Способ получения изделий формы тел вращения с анизотропной структурой из металлических порошков
Номер патента: 11377
Опубликовано: 30.12.2008
Авторы: Савич Вадим Викторович, Мозжаров Сергей Евгеньевич, Толочко Николай Константинович
Текст
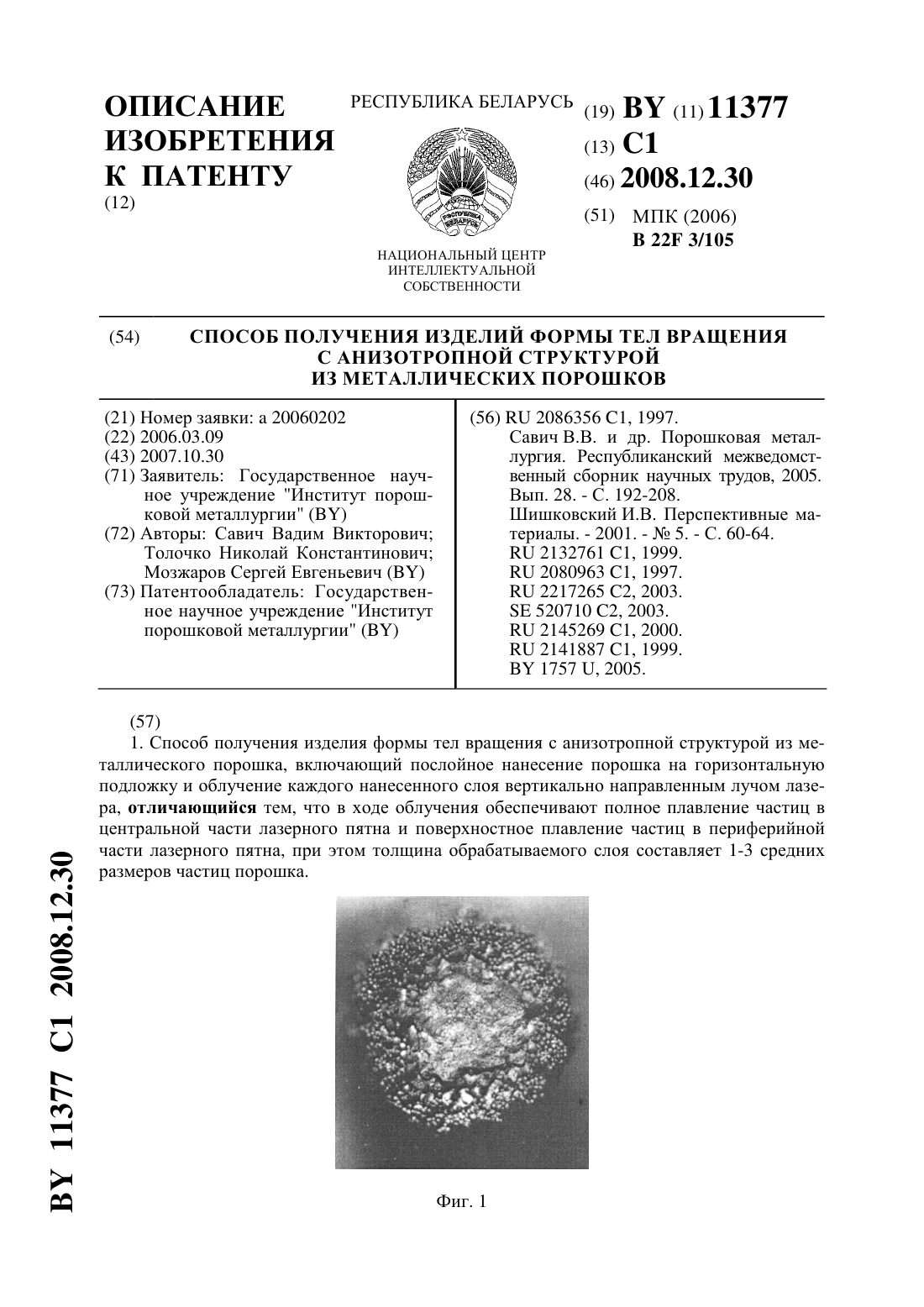
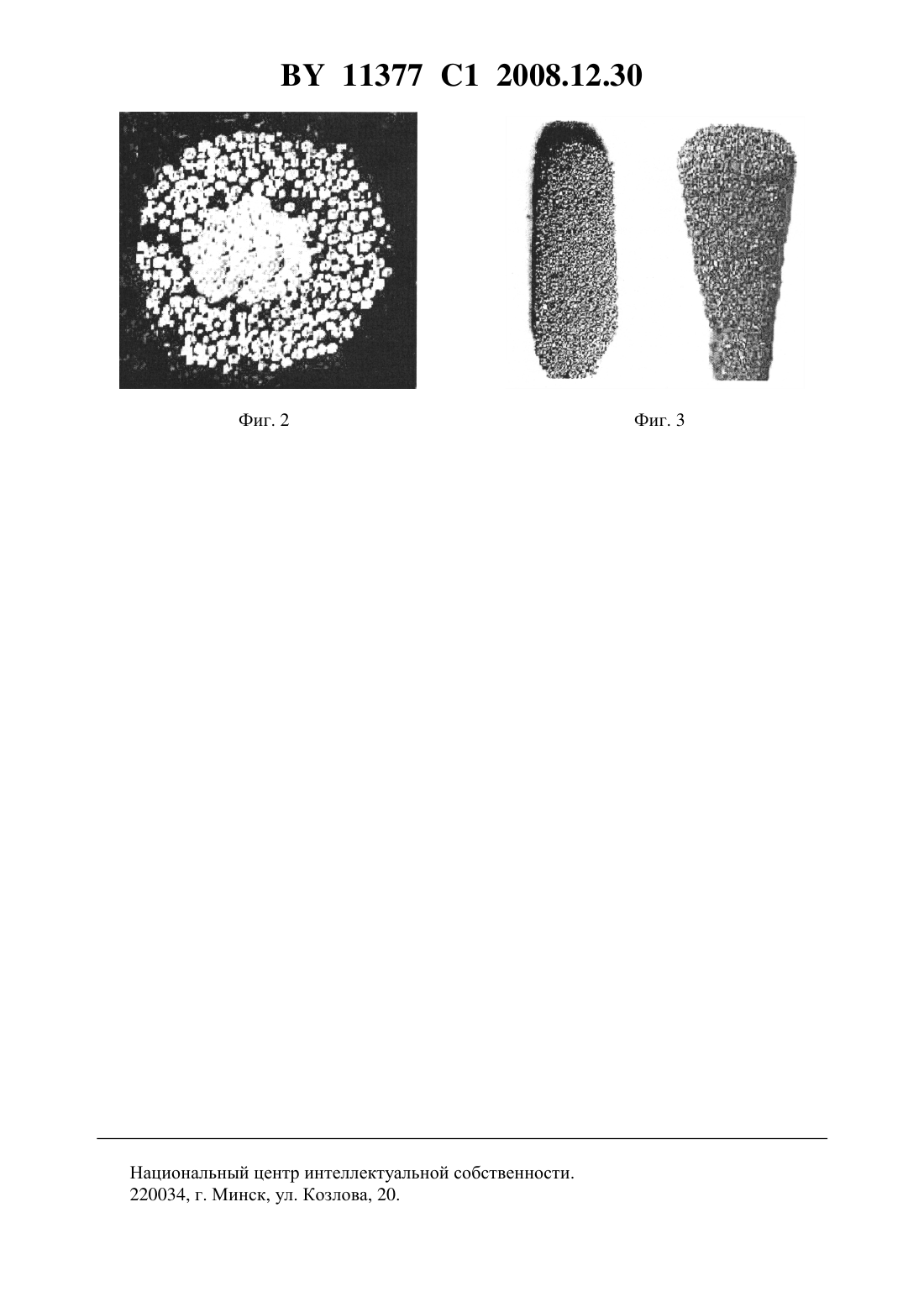
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ С АНИЗОТРОПНОЙ СТРУКТУРОЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Савич Вадим Викторович Толочко Николай Константинович Мозжаров Сергей Евгеньевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56)2086356 1, 1997. Савич В.В. и др. Порошковая металлургия. Республиканский межведомственный сборник научных трудов, 2005. Вып. 28. - С. 192-208. Шишковский И.В. Перспективные материалы. - 2001. -5. - С. 60-64.2132761 1, 1999.2080963 1, 1997.2217265 2, 2003.520710 2, 2003.2145269 1, 2000.2141887 1, 1999.1757 , 2005.(57) 1. Способ получения изделия формы тел вращения с анизотропной структурой из металлического порошка, включающий послойное нанесение порошка на горизонтальную подложку и облучение каждого нанесенного слоя вертикально направленным лучом лазера, отличающийся тем, что в ходе облучения обеспечивают полное плавление частиц в центральной части лазерного пятна и поверхностное плавление частиц в периферийной части лазерного пятна, при этом толщина обрабатываемого слоя составляет 1-3 средних размеров частиц порошка. 11377 1 2008.12.30 2. Способ по п. 1, отличающийся тем, что обработку ведут лучом лазера, мощность излучения которого изменяют при переходе к очередному слою. 3. Способ по п. 1, отличающийся тем, что обработку ведут лучом лазера, мощность излучения которого монотонно увеличивают или монотонно уменьшают при переходе к очередному слою. 4. Способ по п. 1, отличающийся тем, что используют порошок со сферической формой частиц. 5. Способ по п. 1, отличающийся тем, что используют порошок одного химического состава, включающий частицы сферической и несферической формы. 6. Способ п. 1, отличающийся тем, что используют порошок, включающий частицы разных размеров. 7. Способ по п. 1, отличающийся тем, что используют порошок, включающий частицы разных размеров, при этом соотношение размеров частиц составляет от 13 до 15 а соотношение объемов порошка крупной и мелкой фракции составляет от 15 до 110. Изобретение относится к способам получения изделий преимущественно цилиндрической, конической и иной подобной формы с анизотропной градиентной структурой