Способ изготовления пористого имплантата тела позвонка с анизотропной структурой
Номер патента: 8653
Опубликовано: 30.12.2006
Авторы: Пилиневич Леонид Петрович, Тумилович Мирослав Викторович, Савич Вадим Викторович
Текст
(51) А 611 2144. Н В 2 2 1 3 11 6 АЦИОНАЛЬНЫИ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ИМПЛАНТАТА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии (ВУ)(72) Авторы Савич Вадим Викторович Пилиневич Леонид Петрович Тумилович Мирослав Викторович (ВУ)(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии (ВУ)Способ изготовления пористого имплантата тела позвонка с анизотропной структурой,заключающийся в том, что готовят шихту из биосовместимого материала на основе порошка титана, размещают эластичные прокладки между пуансонами пресс-формы и шихтой, осуществляют одноосное двухстороннее прессование шихты при давлении 0,82,0 МПа, при этом прессовку выдерживают в течение 3-10 с при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, вь 1 прессовь 1 вают деталь вверх, спекают ее в вакууме при 1190-1230 С в течение 1,5-2,0 ч и калибруют по высоте и боковой поверхности с одновременным формованием фаски на гранях между боковой и торцевой поверхностями.Изобретение относится к порошковой металлургии и может быть использовано в медицине, а именно в травматологии и ортопедии, для изготовления пористых имплантатов тела позвонка, применяемых при переднем спондилодезе позвоночника - эффективном методе хирургического лечения целого спектра патологических состояний позвоночника,таких как опухоли, локализующиеся в 80 случаев в телах позвонков, дегенеративнодистрофические поражения, осложненные стенозированием позвоночного канала, а также оскольчатые переломы и другие повреждения позвоночника.Известен способ получения пористых изделий, которые могу быть использованы в качестве имплантатов, включающий приготовление шихты, одноосное прессование в металлической пресс-форме и спекание 1.Недостатком известного способа является значительная неравномерность распределения пористости по объему изделия (особенно, при соотношении высоты изделия к поперечному размеру больше 2-2,5), связанная с межчастичным трением и трением частиц о стенки пресс-формы. Другим недостатком известного способа являются меньшие размеры пор и пористость поверхностных слоев изделий по сравнению с его внутренним объемом,что связано с пластической деформацией частиц порошка на поверхности прессовки вследствие высоких контактных давлений при контакте с твердой поверхностью матрицы и пуансонов.Известен способ Изготовления пористых изделий в виде стержней и втулок, которые могу быть использованы в качестве имплантатов, методом сухого изостатического прессования, включающий приготовление щихты, радиальное уплотнение рабочей жидкостью через эластичную оболочку и спекание 2.Недостатком известного способа является недопрессовка торцев изделий, что требует их последующей обрезки механической обработкой, ведет к повреждению торцовых поверхностей (зализыванию пор), ограничивает Минимальную высоту изделий (минимум 1,5-2,0 поперечного размера).Известен способ изготовления пористых изделий, которые могу быть использованы в качестве имплантатов, включающий приготовление щихты, эластостатическое радиальное прессование путем одноосного сжатия эластичной оболочки в жестких матрицах жесткими пуансонами и спекание 3.Недостатками способа являются неравномерность пористости, проявляющаяся при соотнощении высоты изделия к поперечному размеру больще 3-3,5, высокая вероятность брака вследствие разрушения или образования трещин в средней части при восстановлении размера эластичного инструмента в осевом направлении, а также уменьшенные по сравнению с внутренним объемом пористость и размеры пор поверхностного слоя торцев изделия.Задача, которую рещает предлагаемое изобретение, заключается в повыщении прочности, расщирении технологических возможностей способа путем обеспечения возможности получения изделий с соотнощением высоты к поперечному размеру в диапазоне от 0,2 О,25 до 5,О-6,О, создании анизотропии пористости и размеров пор по поверхности (на торцах - выще, чем во внутреннем объеме, а на боковой поверхности - меньще, чем во внутреннем объеме), упрощении технологии изготовления за счет отказа от использования специализированного оборудования.Поставленная техническая задача рещается тем, что готовят щихту из биосовместимого материала на основе порощка титана, размещают эластичные прокладки между пуансонами пресс-формы и щихтой, осуществляют одноосное двухстороннее прессование щихты при давлении О,8-2,О МПа, при этом прессовку выдерживают в течение 3-10 с при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, выпрессовь 1 вают деталь вверх, спекают ее в вакууме при 1190-1230 С в течение 1,5-2,О ч и калибруют по высоте и боковой поверхности с одновременным формованием фаски на гранях между боковой и торцевой поверхностями.