Способ вакуумно-плазменного нанесения защитно-декоративного покрытия на изделия из стекла и/или керамики
Номер патента: 12760
Опубликовано: 30.12.2009
Авторы: Гречихин Леонид Иванович, Голушко Виктория Маратовна, Фролов Игорь Станиславович, Иващенко Сергей Анатольевич

Текст
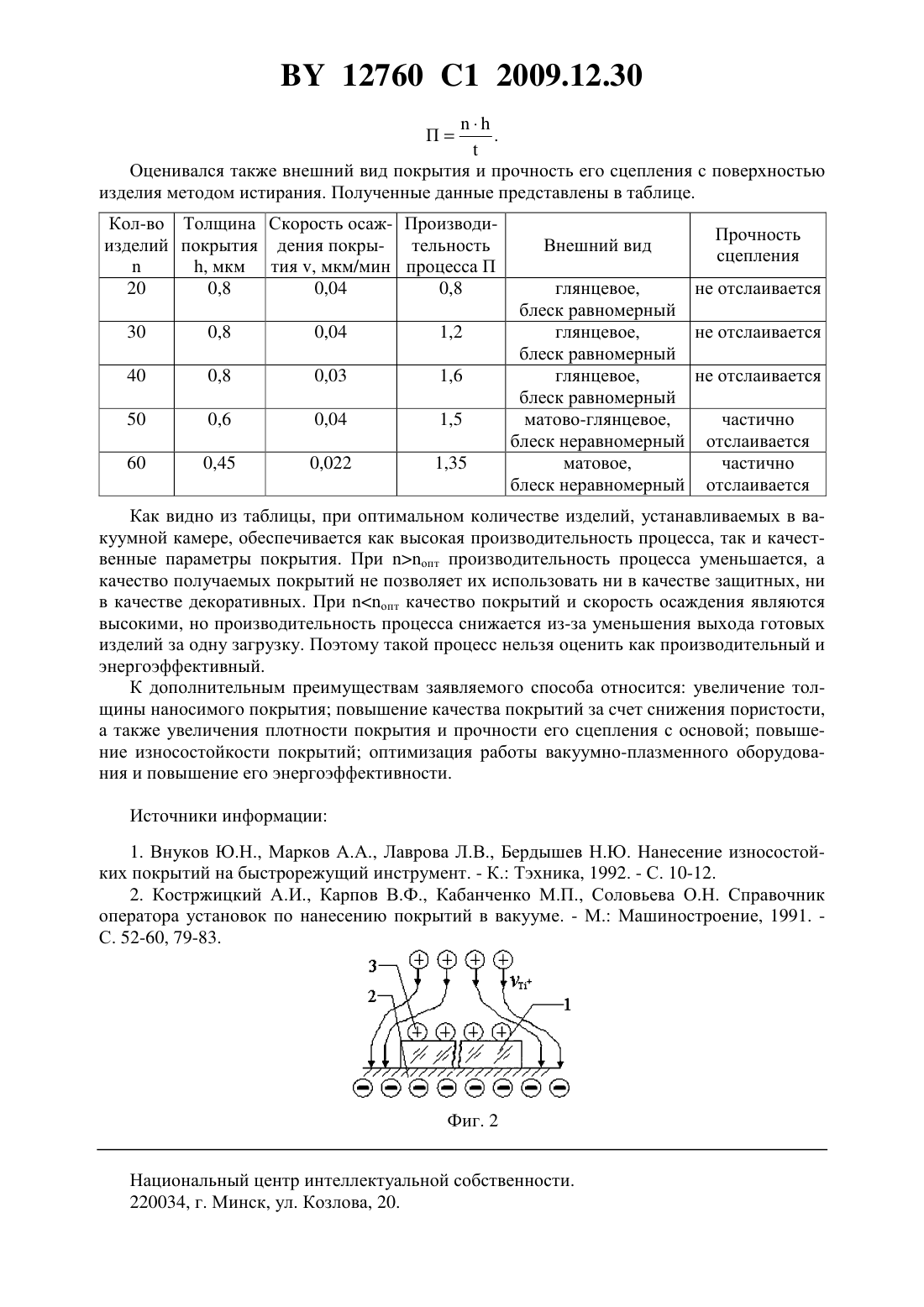
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ЗАЩИТНОДЕКОРАТИВНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ СТЕКЛА И/ИЛИ КЕРАМИКИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Фролов Игорь Станиславович Гречихин Леонид Иванович Иващенко Сергей Анатольевич Голушко Виктория Маратовна(73) Патентообладатель Белорусский национальный технический университет(56) КОСТРЖИЦКИЙ А.И. и др. Справочник оператора установок по нанесению покрытий в вакууме. - М. Машиностроение, 1991. - С. 52-60, 79-83.215 1, 1993.970578, 1999.2062818 1, 1996.2052538 1, 1996.1272745 1, 1985.63062865 , 1988.4341162 1, 1994.(57) 1. Способ вакуумно-плазменного нанесения защитно-декоративного покрытия на изделия из стекла и/или керамики, при котором осуществляют предварительную подготовку поверхности изделий, установку изделий на металлическую основу загрузочного стола в вакуумной камере, вакуумирование, обработку поверхности изделий бомбардировкой ионами инертного газа и последующее нанесение покрытия, отличающийся тем, что предварительно рассчитывают коэффициент потенциальной ионно-электронной эмиссии материала металлической основы , а установку на металлическую основу загрузочного стола изделий осуществляют в количестве опт, которое определяют из выражения,2 где 1 - площадь металлической основы загрузочного стола в вакуумной камере 2 - площадь опорной поверхности одного изделия. 2. Способ по п. 1, отличающийся тем, что изделия устанавливают равномерно по всей площади металлической основы загрузочного стола.опт Изобретение относится к способам вакуумно-плазменного нанесения защитно-декоративных покрытий на изделия из стекла и/или керамики и может быть использовано в различных отраслях машиностроения, а также для производства товаров народного потребления. Известен способ вакуумно-плазменного нанесения защитно-декоративного покрытия 1, включающий обработку поверхности изделий бомбардировкой ионами распыляемого металла и последующее нанесение покрытия в условиях прохождения плазмохимической реакции плазменного потока металла с реактивным газом. Недостатком данного способа является невозможность нанесения защитно-декоративных покрытий на изделия из диэлектрических материалов (стекло и керамика), так как изза невозможности ускорения положительно заряженных ионов металла путем приложения отрицательного потенциала к изделию не происходит достаточной очистки поверхности и ее разогрева до температуры, необходимой для прохождения плазмохимической реакции ионов металла с реактивным