Способ получения износостойкого плазменного покрытия
Номер патента: 16962
Опубликовано: 30.04.2013
Авторы: Нисс Владимир Семенович, Руденская Наталия Александровна, Руденская Мария Владимировна
Текст
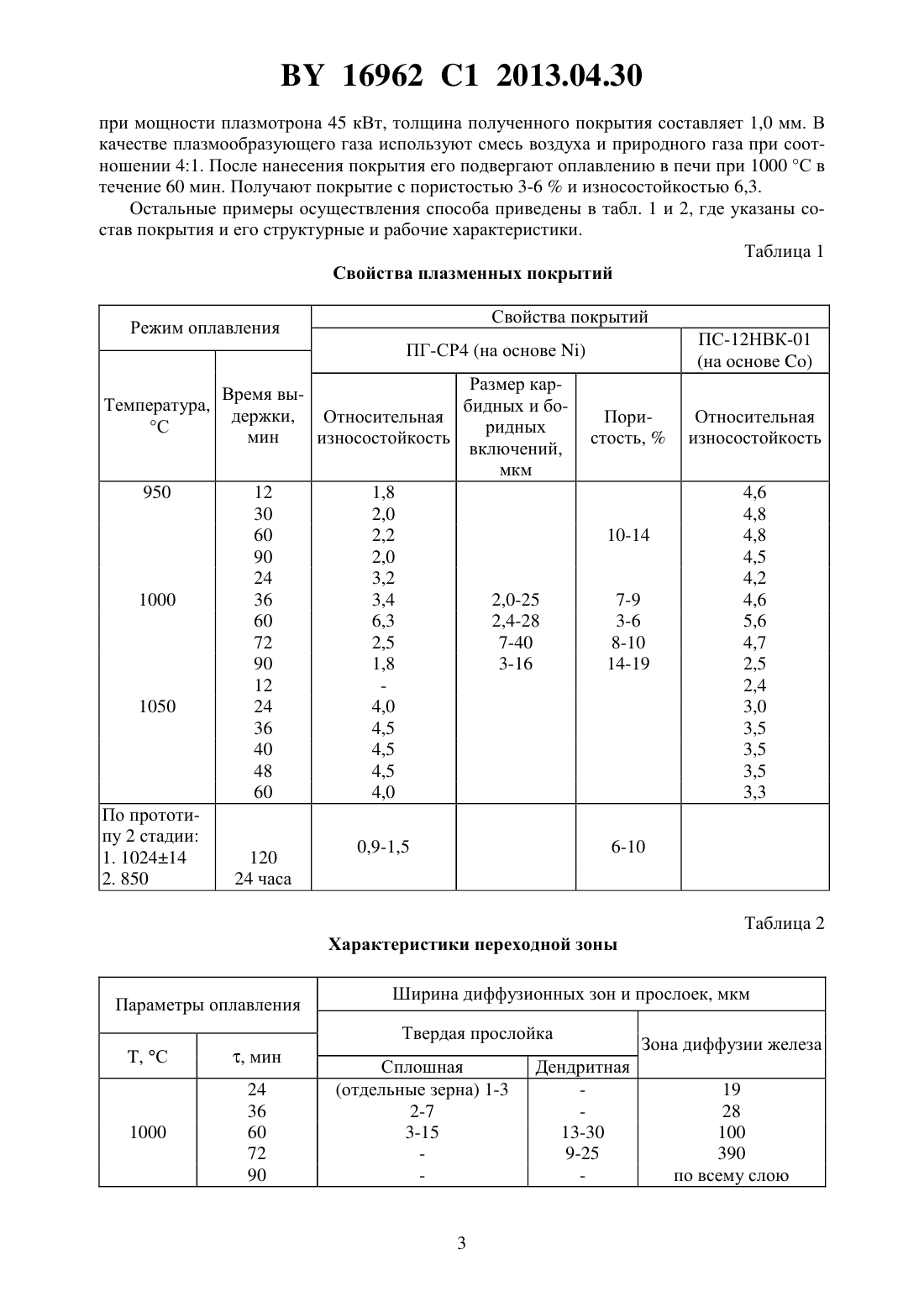
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПЛАЗМЕННОГО ПОКРЫТИЯ(71) Заявитель Республиканское инновационное унитарное предприятие Научно-технологический парк БНТУ Политехник(72) Авторы Руденская Наталия Александровна Нисс Владимир Семенович Руденская Мария Владимировна(73) Патентообладатель Республиканское инновационное унитарное предприятие Научно-технологический парк БНТУ Политехник(56) БОРИСОВ Ю.С. и др. Газотермические покрытия из порошковых материалов Справочник. - Киев Наукова думка,1987. - С. 13, 47-48, 70-71.2299115 1, 2007.1359337 1, 1987.1553569 1, 1990.1475973 1, 1989.(57) Способ получения износостойкого плазменного покрытия из порошка самофлюсующегося сплава, при котором порошок напыляют на деталь газовоздушным плазмотроном и оплавляют напыленное покрытие, отличающийся тем, что оплавляют покрытие при атмосферном давлении при 950-1050 С в течение 12-60 мин. Изобретение относится к области порошковой металлургии, более конкретно к способам нанесения покрытий газотермическими методами на детали, работающие в условиях абразивного изнашивания и ударных нагрузок. Известны способы нанесения плазменных покрытий из самофлюсующихся сплавов на основеи 1, с. 196-233, включающие напыление порошка на основной металл с последующим оплавлением сформированного покрытия. Износостойкость таких покрытий находится на уровне закаленной стали 50. Повышение их износостойкости возможно лишь при введении в их состав упрочняющих фаз в виде тугоплавких соединений, что не только усложняет технологию напыления защитного слоя, но и существенно удорожает материал. Наиболее близким по сущности к предлагаемому техническому решению является способ формирования плазменных покрытий, включающий термическую обработку в виде оплавления в высоковакуумной печи. Оплавление проводят в две стадии первая состоит в нагреве детали с покрытием при 1042 14 С и выдержке 2 ч далее следует дополнительная термообработка при 850 С и 24 ч 2, с. 234-236. Однако покрытия, получаемые таким способом, невозможно регулировать по уровню свойств в заданных пределах, то есть получать покрытие с оптимальными и высокими(относительно эталона) рабочими характеристиками (пористость, износостойкость). Кроме того, такой способ является энергоемким. Задача, решаемая предлагаемым техническим решением, состоит в упрощении способа формирования покрытий из самофлюсующихся сплавов без введения в их состав дополнительных упрочняющих добавок, обеспечении воспроизводимости рабочих характеристик (износостойкость, пористость) и повышении экономичности. Поставленная задача решается тем, что в способе получения износостойкого плазменного покрытия из порошка самофлюсующегося сплава порошок напыляют на деталь газовоздушным