плотной сердцевиной и пористой оболочкой - и может быть использовано при производстве медицинских имплантатов, сенсоров приборов и других изделий типа тел вращения,состоящих из пористой оболочки и плотного центрального стержня. Известен способ получения изделий из порошковых материалов, включающий формование порошка в металлической пресс-форме с приложением давления и спекание полученной прессовки в защитной атмосфере 1. Недостатком известного способа является необходимость применения пресс-форм,что снижает производительность процесса получения изделий и повышает их стоимость,особенно в условиях единичного и мелкосерийного производства. Кроме того, данным методом невозможно получить изделия с анизотропной структурой - плотной сердцевиной и пористой оболочкой. Известен способ получения пористых изделий спеканием в защитной атмосфере свободно насыпанного порошка в форму, повторяющую контуры готового изделия 2. Недостатки известного способа - те же, что и предыдущего. В качестве прототипа выбран способ изготовления изделий из порошковых материалов,включающий послойное нанесение порошка на подложку и его послойное избирательное спекание под действием энергии лазерного излучения согласно системе плоскостей, секущих изделие в направлении, параллельном формирующим его слоям 3. Недостатком данного способа является использование сложной системы, обеспечивающей относительное движение лазерного луча и подложки по трем координатам. Кроме того, данным способом практически невозможно получить изделия с анизотропной структурой - плотной сердцевиной и пористой оболочкой. Техническая задача, которую решает предлагаемое изобретение, заключается в расширении технологических возможностей способа путем получения изделий преимущественно цилиндрической, конической и иной подобной формы с анизотропной градиентной структурой - плотной сердцевиной и пористой оболочкой, а также упрощение реализации способа в целом. Поставленная техническая задача решается тем, что при использовании существенных признаков, характеризующих известный способ получения изделий из порошковых материалов, который включает послойное нанесение порошка на горизонтальную подложку и облучение каждого нанесенного слоя вертикально направленным лучом лазера, в ходе облучения обеспечивают полное плавление частиц в центральной части изделия и поверхностное плавление частиц в периферийной части изделия, причем толщина обрабатываемого 2 11377 1 2008.12.30 слоя находится в пределах 1-3 средних