Способ изготовления фрикционных изделий
Номер патента: 13412
Опубликовано: 30.08.2010
Авторы: Лешок Андрей Валерьевич, Сыроежко Геннадий Сергеевич

Текст
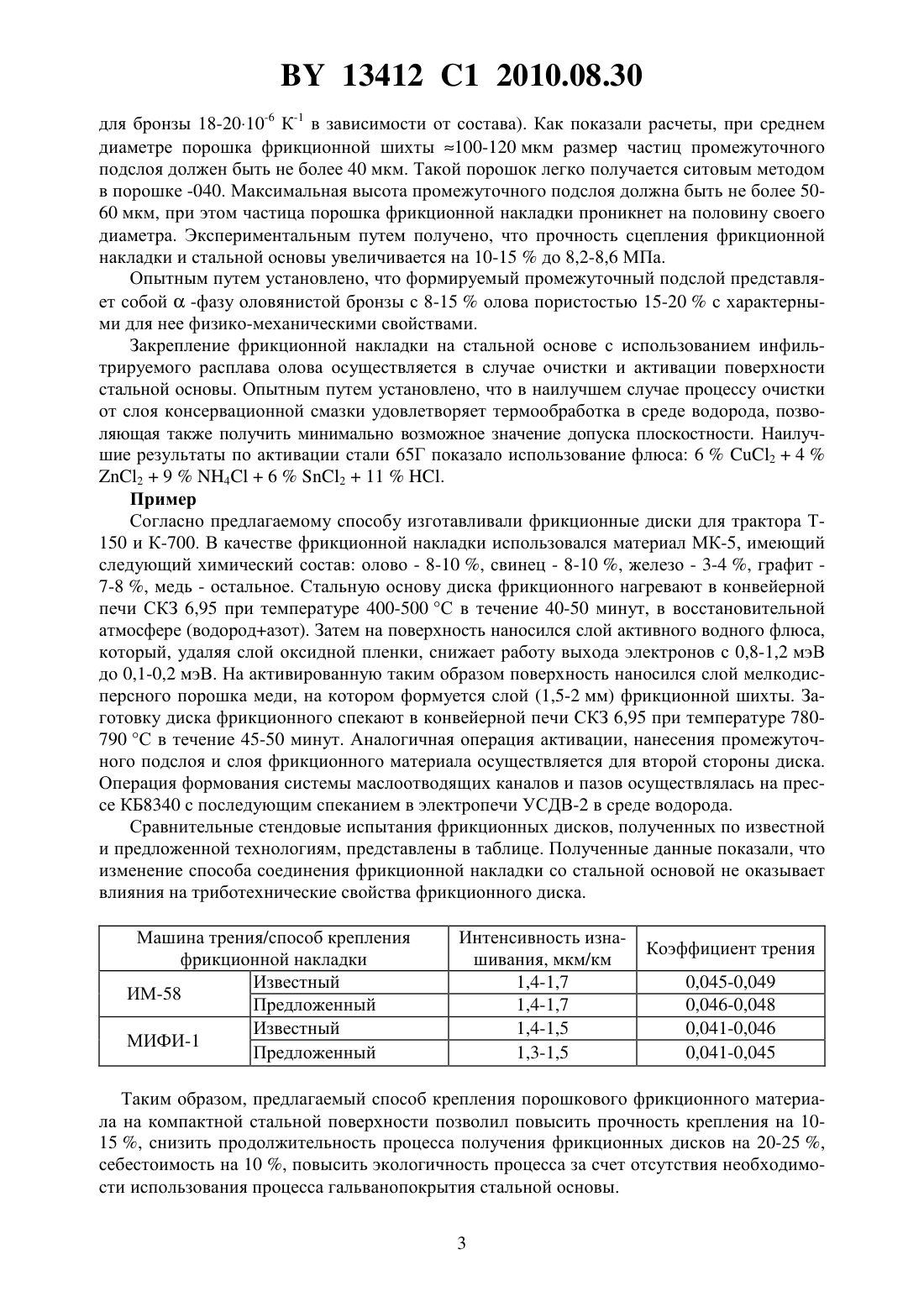
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННЫХ ИЗДЕЛИЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Сыроежко Геннадий Сергеевич Лешок Андрей Валерьевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56)944786, 1982. СЫРОЕЖКО Г.С. и др. Порошковая металлургия в автотракторном машиностроении. Сварка и резка материалов. Материалы, технологии и оборудование для нанесения функциональных защитных покрытий Сборник докладов. - Мн., 2007. - С. 34-38. СЫРОЕЖКО Г.С. и др. Порошковая металлургия достижения и проблемы Сборник материалов докладов международной научно-технической конференции. - Мн., 2005. - С. 131-133. ФЕДОРЧЕНКО И.М. и др. Современные фрикционные материалы. - Киев Наукова думка, 1975. - С. 198-204,244-253, 260-265.1680445 1, 1991.2114719 1, 1998.1444084 1, 1988.(57) Способ изготовления фрикционного изделия, включающий нанесение на стальную основу промежуточного слоя из меди, нанесение на него порошковой фрикционной шихты и припекание, отличающийся тем, что предварительно осуществляют термическую очистку стальной основы в восстановительной среде, содержащей водород, активируют стальную основу водным раствором флюса, содержащим 6 двухлористой меди, 4 хлористого цинка, 9 хлористого аммония, 6 двухлористого олова и 11 соляной кислоты, промежуточный слой наносят толщиной 50-60 мкм путем свободной насыпки мелкодисперсного порошка меди, размер частиц которого составляет менее 40 мкм, используют фрикционную шихту МК-5 с размером частиц 100-120 мкм, а припекание осуществляют при 780-790 С. Изобретение относится к порошковой металлургии, в частности к производству фрикционных дисков припеканием свободнонасыпанного слоя порошкового материала к стальной основе, применяемых в машиностроении, в тормозных узлах и механизмах. Известен способ изготовления фрикционных изделий припеканием прессовок из порошковых материалов к стальной основе с использованием самофлюсующихся сплавов 1. Недостатками данного способа являются низкая прочность крепления фрикционной 13412 1 2010.08.30 накладки к стальной основе, технологическая сложность, заключающаяся в необходимости прессования заготовок, имеющих невысокую механическую прочность, изготовления приспособления для соосного расположения накладок и основы. Неэкономичность производства объясняется невозможностью механизации и автоматизации производства, наличием большого количества брака из-за низкой прочности прессовок, высокой стоимостью самофлюсующихся сплавов. Известен также способ изготовления фрикционных изделий с нанесением гальваническим путем промежуточного слоя из меди, никеля, олова или их сплавов на стальную основу с последующим припеканием к нему порошкового слоя из фрикционного материала 2. Недостатками данного способа являются низкая прочность крепления фрикционной накладки к стальной основе, сложность и длительность процесса нанесения гальванического покрытия на стальную основу, необходимость наличия больших площадей для гальванического производства, включая очистные сооружения, наличие