Формовочная смесь для изготовления абразивного инструмента
Номер патента: 1620
Опубликовано: 30.03.1997
Авторы: Дробышевская Наталья Евгеньевна, Лазаретов Леонид Иванович, Подденежный Евгений Николаевич, Близнец Михаил Михайлович, Мельниченко Игорь Михайлович, Ахраменко Николай Арсеньевич
Текст
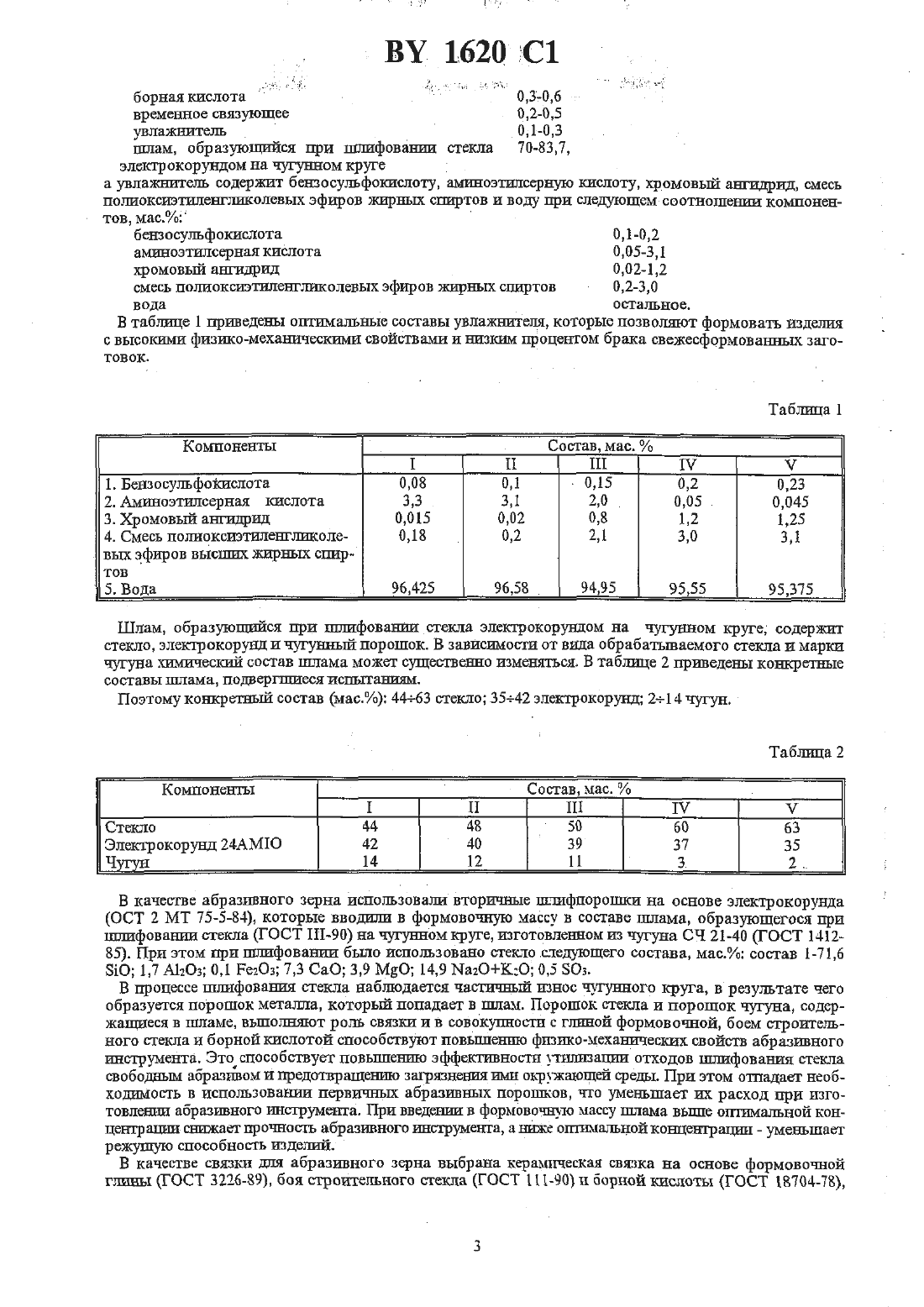
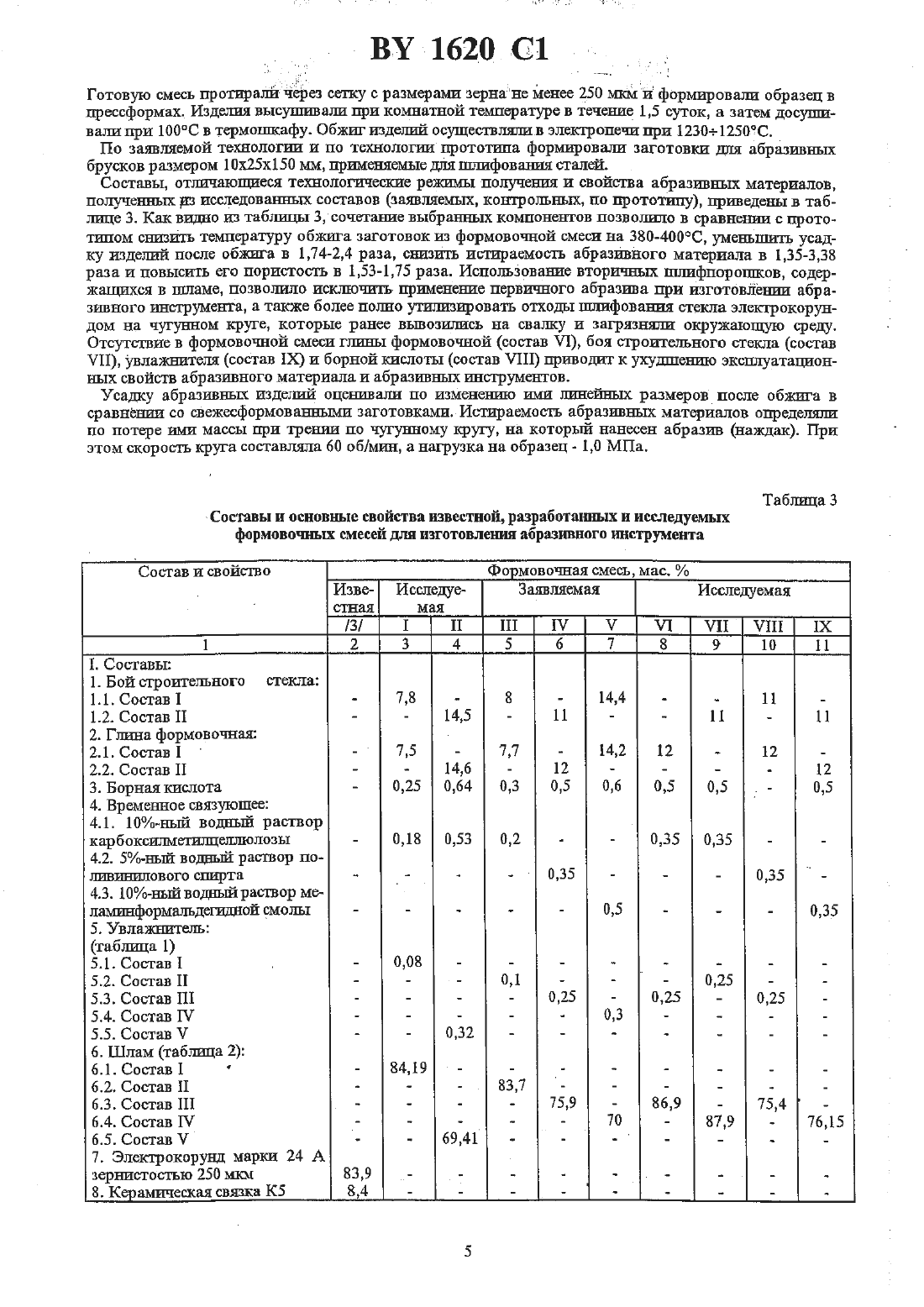
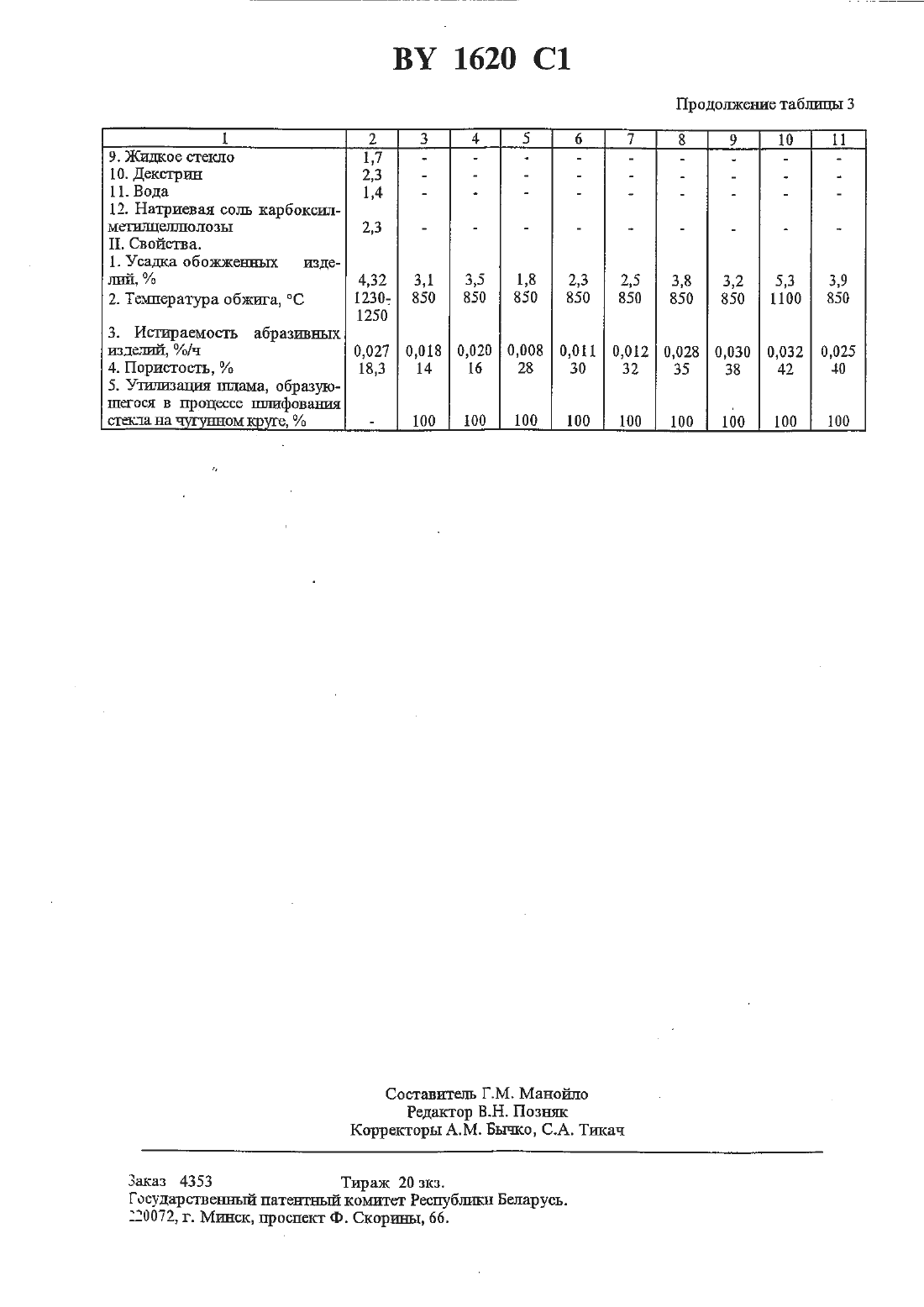
6. Ерщова Л.А. и др. Абразивные тела на керамической связке/Стеюто и керамикаг 198 бгка 11. - С. 2122ф. Гольдберг М.М. и др. Сырье и полупродукты для лакокрасочных материалов. - М Хиъшя, 1978.Изобретение относится к производству абразивных инструментов из вторичных абразивных шлифпорошков на керамической связке, которые могут быть использованы для силового обдирочНого тшшфования различного вида проката черных металлов и для вибропшифования всевозмоэкньтх металлических деталей машин.Известна формованная смесь для изготовления абразивного инструмента, включающая глину (5592 мас.), шамот или кварцевый песок, или дегидрироваинуто глину (3-20 мас.) и отходы птлифования ферритовых изделий (3-25 мас. ) 1.Материал, полученный из известной формовочной массы, характеризуется недостаточной прочностью на изгиб и большими остаточными напряжениями, что приводит к высокому износу абразивных изделий в процессе шлифования металлов и к их разрушению при эксплуатации и хранении. В процессе шлифования ферритовых изделий образуется незначительное количество отходов,что затрудняет организацию крупнотоннажного производства из них абразивных изделий. При изготовлении абразивных изделий из формовочной массы процесс обжига осуществляют при температурах 1250-1350 С, что требует значительных энергозатрат и приводит К удорожанию Изделий.Известна такие-формованная смесь для изготовления абразивного инструмента, содержащая керамическую связку (7-20 мас.), хшдкое стекло (3-5 масУо), борную шепоту (0,5-1,5 мас.) и абразив до 100 мас. 2.Вследствие значительной усадки материала в процессе сушки заготовок, отпрессованньтх из известной формовочной смеси, в них возникают высокие внутренние напряжения. Это приводит к разрушению заготовок и к уменьшению выхода годных абразивных изделий после обжига. Кроме этого, абразивные изделия, изготовленные из известной формовочной смеси, обладают низким сопротивлением истиранию, что снижает их срок службы при шлифовании металлов.