размеров частиц порошка. Кроме того, обработку ведут лучом лазера, мощность которого изменяют при переходе к очередному слою. Также обработку ведут лучом лазера, мощность которого монотонно увеличивают или уменьшают при переходе к очередному слою При этом используют порошок со сферической формой частиц, а также порошок одного химического состава, включающий частицы сферической и несферической формы, порошок, включающий частицы разного размера. Помимо этого используют порошок, включающий частицы разных размеров, при этом соотношение размеров частиц составляет от 13 до 15, а соотношение объемов порошка крупной и мелкой фракций составляет от 15 до 110. Облучение ведут неподвижным относительно подложки лучом лазера так, что обеспечивают полное плавление частиц в центральной части изделия и поверхностное плавление частиц в периферийной части изделия. Тем самым обеспечивается достижение поставленной задачи изобретения - расширение технологических возможностей путем получения изделий преимущественно цилиндрической, конической и иной подобной формы с анизотропной градиентной структурой - плотной сердцевиной и пористой оболочкой, а также упрощение реализации способа в целом, так как становится ненужной сложная система взаимного перемещения луча и подложки по трем координатам. Толщина обрабатываемого слоя находится в пределах 1-3 средних размеров частиц порошка, так как при толщине слоя больше 3-х размеров частиц невозможно обеспечить достижение поставленной задачи, т.е. невозможно обеспечить полное проплавление частиц в центре изделия. Кроме того, в этом случае усложняется реализация способа, так как требуется повторное облучение лучом центра слоя на повышенной мощности. При обработке каждого последующего слоя можно изменять мощность излучения. Это дополнительно расширяет технологические возможности путем регулирования пористости оболочки изделия за счет интенсивности и температуры нагрева при спекании, а также позволяет получать изделия типа тел вращения с, например, периодической формой- гофрированной, ребристой и т.п. В частности, мощность излучения при обработке каждого последующего слоя можно монотонно увеличивать или уменьшать. Это позволяет получать изделия с монотонно уменьшающимся или увеличивающимся сечением по высоте. При этом сохраняется простая система реализации способа. Можно также использовать порошок со сферической формой частиц, а также смесь порошков одного размера и химического состава сферической и несферической