Стальная проволока с обработанной поверхностью для использования в упрочняющих конструктивных элементах эластомерных изделий, способ ее изготовления, конструктивный элемент эластомерных изделий
Текст
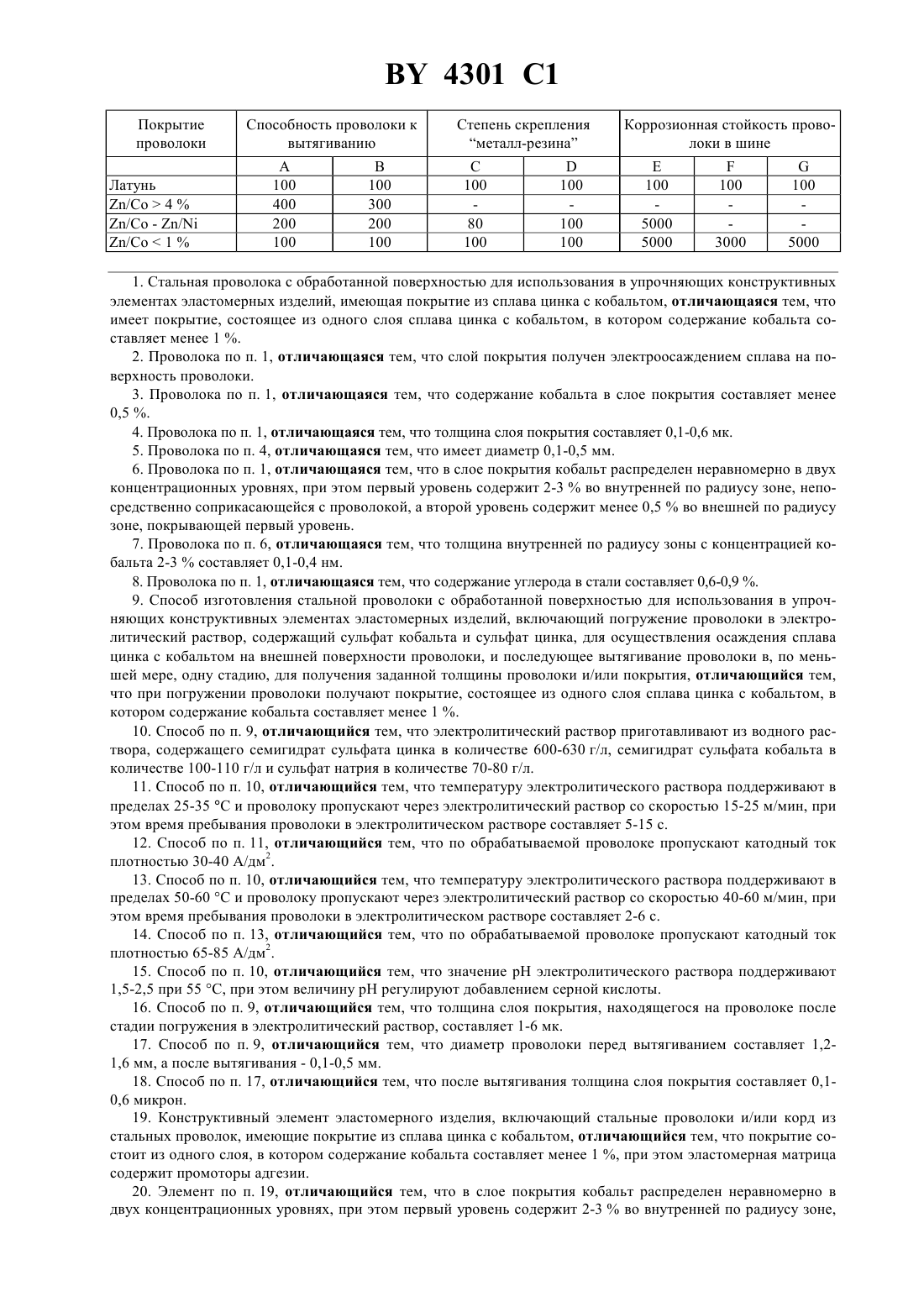
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАЛЬНАЯ ПРОВОЛОКА С ОБРАБОТАННОЙ ПОВЕРХНОСТЬЮ ДЛЯ ИСПОЛЬЗОВАНИЯ В УПРОЧНЯЮЩИХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТАХ ЭЛАСТОМЕРНЫХ ИЗДЕЛИЙ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ЭЛАСТОМЕРНЫХ ИЗДЕЛИЙ(71) Заявитель ПИРЕЛЛИ ПНЕУМАТИКИ С.п.А.(73) Патентообладатель ПИРЕЛЛИ ПНЕУМАТИКИ С.п.А.(57) Стальная проволока с обработанной поверхностью для использования в упрочняющих конструктивных элементах эластомерных материалов подвергается процессу электроосаждения в электролитическом растворе для покрытия сплавом цинка с кобальтом, в котором среднее содержание кобальта составляет менее 1 . По толщине покрытия, изготовленного из сплава цинка с кобальтом, существуют различные концентрации кобальта от 2 до 3 в зоне, непосредственно прилегающей к поверхности обрабатываемой металлической проволоки, и менее 0,5 в верхней зоне. Промоторы адгезии, например неодеканат кобальта, добавленные к эластомерному материалу, повышают адгезию между указанным эластомерным материалом и металлической проволоки с покрытием. Данное изобретение относится к проволоке, в основном к стальной проволоке, имеющей поверхностное покрытие из металлического сплава. Изобретение также относится к способу, используемому для обработки поверхности рассматриваемой проволоки, и к конструктивному элементу, полученному включением проволок, изготовленных согласно данному изобретению, в эластомерную матрицу. Известно, что в производстве резиновых изделий, таких как шины для автомобилей и т.п., широко используются упрочняющие конструктивные элементы. Эти элементы изготавливаются из матрицы эластомерного материала, в которую включено множество проволок или металлических кордов, каждый из которых состоит из множества проволок, и которая придает конструктивному элементу необходимые характеристики по структурной и геометрической прочности. Проволоки, используемые для этих целей, в основном стальные проволоки, получают в результате операций вытягивания, проведенных несколько раз, до тех пор, пока не достигается требуемый размер, и обычно имеют на своей поверхности покрытие из металлического сплава, причем главная функция указанного покрытая состоит в повышении способности проволоки к вытягиванию и адгезии эластомерной матрицы к самой проволоке. Для изготовления покрытий для проволок были разработаны различные способы. Например, европейский патент ЕР 296036 описывает покрытие для проволок, изготовленное из меди, латуни, олова, цинка или их сплава, содержащего также никель или кобальт, для улучшения адгезии эластомерной матрицы к проволоке. В европейском патенте ЕР 283738 этого же автора раскрывается покрытие для проволоки, которое состоит из двух наложенных слоев, изготовленных из сплава никеля с цинком, в котором во внутреннем слое содер 4301 1 жание цинка составляет от 60 до 90 , а во внешнем слое содержание цинка заключено в диапазоне от 60 до 80 . В этом патенте предложена возможность замены в указанном сплаве никеля кобальтом. В патентах Франции 2413228 и 2426562 раскрывается проволока, покрытая трехкомпонентным сплавом, состоящим из латуни и кобальта, в котором содержание кобальта заключается в диапазоне от 0,5 до 30 . В патенте США 2296838 покрытие для проволоки состоит из внутреннего слоя и наружного слоя, изготовленных из цинка и кобальта соответственно. В патенте США 2296517 раскрыта проволока, покрытие которой изготовлено из сплава меди с кобальтом,в котором содержание меди заключается в диапазоне от 10 до 70 . Наконец, патент США 4872932 относится к способу изготовления конструктивных элементов эластомерного материала, по существу состоящих из основы и матрицы эластомерного материала, прикрепленной к ней. В этом способе изготовления пленка толщиной от 10 до 100 мк, изготовленная из сплава цинка с кобальтом с содержанием кобальта более чем 80 , осаждается на указанную основу. Согласно данному изобретению, было установлено, что если покрытие изготавливать электроосаждением сплава цинка с кобальтом