Наиболее близкой к заявляемой является формованная смесь, включающая абразив (67-88 мас.),керамическую связку (6-21 масУо), увлажнитель (1-4 мас.), клеящую добавку (1-3 мас.), воду (0,3-6 мас.) и натриевую соль карбоксилмстилцезнполозьт (1-5 мас.) З. При этом известная формовочная смесь в качестве керамической связки содержит стандартную керамическую связку КБ, в качестве увлажнителя - жидкое стекло, а в качестве клеящей добавки - декстрин.Керамическая связка К 5 представляет собой смесь керамичесшх порошков, образующих связку при отясите. Известная формовочная смесь в качестве клеящей добавки содержит такое дефицитное и ДОрогосгоящее вещество, как декстрин, что приводит к увеличе стоимости абразивного инструмента. При изготовлении абразивных изделий, изготовленных из известной формовочной смеси, их обжиг осуществляют при температурах 1230-1250 С, что требует значительных энергозатрат и приводит к удорожанию инструмента. В процессе эксплуатации абразивных изделий, изготовленных из известной формовочной смеси, происходит их частая механическая поломка, обусловленная низкой прочностью на изгиб и высокой хрупкостью материала. Это требует дополнительных затрат на приобретение и замену абразивного инструмента. В процессе сушки и обжига в абразивных изделиях возникают высокие внутренние напряжения, пропащие к образованию и росту ТРСЩИЕ 13831330319 ния, которые приводят к разрушению инструмента в процессе хранения и к увеличению процента брака. Кроме этого, абразивный инструмент, изготовленный из известной формовочной смеси, обладает большой истирасмостью в присутствии абразива, например песка илишлама пншфования.Предлагаемая формовочная смесь обеспечивает решение такой задачи, как получение формованных абразивных инструментов на керамической связке.