Способ изготовления пористого имплантата тела позвонка с анизотропной структурой
Номер патента: 16082
Опубликовано: 30.06.2012
Авторы: Савич Вадим Викторович, Тарайкович Александр Михайлович, Шеко Геннадий Анатольевич, Докторов Вячеслав Викторович
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ИМПЛАНТАТА ТЕЛА ПОЗВОНКА С АНИЗОТРОПНОЙ СТРУКТУРОЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Савич Вадим Викторович Докторов Вячеслав Викторович Тарайкович Александр Михайлович Шеко Геннадий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Способ изготовления пористого имплантата тела позвонка с анизотропной структурой, при котором готовят шихту из биосовместимого материала на основе порошка титана, засыпают в пресс-форму, на поверхности пуансонов которой размещены эластичные прокладки, осуществляют одноосное двухстороннее прессование шихты при давлении 0,8-2,0 МПа, при этом прессовку выдерживают в течение 3-10 секунд при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, выпрессовывают деталь вверх, спекают ее в вакууме при 1190-1230 С в течение 1,5-2,0 часов и калибруют по высоте и боковой поверхности с одновременным формованием фаски на гранях между боковой и торцевой поверхностями, отличающийся тем, что шихту засыпают с формированием трех слоев по высоте, при этом для первого и третьего слоев используют шихту,приготовленную из крупного порошка с размером частиц 0,63-1,00 мм, а для второго шихту, приготовленную из смеси, содержащей крупный порошок и 10-15 мас.мелкого порошка с размером частиц 0,04-0,10 мм. 2. Способ по п. 1, отличающийся тем, что в качестве мелкого порошка используют порошок, полученный измельчением крупного порошка. 3. Способ по п. 1, отличающийся тем, что в качестве мелкого порошка используют порошок алюминия. 4. Способ по любому из пп. 1-3, отличающийся тем, что высоту слоя крупных частиц выбирают в соответствии с высотой в готовом изделии, равной 2,5-3,5 мм. Изобретение относится к порошковой металлургии и может быть использовано в медицине, а именно в травматологии и ортопедии, для изготовления пористых имплантатов тела позвонка, применяемых при переднем спондилодезе позвоночника - эффективном методе хирургического лечения целого спектра патологических состояний позвоночника,таких как опухоли, локализующиеся в 80 случаев в телах позвонков, дегенеративно 16082 1 2012.06.30 дистрофические поражения, осложненные стенозированием позвоночного канала, а также оскольчатые переломы и другие повреждения позвоночника. Известен способ получения пористых изделий, которые могу быть использованы в качестве имплантатов, включающий приготовление шихты, одноосное прессование в металлической пресс-форме и спекание 1. Недостатком