с содержанием кобальта не более 1 , могут быть достигнуты оптимальные характеристики проволоки, в том числе способность к вытягиванию и коррозионная устойчивость, а также прекрасная адгезия матрицы эластомерного материала к проволоке, причем показатели скрепления остаются высокими даже после старения конструктивного элемента. Более конкретно, изобретение относится к поверхностно обработанной проволоке для изготовления конструктивных элементов эластомерного материала, отличающейся тем, что поверхностное покрытие состоит из сплава цинка с кобальтом, в котором содержание кобальта составляет менее 1 . Указанное покрытие предпочтительно получают электроосаждением слоя покрытия на поверхность пленки, причем содержание кобальта в покрывающем слое составляет менее 0,5 . В слое покрытия проволоки, изготовленной способом вытягивания, толщина которого заключается в диапазоне от 0,1 до 0,6 мк, могут быть выделены два уровня различной концентрации кобальта, более конкретно, - слой, содержащий от 2 до 3 , во внутренней по радиусу зоне, которая непосредственно соприкасается с проволокой, и слой, содержащий менее 0,5 , во внешней по радиусу зоне. Стальная проволока имеет, предпочтительно, содержание углерода в диапазоне от 0,6 до 0,9 и диаметр после вытягивания в диапазоне от 0,10 до 0,50 мм. Кроме того, предметом данного изобретения является способ изготовления поверхностно обработанной проволоки, в частности предназначенной для использования в конструктивных элементах эластомерного материала, отличающийся тем, что содержит стадию погружения проволоки в электролитический раствор, содержащий сульфат кобальта и сульфат цинка, для осуществления осаждения сплава цинка с кобальтом на проволоку, причем содержание кобальта в указанном сплаве составляет менее 1 . Электролитический раствор предпочтительно представляет собой водный раствор, содержащий семиводный гидрат сульфата цинка в количестве от 600 до 630 г/л, семиводный гидрат сульфата кобальта в количестве от 100 до 110 г/л, а также сульфат натрия в количестве от 70 до 80 г/л. Через предпочтительный электролитический раствор, температуру которого поддерживают в диапазоне от 25 до 35 С, проволоку пропускают с рабочей скоростью от 15 до 25 м/мин, а время нахождения проволоки в электролитическом растворе составляет от 5 до 15 мин. В другом варианте реализации изобретения через электролитический раствор, температуру которого поддерживают в диапазоне от 50 до 60 С, проволоку пропускают со скоростью от 40 до 60 м/мин, и время присутствия проволоки в электролитическом растворе составляет от 2 до 6 с. Электролитический раствор предпочтительно имеет рН, значение которой заключено между 1,5 и 2,5 при температуре 55 С, причем эту величину регулируют добавлением серной кислоты. В предпочтительном растворе к обрабатываемой проволоке прикладывают катодный ток плотностью от 30 до 40 А на квадратный дециметр (А/дм 2), в то время как в другом варианте реализации плотность катодного тока, приложенного к проволоке, заключена в диапазоне от 65 до 85 А/дм 2. Далее способ включает, по меньшей мере, одну стадию вытягивания проволоки со слоем покрытия, состоящего из металлическою сплава цинка с кобальтом, причем диаметр проволоки до вытягивания составляет от 1,2 до 1,6 мм, а после вытягивания - от 0,10 до 0,50 мм. После вытягивания толщина покрывающего слоя имеет величину, заключенную в диапазоне от 0,1 до 0,6 мк. Еще одним объектом данного изобретения является конструктивный элемент эластомерного материала,включающий матрицу эластомерного материала и упрочняющие стальные проволоки и/или корды из стальных проволок, имеющие покрытие из металлического сплава (сплава цинка с кобальтом), отличающийся тем, что покрытие проволок и/или кордов состоит из одного слоя, в котором содержание кобальта составляет менее 1 , при этом эластомерная матрица содержит промоторы адгезии для ускорения адгезии к упрочняющим проволокам и/или кордам. Промоторы адгезии преимущественно представляют собой неодеканат кобальта. 