Технический результат заявляемого технического решения заключается в снижении усадки при обжиге и в уменьшении истираемости абразивных изделий за счет повьппения пористости материала. Кроме этого, обеспечивается дополнительный техничесшай эффект, заключающийся в уменьшении расхода первичного абразива за счет использования вторичных шлифцорошков, которые содержатся в интиме, образующемся при шлифовании стекла электрокорундом на чугунном круге. При этом повьппастся эффективность утилизации отходов шлифования стекла абразивами и предотвращается загрязнение ими окружающей среды.Указанный технический результат достигается тем, что в формовочную смесь для изготовления абразивного инструмента, включающую абразивный наполнитель, компоненты, образующие керамическую связку, временное связующее и увлажнителю, вводят В Качестве абразива ншам, образуЮЩПЙСЯ при шлифовании стекла на чугунном круге, и в качестве компонентов, образующих керамические связку - смесь глины формовочной, боя строительного стетсдта и борной кислоты, при этом формовочная смесь для изготовления абразивного тшструмента содержит указанные компоненты в следующем соотношении, мас.глина формовочная 77-142 бой строительного стекла 3-144птлам, образующийся при птлифовании стекла 70-83,электр окорундом на чугунном круге . а увлажнители. содержит бензосульфотсислоту, аминозтилсерную кислоту, хромовый ангидрид, смесь полиоксиртиленгдтшсолевьтх эфиров жирных спиртов и воду при следующем соотношении компонен. тов, мас. абензосущфокиштота 01-02 аминоэтилсерная кислота 0,05-3,1 хромовый ангидрид 0,02-12 смесь подгиоксиэтиленгзлпсолевьтх эфиров жирных спиртов 02-30 вода остальное.В таблвще 1 приведены оптнмалъньхе составы увлажнителя, которые позволяют формовать изделия с высокими физико-механическими свойствами и низким процентом брака свежесформованньш затотовок.3. Хромовый ангидрид 4. Смесь полиоксиэтизтентдшколе вых эфир ов высших жирных спирд товшлам, образутоплйся при шлифовании стекла электрокорундом на чугунном круге содержит стекло, элешрокорунд и чугунный порошок. В зависимости от вида обрабатываемого стекла и марки чугуна кшшчестсий состав шлама может существенно изменяться. В таблице 2 приведены конкретные составы шлама, подвергшиеся испытаниям.Поэтому конкретный состав (мас.) 4463 стекло 3542 злектрокорунд 214 чугун, Таблица 2текло Электр окорунд 24 АМ 10 Ч д .