Способ изготовления алмазного инструмента
Номер патента: 15943
Опубликовано: 30.06.2012
Авторы: Миронович Галина Александровна, Осипов Владимир Анатольевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Миронович Галина Александровна Осипов Владимир Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления алмазного инструмента, включающий размещение в ступени меньшего диаметра ступенчатой кольцевой полости технологической формы алмазосодержащей шихты, установку на нее металлического корпуса, размещение пропитывающего материала в ступени большего диаметра ступенчатой кольцевой полости технологической формы вокруг наружной поверхности корпуса, спекание, удаление технологической формы, отличающийся тем, что используют алмазосодержащую шихту,изготовленную на основе смеси алмазов зернистостью 630/500 и 400/315 в процентном соотношении 5050. Изобретение относится к области порошковой металлургии, в частности к способам изготовления кольцевых алмазных сверл с повышенными эксплуатационными характеристиками для обработки железобетона. Известен способ изготовления алмазных сверл повышенной износостойкости, увеличение эксплуатационных характеристик в котором достигается за счет химического взаимодействия пропитывающего адгезионно-активного медного сплава с алмазами и увеличения их алмазоудержания в рабочем слое 1. Однако недостатком этого способа является невысокая скорость (производительность) сверления полученным инструментом, так как прочное удержание алмазов имеет обратную сторону рабочий слой медленней обновляется, грани алмазов притупляются, новые алмазы не вскрываются, скорость сверления (производительность) падает. Так, скорость сверления железобетона марки М 400 и с арматурой 12 мм для сверла диаметром 80 мм,изготовленного по способу 1, по результатам промышленных испытаний составляет 1,31,5 см/мин, тогда как средняя скорость сверления строительных материалов составляет 26 см/мин. Известен способ изготовления кольцевых алмазных сверл, при котором более высокая производительность сверления (4,0-6,0 см/мин) достигается за счет использования смеси алмазных порошков зернистостью 800/630 - 630/500 и 315/250 - 200/160. Однако при этом стойкость сверл при приведенных выше условиях эксплуатации ниже, например, для 15943 1 2012.06.30 сверла диаметром 80 мм ресурс работы составляет всего 9 м 2. Это увеличивает затраты на эксплуатацию инструмента, переналадку оборудования. В качестве прототипа выбран описанный