известного способа является значительная неравномерность распределения пористости по объему изделия (особенно, при соотношении высоты изделия к поперечному размеру больше 2-2,5), связанная с межчастичным трением и трением частиц о стенки пресс-формы. Другим недостатком известного способа являются меньшие размеры пор и пористость поверхностных слоев изделий по сравнению с его внутренним объемом,что связано с пластической деформацией частиц порошка на поверхности прессовки вследствие высоких контактных давлений при контакте с твердой поверхностью матрицы и пуансонов. Известен способ изготовления пористых изделий в виде стержней и втулок, которые могут быть использованы в качестве имплантатов, методом сухого изостатического прессования, включающий приготовление шихты, радиальное уплотнение рабочей жидкостью через эластичную оболочку и спекание 2. Недостатком известного способа является недопрессовка торцев изделий, что требует их последующей обрезки механической обработкой, ведет к повреждению торцовых поверхностей (зализыванию пор), ограничивает минимальную высоту изделий (минимум 1,5-2,0 поперечного размера). Известен способ изготовления пористых изделий, которые могу быть использованы в качестве имплантатов, включающий приготовление шихты, эластостатическое радиальное прессование путем одноосного сжатия эластичной оболочки в жестких матрицах жесткими пуансонами и спекание 3. Недостатками способа являются неравномерность пористости, проявляющаяся при соотношении высоты изделия к поперечному размеру больше 3-3,5, высокая вероятность брака вследствие разрушения или образования трещин в средней части при восстановлении размера эластичного инструмента в осевом направлении, а также уменьшенные по сравнению с внутренним объемом пористость и размеры пор поверхностного слоя торцев изделия. Известен способ изготовления пористого имплантата тела позвонка с анизотропной структурой, заключающийся в том, что готовят шихту из биосовместимого материала на основе порошка титана, размещают эластичные прокладки между пуансонами прессформы и шихтой, осуществляют одноосное двухстороннее прессование шихты при давлении 0,8-2,0 МПа, при этом прессовку выдерживают в течение 3-10 секунд при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, выпрессовывают деталь вверх, спекают ее в вакууме при 1190-1230 С в течение 1,5-2,0 часов и калибруют по высоте и боковой поверхности с одновременным формованием фаски на гранях между боковой и торцевой поверхностями 4. Недостатком способа является невысокая прочность на поперечный изгиб при соотношении высоты изделия к поперечному размеру больше 3-3,5. Еще одним недостатком является вероятность брака в средней части имплантата вследствие