газом. В результате покрытие осаждается в виде рыхлого слоя, непригодного для практического применения. Прототипом заявляемого способа является способ вакуумно-плазменного нанесения защитно-декоративного покрытия 2, при котором осуществляют предварительную подготовку поверхности изделий, установку изделий на металлическую основу загрузочного стола в вакуумной камере, вакуумирование, обработку поверхности изделий бомбардировкой ионами инертного газа и последующее нанесение покрытия заданной толщины. Недостатком данного способа при нанесении покрытия на изделия из стекла и/или керамики является низкая производительность процесса и невозможность нанесения качественного покрытия толщиной более 0,5 мкм - 1 мкм. Это связано с накоплением по мере роста толщины покрытия большого положительного заряда у поверхности изделия, который из-за невозможности его нейтрализации препятствует осаждению положительно заряженных ионов металла с необходимой для эффективного протекания плазмохимических реакций энергией. Поэтому дальнейшее осаждение происходит в основном за счет нейтральных атомов и капельной фазы, а получаемое покрытие характеризуется высокой пористостью, низкой адгезией и плохими декоративными свойствами. Задачей, решаемой изобретением, является повышение производительности процесса нанесения покрытия. Поставленная задача достигается тем, что в заявляемом способе, при котором осуществляют предварительную подготовку поверхности изделий, установку изделий на металлическую основу загрузочного стола в вакуумной камере, вакуумирование, обработку поверхности изделий бомбардировкой ионами инертного газа и последующее нанесение покрытия,предварительно рассчитывают коэффициент потенциальной ионно-электронной эмиссии материала металлической основы , а установку на металлическую основу загрузочного стола изделий осуществляют в количестве опт, которое определяют из выражения опт 1,2 где 1 - площадь металлической основы загрузочного стола в вакуумной камере 2 - площадь опорной поверхности одного изделия. 2 12760 1 2009.12.30 При этом изделия устанавливают равномерно по всей площади металлической основы загрузочного стола. При количестве устанавливаемых изделий опт не обеспечивается нейтрализация положительного заряда, образующегося на поверхности конденсации диэлектрического изделия. В результате производительность процесса значительно уменьшается вследствие падения скорости осаждения покрытия. Кроме того, вследствие превалирования в этом случае процесса объемной конденсации покрытие осаждается в виде рыхлого слоя нейтральных частиц и не пригодно для практического применения. При количестве устанавливаемых изделий опт производительность процесса также уменьшается, так как уменьшается количество готовых изделий, получаемых за один цикл нанесения покрытия. Равномерность установки изделий по