формы частиц. Использование сферического порошка позволяет повысить текучесть шихты, равномерность укладки частиц, что упрощает реализацию способа, расширяет технические возможности за счет более простого и быстрого проплавления центра слоя, а также повышает качество изделия в целом. Использование смеси порошков разного размера также позволяет дополнительно расширить технические возможности способа за счет более плотной укладки (мелкие частицы - в порах между крупными), уменьшение требуемой мощности излучения для обеспечения анизотропной структуры в сечении с заданными свойствами. Диапазоны размерных (1/3 1/5) и объемных (1/5 1/10) соотношений крупной и мелкой фракций, что определено нами экспериментально, являются более оптимальными, чем иные. Способ поясняется фигурами 1-3, на которых представлены сечение полученного по предлагаемому способу образца изделия типа цилиндр из порошка никелевого сплава(фиг. 1), поперечный шлиф (фиг. 2) и внешний вид изделий типа конус и цилиндр из титанового порошка (фиг. 3). Предложенный способ осуществляется с помощью известного устройства для изготовления трехмерных изделий из порошковых материалов, выполненное таким образом,что позволяет совмещать по времени операции подачи и обработки материала 4. С помощью этого устройства последовательно наносят слои металлического порошка и производят их обработку. Полученный слой изделия показан на фиг. 1. 3 11377 1 2008.12.30 Повторно нанося порошковые слои, формируют изделие с сердцевиной, имеющей плотную переплавленную структуру, и оболочкой, имеющей пористую спеченную структуру. Пример 1. Изготавливают изделие цилиндрической формы из порошка титана. Порошок титана марки ТПП, состоящий из частиц губчатой формы со средним размером 300 мкм, наносят в состоянии свободной насыпки на горизонтальную керамическую подложку последовательными слоями. Время нанесения каждого слоя 1 с, время между нанесением двух смежных слоев 3 с. Толщина наносимых слоев составляет около 900 мкм. Каждый слой облучается вертикально направленным и неподвижным относительно подложки параллельным лучом непрерывноголазера (длина волны излучения 1,06 мкм). Лазер работает непрерывно в течение всего процесса изготовления изделия. Диаметр луча 5 мм,мощность излучения 100 Вт. В ходе облучения происходит полное плавление частиц в центральной части лазерного пятна и поверхностное плавление частиц в периферийной части пятна. В результате формируется изделие цилиндрической формы высотой около 16 