образования поперечных трещин, трудно поддающихся идентификации и отбраковке, при калибровке по высоте. Задача, которую решает предлагаемое изобретение, заключается в повышении прочности, снижении вероятности брака при калибровке путем обеспечения возможности получения изделий с соотношением высоты к поперечному размеру в диапазоне от 0,2-0,25 до 5,0-6,0, создании анизотропии пористости и размеров пор по поверхности (на торцах выше, чем во внутреннем объеме, а на боковой поверхности - меньше, чем во внутреннем объеме). 2 16082 1 2012.06.30 Поставленная техническая задача решается тем, что в способе изготовления пористого имплантата тела позвонка с анизотропной структурой, заключающемся в том, что готовят шихту из биосовместимого материала на основе порошка титана, засыпают в прессформу, на поверхности пуансонов которой размещены эластичные прокладки, осуществляют одноосное двухстороннее прессование шихты при давлении 0,8-2,0 МПа, при этом прессовку выдерживают в течение 3-10 секунд при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, выпрессовывают деталь вверх, спекают ее в вакууме при 1190-1230 С в течение 1,5-2,0 часов и калибруют по высоте и боковой поверхности с одновременным формованием фаски на гранях между боковой и торцевой поверхностями, шихту засыпают с формированием трех слоев по высоте, при этом для первого и третьего слоев используют шихту, приготовленную из крупного порошка с размером частиц 0,63-1,00 мм, а для второго - шихту, приготовленную из смеси, содержащей крупный порошок и 10-15 мас.мелкого порошка с размером частиц 0,04-0,10 мм. В качестве мелкого порошка можно выбирать порошок, полученный измельчением крупного, а массовое количество мелкого порошка в среднем слое шихты выбирают из соотношения 0,10-0,15. В качестве мелкого порошка можно выбирать порошок алюминия, а массовое количество мелкого порошка в среднем слое шихты выбирают из соотношения 0,005-0,015. Высота слоя крупных частиц может находиться в готовом изделии в интервале размеров 2,5-3,5 мм. Формирование шихты в три слоя по высоте слой крупного порошка, слой крупного и мелкого порошка, слой крупного порошка позволяет обеспечить анизотропность поровой структуры при одновременном повышении прочности центральной части, т.к. в ней смесь крупного и мелкого порошка после спекания образует более прочные межчастичные контакты, чем контакты только между крупными частицами вследствие меньшей температуры спекания мелких частиц. Крупный порошок можно выбирать с размером частиц 0,63-1,0 мм, а мелкий - 0,04-0,1 мм, что позволяет дополнительно повысить качество изделия за счет оптимизированного диапазона повышения прочности и минимизированного диапазона снижения пористости. В