Наличие эластичных прокладок между пуансонами и прессуемой щихтой позволяет распределить давление по поверхности губчатых частиц порощка, избежать их раздавливания во внещнем слое и, тем самым, уменьщения размеров пор и пористости в нем по сравнению с внутренним объемом изделия. В то же время контакт частиц прессуемого порощка по боковой поверхности с металлической матрицей обеспечивает упомянутый вь 1 ще эффект и, тем самым, анизотропию свойств (пористости, размеров пор) на торцовых,боковой поверхности и внутри изделия.Двухстороннее прессование давлением в указанных выще пределах для порощка титана со сдвигом матрицы позволяет обеспечить равномерную пористость и размеры пор, а также равномерную прочность по высоте изделия.Выдержка при максимальном давлении также позволяет обеспечить равномерную пористость и размеры пор, а также равномерную прочность по высоте изделия за счет релаксации напряжений в объеме изделия.Спекание в указанных выще пределах температуры и времени позволяет обеспечить оптимальное сочетание пористости и прочности по внутреннему объему изделия.Калибровка изделия после спекания по высоте и боковой поверхности с одновременным формованием фаски по периметру позволяет дополнительно выровнять пористость по высоте, уменьщить пористость и размеры пор на боковой поверхности. Одновременноеформирование фаски по периметру торцовых поверхностей позволяет обеспечить плавный переход от плотной боковой поверхности К вь 1 сокопористь 1 м торцовым поверхностям, что повышает прочность изделия за счет уменьшения концентрации напряжений по граням.Прессование ведут при давлении 0,8-2,0 МПа, а спекание осуществляют при температуре 1190-1230 С в течение 1,5-2,0 ч. Прессование при давлении меньше 0,8 МПа не позволяет, во-первых, обеспечить достаточной прочности сырой прессовки, во-вторых, не позволяет выровнять пористость и размеры пор в объеме прессовки и ППМ за счет их относительного скольжения. Прессование при давлении больше 2,0 МПа может привести К уменьшению размеров пор, пористости, т.е. не позволяет решить техническую задачу изобретения. Спекание при указанных режимах позволяет обеспечить минимальное искажение поровой структуры и усадку, что дополнительно способствует достижению поставленной цели.Предлагаемый способ осуществляется следующим образом.Порошок титана прессуют двухсторонне в металлической матрице при давлении 0,8-2,0 МПа через эластичные прокладки (полиуретановые, резиновые, полиамидные и т.п.),сечение которых соответствует сечению пуансонов. Выдерживают при максимальном давлении 310 с, затем, не снижая давление, сдвигают матрицу вниз, уменьшают давление до нуля и окончательно выпрессовывают вверх изделие. Спекание осуществляют при температуре 1190-1230 С в течение 1,5-2,0 ч. После спекания изделие калибруют по боковой поверхности в требуемый размер, а по высоте - в размер с образованием фасок по граням между боковой и торцовыми поверхностями.Порошок титана марки ПТХ 2-1 с губчатой формой частиц размерами 0,063-0,1 мм засыпают в металлическую пресс-форму диаметром 16 мм, на поверхности которых закреплены эластичные прокладки из полиуретана и прессуют диски толщиной 8 мм. Затем осуществляют спекание при температуре 1190-1230 С в течение 1,5-2,О 5 час. После спекания проводят калибровку по боковой поверхности и по высоте с одновременным формированием фасок на гранях между боковой и торцовой поверхностями.Результаты исследований свойств показывают, что при только оптимальных режимах изготовления обеспечивается достижение задачи изобретения.Разработанная нами технология может быть использована при производстве медицинских имплантатов и других изделий.2. Реут О.П., Богинский Л.С., Петюшик Е.Е. Сухое изостатическое прессование уплотняемь 1 х материалов. - Мн. Дэбор, 1998. - С. 14-15.3. Реут О.П., Богинский Л.С, Петюшик Е.Е. Сухое изостатическое прессование уплотняемь 1 х материалов. - Мн. Дэбор, 1998. - С. 10-11.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: тела, позвонка, способ, изготовления, структурой, пористого, имплантата, анизотропной
Код ссылки
<a href="https://by.patents.su/3-8653-sposob-izgotovleniya-poristogo-implantata-tela-pozvonka-s-anizotropnojj-strukturojj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пористого имплантата тела позвонка с анизотропной структурой</a>
Способ изготовления пористого проницаемого материала
Номер патента: 2380
Опубликовано: 30.09.1998
Авторы: Дорский Александр Михайлович, Ласанкин Сергей Викторович, Александров Валерий Михайлович, Шелег Валерий Константинович
МПК: B01D 39/12, C22C 1/08
Метки: материала, пористого, проницаемого, способ, изготовления
Текст:
...сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, перед деформированием пакеты сеток нагревают до температуры 0.5 - 0.8 температуры плавления металла путем пропускания электрического тока. В вязанной сетке из металлической проволоки контакты между отдельными жгутами характеризуются наибольшим электрическим сопротивлением. Поэтому при пропускании электрического тока они разогреваются в первую...
