Способ термической обработки изделий из (?+?)-титановых сплавов
Текст
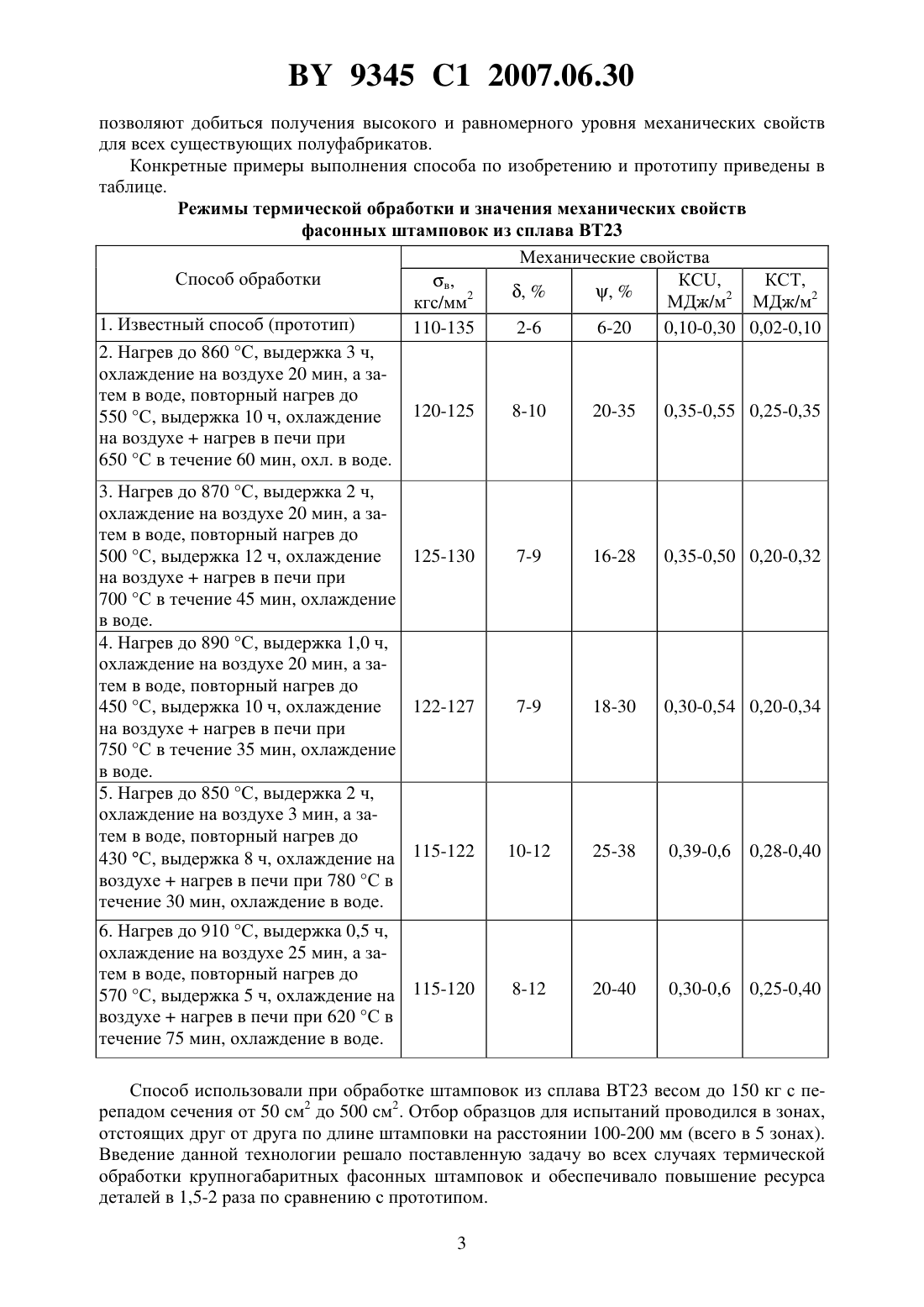
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ -ТИТАНОВЫХ СПЛАВОВ(71) Заявитель Белорусский национальный технический университет(72) Автор Федулов Владимир Николаевич(73) Патентообладатель Белорусский национальный технический университет(57) Способ термической обработки изделий из -титановых сплавов, преимущественно крупногабаритных, включающий нагрев ниже температуры полиморфного превращения, выдержку и охлаждение до комнатной температуры, повторный нагрев ниже температуры полиморфного превращения, выдержку и охлаждение до комнатной температуры на воздухе, окончательный нагрев, выдержку и охлаждение до комнатной температуры в воде, отличающийся тем, что нагрев ведут до температуры на 30-60 С ниже температуры полиморфного превращения, выдержку осуществляют в течение 1-3 ч и охлаждают в течение 20 мин на воздухе, а затем в воде, повторный нагрев ведут до температуры на 370-470 С ниже температуры полиморфного превращения, выдержку осуществляют в течение 10-15 ч, окончательный нагрев ведут до температуры 650-750 С в течение 35-60 мин. Изобретение относится к металлургии, в частности к способу термической обработки изделий из двухфазных титановых сплавов, преимущественно крупногабаритных, и может быть использовано в машиностроении и авиационной промышленности. Известен способ термической обработки деталей из сплава ВТ 23 (температура полиморфного превращения - 920 С), заключающийся в нагреве до 780-800 С, охлаждении до комнатной температуры и последующем старении при 450-550 С в течение 6-10 ч и охлаждении до комнатной температуры 1. Этот способ термической обработки для крупногабаритных деталей не обеспечивает получение высокого и равномерного уровня механических свойств после старения из-за недостаточной температуры нагрева на 1 этапе при охлаждении на воздухе или из-за значительного различия в условиях охлаждения наружных слоев и середины и более тонких 9345 1 2007.06.30 сечений по сравнению с более толстыми при проведении 1 этапа термической обработки с охлаждением в воде или масле. Известен также способ термической обработки деталей из -титанового сплава ВТ 23, включающий нагрев до 850 С, выдержку, охлаждение до комнатной температуры,повторный нагрев до температуры 450 С, выдержку в течение 9 ч, охлаждение на воздухе, окончательный нагрев до 550 С, выдержку 1-5 мин и охлаждение в воде 2. Такой способ термической обработки для крупногабаритных деталей (таблица, п. 1) не решает задачу получения высокого уровня механических свойств из-за значительного разброса их значений по телу изделий и низкой пластичности и трещиностойкости по причине опять же значительного различия в условиях охлаждения при проведении высокотемпературной ступени термической обработки. А, например, для крупногабаритных фасонных штамповок проблема получения высокого уровня механических свойств усугубляется дополнительным и значительным различием исходной структуры в зонах массивных и тонких сечений, что особенно сильно сказывается на снижении пластичности и трещиностойкости сплава. Задача изобретения - повышение комплекса механических свойств за счет одновременного увеличения значений прочности, пластичности и трещиностойкости по сечению(телу) крупногабаритных деталей и уменьшения их неоднородности. Поставленная задача достигается тем, что в способе термической обработки крупногабаритных изделий из -титановых сплавов, включающем нагрев ниже температуры полиморфного превращения, выдержку, охлаждение до комнатной температуры,повторный нагрев ниже температуры полиморфного превращения, выдержку, охлаждение на воздухе до комнатной температуры, окончательный нагрев, выдержку и