В качестве абразивного зерна использовали вторичные цшифпорошси на основе электрокорунда(ОСТ 2 МТ 75-5-84), которые вводили в формовочнуто массу в составе шлама, образующегося при пшифовании стекла (ГОСТ 111-90) на чугунном круге, изготовленном из чугуна СЧ 21-40 (ГОСТ 141285). При этом при шлифовании было использовано стекло устедующего состава, мас. состав 141,6 510 1,7 А 1203 0,1 езОз 7,3 СаО 3,9 мдо 14,9 Ыа 2 ОКО 0,5 303.В процессе шлифования СТЕКЛЕ. наблюдается частичный ВЗНОС ЧУГУННОГО круга, в результате чего образуется порошок металла, который попадает в шлам. Порошок стекла и порошок чугуна, содержащиеся в шламс, вьшозтнятот роль связки и в совокупности с глиной формовочной, боем строительного стекла н борной кислотой способствуют повьлпеншо флзнко-мсханичесшх свойств абразивного инструмента. Этоснособсгвует повьппению эффективности угшппацтш отходов тшшфования стекла свободным абразивом и предотвращению загрязнения ими окружившей среды. При этом отпадает ведаходимость в исполъзовании первичных образных порошков, что уменьшает их расход при изготовлении абразивного инструмента. При введении в формовочнуто массу шлама вьппе оптимальной концентрации снижает прочность абразивного инструмента, а ниже огпщлальной концентрации - уменьшает режущую способность изделий.В качестве связки для абразивного зерна выбрана керамическая связка на основе формовочной глины (ГОСТ 3226-89), боя строительного стекла (ГОСТ 111-9011 борной кислоты (ГОСТ 18704518),обладающая относительно высокими прочностными свойствами и низкой температурой обжига. При этом в качестве формовочной глины были использованы глины следующего состава, маетеВ качестве боя стекла был использован бой листового строительного стекла опешившего состава,масР/вВведение глины формовочной вьппе оптимальной концентрации увеличивает температуру обжига изделий, а ниже оптимальной концентрации - повышает их истираемость. При введении боя строительного стекла ниже оптимальной концентрации повышаются пористость и истираемостъ абразивных изделий, а выше оптимальной концентрации - повъштается усадка изделий и наблюдается их коробление, обусловленное избытком стеклофазы в керамической связке. Введение борной кислоты выше оптимальной концентрации снижает прочность, повьппает истираемость и усадку абразивных изделий, а ниже оптимальной концентрации - увезтичивает температуру обжига и пористость материала.