Способ поверхностного упрочнения изделия из кобальтсодержащего твёрдого сплава
Номер патента: 17560
Опубликовано: 30.10.2013
Авторы: Ильющенко Александр Федорович, Кузнечик Олег Ольгердович, Побережный Сергей Владимирович
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ИЗДЕЛИЯ ИЗ КОБАЛЬТСОДЕРЖАЩЕГО ТВРДОГО СПЛАВА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Побережный Сергей Владимирович Ильющенко Александр Федорович Кузнечик Олег Ольгердович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ поверхностного упрочнения изделия из кобальтсодержащего твердого сплава,включающий его химико-термическую обработку в порошковом составе, содержащем,мас.аморфный бор 4-6 оксид алюминия 87-89 оксид магния 4-6 фтористый натрий 1-3,отличающийся тем, что после химико-термической обработки изделие подвергают электроимпульсной обработке под давлением. Изобретение относится к области химико-термической обработки в порошковых средах, в частности к способам упрочнения и повышения долговечности работы твердосплавного инструмента, в котором кобальт используется в качестве металлической связки или вязкой составной части. Известен 1 способ получения и поверхностного упрочнения с помощью химикотермической обработки (ХТО) кобальтсодержащих твердых сплавов. Основу получаемого таким образом твердосплавного инструмента составляют материалы на основе карбидов металлов, в которых кобальтсодержащие сплавы играют роль металлической связки или вязкой составляющей. Недостатком данного способа получения и упрочнения твердосплавного инструмента является остаточная пористость, которая в условиях повышенной динамической нагрузки ограничивает прочность и долговечность изготавливаемого из такого материала инструмента для обработки металлов резанием. Долговечность кобальтсодержащего твердосплавного инструмента также ограничена возникающей при обработке металлов резанием диффузией вольфрама из пограничной зоны инструмента в обрабаты 17560 1 2013.10.30 ваемый железоуглеродистый сплав, что приводит к образованию в приграничной зоне инструмента в, обладающего высокой хрупкостью. Наиболее близким к заявляемому является способ 2 получения и поверхностного упрочнения кобальтсодержащих твердых сплавов путем ХТО, включающий на стадии упрочнения термодиффузионное борирование в порошковой среде, состоящей, мас.аморфный бор - 4-6, оксид алюминия - 87-89, оксид магния - 4-6, фтористый натрий - 1-3. Благодаря термодиффузионному борированию в порошковой среде на стадии упрочнения кобальтсодержащих твердых сплавов в приповерхностном слое дополнительно образуются бориды кобальта. Появление среди карбидов приповерхностного слоя кобальтсодержащего твердосплавного инструмента боридов препятствует растворению вольфрама в обрабатываемом материале при обработке металлов резанием. Благодаря этому долговечность кобальтсодержащего твердосплавного инструмента повышается. Ограничением к дальнейшему повышению прочности и долговечности такого инструмента являются возникающие на границах фаз карбидов и боридов остаточные напряжения, а также остаточная пористость. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении прочности и долговечности кобальтсодержащего твердосплавного инструмента,работающего в условиях повышенных динамических нагрузок при обработке металлов резанием, в частности при обработке резанием железоуглеродистых сплавов. Техническая задача решается в способе поверхностного упрочнения изделия из кобальтсодержащего твердого сплава, включающем химико-термическую обработку в порошковом составе, содержащем, мас.аморфный бор 4-6 оксид алюминия 87-89 оксид магния 4-6 фтористый натрий 1-3,после химико-термической обработки изделие подвергают электроимпульсной обработке под давлением. Электроимпульсная обработка может проводиться на машинах контактной сварки 3 или установках для реализации -метода 4, на режимах, способствующих в результате электротермического действия тока появлению жидкофазного кобальта по границам карбидов и боридов, а также возникновению на границах фаз карбидов и боридов дополнительных механических и термических напряжений, способствующих их механическому измельчению. В таких условиях под действием давления и возникающих межфазных капиллярных сил жидкофазный кобальт попадает между существовавшими до электроимпульсной обработки границами фаз карбидов и боридов, создавая после кристаллизации между ними кобальтсодержащую связку. Кроме этого, наличие давления при электроимпульсной обработке и появление в результате термического действия тока жидкофазного кобальта приводит к уплотнению кобальтсодержащего твердосплавного материала и снижению его остаточной пористости. Появление кобальтсодержащей связки между боридами и карбидами в поверхностном слое, уплотнение и снижение остаточной пористости кобальтсодержащего твердосплавного материала способствует повышению прочности и долговечности изготавливаемого инструмента для обработки металлов резанием. Пример реализации предлагаемого способа получения и поверхностного упрочнения изделий из кобальтсодержащих твердых сплавов. Исходные экспериментальные образцы кобальтсодержащего твердосплавного материала имели цилиндрическую форму. Образцы подвергли испытаниям, которые проводились с учетом требований ГОСТ 8.549-86, ГОСТ 18898-89, ГОСТ 9013-59. В ходе испытаний установлено, что экспериментальные образцы имели диаметр 21-22 мм, высоту 11-12 мм, твердость 78-82 и плотность 14,2-14,5 г/см 3. 