4301 1 Дополнительные признаки и преимущества данного изобретения станут более понятными из нижеследующего подробного описания, данного только с целью иллюстрации предпочтительного варианта реализации поверхностно обработанной проволоки для изготовления конструктивных элементов эластомерного материала и способа изготовления указанной проволоки согласно данному изобретению. В нижеследующем описании ссылки будут сделаны на представленные таблицы, показывающие результаты сравнительных опытов, проведенных на проволоках и кордах, изготовленных в соответствии с данным изобретением, и других проволоках и кордах, изготовленных в соответствии с известными способами. Проволока в примере изготовлена из стали, предпочтительно высокопрочного типа, с содержанием углерода от 0,6 до 0,9 , и снабжена поверхностным покрытием из металлического сплава, имеющего двойную функцию защиту проволоки от коррозии и ускорение адгезии к матрице эластомерного материала, в которую проволока будет вводиться для образования конструктивного элемента, используемого, например, при изготовлении структурных компонентов для шин и т.п. Так как поверхностно обработанная проволока должна подвергаться операциям вытягивания, то необходимо, чтобы покрытие придавало проволоке оптимальные характеристики по способности к вытягиванию. Согласно данному изобретению, оригинальным образом обеспечивается то, что вышеуказанное поверхностное покрытие состоит из сплава цинка с кобальтом, в котором содержание кобальта составляет не более 1 , предпочтительно не более 0,5 . Согласно данному изобретению, покрытие получают способом электроосаждения, при котором сплав осаждается на поверхность проволоки. Более конкретно, в процессе изготовления проволоки с поверхностным покрытием проволоку, непрерывно подаваемую с катушки, погружают, через возможную стадию травления в серной кислоте, в электролитический раствор, содержащий сульфат кобальта и сульфат цинка, для достижения осаждения сплава цинка с кобальтом на поверхности проволоки. Предпочтительно такой электролитический раствор образован водным раствором, содержащим семигидрат сульфата цинка в количестве от 600 до 630 г/л, семигидрат сульфата кобальта в количестве от 100 до 110 г/л, а также сульфат натрия в количестве от 70 до 80 г/л. Предпочтительно, значение рН электролитического раствора при температуре 55 С имеет значения от 1,5 до 2,5. Более конкретно, подкисление электролитического раствора осуществляют при помощи концентрированной серной кислоты до поддержания заданного значения рН при заданной температуре. Температура электролитического раствора, плотность катодного тока, подаваемого на находящуюся в работе проволоку, и скорость поступательного движения проволоки (а следовательно, время пребывания проволоки в электролитическом растворе) имеют значения, которые регулируют в зависимости друг от друга для осаждения сплава цинка с кобальтом согласно требуемым показателям. Согласно данным предпочтительного раствора, температуру электролитического раствора поддерживают в диапазоне от 25 до 35 С, а металлическую проволоку пропускают через электролитический раствор со скоростью от 15 до 25 м/мин, причем время пребывания проволоки в растворе составляет от 5 до 15 с. В таком предпочтительном растворе плотность катодного тока, прилагаемого к проволоке, находится в диапазоне от 20 до 40 А/дм 2. Основными параметрами, относящимися к осуществлению способа электроосаждения согласно предпочтительному примеру раствора, являются следующие параметры (конкретные значения приведены только в качестве примера) общий объем электролитического раствора 290 л состав раствора 47 2615 г/л 47 2105 г/л 2475 г/л температура электролитического раствора 30 С плотность катодного тока 34 А/дм 2 скорость подачи проволоки 18 м/мин время пребывания проволоки в электролитическом растворе 10 с. Согласно другому варианту реализации, температуру электролитического раствора поддерживают в диапазоне от 50 до 60 С, а проволоку пропускают через электролитический раствор со скоростью от 40 до 60 м/мин, причем время пребывания проволоки в растворе составляет от 2 до 6 с. В этом варианте реализации плотность катодного тока, подаваемого на проволоку, составляет от 65 до 85 А/дм 2. Ниже приведены также в качестве примера основные параметры такого возможного варианта реализации способа согласно изобретению общий объем электролитического раствора 290 л 620 г/л состав раствора 47 2125 г/л 47 275 г/л 24 4301 1 температура электролитического раствора 55 С плотность катодного