оборудования для промывки с возможностью утилизации и переработки отходов, приобретение дорогостоящих расходных материалов. В качестве прототипа выбран способ изготовления фрикционных изделий, включающий обработку поверхности стального каркаса активным водным флюсом, его сушку, последующее нанесение слоя смеси порошков меди и олова. Напекание прессованной накладки на обработанную таким образом стальную основу осуществляется при наличии внешнего давления. Реализация процесса осуществляется при высокой температуре (78010 С) и наличии восстановительной атмосферы (водорода) 3. Недостатками данного способа являются низкая производительность процесса из-за отсутствия возможности автоматизации, необходимость использования дорогостоящего порошка олова, высокий процент брака в процессе прессования и сборки. Задача изобретения - повышение прочности соединения порошкового материала с металлической поверхностью, повышение производительности процесса и экологической безопасности. Поставленная техническая задача достигается тем, что перед насыпкой фрикционной шихты на стальную основу ее подвергают термической очистке в среде водорода, активации раствором флюса 6 двухлористой меди, 4 хлористого цинка, 9 хлористого аммония, 6 двухлористой меди, 11 соляной кислоты, методом свободной насыпки наносится подслой 50-60 мкм мелкодисперсного медного порошка менее 40 мкм, затем методом свободной насыпки формуется слой порошкового фрикционного материала на основе меди, осуществляется спекание при температуре 780-790 С в течение 1 часа, затем осуществляется механическое уплотнение пористого фрикционного слоя с целью получения системы маслоотводящих каналов и пазов, окончательное спекание осуществляется в течение 2 часов. Использование промежуточного подслоя из мелкодисперсного порошка позволит увеличить площадь контактирования частиц фрикционной шихты, обладая более высоким капиллярным потенциалом, способствует инфильтрации расплава олова, что способствует ускорению протекания диффузионных процессов на границе со стальной основой, формированию подслоя, способного согласовать материал стальной основы и фрикционной накладки по коэффициентам теплового расширения и выступить в роли пластического релаксатора нескомпенсированных термонапряжений, возникающих в процессе эксплуатации фрикционного диска. В качестве материала промежуточного подслоя используется медь, так как она стоит значительно дешевле олова (более чем в 3 раза), транслирует структуру материала фрикционной накладки, при взаимодействии с оловом формируется оловянистая бронза, которая согласует стальную основу и фрикционную накладку по коэффициентам теплового расширения (для олова-меди-железа соответственно равны 22,410-6 - 16,810-6 - 1410-6 К-1,2 13412 1 2010.08.30 для бронзы 18-2010-6 К-1 в зависимости от состава). Как показали расчеты, при среднем диаметре порошка фрикционной шихты 100-120 мкм размер частиц промежуточного подслоя должен быть не более 40 мкм. Такой порошок легко получается ситовым методом в порошке -040. Максимальная высота промежуточного подслоя должна быть не более 5060 мкм, при этом частица порошка фрикционной накладки проникнет на половину своего диаметра. Экспериментальным путем получено, что