плазмотроном и оплавляют напыленное покрытие при атмосферном давлении при 9501050 С в течение 1260 мин. Предлагаемый способ за счет варьирования режимных параметров позволяет в широких пределах изменять свойства напыленного слоя, которые находятся в прямой зависимости от структуры материала. Процесс оплавления ведет к формированию в матричном сплаве карбидных и боридных зерен определенного размера (2,440 мкм), которые являются дисперсно-упрочняющей составляющей покрытия к самофлюсованию, за счет чего снижается пористость покрытий. Кроме того, создаются условия, при которых между покрытием и основным металлом образуется градиентная и многослойная переходная зона,включающая, кроме перлитной прослойки, диффузионных зон , , , , , прослойки-твердого раствора на основе никеля, впервые обнаруженную твердую прослойку. Именно сочетанием структуры основного слоя со структурой переходной зоны достигаются повышенные свойства материала покрытия и обеспечивается возможность управления механизмом структурообразования напыленного слоя, а, следовательно, процессом формирования покрытия. Таким образом, обеспечиваются условия для получения покрытий с требуемыми рабочими характеристиками. Использование в предлагаемом способе температурного и временного интервалов(9501050 С и 1260 мин) позволяет реализовать различные механизмы структурообразования напыленного слоя. Ниже нижнего и выше верхнего режимных параметров термообработки доминирующими процессами являются формирование и рост твердых зерен микроупрочнителей -твердого раствора и рост зерен -твердого раствора соответственно. Оптимальным является режим 1000 С,60 мин, при котором формируется не только дисперсно-упрочненная структура слоя, но и упрочненная градиентная структура переходной зоны, что обеспечивает существенное повышение износостойкости покрытий(в 4,2-7 раз в сравнении с прототипом) и их качества за счет снижения пористости (от 6-10 до 3-6 соответственно). Предлагаемый способ заключается в следующем. Для получения плазменного покрытия с требуемыми рабочими характеристиками (износостойкость, пористость) порошки из самофлюсующихся сплавов ПГ-СР 4 и ПС-12 НВК-01 дисперсностью 40-100 мкм подают под срез газовоздушного плазмотрона для напыления на стальные образцы (сталь 3),предварительно подвергнутые дробеструйной обработке и обезжириванию. После нанесения покрытия его подвергают оплавлению в печи при 950-1050 С в течение 12-60 мин при атмосферном давлении. Микроструктуру и пористость покрытия оценивают микроскопическим методом ( -21), ошибка эксперимента составляет менее 7 . Износостойкость покрытия определяют по стандартной методике (ГОСТ 17367-71) на машине Х 4-Б. Условия изнашивания абразив-шкурка из(размер зерна 50-63 мкм),эталон - сталь 50, закаленная до 52-54 ед. путь трения - 15 м, нагрузка - 10 кг/см 2. Пример 1. Необходимо сформировать плазменное покрытие, обладающее пористостью 3-6 ,относительной износостойкостью 6,3. Для получения