в 3 способ изготовления кольцевых алмазных сверл, основные этапы которого включают изготовление алмазосодержащей шихты из алмазов А 5 630/500 и твердосплавной смеси ВК 6, пропитку свободнонасыпанной алмазосодержащей шихты медным сплавом, соединение с металлическим корпусом инструмента в ступенчатой технологической форме. Благодаря равномерному распределению и прочному закреплению алмазов в рабочем слое инструмента, ресурс работы алмазных сверл, полученных данным способом, увеличился в 1,5-1,7 раза и составил, например, для сверла диаметром 80 мм 15 м. Однако производительность сверления невысока 2,0-2,5 см/мин. Это не удовлетворяет современным темпам в строительстве при всевозрастающих его объемах. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении производительности сверления железобетона алмазным инструментом. Поставленная техническая задача достигается тем, что в известном способе изготовления алмазного инструмента, включающем размещение в ступени меньшего диаметра ступенчатой кольцевой полости технологической формы алмазосодержащей шихты, установку на нее металлического корпуса, размещение пропитывающего материала в ступени большего диаметра ступенчатой кольцевой полости технологической формы вокруг наружной поверхности корпуса, спекание, удаление технологической формы, используют алмазосодержащую шихту, изготовленную на основе смеси алмазов зернистостью 630/500 и 400/315 в процентном соотношении 5050. Предлагаемый способ осуществляли следующим образом. Изготавливали точением технологическую форму из графита с кольцевой ступенчатой полостью и корпус сверла из стали 20. Изготавливали алмазосодержащую шихту следующим образом навески алмазного порошка А 5 зернистостью 630/500 и алмазного порошка А 5 зернистостью 400/315 смешивали вручную, затем добавляли увлажнитель, например эпоксидную смолу. Нанесение связки из твердосплавной смеси ВК 6 на частицы алмазного порошка с целью получения алмазов в оболочке проводили методом обкатки (грануляция). Полученную шихту с гранулированными алмазами помещали в кольцевой полости технологической формы, на нее устанавливали стальной корпус сверла, вокруг наружной поверхности которого размещали пропитывающий медный материал. Полученную технологическую сборку помещали в печь с защитной атмосферой, например вакуум, и спекали при температуре 1130 С. После спекания удаляли технологическую форму и получали алмазное кольцевое сверло. Сущность изобретения