тока 75 А/дм 2 скорость подачи проволоки 50 м/мин время пребывания проволоки в электролитическом растворе 5 с. Согласно данному изобретению, было установлено, что способ электроосаждения, проводимый в соответствии с приведенным описанием, приводит к повышению концентрации кобальта в зоне, непосредственно прилегающей к поверхности проволоки. По толщине слоя покрытия (по радиусу), образованного в результате электроосаждения на проволоке, еще не подвергшейся вытягиванию, который в предпочтительном растворе имеет толщину от 1 до 6 мк, выделяют два концентрационных уровня кобальта на внутренней по радиусу зоне, непосредственно соприкасающейся с проволокой и имеющей толщину от 0,1 до 0,4 нм, содержание кобальта составляет от 2 до 3 , в то время как в покрывающей внутреннюю зону внешней по радиусу зоне содержание кобальта составляет порядка 0,4 и во всех случаях менее 0,5 . Согласно данному способу, проволоку, имеющую сначала диаметр от 1,2 до 1,6 мм, после образования покрывающего слоя повергают вытягиванию, после которого диаметр покрытой проволоки достигает значения от 0,1 до 0,50 мм. Кроме того, в результате вытягивания толщина покрывающего слоя изменяется от первоначальной величины, составляющей от 1 до 6 мк, до конечной величины, составляющей от 0,1 до 0,6 мк. Из вышеизложенного очевидно, что проволока, изготовленная согласно данному изобретению, проявляет исключительные качества по способности к вытягиванию, благодаря низкой концентрации кобальта в покрывающем слое, особенно в периферийных зонах указанного слоя, которые главным образом связаны с явлением поверхностного трения и изнашивания, вследствие прохождения проволоки через вытягивающие механизмы. В этой связи указывается, как можно видеть из фазовой диаграммы двойных сплавов цинка с кобальтом ( и , 1958), что при содержании кобальта менее 1 может быть получена хорошая способность проволоки к вытягиванию, так как покрывающий слой сплава имеет только фазу , которая стабильна при содержании кобальта не более 0,5 . И наоборот, содержание кобальта более 1 будет приводить к фазе Г, проявляющей высокую твердость и, следовательно, низкие показатели способности к вытягиванию. Следовательно, у проволоки, изготовленной согласно данному изобретению, нет тех недостатков, которые обычно встречаются у проволок, покрытых в соответствии с известными способами двойным слоем никеля с кобальтом или кобальта с цинком, и в более общих чертах у проволок, покрытых сплавами цинка с кобальтом, в которых содержание кобальта превышает 1 . Кроме того, проволока проявляет неожиданные качества коррозионной стойкости, несмотря на низкое содержание кобальта в покрывающем слое. В действительности показано, что большая концентрация кобальта в зоне покрывающего слоя, непосредственно прилегающей к поверхности проволоки, изготовленной способом электроосаждения, приводит к значительно большей коррозионной стойкости, чем ожидалось, принимая во внимание низкое среднее содержание кобальта в металлическом сплаве, образующем в целом покрывающий слой. И наконец, достигнута замечательная коррозионная стойкость, сравнимая с коррозионной стойкостью проволок, покрытых металлическими сплавами с содержанием кобальта, значительно превышающим 1 , таким образом устранены все недостатки проволок, покрытых сплавами латуни или меди, которые обладают низкой коррозионной стойкостью вследствие разрушения поверхности раздела между сталью и слоем покрытия, образованного гальваническими токами. Кроме того, проволока неожиданно способствует качеству соединения резины с металлом с целью изготовления конструктивных элементов введением упрочняющих проволок и/или металлических кордов, изготовленных согласно данному изобретению, в эластомерную матрицу. Следует признать, что, согласно другой особенности данного изобретения, качество соединения резины с металлом может быть значительно улучшено, если в эластомерную матрицу добавить подходящие трехвалентные или пятивалентные промоторы адгезии, такие как неодеканат кобальта. Таким образом, устранены все проблемы, обычно встречающиеся в тех случаях, когда используются проволоки, покрытые сплавами латуни или меди, которые обуславливают значительное разрушение соединения резины с металлом вследствие миграции ионов меди в эластомерную