покрытия с указанными рабочими характеристиками берут порошок самофлюсующегося сплава ПГ-СР 4 и подают его под срез газовоздушного плазмотрона для напыления на стальные образцы (сталь 3), предварительно подвергнутые дробеструйной обработке и обезжириванию. Напыление проводят 2 16962 1 2013.04.30 при мощности плазмотрона 45 кВт, толщина полученного покрытия составляет 1,0 мм. В качестве плазмообразующего газа используют смесь воздуха и природного газа при соотношении 41. После нанесения покрытия его подвергают оплавлению в печи при 1000 С в течение 60 мин. Получают покрытие с пористостью 3-6 и износостойкостью 6,3. Остальные примеры осуществления способа приведены в табл. 1 и 2, где указаны состав покрытия и его структурные и рабочие характеристики. Таблица 1 Свойства плазменных покрытий Свойства покрытий ПГ-СР 4 (на основе ) Размер карВремя выТемпература,бидных и бодержки,Относительная С ридных мин износостойкость включений,мкм 950 12 1,8 30 2,0 60 2,2 90 2,0 24 3,2 1000 36 3,4 2,0-25 60 6,3 2,4-28 72 2,5 7-40 90 1,8 3-16 12 1050 24 4,0 36 4,5 40 4,5 48 4,5 60 4,0 По прототипу 2 стадии 0,9-1,5 1. 102414 120 2. 850 24 часа Таблица 2 Характеристики переходной зоны Параметры оплавления Ширина диффузионных зон и прослоек, мкм Твердая прослойка Зона диффузии железа 19 28 100 390 по всему слою 16962 1 2013.04.30 Таким образом, предлагаемый способ позволяет повысить качество получаемого плазменного покрытия за счет снижения пористости и существенно повысить износостойкость, что обусловлено возможностью контролировать процесс формирования покрытия управлением структуры основного слоя и границы раздела. Источники информации 1. Борисов Ю.С., Харламов Ю.А., Сидоренко С.Л. и др. Газотермические покрытия из порошковых материалов Справочник. - Киев Наукова Думка, 1987. - С. 196-233. 2. Борисов Ю.С., Харламов Ю.А., Сидоренко С.Л. и др. Газотермические покрытия из порошковых материалов Справочник. - Киев Наукова Думка, 1987. - С. 234-236. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: получения, износостойкого, плазменного, способ, покрытия
Код ссылки
<a href="https://by.patents.su/4-16962-sposob-polucheniya-iznosostojjkogo-plazmennogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения износостойкого плазменного покрытия</a>
Способ получения износостойкого покрытия
Номер патента: 7776
Опубликовано: 28.02.2006
Авторы: Копысов Виктор Александрович, Швейкин Геннадий Петрович, Руденская Наталья Александровна
Метки: способ, износостойкого, получения, покрытия
Текст:
...Его осуществление возможно при сочетании следующих факторов. Именно определенное процентное содержание частиц мелкой (менее 50 мкм) и крупной (более 50 мкм) фракций в исходных порошках позволяет обеспечить аморфизацию напыленного слоя, что в свою очередь обусловливает его высокие эксплуатационные свойства. Кроме того, достигается существенное (для керамических порошков) повышение коэффициента использования порошка (62 ) в сравнении с...