поясняется следующими примерами. Пример 1. По описанной технологии готовили шихту из твердосплавной смеси ВК 6 и смеси алмазных порошков, состоящей из 50 порошка А 5 зернистостью 630/500 и 50 порошка А 5 зернистостью 400/315 и изготавливали кольцевое алмазное сверло диаметром 80 мм,наиболее часто используемое в строительстве. Был проведен контроль эксплуатационных показателей полученного инструмента при обработке железобетона М 400 с гранитным наполнителем и стальной арматурой 12 мм. Производительность сверления составила в среднем 5,0 см/мин, ресурс сверла составил 14 м. Пример 2. По описанной технологии готовили шихту из твердосплавной смеси ВК 6 и смеси алмазных порошков, состоящей из 30 порошка А 5 зернистостью 630/500 и 70 порошка А 5 зернистостью 400/315. Производительность сверления полученного из данной алмазной шихты сверла составила 3,5 см/мин, ресурс сверла составил 10 м. Пример 3. По описанной технологии готовили шихту из твердосплавной смеси ВК 6 и смеси алмазных порошков, состоящей из 70 порошка А 5 зернистостью 630/500 и 30 порошка 2 15943 1 2012.06.30 А 5 зернистостью 400/315. Производительность сверления полученного из данной алмазной шихты сверла составила 2,5 см/мин, ресурс сверла составил 14 м. Пример 4. По описанной технологии готовили шихту из твердосплавной смеси ВК 6 и смеси алмазных порошков, состоящей из 50 порошка А 5 зернистостью 800/630 и 50 порошка А 5 зернистостью 200/160. Производительность сверления полученного из данной алмазной шихты сверла составила 4,0 см/мин, ресурс сверла составил 8,5 м. Пример 5. По описанной технологии готовили шихту из твердосплавной смеси ВК 6 и смеси алмазных порошков, состоящей из 50 порошка А 5 зернистостью 630/500 и 50 порошка А 5 зернистостью 200/160. Производительность сверления полученного из данной алмазной шихты сверла составила 4,2 см/мин, ресурс сверла составил 9 м. Пример 6. Изготавливали алмазное сверло диаметром 80 мм по способу-прототипу из твердосплавной смеси ВК 6 и алмазного порошка А 5 зернистостью 630/500. Производительность сверления полученного из данной алмазной шихты сверла составила 2,0 см/мин, ресурс сверла составил 15 м. Как следует из примеров 1-3, эксплуатационные свойства с наилучшим сочетанием производительности и стойкости показали сверла, изготовленные при использовании смеси алмазов 630/500 и 400/315. При этом высокая производительность (5,0 см/мин) достигается при соотношении алмазов 630/500400/315, равном 5050 . Использование более крупных алмазов 800/630 повышает интенсивность съема обрабатываемого материала, что и приводит к увеличению производительности сверл, но увеличение зернистости алмазов снижает механическую прочность алмазоносного слоя и,следовательно, абсолютный срок службы сверла. Добавки же мелких алмазов 315/250 и 250/200 не приводят к заметному увеличению эксплуатационных характеристик. Так как все зерна не могут одновременно участвовать в процессе сверления, эту работу совершают более крупные алмазы. При этом возрастает давление на единичное зерно, они чаще ломаются, не отработав полностью свой ресурс. Так как размер алмазов 315/250 и 250/200 составляет менее 50 от размера алмазов 800/630 и 630/500, то мелкие алмазы практически не работают, выполняя роль абразивного наполнителя связки. При использовании же смеси алмазов 630/500 и 400/315 работают оба зерна при срабатывании уже менее 1/5 зерна 630/500 вступает в работу зерно 400/315 и служит ему дополнительной поддержкой. Кроме того, использование, по сравнению со способом-прототипом, 50 алмазов зернистостью 400/315 приводит к увеличению общей объемной доли алмазов в единице объема алмазоносного слоя при том же их массовом содержании. Это также способствует повышению производительности сверления. Таким образом, предлагаемый способ позволяет изготавливать алмазный инструмент для сверления железобетона из недорогого алмазного порошка с хорошим сочетанием как производительности (5 см/мин), так и долговечности (14 м). Изобретение позволяет улучшить экономические показатели в строительстве, уменьшить трудоемкость и затраты на переналадку сверлильного оборудования. Источники информации 1. Патент РБ 7769, МПК 24 3/34,22 3/26. 2. ГОСТ 24638-85. Сверла алмазные кольцевые для железобетонных конструкций. Технические условия. - С. 7. 3. Патент РБ 3141, МПК 22 3/26, 1999 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/26, B24D 3/34, B23B 51/04
Метки: алмазного, инструмента, изготовления, способ
Код ссылки
<a href="https://by.patents.su/3-15943-sposob-izgotovleniya-almaznogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазного инструмента</a>
Способ изготовления алмазного инструмента
Номер патента: 6644
Опубликовано: 30.12.2004
Авторы: Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 18/00, B24D 3/06
Метки: изготовления, способ, алмазного, инструмента
Текст:
...также, что предлагаемый способ позволяет получать прочное покрытие с величиной зарощенности алмазного зерна менее 70 , что придает инструменту высокою режущую способность, благоприятные условия для снятия стружки, снижает возможность засаливания инструмента. Данный способ позволяет получать кольцевой инструмент как с наружным алмазным слоем, так и/или с внутренним. Предлагаемый способ осуществляли следующим образом. Изготавливали...
Способ изготовления алмазного инструмента повышенной износостойкости
Номер патента: 7769
Опубликовано: 28.02.2006
Автор: Миронович Галина Александровна
Метки: способ, повышенной, изготовления, алмазного, инструмента, износостойкости
Текст:
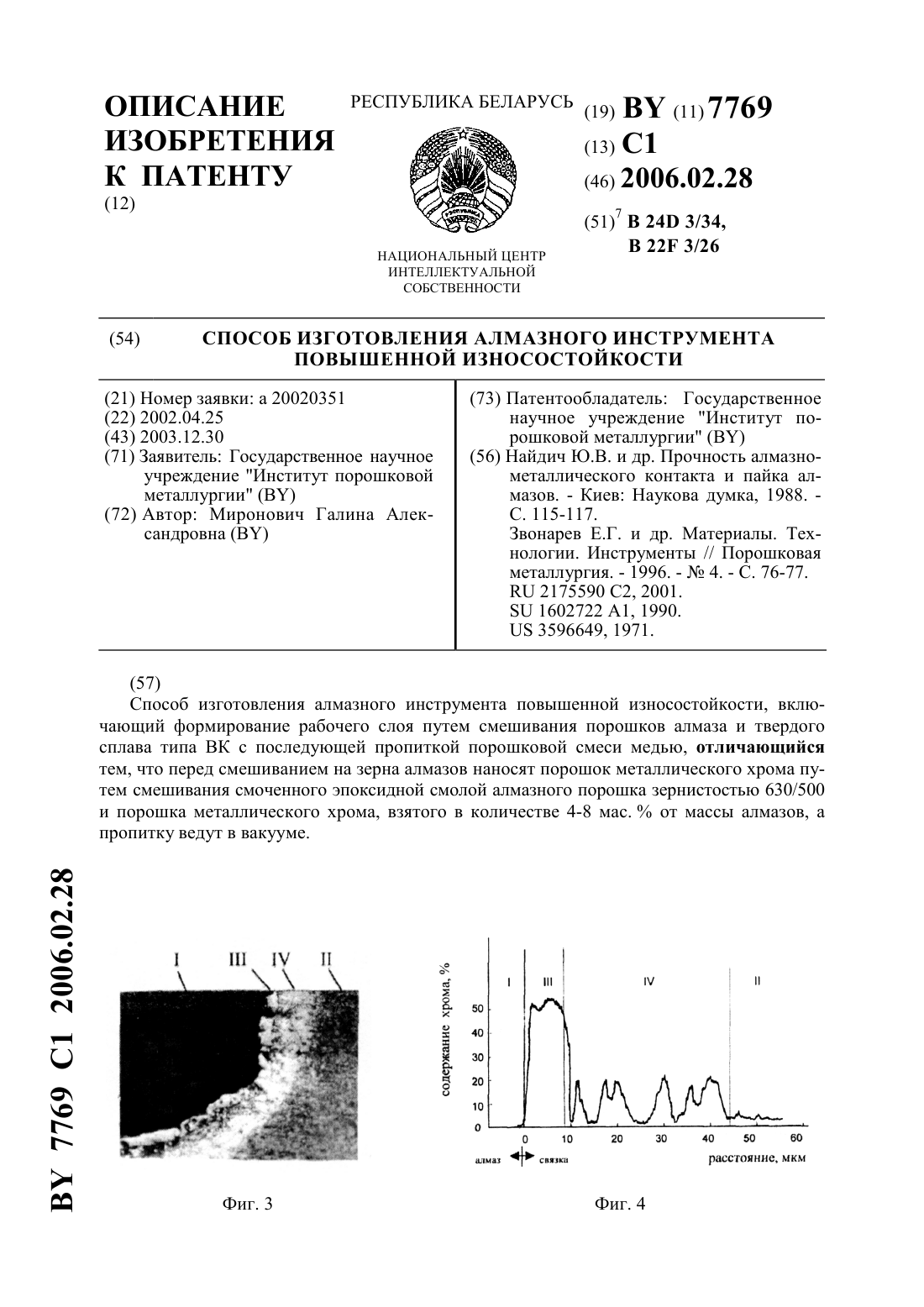
...инструмента соответственно по способу-прототипу и предлагаемому способу фиг. 2 и фиг. 4 отражают изменение содержание хрома в структуре этих материалов. Опытным путем установлено, что при изготовлении инструмента предлагаемым способом вокруг алмаза (, фиг. 3, фиг. 4) образуется слой толщиной 6-8 мкмс микротвердостью 2000 кг/мм 2, близкой к микротвердости карбида хрома, и переходная зона толщиной 35 мкм , что невозможно достичь ни при...
Способ изготовления алмазного инструмента для правки шлифовальных кругов
Номер патента: 13413
Опубликовано: 30.08.2010
Авторы: Стащенюк Михаил Георгиевич, Миронович Галина Александровна, Осипов Владимир Анатольевич
МПК: B24D 18/00
Метки: инструмента, изготовления, алмазного, правки, шлифовальных, кругов, способ
Текст:
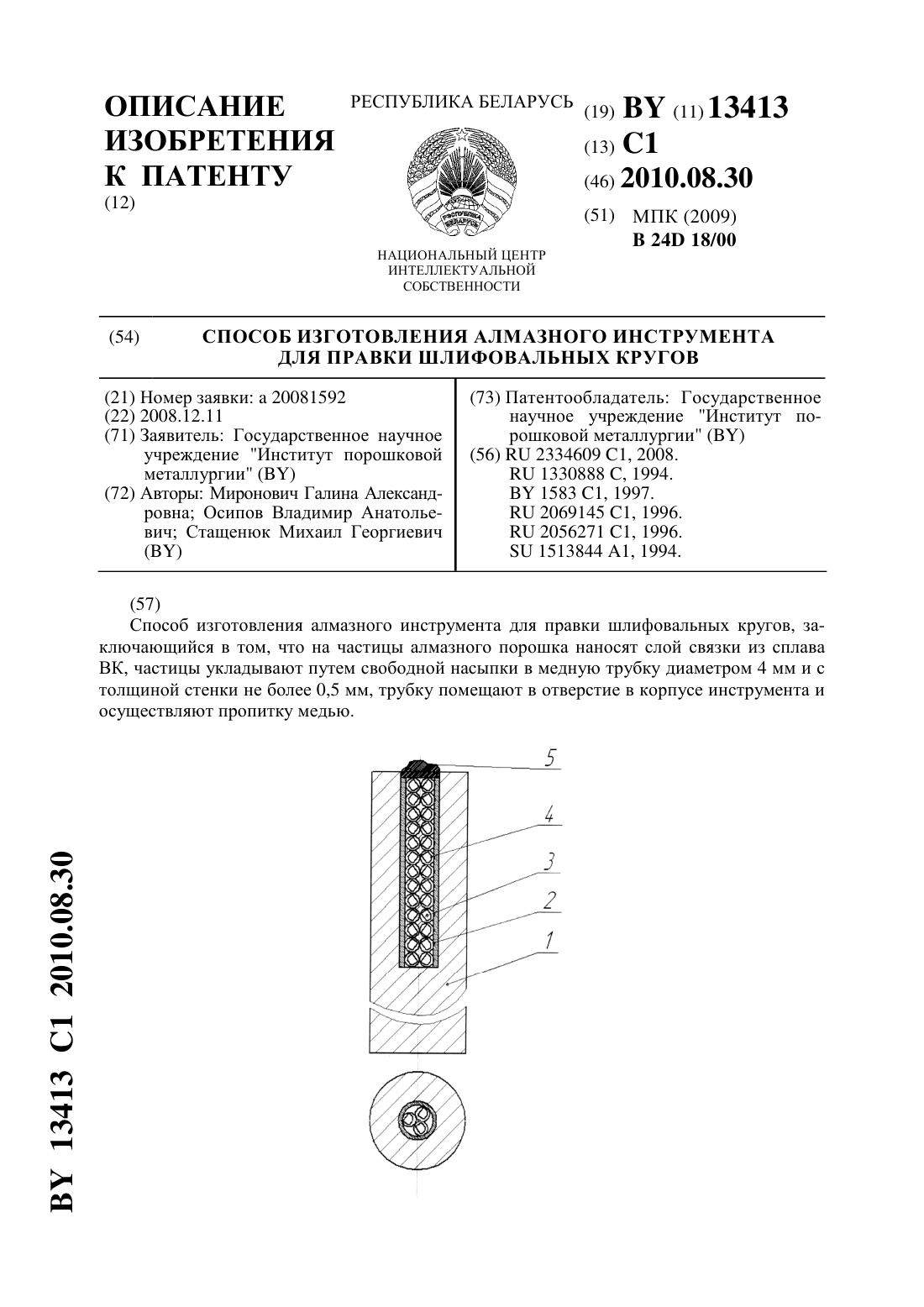
...алмазов в оболочке проводили методом обкатки (грануляция). Гранулы имели размер 1,31,6 мм. Полученные гранулированные частицы засыпали в медную трубку, сверху засыпали небольшое количество меди и проводили пропитку в вакуумной печи при температуре 1100 С. В процессе нагрева медная трубка расплавлялась, пропитывала алмазные гранулы, прочно сцепляя их между собой, а образовавшиеся небольшие пустоты заполнялись расплавом порошка меди 5....
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B22F 1/00, B24D 18/00, B24D 3/20...
Метки: способ, инструмента, изготовления, алмазного
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
Метки: алмазного, способ, инструмента, изготовления
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Предыдущий патент: Способ изготовления пористого имплантата тела позвонка с анизотропной структурой
Следующий патент: Комбинированное средство для лечения простудных заболеваний и гриппа
Случайный патент: Устройство для диспергирования и гомогенизации