17560 1 2013.10.30 Затем экспериментальные образцы поместили в порошковую среду, содержащую,мас.аморфный бор 4-6 оксид алюминия 87-89 оксид магния 4-6 фтористый натрий 1-3. В этой порошковой среде с использованием защитной атмосферы образцы подвергли химико-термической обработке, при которой изотермическая выдержка на максимальной температуре 960-990 С составила 3 ч. Затем экспериментальные образцы были подвергнуты электроимпульсной обработке. Электроимпульсная обработка производилась на машине точечной контактной сварки 2201 на следующих режимах усилие сжатия электродов 200-220 даН напряжение в контуре электроимпульсной обработки 5-6 В частота следования импульсов 50 Гц амплитуда силы тока 10 кА длительность импульса 20 мс длительность 5 с. После завершения электроимпульсной обработки полученные экспериментальные образцы вместе с экспериментальными образцами, прошедшими ХТО в порошковой среде,и исходными подвергли испытаниям, которые проводились с учетом требований ГОСТ 8.549-86, ГОСТ 18898-89, ГОСТ 9013-59. Результаты этих испытаний приведены в таблице. Физико-механические свойства экспериментальных образцов После ХТО и электроИсходные После ХТО импульсной обработки Геометрические диаметр 20-21,диаметр 20-21,диаметр 19,5-20,5,размеры, мм высота 10-11 высота 10-11 высота 9-10 Твердость,81-83 81-83 85-87 3 Плотность, г/см 14,5-14,7 14,5-14,7 14,8-15,0 Анализ результатов, приведенных в таблице, позволяет сделать вывод о том, что после электроимпульсной обработки остаточная пористость снижается, а твердость получаемого кобальтсодержащего твердосплавного материала возрастает. Затем экспериментальные образцы с учетом требований ГОСТ 30480-97 прошли испытания на износостойкость. Используемые при проведении испытаний контртела были изготовлены из стали 45 ГОСТ 1050-88 и прошли закалку, после которой имели твердость 40-41 . Результаты проведенных испытаний показали, что износостойкость экспериментальных образцов, прошедших термодиффузионное борирование (ХТО), повышается на 13-17 , а прошедших термодиффузионное борирование и электроимпульсную обработку - на 19-23 . При этом продолжительность взаимодействия экспериментальных образцов с контртелом в первом случае увеличилась на 23-26 , а во втором увеличилась на 29-33 . Анализ полученных результатов, приведенных в примере реализации предлагаемого способа получения и поверхностного упрочнения кобальтсодержащих твердых сплавов,позволяет сделать следующие выводы 1. Использование термодиффузионного борирования (ХТО) с последующей электроимпульсной обработкой, проводимой под давлением, может повысить прочность кобальтсодержащего твердосплавного инструмента на 15 и долговечность на 30 , если его использовать при обработке железоуглеродистых сплавов. 3 17560 1 2013.10.30 2. Повышение прочности и долговечности кобальтсодержащего твердосплавного инструмента, полученного ХТО в порошковой среде с использованием последующей электроимпульсной обработки, может объясняться следующим на определенных режимах такой обработки из-за электротермического действия тока в обрабатываемом материале по границам карбидов и боридов появляется жидкофазный кобальт. При этом на границах фаз карбидов и боридов возникают дополнительные механические и термические напряжения, способствующие их механическому измельчению. В таких условиях под действием давления и возникающих межфазных капиллярных сил жидкофазный кобальт попадает между существовавшими до электроимпульсной обработки границами фаз карбидов и боридов, создавая после кристаллизации между ними кобальтсодержащую связку. Кроме этого, наличие давления при электроимпульсной обработке и появление в результате термического действия тока жидкофазного кобальта приводит к уплотнению кобальтсодержащего твердосплавного материала и снижению его остаточной пористости. Появление кобальтсодержащей связки между боридами и карбидами в поверхностном слое, уплотнение и снижение остаточной пористости кобальтсодержащего твердосплавного материала способствует повышению прочности и долговечности изготавливаемого инструмента. Источники информации 1. Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов. - М. Металлургия, 1976. - 528 с. 2. А.с. СССР 908944, МПК 23 9/04, 1982. 3. Банов М.Д. Технология и оборудование контактной сварки. - М. Академия, 2008. 224 с. 4. Григорьев Е.Г. Современные достижения и перспективы электроимпульсных (электроразрядных) методов спекания порошковых материалов. Научная сессия МИФИ-2006. Т. 9. - С. 57. 5..,. - 2004. - . 14-16. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C22C 29/06, C23C 8/80, C23C 8/68
Метки: поверхностного, способ, кобальтсодержащего, изделия, сплава, твёрдого, упрочнения
Код ссылки
<a href="https://by.patents.su/4-17560-sposob-poverhnostnogo-uprochneniya-izdeliya-iz-kobaltsoderzhashhego-tvyordogo-splava.html" rel="bookmark" title="База патентов Беларуси">Способ поверхностного упрочнения изделия из кобальтсодержащего твёрдого сплава</a>
Способ поверхностного упрочнения твердосплавного изделия на основе карбида вольфрама с нанесенным карбидным покрытием
Номер патента: 16202
Опубликовано: 30.08.2012
Авторы: Кузнечик Олег Ольгердович, Побережный Сергей Владимирович, Шелехина Виктория Михайловна
МПК: B22F 3/24, C21D 1/09, C22C 29/08...