матрицу. В таблице, представленной ниже, показана способность к вытягиванию, адгезия резины с металлом и коррозионная стойкость, характерные для проволок и кордов, согласно данному изобретению, в сравнении с другими проволоками и кордами, изготовленными традиционными способами, при этом в качестве эталона используются показатели проволоки, покрытой сплавом латуни. Для наглядности характеристики в указанной таблице отнесены к соответствующим величинам проволок,покрытых латунью, чьи показатели приняты за 100. Прежде всего, что касается характеристик способности к вытягиванию, из прилагаемой таблицы видно,что традиционно используемые проволоки, покрытые сплавом цинка с кобальтом, в котором содержание кобальта составляет порядка 4 , и проволоки, покрытые двойным слоем цинка и кобальта или цинка и нике 4301 1 ля, соответственно имеют процент потери при вытягивании (колонка А), в четыре раза и в два раза превышающий процент потери проволок, покрытых латунью (процент потери означает весовое количество материала, выраженное в процентах, которое теряется из покрывающего слоя в результате вытягивания). Для проволоки, изготовленной согласно данному изобретению, процент потери по существу соответствует проценту потери проволок, покрытых латунью. Относительно способности к вытягиванию также следует отметить, что количество обнаруженных обрывов вытянутой проволоки (колонка В) на проволоках, покрытых цинком и кобальтом с содержанием кобальта 4 , и на проволоках с двойным слоем цинка и кобальта или цинка и никеля в три и в два раза,соответственно, больше количества обрывов на проволоках, покрытых латунью, при этом условия вытягивания были аналогичными. Проволоки же, изготовленные согласно данному изобретению, имеют такое же количество обрывов, как и проволоки, покрытые латунью. Что касается адгезионного качества, оно показано оценкой усилия, необходимого для извлечения кордового отрезка типа 1 х 4 х 0,25 (четыре проволоки с диаметром 0,25 мм, скрученных вместе) из соединенного образца, в который включен указанный корд (опыт, выполненный в соответствии со стандартом ). Такой опыт был проведен на образцах, непосредственно выходящих со стадии вулканизации конструктивного элемента (колонка С), и с образцами, предварительно подверженными процессу старения (колонка), который состоит в выдерживании образцов в течение 8 дней в климатической камере с влажностью 90 при температуре 65 С согласно вышеуказанному стандарту . Опыт моделирует качественное разрушение адгезии, происходящее в результате естественного старения шин при их использовании. Вследствие очень плохой способности к вытягиванию проволок, имеющих содержание кобальта, равное 4 , невозможно было изготовить проволоки, достаточно тонкие для изготовления кордов для проведения сравнительных опытов по оценке адгезионной прочности и коррозионной устойчивости конструктивного элемента. Как можно видеть, корд, изготовленный из проволок, покрытых двойным слоем цинка с кобальтом или цинка с никелем, проявляет сразу после вулканизации более низкую степень скрепления, чем корд, изготовленный из проволок, покрытых латунью. Однако степень скрепления, достигнутая этим известным типом проволок, остается по прошествии времени почти такой же, так что после старения она имеет такую же величину, как степень скрепления кордов, изготовленных из проволок, покрытых латунью, которые теряют это качество в результате указанного старения. Проволоки, изготовленные согласно данному изобретению, показывают степень скрепления, аналогичную полученной у кордов из проволок, покрытых латунью, как сразу после стадии вулканизации, так и после упомянутого старения. Что касается коррозионной устойчивости (колонка Е), которая оценивалась измерением количества ржавчины, образовывающейся на обработанной проволоке в солевой среде в соответствии со стандартом-117/7, можно обнаружить, что и проволоки, изготовленные в соответствии с данным изобретением,и проволоки, покрытые двойным слоем цинка с кобальтом или цинка с никелем, имеют коррозионную стойкость в 50 раз больше, чем проволоки, покрытые латунью. Коррозионную стойкость изучали также на четырех автомобильных шинах размера 180/6014 в стендовых опытах, а не испытанием на дороге, измерением распространения коррозии