Для снижения процента брака, образующегося при извлечении заготовок из прессформьт, в формовочную смесь вводили временное связующее и увлажнитель. При этом в качестве временного связующего использовалти 10-ный водный раствор карбоксиэшетиэщешполозьт (ТУ 6-48-781-83), ЗУо-ньтй водный раствор полнвинилового спирта (ГОСТ 10779-78) и 10-ный водный раствор меламинформальдегидной смольт. Введение временного связующего вьппе оптимальной концентрации уменьшает прочность свежесформованньпт заготовок, а ниже оптимальной концентрации повьппаег их пористость и приводит к разрушению сформов анных изделий в процессе извлечения из прессформът.Для повьппения смачиваемости дисперсных компонентов формовочной массы временным связующим в ее состав введен увлажнитель, представляющий собой водный раствор, содержащий бензосуттьфотшслоту (Мр ТУ 6-09-3578-67), амииозтштсернуто кислоту (Мр ТУ 6-09-5257-63), хромовый ангидрид (ГОСТ 4469-48) и смесь полиоксиэтштентзтиколевых эфиров высших ясирньтх спиртов (ГОСТ 16730-82). Введение бензосульфокислотът, амнноэтилсерной кислоты, хромового ангидрида И СМССИ полиоксиэтиленгзтитсолевьпт эфиров высших жирных спиртов в увлажнитель ниже оптимальной концентрации уменьшает смачиваемостъ частиц формовочной массьт временным связующим и прочность свежесформованньтх заготовок, а вьппе оптимальной концентрации - приводит к ухудшению их физико механических свойств. уВ настоящее время водные растворы карбоксилметиэщезпполозьт, поливииилового спирта и меламинформалтьдетилпой смольт используют в пропиточных составах для скрепления холста иглопробивното материала 4. Борная кислота используется для получения адгезионноспособньтх стекленекрытий на сталях 5, а глину используют в качестве добавки в керамическую связку, повышающую температуру обяситза материала б. Бензосуэтьфокислоту применяют в качестве отвердителя фурановых смол (см. кн. Остер-Волков НИ.) Хромовый ангидрид применяется в основном в качестве пигмента при нзготовлении-водоэмултьсионньпс и масляных красок, а также красок на основе полимерных связующих 7. В отличие от известных технических решений водные растворы