прочность сцепления фрикционной накладки и стальной основы увеличивается на 10-15 до 8,2-8,6 МПа. Опытным путем установлено, что формируемый промежуточный подслой представляет собой-фазу оловянистой бронзы с 8-15 олова пористостью 15-20 с характерными для нее физико-механическими свойствами. Закрепление фрикционной накладки на стальной основе с использованием инфильтрируемого расплава олова осуществляется в случае очистки и активации поверхности стальной основы. Опытным путем установлено, что в наилучшем случае процессу очистки от слоя консервационной смазки удовлетворяет термообработка в среде водорода, позволяющая также получить минимально возможное значение допуска плоскостности. Наилучшие результаты по активации стали 65 Г показало использование флюса 6242946211. Пример Согласно предлагаемому способу изготавливали фрикционные диски для трактора Т 150 и К-700. В качестве фрикционной накладки использовался материал МК-5, имеющий следующий химический состав олово - 8-10 , свинец - 8-10 , железо - 3-4 , графит 7-8 , медь - остальное. Стальную основу диска фрикционного нагревают в конвейерной печи СКЗ 6,95 при температуре 400-500 С в течение 40-50 минут, в восстановительной атмосфере (водородазот). Затем на поверхность наносился слой активного водного флюса,который, удаляя слой оксидной пленки, снижает работу выхода электронов с 0,8-1,2 мэВ до 0,1-0,2 мэВ. На активированную таким образом поверхность наносился слой мелкодисперсного порошка меди, на котором формуется слой (1,5-2 мм) фрикционной шихты. Заготовку диска фрикционного спекают в конвейерной печи СКЗ 6,95 при температуре 780790 С в течение 45-50 минут. Аналогичная операция активации, нанесения промежуточного подслоя и слоя фрикционного материала осуществляется для второй стороны диска. Операция формования системы маслоотводящих каналов и пазов осуществлялась на прессе КБ 8340 с последующим спеканием в электропечи УСДВ-2 в среде водорода. Сравнительные стендовые испытания фрикционных дисков, полученных по известной и предложенной технологиям, представлены в таблице. Полученные данные показали, что изменение способа соединения фрикционной накладки со стальной основой не оказывает влияния на триботехнические свойства фрикционного диска. Машина трения/способ крепления фрикционной накладки Известный ИМ-58 Предложенный Известный МИФИ-1 Предложенный Таким образом, предлагаемый способ крепления порошкового фрикционного материала на компактной стальной поверхности позволил повысить прочность крепления на 1015 , снизить продолжительность процесса получения фрикционных дисков на 20-25 ,себестоимость на 10 , повысить экологичность процесса за счет отсутствия необходимости использования процесса гальванопокрытия стальной основы. 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: F16D 69/00, B22F 7/00
Метки: способ, изделий, изготовления, фрикционных
Код ссылки
<a href="https://by.patents.su/4-13412-sposob-izgotovleniya-frikcionnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления фрикционных изделий</a>
Способ изготовления двухслойных пористых изделий
Номер патента: 2168
Опубликовано: 30.06.1998
Авторы: Левченко С. Г., Гуревич А. А., Капцевич В. М., Бокань Г. А., Савич В. В., Кусин Р. А.