Метки: нанесенным, карбидным, вольфрама, поверхностного, изделия, способ, карбида, твердосплавного, упрочнения, основе, покрытием
Текст:
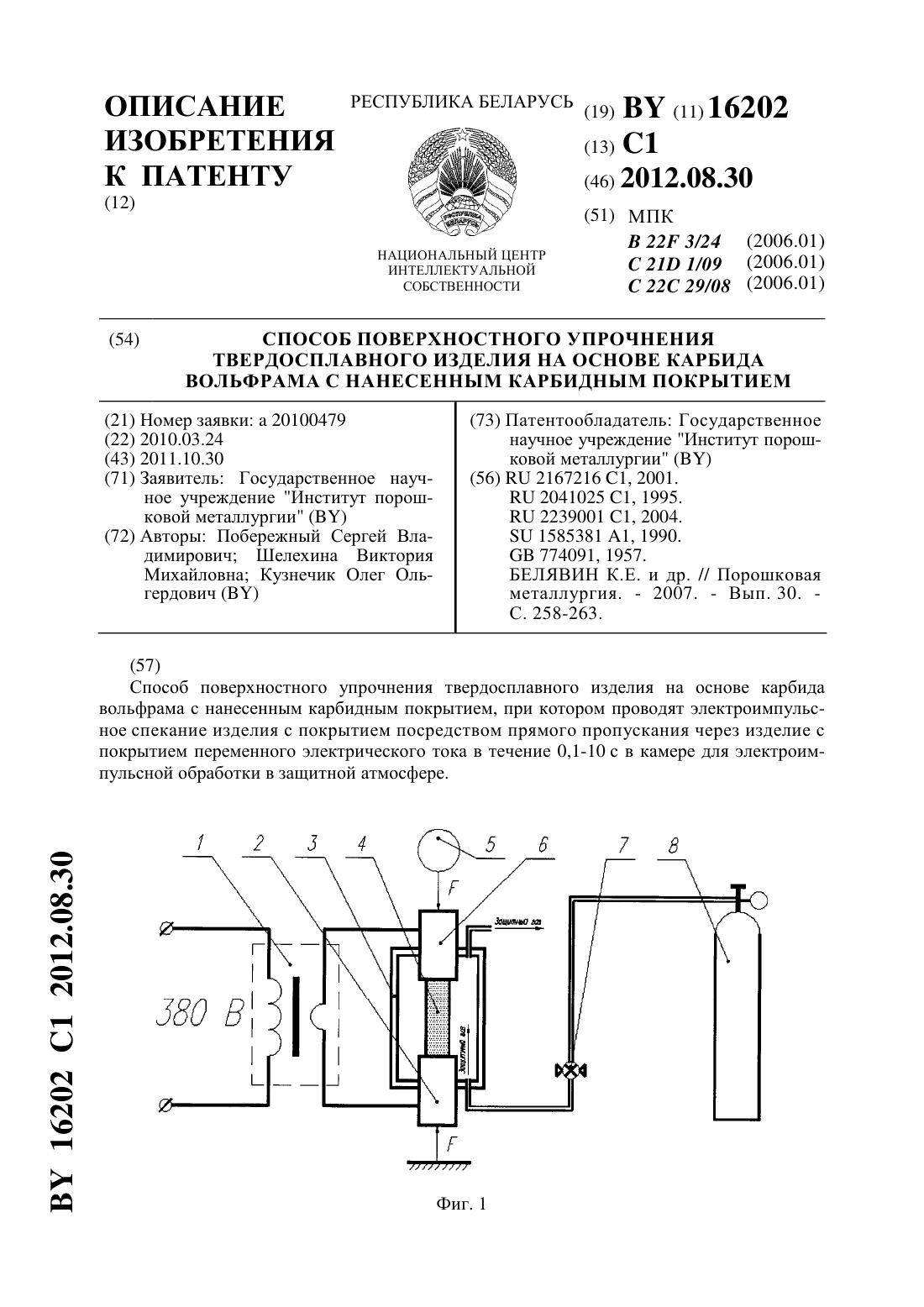
...обработки твердосплавных пластин осуществляется следующим образом. В защитную камеру 3 в пространство между электродами 2 и 6 устанавливается пластина 4, подлежащая электроимпульсной обработке. Камера 3 герметично закрывается, в ее внутреннее пространство посредством открытия вентиля баллона 8 начинает поступать защитный газ. Требуемое давление газа и его расход регулируется с помощью редуктора 7. Затем с помощью устройства нагружения...