мм,состоящее из центрального стержня с плотной переплавленной структурой, окруженного пористой оболочкой (пористость 43 , размер пор 100-200 мкм). Общий диаметр изделия 9,5 мм, диаметр центрального плотного стержня 4,7 мм. При толщине слоя частиц меньше 1-го размера частиц, а также больше 3-х размеров частиц не удалось получить качественные изделия с анизотропной в сечении структурой. Пример 2. Изготавливают изделие цилиндрической формы из порошка никелевого сплава (марка НГ 10 Н 01) со сферическими частицами со средним размером 150 мкм, методом, аналогичным описанному в примере 1. Диаметр луча 5 мм, мощность излучения 80 Вт. В результате формируется изделие цилиндрической формы высотой около 10 мм, состоящее из центрального стержня с плотной переплавленной структурой, окруженного пористой оболочкой (пористость 35 , размер пор 20-100 мкм). Общий диаметр изделия 8 мм,диаметр центрального плотного стержня - 4 мм. Пример 3. Изготавливают изделие конической формы из порошка титана марки ТПП с формой частиц и размерами, а также методом, аналогичным описанному в примере 1. Мощность излучения уменьшается по мере перехода к очередному слою от 90 до 70 Вт. В результате формируется изделие конической формы высотой 13 мм, которое также состоит из центрального стержня с плотной переплавленной структурой, окруженного оболочкой с пористой спеченной структурой. Диаметр изделия у нижнего основания 7 мм, у верхнего 3,5 мм. Соответственно, диаметр стержня у нижнего основания 3,4 мм, у верхнего 1,7 мм. Пористость и размеры пор оболочки - близки значениям, приведенным в примере 1. Пример 4. Изготавливают изделие цилиндрической формы из губчатого порошка титана марки ТПП с формой частиц и размерами, а также методом, аналогичными описанным в примере 1. При этом в шихту дополнительно вводят частицы сферического порошка титана марки ВТ 1-0, близкого по химическому составу порошку марки ТПП и того же размера. Объемные соотношения губчатой и сферической фракций частиц, а также характеристики получаемых изделий приведены в таблице. Относительный объем сферических частиц в шихте,0 30 60 100 Примечание ( - диаметр центрального плотного стержня, П - пористость оболочки, п - размер пор)4,8 мм П 46 п 140 мкм 4,8 мм П 44 п 135 мкм 4,9 мм П 42 п 133 мкм 5,0 мм П 42 п 131 мкм 4 11377 1 2008.12.30 Пример 5. Изготавливают изделие цилиндрической формы из губчатого порошка титана марки ТПП с формой частиц и размерами, а также методом, аналогичным описанному в примере 