всей площади металлической основы загрузочного стола обеспечивает равную производительность нанесения покрытия на все изделия за счет равных условий нейтрализации положительного заряда для каждого изделия загрузочной партии. Сущность изобретения поясняется следующими чертежами на фиг. 1 изображен пример установки изделий на металлической основе в соответствии с заявляемым способом на фиг. 2 - схема процесса осаждения положительно заряженных ионов материала катода на диэлектрическое изделие. Сущность способа поясняется следующим примером конкретного выполнения. На установке вакуумно-плазменного напыления УРМ 3.279.079 производилось нанесение покрытияна квадратные изделия со стороной а 210-2 м из стекла марки 1 ГОСТ 111-2001. Толщина изделий была равна 410-3 м. Предварительная подготовка изделий заключалась в последовательной промывке их в моющем средстве Эффекта 1 на основе ПАВ и дисцилированной воде с последующей сушкой в сушильном шкафу при 150 С. Перед установкой в вакуумную камеру изделия дополнительно протирались бязью, смоченной в спиртеректификате. Подготовленные изделия равномерно устанавливались в вакуумной камере на квадратной металлической основе загрузочного стола со стороной в 410-1 м и приводом от ввода вращения установки (фиг. 1). После вакуумирования изделия подвергались бомбардировке ионами аргона в течение 7 мин при ускоряющем напряжении 1500 В. Нанесение покрытияпроизводилась при следующих режимах ток дуги д 90 А, ускоряющее напряжение 50 В, давление реакционного газа (азота)3,210-2 Па. Время нанесения покрытиясоставляло 20 мин. Для определения оптимального количества изделий опт, устанавливаемых в вакуумную камеру, предварительно рассчитывался коэффициент потенциальной ионно-электронной эмиссии , который характеризует вероятность нейтрализации электронами материала металлической основы 2 (фиг. 2) положительного заряда на поверхности диэлектрического изделия 1, препятствующего осаждению ионов материала катода 3 и, как следствие, дальнейшему росту покрытиякл,где- константа прямой реакции фотоионизации кластера металлической основы кл - концентрация кластеров металлической основы- время взаимодействия фотона с кластером металлической основы. На основании расчетных и экспериментальных данных для пары материал катодаматериал металлической основыполучено значение 0,1. Тогда(2 10 2 )2 Кроме того, были проведены эксперименты для условий опт и опт. После нанесения покрытия контролировали толщину покрытияи определяли скорость его осаждения(/), а также рассчитывали производительность процесса по формуле 3 Оценивался также внешний вид покрытия и прочность его сцепления с поверхностью изделия методом истирания. Полученные данные представлены в таблице. П Кол-во Толщина Скорость осаж- Производиизделий покрытия дения покры- тельность глянцевое,не отслаивается блеск