Способ поверхностного упрочнения изделия из железоуглеродистого или титанового сплава
Номер патента: 12978
Опубликовано: 30.04.2010
Авторы: Кукин Александр Святославович, Баркун Александр Алексеевич, Кукин Святослав Феоктистович, Девойно Олег Георгиевич
Метки: упрочнения, способ, поверхностного, титанового, сплава, или, железоуглеродистого, изделия
Текст:
...его перемещения, и, таким образом, в общем случае, обеспечивать деформацию поверхностного слоя в трех взаимно перпендикулярных направлениях. Это обеспечивает более эффективное измельчение структуры поверхности из железоуглеродистого или титанового сплава. При обработке чугуна имеет место проникновение углерода в металлическую матрицу по бездиффузионному механизму, снижая его содержание в свободном виде, а также более интенсивное...
Способ поверхностного упрочнения твердосплавных изделий на кобальтовой связке
Номер патента: 16855
Опубликовано: 28.02.2013
Авторы: Шелехина Виктория Михайловна, Ильющенко Александр Федорович, Побережный Сергей Владимирович
Метки: связке, упрочнения, изделий, поверхностного, твердосплавных, способ, кобальтовой
Текст:
...печь, расплавление цинка, осуществление экстрагирования в него кобальта до получения на поверхности твердосплавного изделия слоя глубиной 10-20 мкм с пористостью 5-6 и насыщение твердосплавного изделия в алюмотермической смеси, содержащей оксиды хрома, титана и алюминия, порошок алюминия, порошок сурьмы и хлористый аммоний при следующем соотношении компонентов, масс.оксид хрома 18-20,оксид титана 18-20 порошок алюминия 16-18 порошок...
Способ поверхностного упрочнения твердосплавных изделий на кобальтовой связке
Номер патента: 16854
Опубликовано: 28.02.2013
Авторы: Ильющенко Александр Федорович, Побережный Сергей Владимирович
Метки: поверхностного, упрочнения, связке, твердосплавных, изделий, способ, кобальтовой
Текст:
...титана, молибдена и вольфрама, алюмомагниевую лигатуру в качестве восстановителя, оксид магния в качестве балластной добавки и хлористый аммоний в качестве активатора, заключается в повышении эксплуатационной стойкости твердосплавного инструмента с нанесенным карбидным покрытием, работающего в условиях динамических нагрузок. Данный технический прием известен авторам по 3, где экстрагирование кобальта в цинк по вышеприведенной схеме...
Способ упрочнения поверхности изделия из титанового сплава
Номер патента: 16907
Опубликовано: 28.02.2013
Авторы: Углов Владимир Васильевич, Подсобей Григорий Захарович, Шиманский Виталий Игоревич, Черенда Николай Николаевич, Асташинский Валентин Миронович
МПК: C23C 14/48, C23C 8/24
Метки: титанового, поверхности, изделия, способ, сплава, упрочнения
Текст:
...импульсов 10-15, после которых достигается насыщение поверхностного слоя азотом, и их дальнейшее увеличение не приводит к повышению концентрации азота. После азотирования легированного слоя изделие подвергают восстановительному отжигу в вакууме с целью частичного распада сформировавшегося при жидкофазном легировании твердого раствора на основе высокотемпературной фазы титана. Время восстановительного отжига выбирают из интервала 60-75 минут....
Предыдущий патент: Способ получения 4-амино-3,5-диметилбензойной кислоты
Следующий патент: Способ получения высокопористого ячеистого материала
Случайный патент: Комбинированный почвообрабатывающий агрегат