карбоксилметизщешполозы, потшвинилового спирта и меламинформазпддегидной смолы нами использованы для монолитизашш абразивных зерен и частиц керамической связки. При этом для повышения адгезии временной связки зерна абраза и частицы керамической связки увлажняли водным раствором. содержащим бенэосузшфотсислоту, аминоэтнлсерную кислоту, хромовый ангидрид и смесь полиоксиэтиленглитсолевых эфиров высших жирных спиртов. Глина и Борная кислота в указанном в патентной формуле соотношении использованы нами для получения легкоплавкой связки, позволяющей снизить температуру обжига абразивного инструмента. дальнейшего снижения температуры плавления связки и уменьшения в ней остаточных напряжений предложено достигать введением боя строительного стекла и шлама стекла. При этом порошок чугуна, содержатся в шлеме, способствует как снижению температуры обжига абразивного инструмента, так и повьппеншо физикомеханичестсих свойств и режущей способности материала.Технология получения формовочной массы для изготовления абразивного инструмента состоит в следующем. Вначале сметниватот дисперсные глину, бой строительного хггешша, борную шепоту и шлам. После этого вводят увлажнитель и временное связующее, и смесь тщательно гомогенизирутот. Изделия из заявляемой смеси получали следующим образом перемешанную смесь помещают в прессформу и формуют заготовку при нагрузке прессования 5300 кгс. Отттрессованньте изделия извлекают из прессформы и помещают в термоппшф, в котором их сушили при температуре 80 С в течение 2 часов. После этого высушенные изделия помещали в электропечь, где их обжигали при температуре 850 С в течение 2-х часов.Известную массу по прототипу получали последовательным смешиванием электрокорунда марш 24 А с водой в течение 1-2 мни, жишсим стеклом 3 мин, затем засьшали керамическую связку К 5, декстрин, натриевую соль карбоксипметидщезпполозы, и все компоненты перемешивали в течение 4-5 минут.Готовую смесь протирали через сетку с размерами зернане менее 250 шеи формировали образец в прессформах. Изделия высушивали при комнатной температуре в течение 1,5 суток, а затем досушц. вали при 100 С в термошкафу. Обжиг Изделий осуществлявшие в электропечи при 12301250 С.