по времени. Более того, каждая шина, оснащенная приводным ремнем, состоящим из пары полосок прорезиненной ткани, упроченных указанными кордами типа 1 х 4 х 0,25, вращалась на валу опытного верстака со скоростью 800 км/ч в течение 100 ч (колонка ) и 200 ч (колонка ). По экваториальной плоскости шины было выполнено шесть отверстий диаметром 1 мм, причем указанные отверстия проходили от радиально внутренней поверхности обода колеса к зоне между двумя полосками приводных ремней затем солевой раствор, содержащий 125 г солив 0,5 л воды, вводили в шину. По окончании опыта обод удаляли из шины и качественно оценивали состояние кордов в прорезиненном ремне. Наличие оголенных кордов, которые лишены резины, приписывали разрушению связи резина-металл вследствие внедрения солевого раствора в корд. В приведенной ниже таблице можно видеть, что коррозионная устойчивость в кордах, имеющих проволоки согласно данному изобретению, через 100 ч испытания в 30 раз выше коррозионной устойчивости кордов, имеющих проволоки, покрытые латунью, и возрастает до величины в 50 раз большей после 200 часового испытания, благодаря более низкой скорости распространения коррозии. Очевидно, множество модификаций и вариантов могут быть введены в рассматриваемое изобретение,при этом все они охватываются объемом изобретательского замысла, характеризующего их. Коррозионная стойкость проволоки в шине Е 100 5000 5000 1. Стальная проволока с обработанной поверхностью для использования в упрочняющих конструктивных элементах эластомерных изделий, имеющая покрытие из сплава цинка с кобальтом, отличающаяся тем, что имеет покрытие, состоящее из одного слоя сплава цинка с кобальтом, в котором содержание кобальта составляет менее 1 . 2. Проволока по п. 1, отличающаяся тем, что слой покрытия получен электроосаждением сплава на поверхность проволоки. 3. Проволока по п. 1, отличающаяся тем, что содержание кобальта в слое покрытия составляет менее 0,5 . 4. Проволока по п. 1, отличающаяся тем, что толщина слоя покрытия составляет 0,1-0,6 мк. 5. Проволока по п. 4, отличающаяся тем, что имеет диаметр 0,1-0,5 мм. 6. Проволока по п. 1, отличающаяся тем, что в слое покрытия кобальт распределен неравномерно в двух концентрационных уровнях, при этом первый уровень содержит 2-3 во внутренней по радиусу зоне, непосредственно соприкасающейся с проволокой, а второй уровень содержит менее 0,5 во внешней по радиусу зоне, покрывающей первый уровень. 7. Проволока по п. 6, отличающаяся тем, что толщина внутренней по радиусу зоны с концентрацией кобальта 2-3 составляет 0,1-0,4 нм. 8. Проволока по п. 1, отличающаяся тем, что содержание углерода в стали составляет 0,6-0,9 . 9. Способ изготовления стальной проволоки с обработанной поверхностью для использования в упрочняющих конструктивных элементах эластомерных изделий, включающий погружение проволоки в электролитический раствор, содержащий сульфат кобальта и сульфат цинка, для осуществления осаждения сплава цинка с кобальтом на внешней поверхности проволоки, и последующее вытягивание проволоки в, по меньшей мере, одну стадию, для получения заданной толщины проволоки и/или покрытия, отличающийся тем,что при погружении проволоки получают покрытие, состоящее из одного слоя сплава цинка с кобальтом, в котором содержание кобальта составляет менее 1 . 10. Способ по п. 9, отличающийся тем, что электролитический раствор приготавливают из водного раствора, содержащего семигидрат сульфата цинка в количестве 600-630 г/л, семигидрат сульфата кобальта в количестве 100-110 г/л и сульфат натрия в количестве 70-80 г/л. 11. Способ по п. 10, отличающийся тем, что температуру электролитического раствора поддерживают в пределах 25-35 С и проволоку пропускают через электролитический раствор со скоростью 15-25 м/мин, при этом время пребывания проволоки в электролитическом растворе составляет 5-15 с. 12. Способ по п. 11, отличающийся тем, что по обрабатываемой проволоке пропускают катодный ток плотностью 30-40 А/дм 2. 13. Способ по п. 10, отличающийся тем, что температуру электролитического раствора поддерживают в пределах 50-60 С и проволоку пропускают через электролитический раствор со скоростью 40-60 м/мин, при этом время пребывания проволоки в электролитическом растворе составляет 2-6 с. 14. Способ по п. 13, отличающийся тем, что по обрабатываемой проволоке пропускают катодный ток плотностью 65-85 А/дм 2. 