качестве мелкого порошка можно выбирать порошок, полученный измельчением крупного, а массовое количество мелкого порошка в среднем слое шихты выбирают из соотношения 0,10-0,15, что дополнительно. В качестве мелкого порошка можно выбирать порошок алюминия, а массовое количество мелкого порошка в среднем слое шихты выбирают из соотношения 0,005-0,015. Высота слоя крупных частиц может находиться в готовом изделии в интервале размеров 2,5-3,5 мм. Наличие эластичных прокладок между пуансонами и прессуемой шихтой позволяет распределить давление по поверхности губчатых частиц порошка, избежать их раздавливания во внешнем слое и, тем самым, уменьшения размеров пор и пористости в нем по сравнению с внутренним объемом изделия. В то же время контакт частиц прессуемого порошка по боковой поверхности с металлической матрицей обеспечивает упомянутый выше эффект и, тем самым, анизотропию свойств (пористости, размеров пор) на торцовых,боковой поверхности и внутри изделия. Двухстороннее прессование давлением в указанных выше пределах для порошка титана со сдвигом матрицы позволяет обеспечить равномерную пористость и размеры пор, а также равномерную прочность по высоте изделия. Выдержка при максимальном давлении также позволяет обеспечить равномерную пористость и размеры пор, а также равномерную прочность по высоте изделия за счет релаксации напряжений в объеме изделия. Спекание в указанных выше пределах температуры и времени позволяет обеспечить оптимальное сочетание пористости и прочности по внутреннему объему изделия. 3 16082 1 2012.06.30 Калибровка изделия после спекания по высоте и боковой поверхности с одновременным формованием фаски по периметру позволяет дополнительно выровнять пористость по высоте, уменьшить пористость и размеры пор на боковой поверхности. Одновременное формирование фаски по периметру торцовых поверхностей позволяет обеспечить плавный переход от плотной боковой поверхности к высокопористым торцовым поверхностям, что повышает прочность изделия за счет уменьшения концентрации напряжений по граням. Прессование ведут при давлении 0,8-2,0 МПа, а спекание осуществляют при температуре 1190-1230 С в течение 1,5-2,0 час. Прессование при давлении меньше 0,8 МПа не позволяет, во-первых, обеспечить достаточной прочности сырой прессовки, во-вторых, не позволяет выровнять пористость и размеры пор в объеме прессовки и ППМ за счет их относительного скольжения. Прессование при давлении больше 2,0 МПа может привести к уменьшению размеров пор, пористости, т.