равномерный глянцевое,не отслаивается блеск равномерный глянцевое,не отслаивается блеск равномерный матово-глянцевое,частично блеск неравномерный отслаивается матовое,частично блеск неравномерный отслаивается Как видно из таблицы, при оптимальном количестве изделий, устанавливаемых в вакуумной камере, обеспечивается как высокая производительность процесса, так и качественные параметры покрытия. При опт производительность процесса уменьшается, а качество получаемых покрытий не позволяет их использовать ни в качестве защитных, ни в качестве декоративных. При опт качество покрытий и скорость осаждения являются высокими, но производительность процесса снижается из-за уменьшения выхода готовых изделий за одну загрузку. Поэтому такой процесс нельзя оценить как производительный и энергоэффективный. К дополнительным преимуществам заявляемого способа относится увеличение толщины наносимого покрытия повышение качества покрытий за счет снижения пористости,а также увеличения плотности покрытия и прочности его сцепления с основой повышение износостойкости покрытий оптимизация работы вакуумно-плазменного оборудования и повышение его энергоэффективности. Источники информации 1. Внуков Ю.Н., Марков А.А., Лаврова Л.В., Бердышев Н.Ю. Нанесение износостойких покрытий на быстрорежущий инструмент. - К. Тэхника, 1992. - С. 10-12. 2. Костржицкий А.И., Карпов В.Ф., Кабанченко М.П., Соловьева О.Н. Справочник оператора установок по нанесению покрытий в вакууме. - М. Машиностроение, 1991. С. 52-60, 79-83. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C03C 17/06, C23C 14/14, C23C 14/00
Метки: нанесения, способ, стекла, вакуумно-плазменного, защитно-декоративного, изделия, керамики, покрытия
Код ссылки
<a href="https://by.patents.su/4-12760-sposob-vakuumno-plazmennogo-naneseniya-zashhitno-dekorativnogo-pokrytiya-na-izdeliya-iz-stekla-i-ili-keramiki.html" rel="bookmark" title="База патентов Беларуси">Способ вакуумно-плазменного нанесения защитно-декоративного покрытия на изделия из стекла и/или керамики</a>
Способ получения мультислойного вакуумно-плазменного покрытия
Номер патента: 11698
Опубликовано: 30.04.2009
Авторы: Гречихин Леонид Иванович, Фролов Игорь Станиславович, Голушко Виктория Маратовна, Иващенко Сергей Анатольевич
МПК: C23C 14/00
Метки: покрытия, способ, получения, мультислойного, вакуумно-плазменного
Текст:
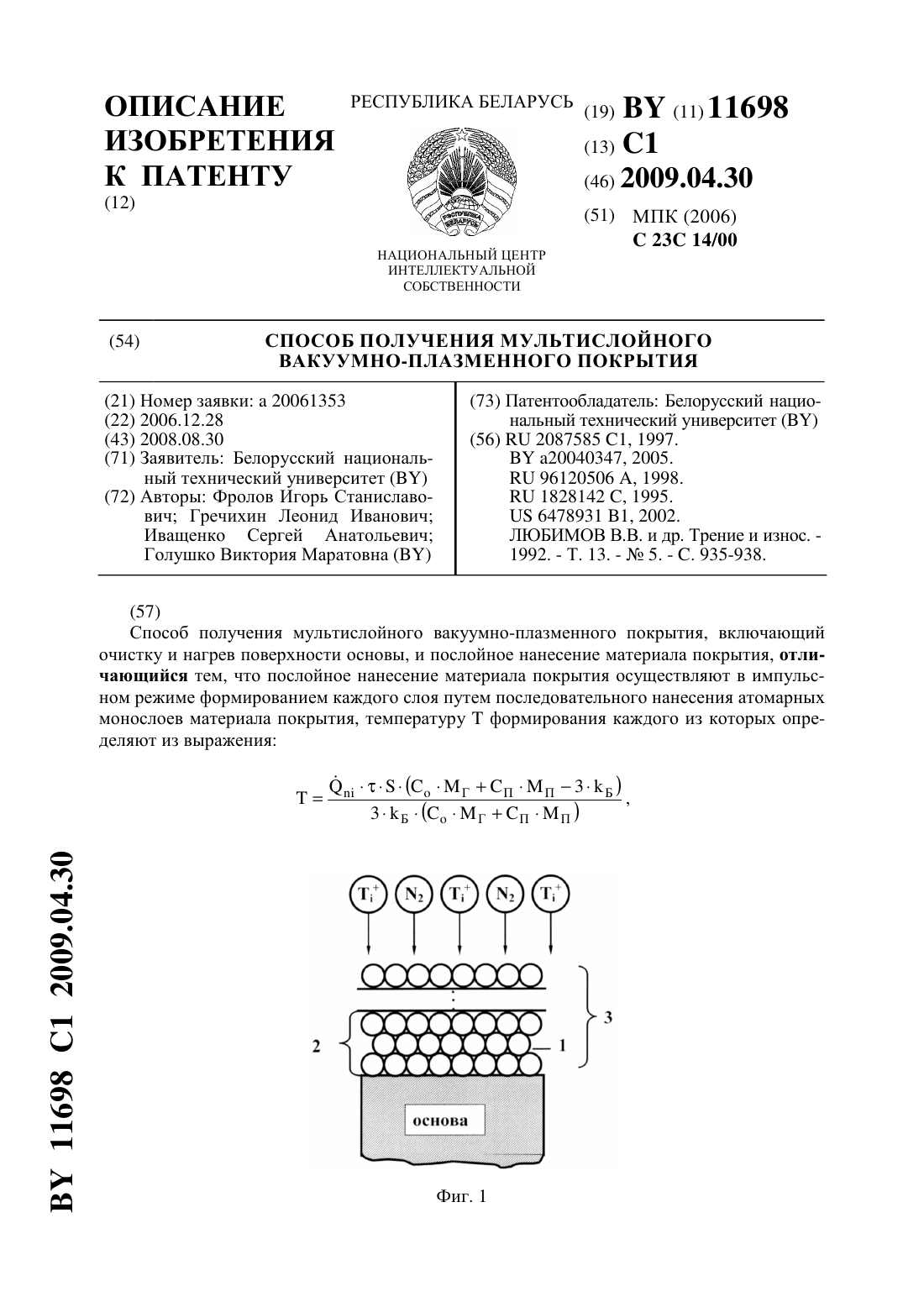
...напыления УРМ 3.279.048 в импульсном режиме работы испарителя производилось осаждение мультислойного покрытияна образцы из стали 12 Х 18 Н 10 Т. Режимы осаждения ток дуги 90 А, напряжение на образце 100 В,давление реакционного газа (азота) в вакуумной камере 810-2 Па. Скорость осаждения покрытия для данных режимов составляет 0,18 мкм/мин. Атомарные монослои 1 (фиг. 1) материала покрытия в каждом слое 2 наносились до температуры,...