1. При этом в шихту дополнительно вводят частицы порошка титана марки ТПП с меньшим размером частиц. Объемные и размерные соотношения мелкой и крупной фракций частиц, а также характеристики получаемых изделий приведены в таблице. Соотношение размеров частиц 1/2 Соотношение объемов крупной и мелкой фракции 1/7 1/4 1/5 1/7 1/10 1/11 1/4 1/5 1/7 1/10 1/11 1/4 1/5 1/7 1/10 1/11 1/7( - диаметр центрального плотного стержня,П - пористость оболочки, п - размер пор)4,3 мм П 41117 мкм 4,3 мм П 40119 мкм 4,6 мм П 39 п 103 мкм 4,6 мм П 38 п 98 мкм 4,8 мм П 38 п 99 мкм 4,8 мм П 34 п 76 мкм 4,9 мм П 39 п 112 мкм 4,9 мм П 38 п 97 мкм 4,9 мм П 38 п 95 мкм 5,0 мм П 37 п 94 мкм 5,1 мм П 32 п 73 мкм 4,9 мм П 39 п 109 мкм 5,0 мм П 38 п 91 мкм 4,9 мм П 37 п 2 мкм 5,0 мм П 38 п 88 мкм 5,1 мм П 31 п 64 мкм 5,4 мм П 28 п 42 мкм Таким образом, заявленный способ позволяет расширить технологические возможности получения изделий преимущественно цилиндрической, конической и иной подобной формы с анизотропной градиентной структурой - плотной сердцевиной и пористой оболочкой, а также упростить реализацию способа в целом. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B22F 3/105
Метки: анизотропной, формы, структурой, тел, металлических, изделий, получения, способ, порошков, вращения
Код ссылки
<a href="https://by.patents.su/6-11377-sposob-polucheniya-izdelijj-formy-tel-vrashheniya-s-anizotropnojj-strukturojj-iz-metallicheskih-poroshkov.html" rel="bookmark" title="База патентов Беларуси">Способ получения изделий формы тел вращения с анизотропной структурой из металлических порошков</a>
Устройство для нанесения покрытий из металлических порошков на поверхности изделий типа тел вращения
Номер патента: U 3116
Опубликовано: 30.10.2006
Авторы: Кашицин Леонид Павлович, Худолей Андрей Леонидович, Клименко Сергей Ефимович, Сосновский Игорь Александрович
МПК: B22F 7/00
Метки: нанесения, вращения, устройство, порошков, тел, поверхности, изделий, типа, металлических, покрытий
Текст:
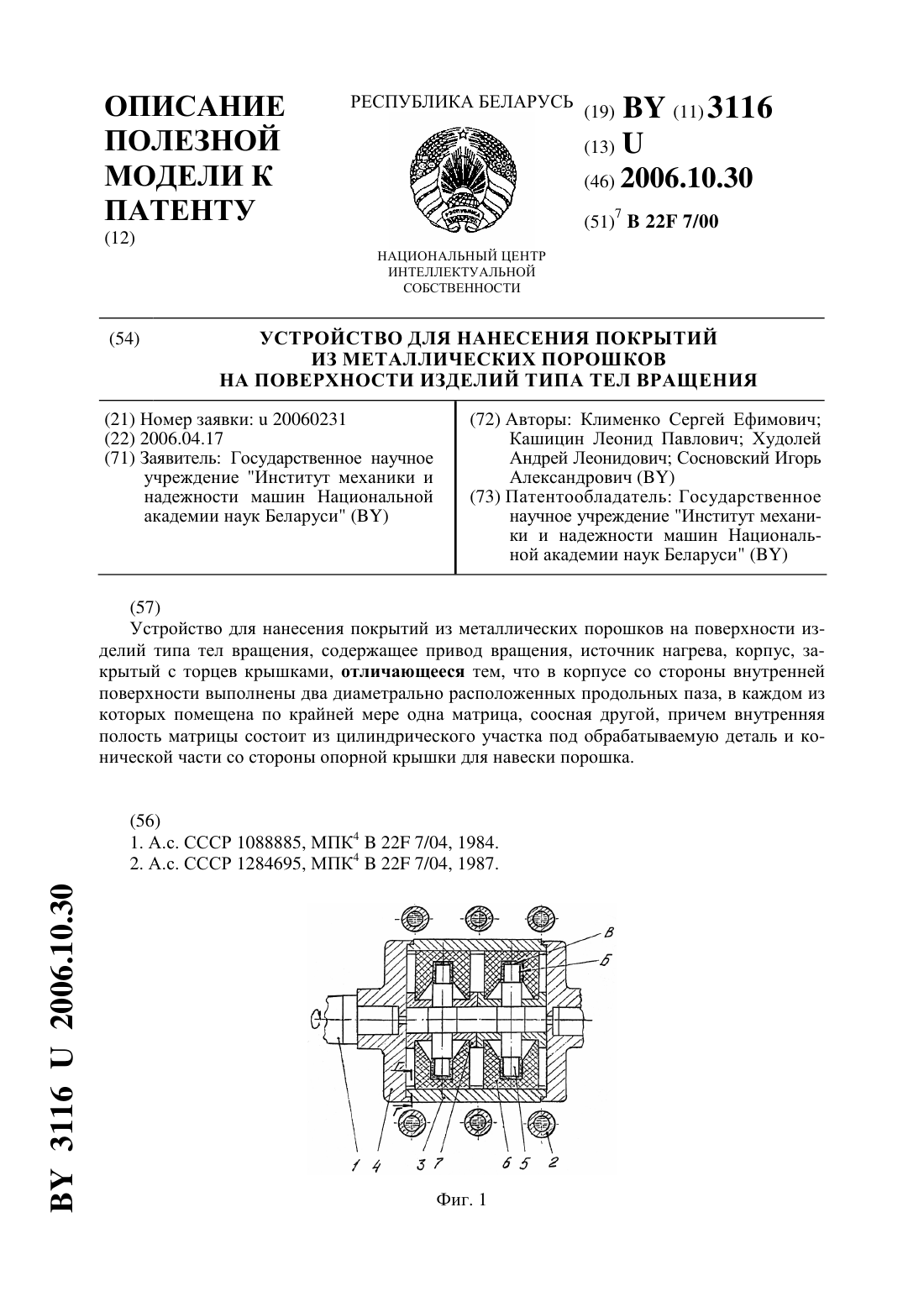
...покрытий. Решение поставленной задачи достигается в устройстве для нанесения покрытий из металлических порошков на поверхности изделий типа тел вращения, содержащем привод вращения, источник нагрева, корпус, закрытый с торцев крышками, согласно техническому решению, в корпусе со стороны внутренней поверхности выполнены два диаметрально расположенных продольных паза, в каждом из которых помещена по крайней мере одна матрица, соосная другой,...