Способ получения износостойкого покрытия
Номер патента: 9422
Опубликовано: 30.06.2007
Авторы: Кукареко Владимир Аркадьевич, Жорник Виктор Иванович, Белоцерковский Марат Артемович, Полуян Александр Иванович
МПК: C23C 4/18, B23K 11/06, B05B 7/16...
Метки: износостойкого, получения, способ, покрытия
Текст:
...стали ферритного класса составляет около 0,8 /кг. Причем применение дешевых низколегированных проволок для формирования покрытий в данном случае предпочтительнее, поскольку процесс цементации сталей ферритного класса осуществлять значительно проще, чем сложнолегированных сталей. Для насыщения поверхностного слоя покрытия углеродосодержащим материалом на глубину до 150200 мкм в процессе электроконтактной обработки, необходимо чтобы...
Способ получения износостойкого никелевого покрытия на стали
Номер патента: 14524
Опубликовано: 30.06.2011
Авторы: Степанова Лариса Ивановна, Свиридов Дмитрий Вадимович, Свиридова Татьяна Викторовна
МПК: C23C 22/05
Метки: износостойкого, стали, способ, покрытия, никелевого, получения
Текст:
...кислоты, полученный пропусканием 0,1 раствора 24 через ионообменную колонку с катионитом КУ-2 в Н-форме, и подвергается обработке ультразвуком (частота - 22 кГц, акустическая мощность - 45 Вт) в течение 3 мин. Износостойкость модифицированного таким образом никелевого покрытия в 7,3 раза выше, чем в случае никелевого покрытия, не модифицированного оксидно-гидроксидными соединениями молибдена (величина износа оценивалась по потере массы...
Способ получения мультислойного вакуумно-плазменного покрытия
Номер патента: 11698
Опубликовано: 30.04.2009
Авторы: Фролов Игорь Станиславович, Иващенко Сергей Анатольевич, Гречихин Леонид Иванович, Голушко Виктория Маратовна
МПК: C23C 14/00
Метки: способ, получения, мультислойного, покрытия, вакуумно-плазменного
Текст:
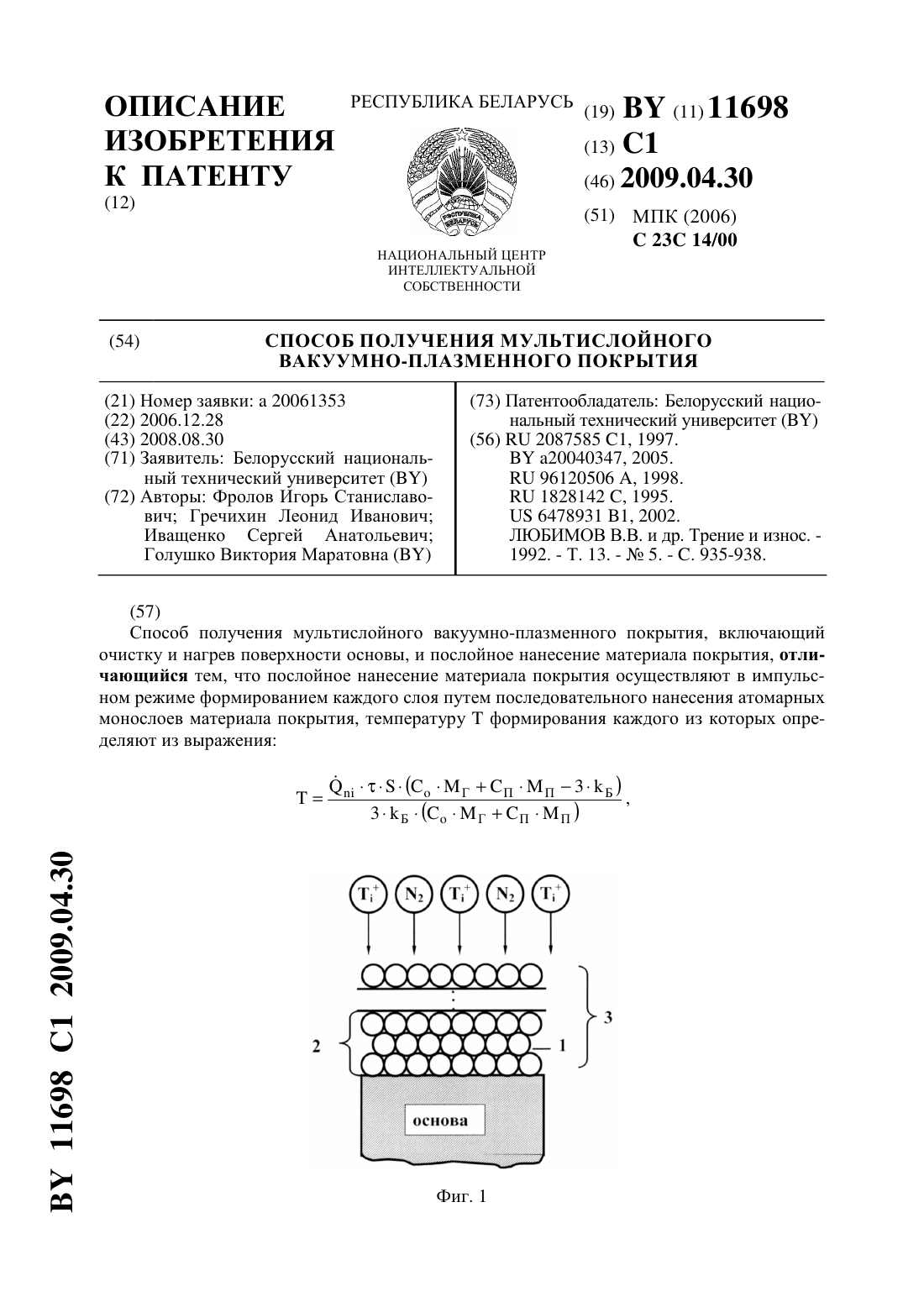
...напыления УРМ 3.279.048 в импульсном режиме работы испарителя производилось осаждение мультислойного покрытияна образцы из стали 12 Х 18 Н 10 Т. Режимы осаждения ток дуги 90 А, напряжение на образце 100 В,давление реакционного газа (азота) в вакуумной камере 810-2 Па. Скорость осаждения покрытия для данных режимов составляет 0,18 мкм/мин. Атомарные монослои 1 (фиг. 1) материала покрытия в каждом слое 2 наносились до температуры,...