Имплантат тела позвонка для переднего спондилодеза
Номер патента: 8178
Опубликовано: 30.06.2006
Авторы: Пилиневич Леонид Петрович, Мазуренко Андрей Николаевич, Савич Вадим Викторович, Ильющенко Александр Федорович, Бабкин Андрей Владимирович, Макаревич Сергей Валентинович, Тумилович Мирослав Викторович, Белоенко Евгений Дмитриевич, Воронович Иосиф Робертович
МПК: A61F 2/44
Метки: спондилодеза, переднего, позвонка, имплантат, тела
Текст:
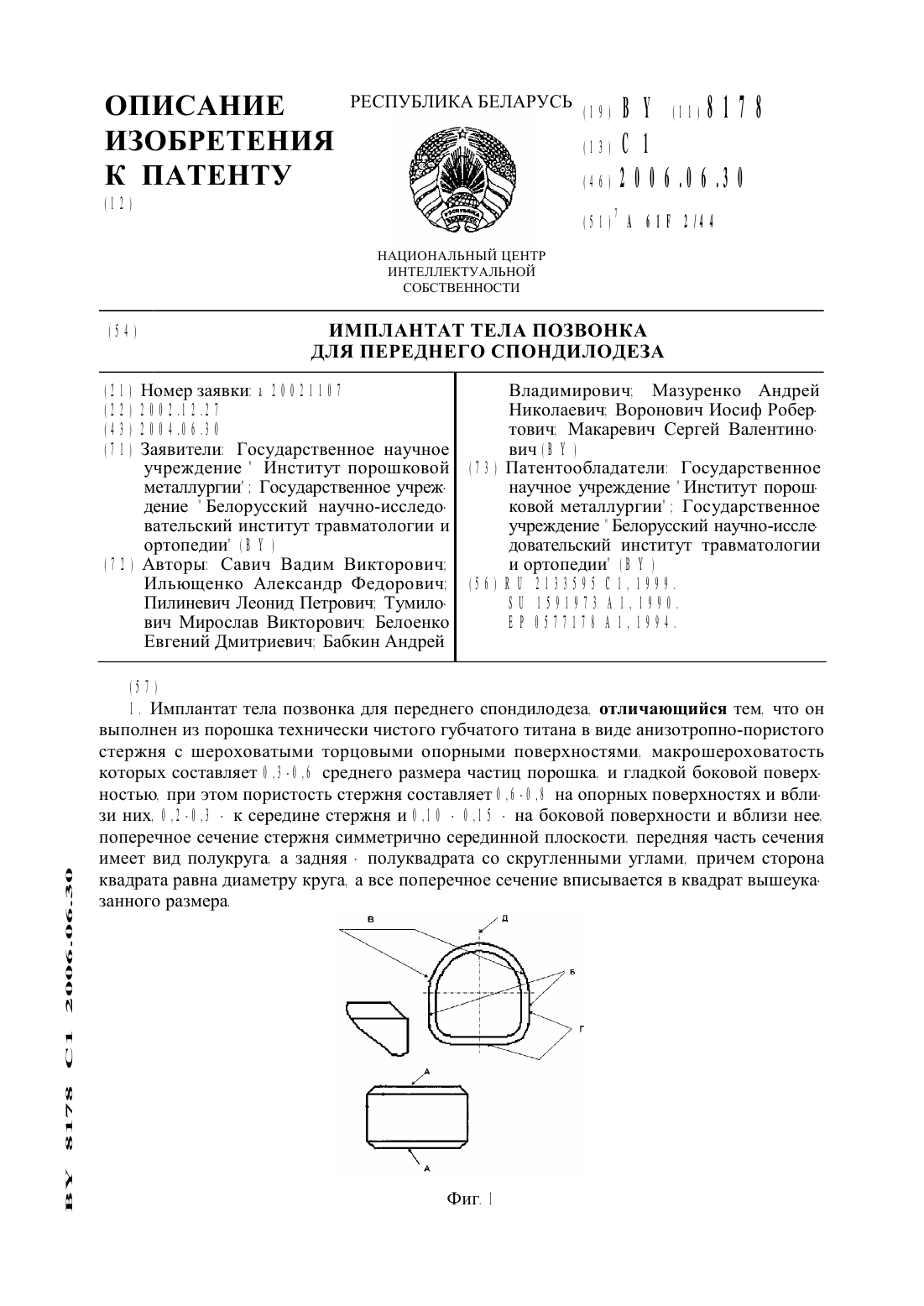
...равна диаметру круга. а все поперечное сечение стержня вписывается в квадрат вышеуказанного размераВ имплантате часть стержня. отстоящая более чем на 5 мм от его опорных поверхностей. может быть выполнена из порощка со средним размером частиц в 1 0 раз меньшим размера частиц порощка опорных поверхностейВ имплантате поры на опорных поверхностях преимущественно могут иметь форму. близкую К усеченному конусу. обращенного большим основанием...
Способ изготовления протезно-ортопедического изделия из волокнисто-пористого материала
Номер патента: 6396
Опубликовано: 30.09.2004
Авторы: Тетерятников Владимир Владимирович, Кочергин Виктор Владимирович, Свириденок Анатолий Иванович, Болтрукевич Станислав Иванович, Назаров Александр Сергеевич
МПК: B29C 41/08, A61F 5/00