Способ прессования изделий сложной формы из диэлектрических порошков
Номер патента: 9823
Опубликовано: 30.10.2007
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич, Лунев Алексей Владимирович
МПК: B22F 3/02
Метки: порошков, формы, способ, сложной, прессования, диэлектрических, изделий
Текст:
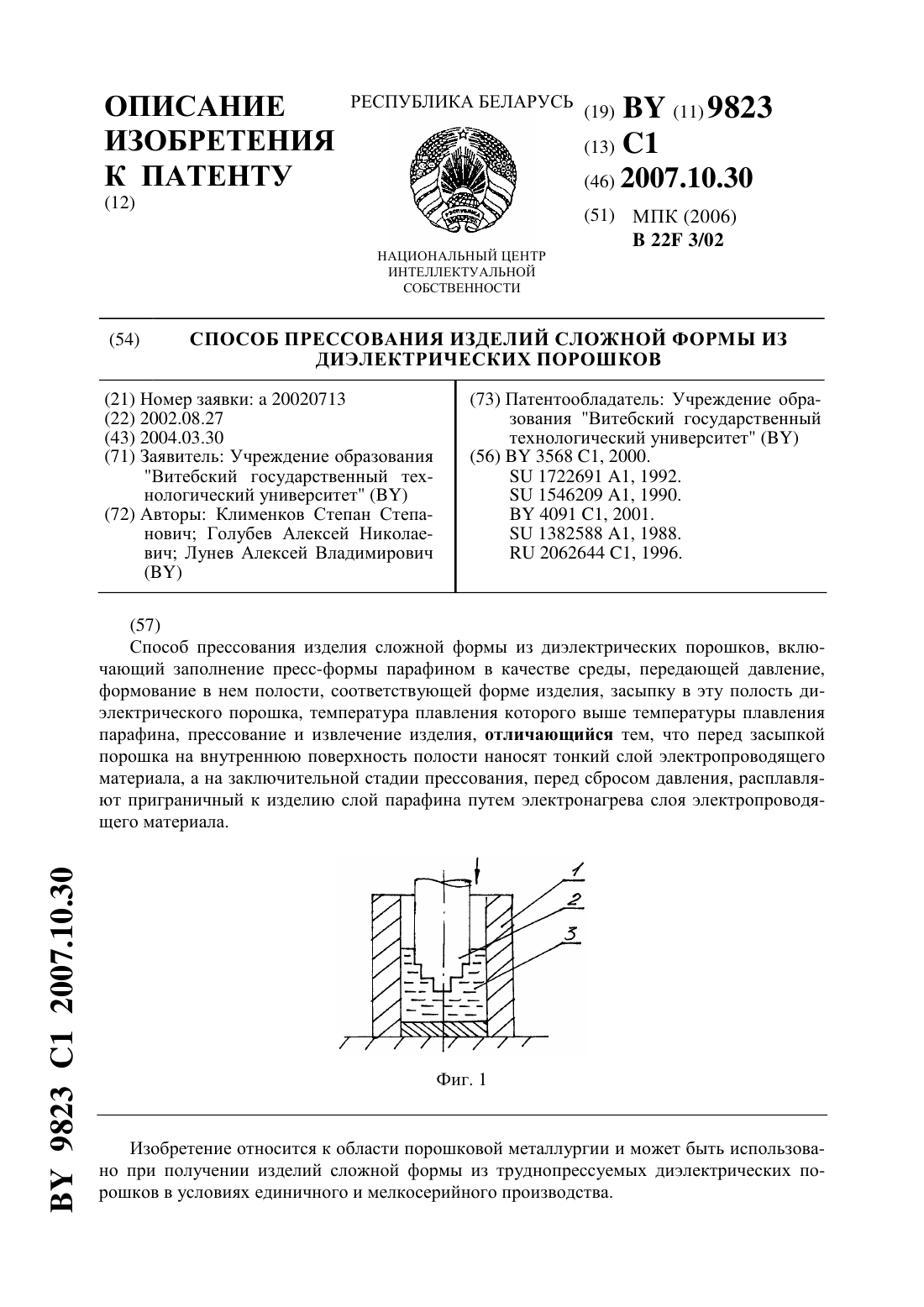
...порошков, включающем заполнение пресс-формы парафином в качестве среды, передающей давление, формование в нем полости, соответствующей форме изделия, засыпку в эту полость диэлектрического порошка, температура плавления которого выше температуры плавления парафина, прессование и извлечение изделия, перед засыпкой порошка на внутреннюю поверхность полости наносят тонкий слой электропроводящего материала, а на заключительной стадии...
Способ прессования изделий из металлических порошков

Номер патента: 9559
Опубликовано: 30.08.2007
Авторы: Клименков Степан Степанович, Станкевич Павел Васильевич, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: порошков, способ, изделий, металлических, прессования
Текст:
...заполнения формообразующей полости порошком. Сущность изобретения поясняют фиг. 1-6, на которых изображена последовательность осуществления способа, где 1 - модель, 2 - нижний (неподвижный) пуансон, 3 - матрица пресс-формы, 4 - передающая среда, 5 - раствор органического стекла, 6 - трубка загрузочного устройства, 7 - воздух, 8 - защитное покрытие, 9 - порошок изделия, 10 - верхний(подвижный) пуансон, 11 - уплотнение. Способ осуществляют...