Износостойкое комбинированное покрытие и способ получения износостойкого комбинированного покрытия
Номер патента: 10786
Опубликовано: 30.06.2008
Авторы: Кузнецова Татьяна Анатольевна, Маркова Людмила Владимировна, Андреев Михаил Анатольевич
МПК: C23C 14/22, C23C 14/06
Метки: износостойкого, покрытия, способ, покрытие, износостойкое, комбинированного, получения, комбинированное
Текст:
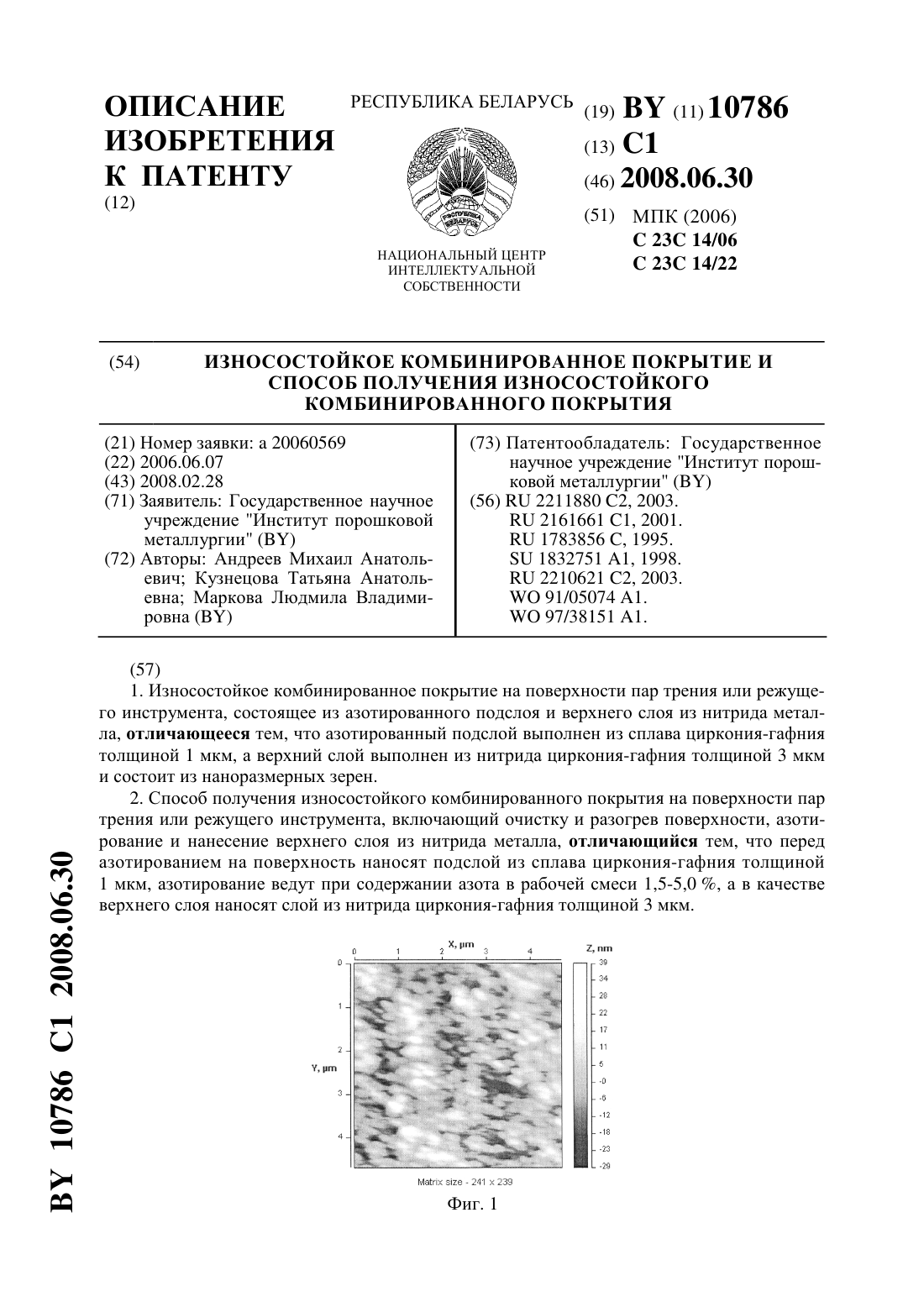
...тончайшего слоя зерен , служащего центрами зародышеобразования для последующей стадии формирования покрытия. Нанесение подслоятолщиной 1 мкм осуществляется при Ркамеры 5710-2 Па,дуги 80-100 , опорное 120-130 В из плазмы электродугового разряда катода из сплава(80 и 20). При этом формируется структура, в которой зернаразмером 100 нм выстроены в виде шестиугольников с заполненным центром, что определяется гексагональной кристаллической...
Предыдущий патент: Способ определения валового калия в почве
Следующий патент: Шарошечный буровой инструмент или шарошечное долото
Случайный патент: Картофелесажалка полунавесная