Метки: способ, протезно-ортопедического, изготовления, материала, волокнисто-пористого, изделия
Текст:
...воздухои влагопроницаемую. Предлагаемые армирующие материалы - нити диаметром 0,2-2,0 мм тканевые прослойки, элементы листовых полимерных материалов - способствуют упрочнению изделия в целом и его отдельных частей, а также подборку веса изделия, его толщины (протезы для детей или взрослых, для каких частей тела, какое заболевание и т.д.). Благодаря дополнительной термической обработке между волокнисто-пористыми слоями в местах основных...
Способ изготовления антифрикционного композиционного материала
Номер патента: 4540
Опубликовано: 30.06.2002
Авторы: Сериков Юрий Викторович, Дьячкова Лариса Николаевна, Звонарев Евгений Владимирович, Борисов Евгений Павлович
Метки: материала, антифрикционного, изготовления, композиционного, способ
Текст:
...приготавливают смесь для основы, при следующем содержании компонентов, мас.графит - 0,1-1,0,железо - остальное, пропитку ведут составом, дополнительно содержащим олово, графит, алюминий, железо,при следующем содержании компонентов, мас.олово - 3-7, графит - 0,1-0,9, алюминий - 0,1-0,9, железо 3-7, медь - остальное, а после пропитки проводят холодное доуплотнение в направлении проведения пропитки. Экспериментально установлено, что...