15. Способ по п. 10, отличающийся тем, что значение рН электролитического раствора поддерживают 1,5-2,5 при 55 С, при этом величину рН регулируют добавлением серной кислоты. 16. Способ по п. 9, отличающийся тем, что толщина слоя покрытия, находящегося на проволоке после стадии погружения в электролитический раствор, составляет 1-6 мк. 17. Способ по п. 9, отличающийся тем, что диаметр проволоки перед вытягиванием составляет 1,21,6 мм, а после вытягивания - 0,1-0,5 мм. 18. Способ по п. 17, отличающийся тем, что после вытягивания толщина слоя покрытия составляет 0,10,6 микрон. 19. Конструктивный элемент эластомерного изделия, включающий стальные проволоки и/или корд из стальных проволок, имеющие покрытие из сплава цинка с кобальтом, отличающийся тем, что покрытие состоит из одного слоя, в котором содержание кобальта составляет менее 1 , при этом эластомерная матрица содержит промоторы адгезии. 20. Элемент по п. 19, отличающийся тем, что в слое покрытия кобальт распределен неравномерно в двух концентрационных уровнях, при этом первый уровень содержит 2-3 во внутренней по радиусу зоне,4301 1 непосредственно соприкасающейся с проволокой, а второй уровень содержит менее 0,5 во внешней по радиусу зоне, покрывающей первый уровень. 21. Элемент по п. 19, отличающийся тем, что слой покрытия имеет толщину 0,1-0,6 мк. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: упрочняющих, способ, конструктивный, поверхностью, изготовления, проволока, стальная, обработанной, элементах, конструктивных, изделий, элемент, использования, эластомерных
Код ссылки
<a href="https://by.patents.su/7-4301-stalnaya-provoloka-s-obrabotannojj-poverhnostyu-dlya-ispolzovaniya-v-uprochnyayushhih-konstruktivnyh-elementah-elastomernyh-izdelijj-sposob-ee-izgotovleniya-konstruktivnyjj-element.html" rel="bookmark" title="База патентов Беларуси">Стальная проволока с обработанной поверхностью для использования в упрочняющих конструктивных элементах эластомерных изделий, способ ее изготовления, конструктивный элемент эластомерных изделий</a>
Конструктивный элемент для строительства зданий
Номер патента: 842
Опубликовано: 15.08.1995
Авторы: Димитрис Папаниколаоу, Пауль Райхартц, Хайнц Демен
МПК: E04B 1/348
Метки: зданий, элемент, конструктивный, строительства
Текст:
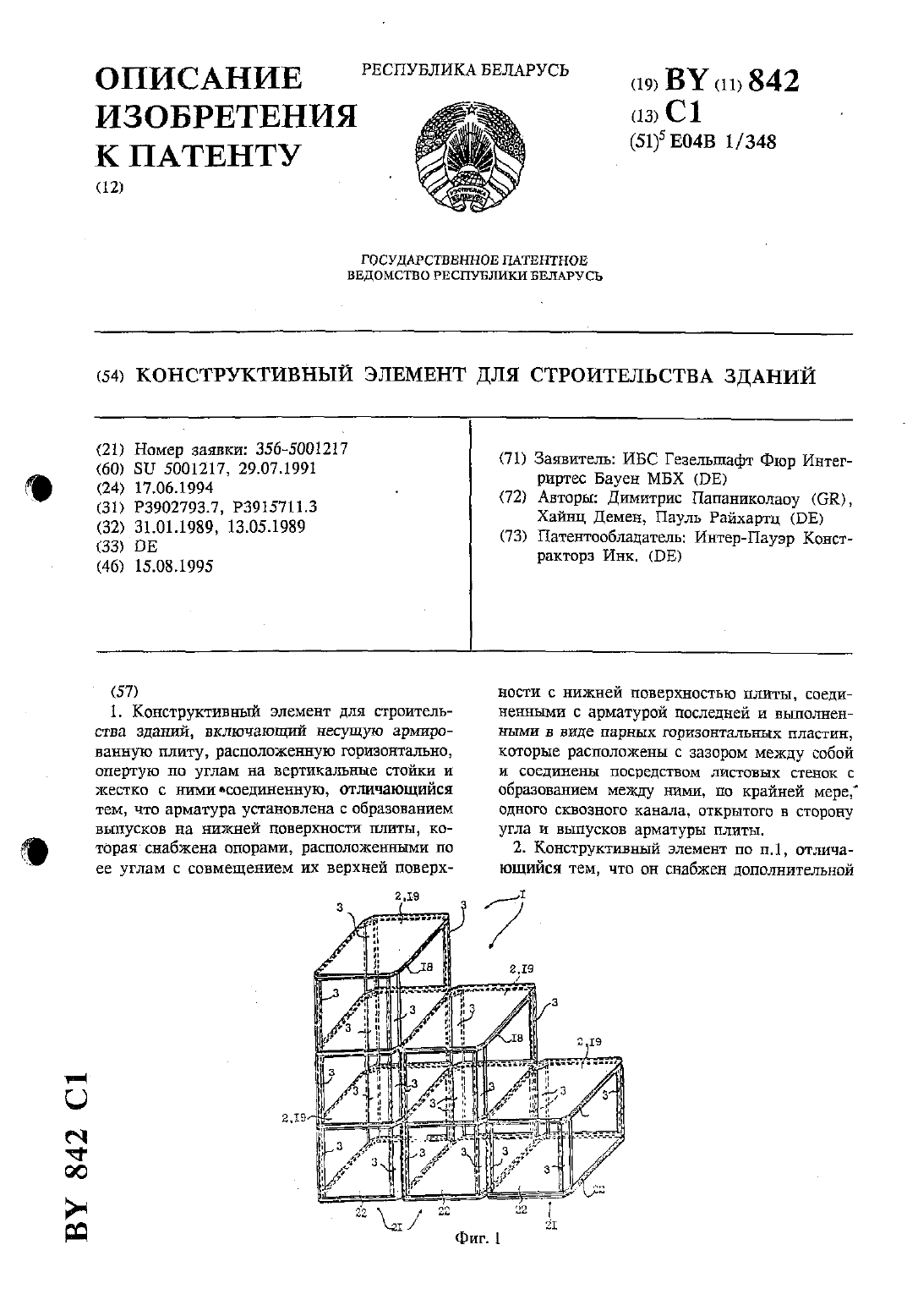
...соединенных между собой балок, расположенных по его периметру и диагоналямржесткое соединение балок арматуры может быть выполнено посредством сварки конструктивный элемент может быть выполнен с выемками по углам выемки могут быть выполнены в виде скосов в углах плиты или плит стойки имеют выемки по наружным углам выемки выполнены в виде скосов может быть перекрытие снабжено бетонными ребрами, расположенными по его периметру и диагоналям и...
Способ формирования изделий с декоративной поверхностью
Номер патента: 2761
Опубликовано: 30.06.1999
Автор: Семёнова Татьяна Владимировна
МПК: B29C 43/18, C08L 27/06, B44C 1/24...
Метки: изделий, формирования, поверхностью, декоративной, способ
Текст:
...предложено, согласно изобретению,заполнять рисунок на матрице пастой следующего состава, мас.дибутилфталат 25-29 глицерин 13-15 белила титановые 2,5-3,5 поливинилхлорид остальное. После чего предложено нагревать матрицу до застывания пасты, а затем накладывать на матрицу последовательно подложку из двух слоев ткани с размещенной между ними термопластичной плнкой и войлок, а прессование и термообработку предложено производить...
Способ изготовления контейнеров со стерильной внутренней поверхностью
Номер патента: 2832
Опубликовано: 30.06.1999
Автор: Оке Росэн
МПК: B25B 55/04, B29C 51/10
Метки: изготовления, стерильной, способ, поверхностью, контейнеров, внутренней
Текст:
...выбранный из гомополимеров пропилена с индексом расплава менее 1 по шкале(2,16 кгс 230 С) или сополимеров этилен/пропилена с индексом расплава 0,5-5,0 по шкале(2,16 кгс 230 С), при этом к полимеру примешивают порошкообразный неорганический наполнитель в количестве не менее 40 от массы смеси, а стерилизацию полотна и формование контейнеров осуществляют в одну стадию при температуре не менее 190 С, причем формование проводят с применением...