По заявляемой технологии и по технологииирототипа формировали заготовки для абразивных брусков размером 1 Пх 25 х 150 мм, применяемые для шлифования сталей.Составы, отличающиеся технологические реэкимы получения и свойства абразивных материалов,полученных да исследованных составов (заявляемых, контрольных, по прототипу), приведены в таблице 3. Как видно из таблицы Зщочегание выбранных компонентов позволило в сравнении с прототипом снизигь температуру обжига заготовок из формовочной смеси на 380-400 С, уменьшить усадку изделий после обжига в 1,74-2,4 раза, снизить иегираемосгь абразивного материала в 1,35-3,38 раза и повысить его пористость в 153-175 раза. Использование вторичных шлифпороппсов, содержащихся в пижаме, позволило исключить- применение первичного абразива при изготовлении абра. зивного инструмента, а также более полно утилизировать отходы шлифования стекла злектрокорундом на чугунном круге, которые ранее вывозились на свалку и загрязняла окружающую среду,Отсутствие в формовочной смеси глины формовочной (состав 171), боя (прощального стекла (состав 1111), увлажнителя (состав 1 Х) и борной кислоты (состав 17111) приводит к ухудшению эксплуатандонных свойств абразивного материала и абразивных инструментов.Усадку абразивных изделий оценивали по изменению ими линейных размеров после обжига в сравнении со свежесформованньши заготовками. Истираемостъ абразивных материалов определялипо потере ими массы при трении но чугунному кругу, на который нанесен абразив (наждак). При этом скорость крута составляла 60 об/мин, а нагрузка на образец - 1,0 МПа.формовочных смесей для изготовления абразивного инструмента4.2. 5-ный водный раствор поливинилового спирта4.3. 10 Уо-иъп 3 водный раствор меламинформадтьдегшшой смолы 5. Увлажнитель
МПК / Метки
МПК: B24D 3/14, C04B 35/10
Метки: смесь, инструмента, абразивного, изготовления, формовочная
Код ссылки
<a href="https://by.patents.su/6-1620-formovochnaya-smes-dlya-izgotovleniya-abrazivnogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Формовочная смесь для изготовления абразивного инструмента</a>
Масса для изготовления абразивного инструмента
Номер патента: 444
Опубликовано: 30.03.1995
Авторы: Минец В. В., Катюк А. В., Мороз В. В., Купчик П. В., Мастюгин Л. И.
