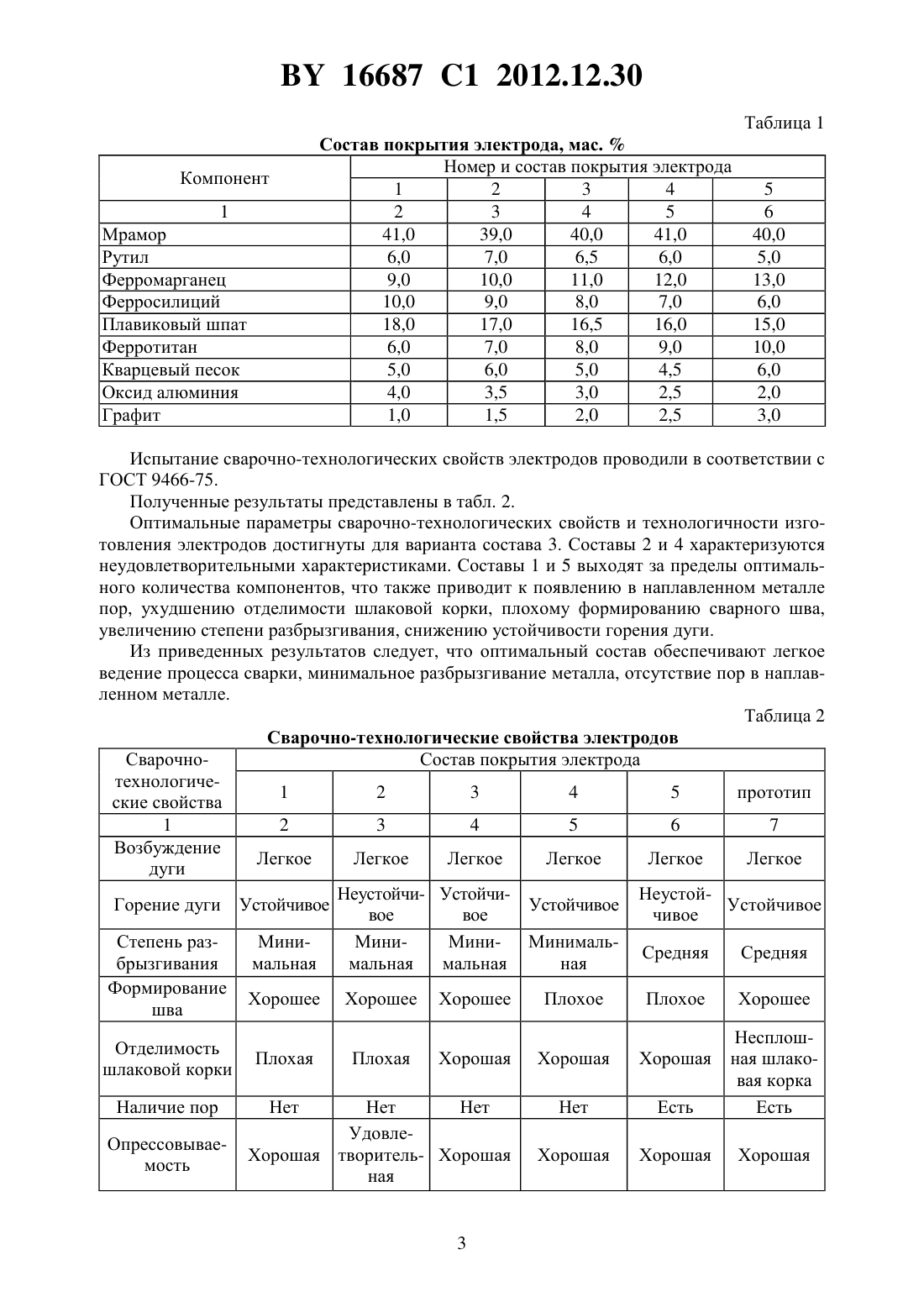
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Астрейко Людмила Александровна Игнатович Зоя Владимировна Никитина Алла Сергеевна Олешкевич Дмитрий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Электродное покрытие, содержащее мрамор, рутил, ферромарганец, ферросилиций и плавиковый шпат, отличающееся тем, что дополнительно содержит кварцевый песок,ферротитан, оксид алюминия и графит при следующем соотношении ингредиентов, мас.мрамор 40 рутил 6,5 ферромарганец 11 ферросилиций 8 плавиковый шпат 16,5 кварцевый песок 5 ферротитан 8 оксид алюминия 3 графит 2. Изобретение относится к области ручной дуговой наплавки, в частности к электродам для электродуговой сварки конструкций из углеродистых и низколегированных сталей. Для сварки подобного рода сталей используют электроды типа Э 50, которые обеспечат высокую эксплуатационную надежность сварных соединений 1. Из известных наиболее близким по технической сущности, принятым за прототип 2,является электрод с покрытием, содержащим, мас.плавиковый шпат 10-12 каолин 2-4 рутил 10-14 полевой шпат 6-9 ферромарганец 4-8 16687 1 2012.12.30 ферросилиций 9-12 органический пластификатор 1-2 мрамор остальное. Недостатками известного состава электродного покрытия являются недостаточно высокие реологические свойства обмазочной массы и, как следствие, затруднения при опрессовке электродов. Техническая задача, решаемая изобретением, состоит в повышении пластичности обмазочной массы, повышении текучести шлака при сварке, обеспечении получения наплавленного металла более высокого качества (в повышении показателей относительного удлинения и ударной вязкости наплавленного металла). Технический результат достигается тем, что в электродное покрытие, содержащее мрамор, рутил, ферромарганец, ферросилиций и плавиковый шпат, дополнительно вводят кварцевый песок, ферротитан, оксид алюминия и графит при следующем соотношении ингредиентов, мас.мрамор 40 рутил 6,5 ферромарганец 11 ферросилиций 8 плавиковый шпат 16,5 кварцевый песок 5 ферротитан 8 оксид алюминия 3 графит 2. Мрамор является шлакообразующим элементом и обеспечивает надежную газовую и шлаковую защиту металла в зоне наплавки от кислорода воздуха за счет термического разложения карбонатов. Наличие в покрытии указанного количества плавикового шпата обеспечивает повышение перехода легирующих элементов в металл шва. Ферросилиций вводится в покрытие электрода для раскисления и легирования. Введение ферромарганца в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Переход марганца из электрода в металл наплавки происходит в основном прямым растворением металлического ферромарганца. Наличие в покрытии в указанных количествах рутила и кварцевого песка позволяет получить требуемые физико-механические характеристики шлака, обеспечивающие хорошее формирование валика, в части его растекаемости и плавных переходов к основному металлу. Применение в составе электродного покрытия рутила позволяет получить достаточно текучий шлак. Введение ферромарганца указанного количества в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Введение графита в комбинации с оксидом алюминия значительно уменьшает содержание водорода в наплавленном металле и тем самым повышает его ударную вязкость. Ферротитан обеспечивает высокую рафинирующую способность образовавшегося шлака, обогащенного плавиковым шпатом, что позволяет получить высокие пластичновязкие свойства металла шва. Содержание ферросилиция влияет как на показатели механических свойств металла шва, так и на кроющую способность шлака, склонность к образованию пористости. Электрод изготавливают следующим образом. Покрытие на стержень из стали Св-08 наносили методом опрессовки на лабораторном электродообмазочном прессе модели ПО 0030. В качестве связующего использовали калиево-натриевое жидкое стекло. Были изготовлены и испытаны электроды различных составов, представленные в табл. 1. 