е. не позволяет решить техническую задачу изобретения. Спекание при указанных режимах позволяет обеспечить минимальное искажение поровой структуры и усадку, что дополнительно способствует достижению поставленной цели. Предлагаемый способ осуществляется следующим образом. Порошок титана прессуют двухсторонне в металлической матрице при давлении 0,82,0 МПа через эластичные прокладки (полиуретановые, резиновые, полиамидные и т.п.),сечение которых соответствует сечению пуансонов. Выдерживают при максимальном давлении 3-10 с, затем, не снижая давление, сдвигают матрицу вниз, уменьшают давление до нуля и окончательно выпрессовывают вверх изделие. Спекание осуществляют при температуре 1190-1230 С в течение 1,5-2,0 час. После спекания изделие калибруют по боковой поверхности в требуемый размер, а по высоте - в размер с образованием фасок по граням между боковой и торцовыми поверхностями. Пример. Порошок титана марки ПТХ 2-1 с губчатой формой частиц размерами 0,063-0,1 мм засыпают в металлическую пресс-форму диаметром 16 мм, на поверхности которых закреплены эластичные прокладки из полиуретана, и прессуют диски толщиной 8 мм. Затем осуществляют спекание при температуре 1190-1230 С в течение 1,5-2,05 час. После спекания проводят калибровку по боковой поверхности и по высоте с одновременным формированием фасок на гранях между боковой и торцовой поверхностями. Результаты исследований свойств показывают, что при только оптимальных режимах изготовления обеспечивается достижение задачи изобретения. Разработанная нами технология может быть использована при производстве медицинских имплантатов и других изделий. Источники информации 1. Либенсон Г.А Лопатин В.Ю., Комарницкий Г.В. Процессы порошковой металлургии. В 2-х т. Т.2. Формование и спекание. - М. МИСИС, 2002. - С. 23-33. 2. Реут О.П., Богинский Л.С., Петюшик Е.Е. Сухое изостатическое прессование уплотняемых материалов. - Минск Дэбор, 1998. - С.14-15. 3. Реут О.П., Богинский Л.С., Петюшик Е.Е. Сухое изостатическое прессование уплотняемых материалов. - Минск Дэбор, 1998. - С. 10-11. 4. Патент РБ 8653 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: структурой, анизотропной, способ, позвонка, пористого, изготовления, тела, имплантата
Код ссылки
<a href="https://by.patents.su/4-16082-sposob-izgotovleniya-poristogo-implantata-tela-pozvonka-s-anizotropnojj-strukturojj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пористого имплантата тела позвонка с анизотропной структурой</a>
Способ изготовления пористого имплантата тела позвонка с анизотропной структурой
Номер патента: 8653
Опубликовано: 30.12.2006
Авторы: Савич Вадим Викторович, Тумилович Мирослав Викторович, Пилиневич Леонид Петрович
Метки: имплантата, анизотропной, позвонка, структурой, способ, пористого, изготовления, тела
Текст:
...техническая задача рещается тем, что готовят щихту из биосовместимого материала на основе порощка титана, размещают эластичные прокладки между пуансонами пресс-формы и щихтой, осуществляют одноосное двухстороннее прессование щихты при давлении О,8-2,О МПа, при этом прессовку выдерживают в течение 3-10 с при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, выпрессовь 1 вают деталь вверх, спекают...
Способ получения пористого имплантата из порошка титана
Номер патента: 10325
Опубликовано: 28.02.2008
Авторы: Маслов Алексей Петрович, Руцкий Александр Владимирович, Доста Анатолий Дмитриевич
МПК: A61L 27/00, B22F 3/12
Метки: имплантата, порошка, пористого, способ, титана, получения
Текст:
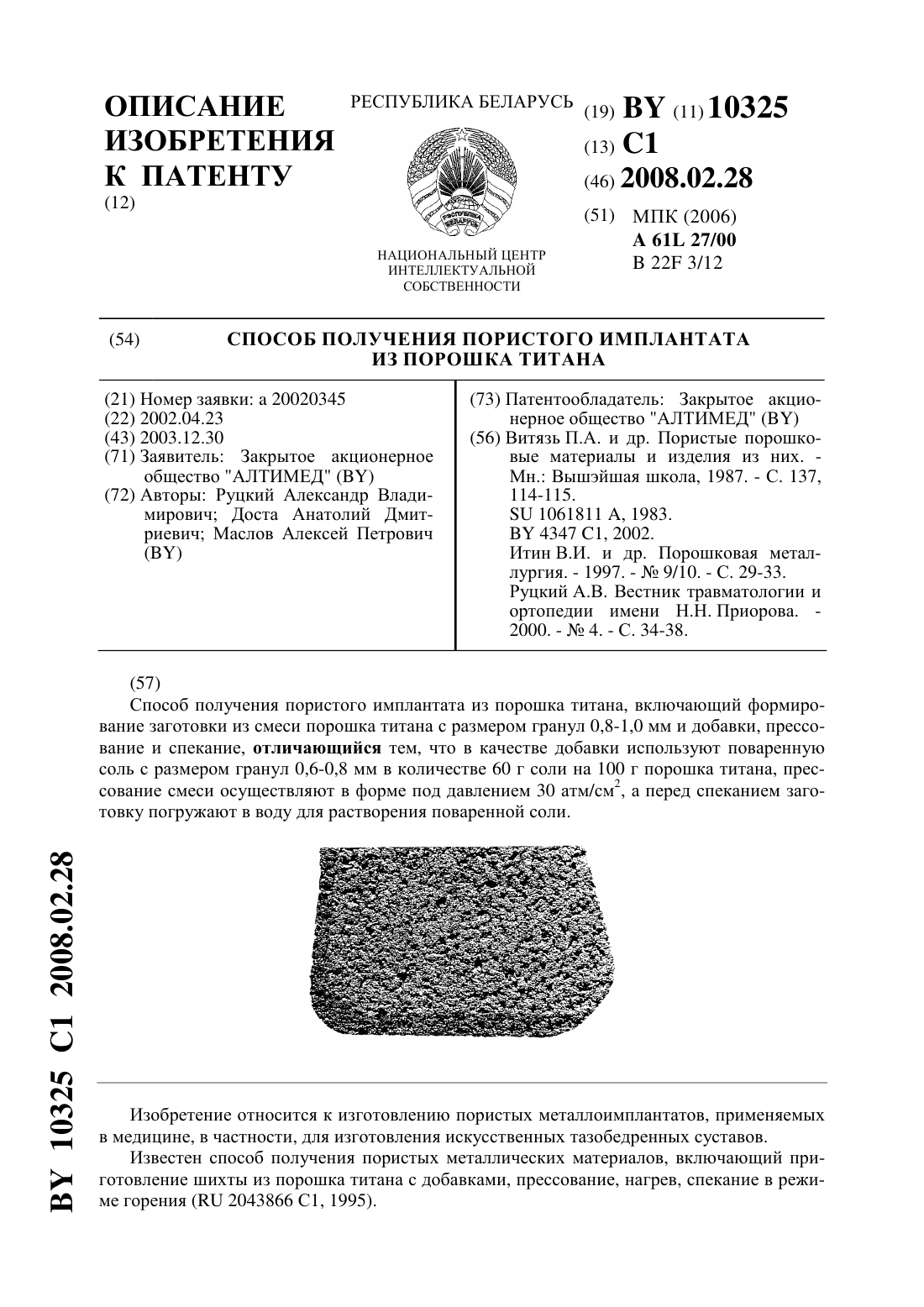
...их конфигурацией. В основу заявленного изобретения положена задача создания пористого имплантата из порошка титана с порами требуемого размера и конфигурации, например, типа металлокоралл-стандарт. Поставленная задача достигается следующим образом. Предложен способ получения пористого имплантата из порошка титана, включающий формирование заготовки из смеси порошка титана с размером гранул 0,8-1,0 мм и добавки, прессование и спекание, при этом...
Способ получения изделий формы тел вращения с анизотропной структурой из металлических порошков
Номер патента: 11377
Опубликовано: 30.12.2008
Авторы: Мозжаров Сергей Евгеньевич, Савич Вадим Викторович, Толочко Николай Константинович
МПК: B22F 3/105
Метки: структурой, способ, металлических, порошков, получения, вращения, изделий, анизотропной, тел, формы
Текст:
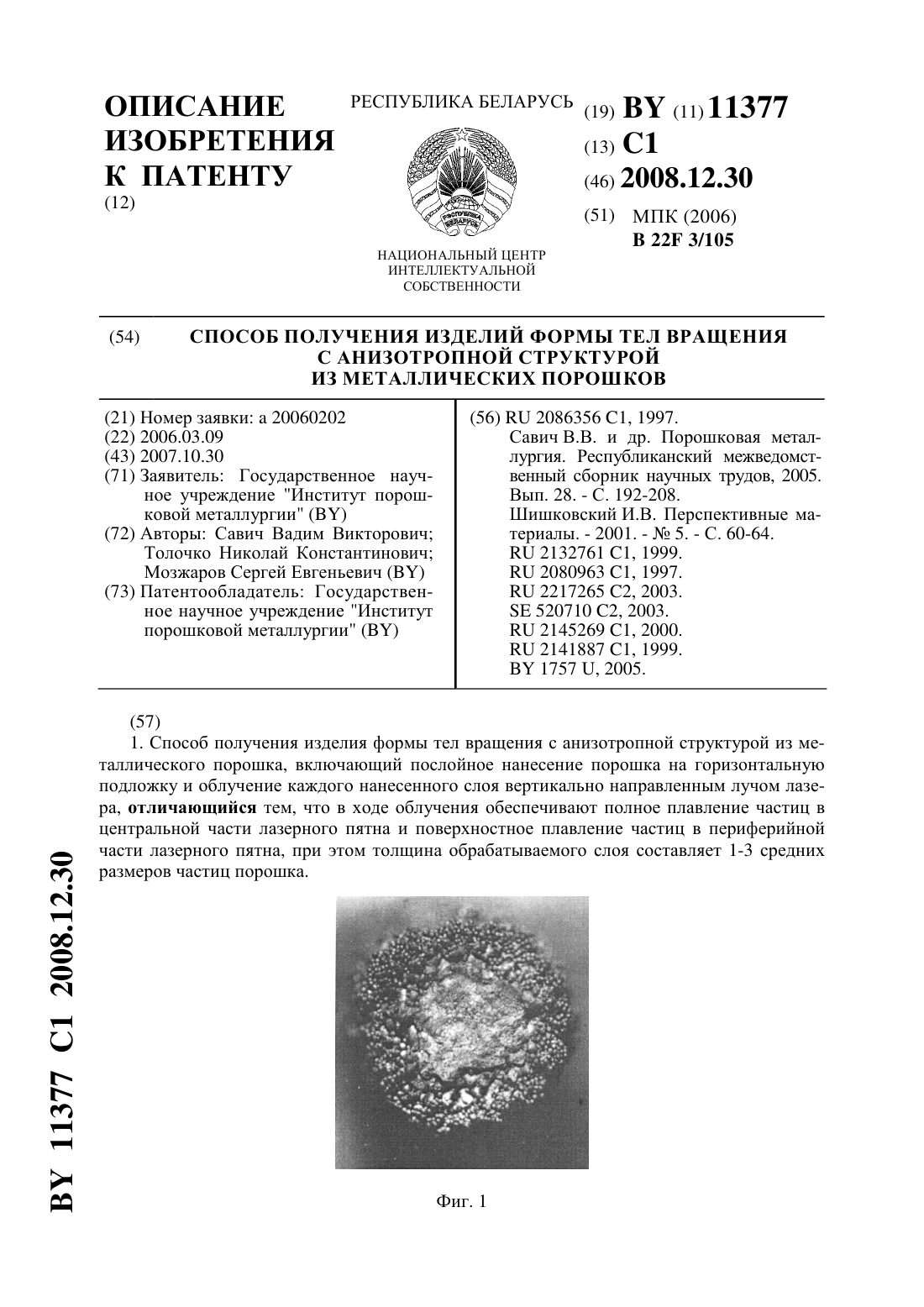
...При обработке каждого последующего слоя можно изменять мощность излучения. Это дополнительно расширяет технологические возможности путем регулирования пористости оболочки изделия за счет интенсивности и температуры нагрева при спекании, а также позволяет получать изделия типа тел вращения с, например, периодической формой- гофрированной, ребристой и т.п. В частности, мощность излучения при обработке каждого последующего слоя можно монотонно...
Способ получения фильтрующего элемента с анизотропной структурой
Номер патента: 12113
Опубликовано: 30.08.2009
Авторы: Судник Лариса Владимировна, Беденко Сергей Александрович, Пилиневич Леонид Петрович, Жук Елена Владимировна
МПК: C04B 38/00, B01D 39/14
Метки: структурой, способ, получения, фильтрующего, анизотропной, элемента
Текст:
...поры на ней (размеры пор 20-100 нм) 4. Крупные поры, размер и форма которых зависят от гранулометрического состава и режимов формования и спекания, обеспечивают более грубую очистку. Слой оксида алюминия, не снижая проницаемости основного материала, приводит к обеспечению более тонкой фильтрации различных сред. Побочный технический эффект заключается в увеличении физико-механических прочностных характеристик за счет слоистой структуры...