МПК: B24D 3/34
Метки: масса, абразивного, инструмента, изготовления
Текст:
...придает ей ВНТИСВПТИЧВСКИВ СБОЙСТВВ. у В предложенном составе в качестве аб разива применяется алмазный порошок. гексогональный нитрид бора. кубический НИТрИд бора, В КЭЧЗСТВЕ НЗПОЛНИТЭЛЯ ИСользуются полирит каолин. порошки металлов с размером частиц 0.02200 мкм. а также полимерные материалы. например,полиэтилен. фторопласт. капрон с размером частиц не более 8 мм. либо смеси указанных веществ. Для получения инстру мента из предложенной массы...
Масса для изготовления абразивного инструмента
Номер патента: 446
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Давыдов И. И., Якимахо А. П.
МПК: B24D 3/34
Метки: масса, инструмента, изготовления, абразивного
Текст:
...веществом по отношению к обрабатьшаемой поверхностнд снижает усилие резания, сокращает износ абразивныш зерен. 30 В результате введения в массу фосфата аммония повышается износостойкость инструмента. Порообразователь может использоваться в виде кристал лов или гранул размером 0015 мм.Гранулированный полиэтилен используется в качестве антифрикционного материалаего может заменить фторопласт, полистирол и дРУгие полимеры. Эпонсидная...
Масса для изготовления абразивного шлифовального инструмента
Номер патента: 458
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Якимахо А. П., Мороз В. В., Медведев В. Б.
МПК: B24D 3/34
Метки: абразивного, шлифовального, изготовления, масса, инструмента
Текст:
...помещают в пресс-форму. формуют при комнатной температуре с последующей термической обработкой при 100120 С в течение 824 ч.Для выяснения стабильности режущих свойств инструмента. иаготовленногомз предлагаемой абразивной массы и сравнения зтих свойств со свойствами инструмента. изготовленного из массы-прототипа. было изготовлено 6 образцов инструмента,содержащих эпоксидную смолу ГОСТ 10581584. полизтиленполиамин ТУ б 02594-80, алмазный...
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Минец В. В., Филонов И. П., Амозов С. В., Мастюгин Л. И.
МПК: B24D 18/00
Метки: способ, инструмента, изготовления, абразивного
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Состав для изготовления абразивного инструмента на гибкой основе
Номер патента: 1336
Опубликовано: 16.09.1996
Авторы: Солдатов В. С., Луцко В. Ф., Журавлев М. М., Клубович В. В., Ермоленко И. Н., Козловский Г. В., Дубкова В. И., Еремеев А. С., Валендо А. Я., Кишишев Б. М., Амбразевич Н. М.
МПК: B24D 3/34
Метки: основе, состав, абразивного, инструмента, гибкой, изготовления
Текст:
...порошкообразных компонентов, мас.ч. сажа 10,оксид цинка 3,сера 1 аэросил 1 сульфенамид Ц 1 ,тиурам Д 0,2.Приготовление смеси осуществляется следующим образом. В синтетический латекс вводят при комнатной температуре указанное количество сажи, перемешивание осуществляютпри воздействии ультразвука с использованием диспергатора УЗГ 1-1 до получения однородного состава. В полученную смесь последовательно вводят остальные наполнители и...
Предыдущий патент: Способ лечения нейротрофических синдромов при остеохондрозе позвоночника
Следующий патент: Забойный двигатель
Случайный патент: Датчик для определения концентрации газов