Способ нанесения защитно-декоративных покрытий на металлические изделия
Номер патента: 9076
Опубликовано: 30.04.2007
Авторы: Вершина Алексей Константинович, Латушкина Светлана Дмитриевна, Агеев Виталий Александрович, Маковец Елена Аркадьевна
МПК: C23C 14/00
Метки: нанесения, покрытий, металлические, изделия, способ, защитно-декоративных
Текст:
...составляющей материала подслоя, но и стабилизация и развитие его аморфной фазы, что и обеспечивает повышение защитной способности всего покрытия. При снижении энергии ионов из сепарированного плазменного потока, характеризующегося энергетической монохроматичностью, до 0-120 эВ процесс конденсации покрытия приобретает доминирующую роль по сравнению с процессами внедрения частиц и распыления поверхности. Изменение энергии ионов в...
Способ получения защитно-декоративных покрытий в вакууме из нитрида титана на изделиях из металла, стекла, керамики
Номер патента: 215
Опубликовано: 30.12.1994
Автор: Кремко Е. В.
МПК: C23C 14/34
Метки: керамики, получения, защитно-декоративных, изделиях, вакууме, металла, стекла, покрытий, титана, способ, нитрида
Текст:
...потребления. Изделия из металла - это ложки, вилки. ножи. турки и др. посуда. Изделия из стекла - это линзы. вазы. витражные стекла стаканы. фужеры. сервизы и др. посуда. Изделия из керамики это облицовочная плитка. серви зы из керамики и фарфора. вазы и др. посу-потребления, особенно важен фактор проч ности сцепления покрытия с основой. а затем цвет изделий как декоративная характеристика. данное изобретение решает эту проблему....
Способ плазменного нанесения биосовместимого покрытия
Номер патента: 11652
Опубликовано: 28.02.2009
Авторы: Асташинский Валентин Миронович, Оковитый Вячеслав Александрович, Шевцов Александр Иванович, Ильющенко Александр Федорович
МПК: A61L 27/00, C23C 4/04, C23C 4/18...
Метки: плазменного, нанесения, покрытия, способ, биосовместимого
Текст:
...алюминия) - 6 г/мин, толщина слоя 40 мкм.Нанесение наружного слоя мощность плазменной струи - 30 кВт, расход плазмообразующих газов - 30 л/мин (аргон) и 5 л/мин (водород), расход транспортирующего газа 3 л/мин, дистанция напыления - 130 мм, расход порошка гидроксиапатита - 5 г/мин, толщина слоя - 40 мкм. Напыленное по прототипу покрытие термообрабатывали при 8731073 К в течении 1-2 часов в термопечи СНОЛ-1.По предлагаемому изобретению...
Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Кадников Сергей Аркадьевич, Ласковнев Александр Петрович
МПК: F16C 33/04
Метки: изделия, поверхность, многослойного, нанесения, внутреннюю, покрытия, способ, полого
Текст:
...физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов....
Предыдущий патент: Соус-дрессинг
Следующий патент: Устройство для перфорирования рулонных материалов
Случайный патент: Водоохлаждаемый кабель