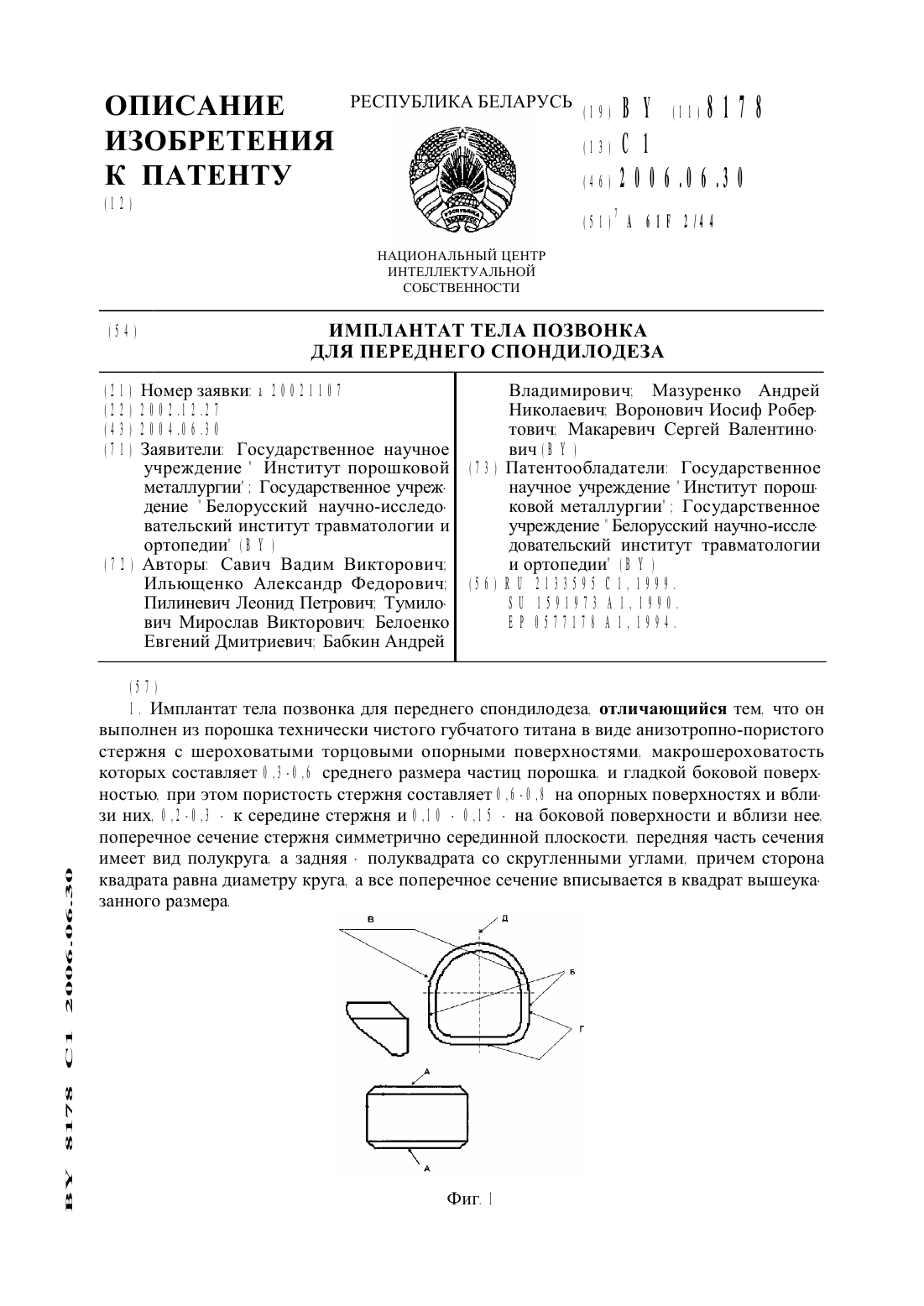
Имплантат тела позвонка для переднего спондилодеза
Номер патента: 8178
Опубликовано: 30.06.2006
Авторы: Бабкин Андрей Владимирович, Пилиневич Леонид Петрович, Макаревич Сергей Валентинович, Савич Вадим Викторович, Мазуренко Андрей Николаевич, Тумилович Мирослав Викторович, Воронович Иосиф Робертович, Белоенко Евгений Дмитриевич, Ильющенко Александр Федорович
МПК: A61F 2/44
Метки: спондилодеза, переднего, позвонка, имплантат, тела
Текст:
...равна диаметру круга. а все поперечное сечение стержня вписывается в квадрат вышеуказанного размераВ имплантате часть стержня. отстоящая более чем на 5 мм от его опорных поверхностей. может быть выполнена из порощка со средним размером частиц в 1 0 раз меньшим размера частиц порощка опорных поверхностейВ имплантате поры на опорных поверхностях преимущественно могут иметь форму. близкую К усеченному конусу. обращенного большим основанием...
Предыдущий патент: Картофельный сбитень
Следующий патент: Способ изготовления алмазного инструмента
Случайный патент: Мочевой приемник для мальчиков