2 16687 1 2012.12.30 Таблица 1 Компонент 1 Мрамор Рутил Ферромарганец Ферросилиций Плавиковый шпат Ферротитан Кварцевый песок Оксид алюминия Графит Состав покрытия электрода, мас.Номер и состав покрытия электрода 1 2 3 4 2 3 4 5 41,0 39,0 40,0 41,0 6,0 7,0 6,5 6,0 9,0 10,0 11,0 12,0 10,0 9,0 8,0 7,0 18,0 17,0 16,5 16,0 6,0 7,0 8,0 9,0 5,0 6,0 5,0 4,5 4,0 3,5 3,0 2,5 1,0 1,5 2,0 2,5 Испытание сварочно-технологических свойств электродов проводили в соответствии с ГОСТ 9466-75. Полученные результаты представлены в табл. 2. Оптимальные параметры сварочно-технологических свойств и технологичности изготовления электродов достигнуты для варианта состава 3. Составы 2 и 4 характеризуются неудовлетворительными характеристиками. Составы 1 и 5 выходят за пределы оптимального количества компонентов, что также приводит к появлению в наплавленном металле пор, ухудшению отделимости шлаковой корки, плохому формированию сварного шва,увеличению степени разбрызгивания, снижению устойчивости горения дуги. Из приведенных результатов следует, что оптимальный состав обеспечивают легкое ведение процесса сварки, минимальное разбрызгивание металла, отсутствие пор в наплавленном металле. Таблица 2 Сварочно-технологические свойства электродов СварочноСостав покрытия электрода технологиче 1 2 3 4 5 прототип ские свойства 1 2 3 4 5 6 7 Возбуждение Легкое Легкое Легкое Легкое Легкое Легкое дуги Неустойчи- УстойчиНеустойГорение дуги Устойчивое Устойчивое Устойчивое вое вое чивое Степень разМиниМиниМини- МинимальСредняя Средняя брызгивания мальная мальная мальная ная Формирование Хорошее Хорошее Хорошее Плохое Плохое Хорошее шва НесплошОтделимость Плохая Плохая Хорошая Хорошая Хорошая ная шлакошлаковой корки вая корка Наличие пор Нет Нет Нет Нет Есть Есть УдовлеОпрессовываеХорошая творитель- Хорошая Хорошая Хорошая Хорошая мость ная 16687 1 2012.12.30 Данные механических испытаний металла шнон соединений стали ВСт.Зпс толщиной 18 мм, выполненных по ГОСТ 9466-75 показали относительное удлинение металла шва для предлагаемого состава - 26 , ударная вязкость при положительной температуре 160 Дж/см 2. Важным преимуществом качества металла шва, наплавленного электродами с предлагаемым покрытием, является значительно более низкое содержание в нем диффузионного водорода, что обеспечивает меньшую вероятность образования трещин в соединениях. Источники информации 1 Жизняков С.Н., Сидлин З.А. Ручная дуговая сварка. - Киев Экотехнология, 2006. 118 с. 2. Патент РФ 22219032, МПК 23 35/365, 2003. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 35/365
Метки: покрытия, электродного, состав
Код ссылки
<a href="https://by.patents.su/4-16687-sostav-elektrodnogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Состав электродного покрытия</a>
Состав электродного покрытия
Номер патента: 11374
Опубликовано: 30.12.2008
Авторы: Михович Анна Ивановна, Игнатович Зоя Владимировна, Каравый Павел Владимирович, Клюшня Олег Владимирович, Бетанова Вера Николаевна, Олешкевич Дмитрий Анатольевич, Астрейко Людмила Александровна
МПК: B23K 35/365
Метки: покрытия, состав, электродного