охлаждение в воде, сначала проводят нагрев до температуры на 30-60 С ниже температуры полиморфного превращения (860-890 С), выдерживают 1-3 ч, охлаждение до комнатной температуры сначала на воздухе в течение 20 мин, а затем в воде, старение осуществляют при температуре на 370-470 С ниже температуры полиморфного превращения (450-550 С) в течение 10-15 ч, охлаждение на воздухе до комнатной температуры, а после этого окончательно нагревают до температуры 650-750 С в течение 35-60 мин и охлаждают в воде. Положительный эффект достигается в результате того, что нагрев до 860-890 С и выдержка в течение 1-3 ч способствуют выравниванию структуры по сечению изделий (деталей) за счет регламентации формы и размеров первичной -фазы, а охлаждение сначала на воздухе в течение 20 мин (в зависимости от толщины сечения детали), а затем в воде до комнатной температуры позволяет обеспечивать получение примерно одинакового неравновесного состояния структуры сплава по телу во всех сечениях, что в результате последующего старения при 450-550 С в течение 10-15 ч способствует обеспечению примерно равного эффекта упрочнения детали. Дополнительная выдержка после проведения старения в течение 35-60 мин в печи, имеющей температуру 650-750 С, когда тело детали разогревается на 50-200 С выше температуры предшествовавшего старения, приводит к растворению наиболее мелких частиц -фазы, образовавшихся при старении в тех зонах изделия (детали), где все еще сохранилась более мелкая исходная структура сплава и к тому же происходило более быстрое охлаждение при высокотемпературной термической обработке (1 этап). Одновременно происходит дораспад непревращенной метастабильной -фазы. Охлаждение после дополнительного нагрева в воде исключает выпадение охрупчивающих фаз во время непосредственно самого охлаждения. Это дополнительная операция позволяет значительно повысить однородность распада в структуре сплава, регламентировать форму и размеры мелкодисперсной -фазы и тем самым значительно повысить пластичность сплава и его трещиностойкость при незначительном снижении прочности. Дополнительная операция по изложенной технологии может быть при необходимости выполнена 1-3 раза. Все проводимые мероприятия в конечном итоге 2 9345 1 2007.06.30 позволяют добиться получения высокого и равномерного уровня механических свойств для всех существующих полуфабрикатов. Конкретные примеры выполнения способа по изобретению и прототипу приведены в таблице. Режимы термической обработки и значения механических свойств фасонных штамповок из сплава ВТ 23 Механические свойства Способ обработки КС,КСТ,в,МДж/м 2 МДж/м 2 кгс/мм 2 1. Известный способ (прототип) 110-135 2-6 6-20 0,10-0,30 0,02-0,10 2. Нагрев до 860 С, выдержка 3 ч,охлаждение на воздухе 20 мин, а затем в воде, повторный нагрев до 120-125 8-10 20-35 0,35-0,55 0,25-0,35 550 С, выдержка 10 ч, охлаждение на воздухенагрев в печи при 650 С в течение 60 мин, охл. в воде. 3. Нагрев до 870 С, выдержка 2 ч,охлаждение на воздухе 20 мин, а затем в воде, повторный нагрев до 500 С, выдержка 12 ч, охлаждение 125-130 на воздухенагрев в печи при 700 С в течение 45 мин, охлаждение в воде. 4. Нагрев до 890 С, выдержка 1,0 ч,охлаждение на воздухе 20 мин, а затем в воде, повторный нагрев до 450 С, выдержка 10 ч, охлаждение 122-127 на воздухенагрев в печи при 750 С в течение 35 мин, охлаждение в воде. 5. Нагрев до 850 С, выдержка 2 ч,охлаждение на воздухе 3 мин, а затем в воде, повторный нагрев до 430 С, выдержка 8 ч, охлаждение на 115-122 воздухенагрев в печи при 780 С в течение 30 мин, охлаждение в воде. 6. Нагрев до 910 С, выдержка 0,5 ч,охлаждение на воздухе 25 мин, а затем в воде, повторный нагрев до 570 С, выдержка 5 ч, охлаждение на 115-120 воздухенагрев в печи при 620 С в течение 75 мин, охлаждение в воде. Способ использовали при обработке штамповок из сплава ВТ 23 весом до 150 кг с перепадом сечения от 50 см 2 до 500 см 2. Отбор образцов для испытаний проводился в зонах,отстоящих друг от друга по длине штамповки на расстоянии 100-200 мм (всего в 5 зонах). Введение данной технологии решало поставленную задачу во всех случаях термической обработки крупногабаритных фасонных штамповок и обеспечивало повышение ресурса деталей в 1,5-2 раза по сравнению с прототипом. 