Контактная плоская проволока
Номер патента: 194
Опубликовано: 30.12.1994
Автор: Вернер Урех
МПК: B23K 11/06
Метки: плоская, проволока, контактная
Текст:
...трапецие видную или другую формам Более БЕЖнымучем специальная форма поперечнт- 55го сечения продольных канавок 12,яв ляются кромки 33, образованные между продольными канавками, на которые возложена задача разрезать электрически изолирующие или плохо проводящие покрытия 8.(на свинцовом покрыт тии обычно находится слой окиси свит да), 9 и 11 и сделать возможны ка чествеиьй электрический контакт между дисковым злектродомпи листомг 7. В...
Устройство для изготовления щеточных изделий с расположенной пучками щетиной и способ изготовления щеточных изделий.
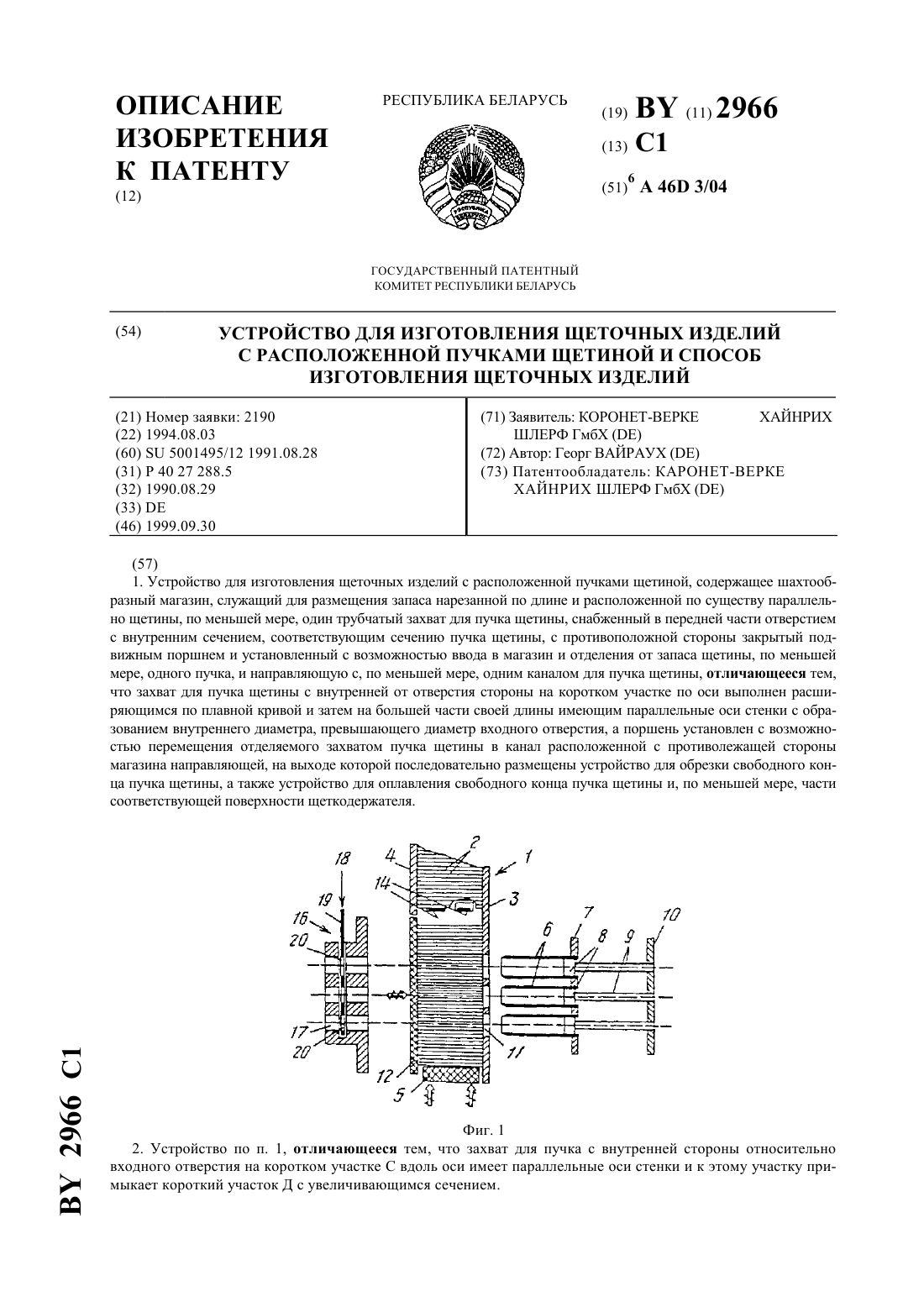
Номер патента: 2966
Опубликовано: 30.09.1999
Автор: Георг ВАЙРАУХ
МПК: A46D 3/04
Метки: способ, расположенной, устройство, изготовления, пучками, щеточных, щетиной, изделий
Текст:
...не воздействует на соседнюю щетинку запаса. Далее должен быть создан способ, с помощью которого захваченные захватом пучки щетины можно безупречно соединить с носителем в щеточное изделие. Изобретение подробно пояснено с помощью нескольких эскизов, показывающих примеры исполнения фиг. 1 - схематичный вид сбоку устройства для формирования и передачи пучков щетины фиг. 2 - вид сверху изображенного на фиг. 1 фиг. 3 - осевой разрез формы...
Предыдущий патент: Композиция действующих веществ для торможения или регулирования нитрификации аммиачного азота в обрабатываемых почвах и субстратах
Следующий патент: Способ концентрирования высокопроцентного хлорида натрия и устройство для его осуществления
Случайный патент: Способ получения абразивного изделия