Текст:
...в условиях абразивного износа. Увеличение содержания хрома, вольфрама или титана приводит к изменению их соотношения в слое и ухудшению его износостойкости. Введение ферромарганца в покрытие способствует легированию и повышению пластичности наплавленного металла, в том числе и путем образования легированного цементита. Содержание ферромарганца в электродном покрытии менее 10,0 мас.неэффективно,повышение содержания свыше 15,0 мас.приводит к...
Состав покрытия электрода
Номер патента: 13609
Опубликовано: 30.10.2010
Авторы: Никитина Алла Сергеевна, Астрейко Людмила Александровна, Олешкевич Дмитрий Анатольевич, Игнатович Зоя Владимировна
МПК: B23K 35/365
Метки: покрытия, электрода, состав
Текст:
...шлакообразующим элементом. Содержание кварцевого песка в покрытии менее 2,0 мас.является недостаточным для улучшения прессуемости покрытия и не обеспечивает необходимого количества шлаковой фазы. Содержание кварцевого песка более 8,0 мас.не влияет на улучшение процесса опрессовки и ухудшает процесс шлакообразования. Содержание шлакообразующих компонентов (плавикового шпата, мрамора) покрытия выбрано в пределах, обеспечивающих минимальную...
Состав покрытия электрода
Номер патента: 13610
Опубликовано: 30.10.2010
Авторы: Никитина Алла Сергеевна, Олешкевич Дмитрий Анатольевич, Игнатович Зоя Владимировна, Астрейко Людмила Александровна
МПК: B23K 35/365
Метки: состав, покрытия, электрода
Текст:
...металла сварного шва. Содержание мрамора более 60,0 мас.способствует чрезмерному газообразованию, ухудшает сварочно-технологические свойства. Содержание других шлакообразующих компонентов (плавикового шпата, кварцевого песка) покрытия выбрано в пределах, обеспечивающих минимальную температуру плавления шлаковой фазы и необходимую газовую защиту при сварке и наплавке. Изменение 2 13610 1 2010.10.30 содержания указанных компонентов вне...
Состав для получения покрытия электрода
Номер патента: 13468
Опубликовано: 30.08.2010
Авторы: Олешкевич Дмитрий Анатольевич, Клюшня Олег Владимирович, Игнатович Зоя Владимировна, Астрейко Людмила Александровна, Никитина Алла Сергеевна
МПК: B23K 35/365
Метки: покрытия, электрода, состав, получения
Текст:
...шпат вводится в количестве от 3,5 мас.до 5,0 мас.для снижения пористости металла шва. Поскольку фтор имеет высокое сродство к электронам, то введение в состав покрытия большого количества фторсодержащих компонентов приводит к заметному ухудшению стабильности горения дуги. При снижении количества плавикового шпата в покрытии ниже рекомендованного в наплавленном металле появляются поры. Оптимальное сочетание шлакообразующих и газообразующих...
Состав для получения покрытия электрода
Номер патента: 15988
Опубликовано: 30.06.2012
Авторы: Никитина Алла Сергеевна, Олешкевич Дмитрий Анатольевич, Астрейко Людмила Александровна, Игнатович Зоя Владимировна
МПК: B23K 35/365
Метки: состав, получения, покрытия, электрода
Текст:
...в наплавленном металле появляются поры. Комплексная лигатура содержит в своем составе вольфрам и хром в виде карбидов различного стехиометрического состава и получена из вторичных материалов, что позволяет снизить ее стоимость. Хром и вольфрам являются карбидообразующими элементами в предложенном электродном покрытии и вводятся через комплексную лигатуру, которая обеспечивает в наплавленном металле содержание хрома, оптимальное для...
Предыдущий патент: Хрустальное стекло
Следующий патент: Редуктор силовой регулируемый
Случайный патент: Способ формирования слоев поликристаллического кремния