МПК: B22F 7/02
Метки: изделий, двухслойных, пористых, изготовления, способ
Текст:
...(уайт-спирит). На слой связующего наносили распылением струей воздуха порошок никеля ПНЭ-1 с размером частиц меньше 0,05 мм. Между слоем порошка п другим формообразующим элементом пуансоном засыпали порошокт з ПНЭ-Ъ с размером частиц меньше 0,05 ММ. смешанныи с порообразователем мочеви ной фракции меньше 0,063 мм в объемном соотношении 11. Прессование полученной композиции проводили давлением 70 МПа. После снятия с пуансона прессовки...
Стальная проволока с обработанной поверхностью для использования в упрочняющих конструктивных элементах эластомерных изделий, способ ее изготовления, конструктивный элемент эластомерных изделий
Номер патента: 4301
Опубликовано: 30.03.2002
Автор: Гурдев Орджела
Метки: конструктивных, способ, изделий, стальная, использования, проволока, эластомерных, упрочняющих, поверхностью, элементах, обработанной, конструктивный, изготовления, элемент
Текст:
...от 0,1 до 0,4 нм, содержание кобальта составляет от 2 до 3 , в то время как в покрывающей внутреннюю зону внешней по радиусу зоне содержание кобальта составляет порядка 0,4 и во всех случаях менее 0,5 . Согласно данному способу, проволоку, имеющую сначала диаметр от 1,2 до 1,6 мм, после образования покрывающего слоя повергают вытягиванию, после которого диаметр покрытой проволоки достигает значения от 0,1 до 0,50 мм. Кроме того, в результате...
Способ изготовления слоистого композиционного антифрикционного изделия
Номер патента: 12118
Опубликовано: 30.08.2009
Авторы: Дьячкова Лариса Николаевна, Борисов Евгений Павлович, Волчек Анатолий Яковлевич, Сериков Юрий Викторович, Глуховский Игорь Анатольевич
Метки: изделия, слоистого, композиционного, способ, изготовления, антифрикционного
Текст:
...прокаткой и последующим спеканием 3. Однако данный способ является длительным, энергоемким, кроме того, при прокатке возможно образование неоднородности по составу, что ведет к снижению адгезионной прочности и повышенному износу. Техническая задача - повышение адгезионной прочности и износостойкости антифрикционного слоя слоистого композиционного материала при снижении энергоемкости его изготовления. Поставленная техническая задача...
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Моисеенко Игорь Леонидович, Горохов Валерий Михайлович, Звонарев Евгений Владимирович, Тарусов Игорь Николаевич, Фридман Геннадий Рувимович, Рабушко Сергей Борисович, Петровский Генрих Викентьевич, Подкопаева Нина Львовна, Чавыкина Марина Евгеньевна
МПК: B22F 3/12
Метки: металлических, способ, порошков, спеченных, изделий, изготовления
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
Способ изготовления пористых изделий сложной формы
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Анащенко Михаил Петрович, Пилиневич Леонид Петрович, Тарайкович Александр Михайлович, Рак Анатолий Леонидович, Беденко Сергей Александрович, Тумилович Мирослав Викторович, Мазюк Виктор Васильевич
МПК: B22F 3/10
Метки: способ, изделий, сложной, изготовления, пористых, формы
Текст:
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Предыдущий патент: Антимикробная композиция
Следующий патент: Полимерный композиционный материал
Случайный патент: Способ повышения работоспособности лиц, занятых монотонным трудом