Щетинка с поверхностной структурой, способ ее изготовления и изготовленная из нее щетка или зубная щетка “Интердентал”
Номер патента: 5863
Опубликовано: 30.03.2004
Авторы: ВАЙРАУХ, Георг
Метки: изготовления, щетинка, структурой, щетка, поверхностной, нее, зубная, или, способ, интердентал, изготовленная
Текст:
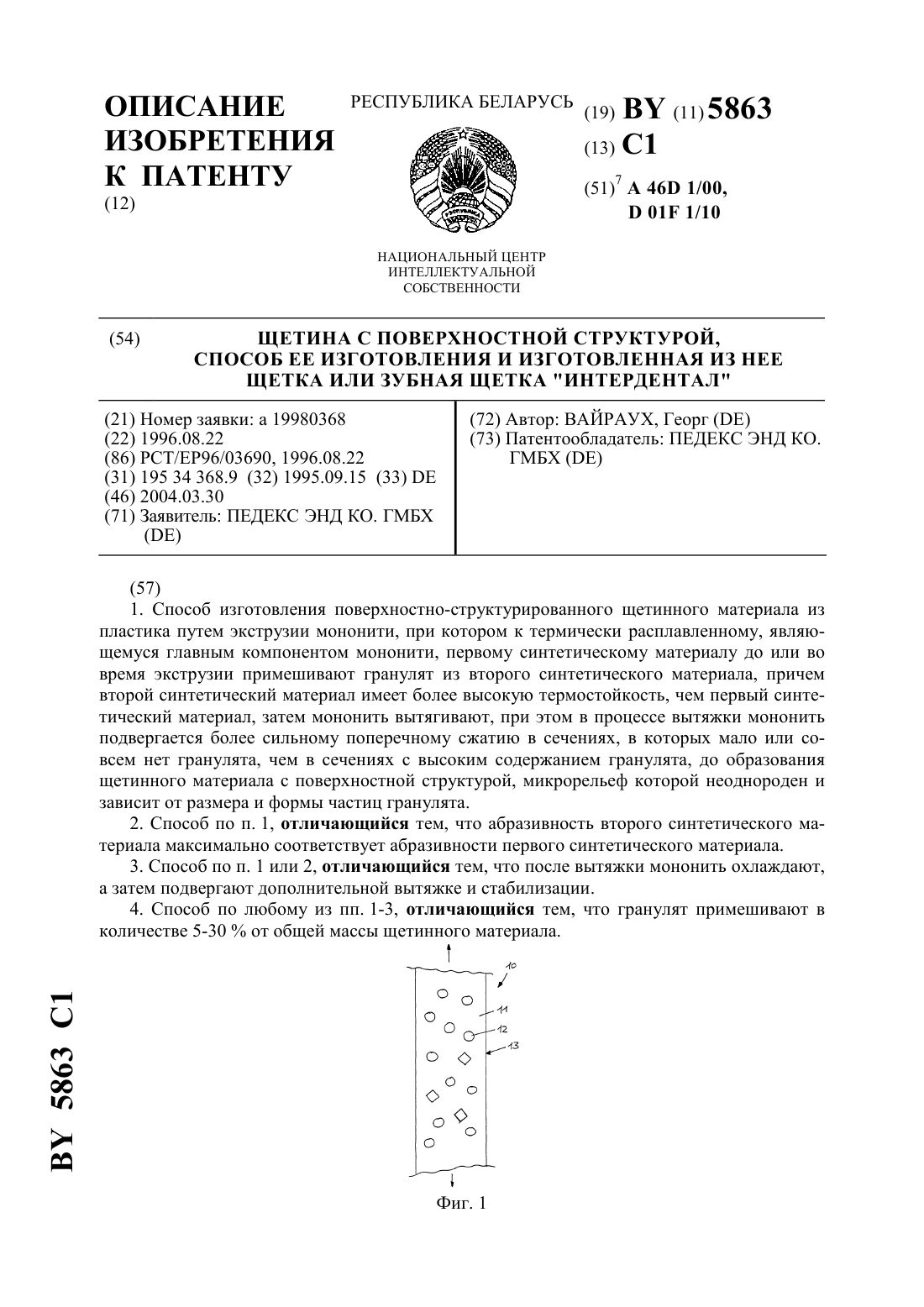
...материал, который может представлять собой полиамид,сложный полиэфир, полиолефин и т.п. Затем во время или до экструзии примешивают гранулят из второго синтетического материала в количестве, преимущественно, 5-30 от общей массы щетинного материала. Размеры гранул и их форма зависят от желаемой поверхностной структуры. Размеры могут колебаться, однако они не должны быть выбраны слишком малыми. В предпочтительном варианте выполнения...
Предыдущий патент: Способ восстановления шеек коленчатого вала, изношенных сверх пределов ремонтных размеров
Следующий патент: Способ получения пористого проницаемого материала
Случайный патент: Топор