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: металлических, порошков, способ, изготовления, изделий
Текст:
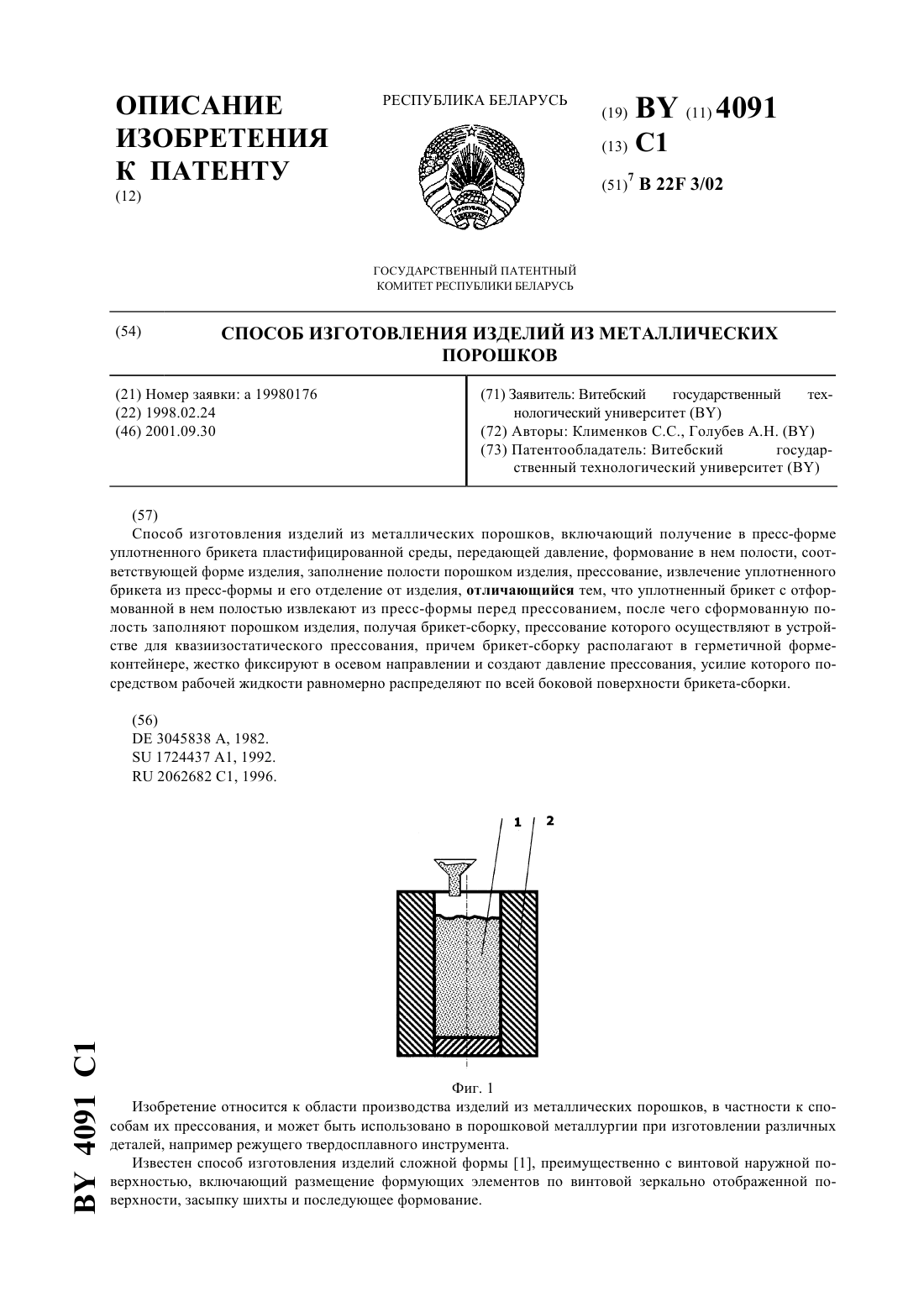
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Способ изготовления пористого имплантата тела позвонка с анизотропной структурой
Номер патента: 8653
Опубликовано: 30.12.2006
Авторы: Тумилович Мирослав Викторович, Савич Вадим Викторович, Пилиневич Леонид Петрович
Метки: пористого, способ, тела, изготовления, анизотропной, имплантата, структурой, позвонка
Текст:
...техническая задача рещается тем, что готовят щихту из биосовместимого материала на основе порощка титана, размещают эластичные прокладки между пуансонами пресс-формы и щихтой, осуществляют одноосное двухстороннее прессование щихты при давлении О,8-2,О МПа, при этом прессовку выдерживают в течение 3-10 с при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, выпрессовь 1 вают деталь вверх, спекают...
Предыдущий патент: Способ прижизненного определения биогенных аминов, их предшественников и метаболитов в головном мозге животного
Следующий патент: Гидропривод самоходной машины
Случайный патент: Устройство для поперечной распиловки лесоматериалов