3 9345 1 2007.06.30 Наиболее характерные примеры выполнения способа термической обработки и результаты реализации представлены в таблице (пп. 2, 3, 4). В этой же таблице (пп. 5, 6) представлены результаты термической обработки, выходящей за рамки заявляемого режима, а также результаты обработки штамповок для прототипа (п. 1). Источники информации 1. Применение титана в народном хозяйстве. - Киев Техника, 1975. - С. 86-87. 2. Федулов В.Н. Литье и металлургия Спецвыпуск. - 2004. -2. - С. 138-143. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C22F 1/18
Метки: изделий, сплавов, +?)-титановых, способ, термической, обработки
Код ссылки
<a href="https://by.patents.su/4-9345-sposob-termicheskojj-obrabotki-izdelijj-iz-titanovyh-splavov.html" rel="bookmark" title="База патентов Беларуси">Способ термической обработки изделий из (?+?)-титановых сплавов</a>
Способ химико-термической обработки изделий из стали и сплавов
Номер патента: 6404
Опубликовано: 30.09.2004
Авторы: Босяков Михаил Никифорович, Жук Дмитрий Владимирович, Матусевич Петр Александрович
МПК: C23C 8/36
Метки: сплавов, изделий, способ, стали, обработки, химико-термической
Текст:
...Это достигается тем, что в известном способе упрочняющей обработки путем ионного азотирования обрабатываемых изделий в плазме тлеющего разряда, включающем их очистку в режиме катодного распыления при остаточном давлении 3-10 Па, нагрев в тлеющем разряде до температуры насыщения и выдержку при этой температуре в рабочей среде,2 6404 1 которые осуществляют при подаче на обрабатываемое изделие импульсного отрицательного напряжения, согласно...
Состав для химико-термической обработки изделий из никеля и его сплавов
Номер патента: 8955
Опубликовано: 28.02.2007
Авторы: Басалай Ирина Анатольевна, Петрович Светлана Николаевна, Кухарева Наталия Георгиевна
МПК: C23C 12/02
Метки: изделий, химико-термической, сплавов, никеля, состав, обработки
Текст:
...процесса. Обработка изделий из никеля в приведенном составе при температуре насыщения ниже 800 С приводит к резкому снижению толщины диффузионного слоя, что отрицательно сказь 1 вается на эксплуатационных характеристиках обрабатываемых изделий. Снижение же температуры насыщения до 550 С не дает возможности получения на никелевых изделиях жаростойкого диффузионного слоя.Задача изобретения - снижение температуры проведения процесса...
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Пауль Хайльманн, Ральф Шустер, Фридрих Прайсер
МПК: C21D 1/74
Метки: термической, обработки, способ, изделий
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Способ термической обработки сталей
Номер патента: 1129
Опубликовано: 14.03.1996
Авторы: Степанович Павел Павлович, Лось Мечислав Николаевич, Бондарь Олег Владимирович, Ракитский Владимир Михайлович, Тявловский Михаил Доминикович
Метки: обработки, сталей, термической, способ
Текст:
...решение которой направлено изобретение, состоит в том, чтобы повысить твердость и стойкость изделия.разом в способе термической обработки сталей обработку холодом ведут в три этапа, на первом из которых изделшя охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 шт толщины изделия, на третьем этапе изделия...
Литейный сплав для седел клапанов и способ его термической обработки
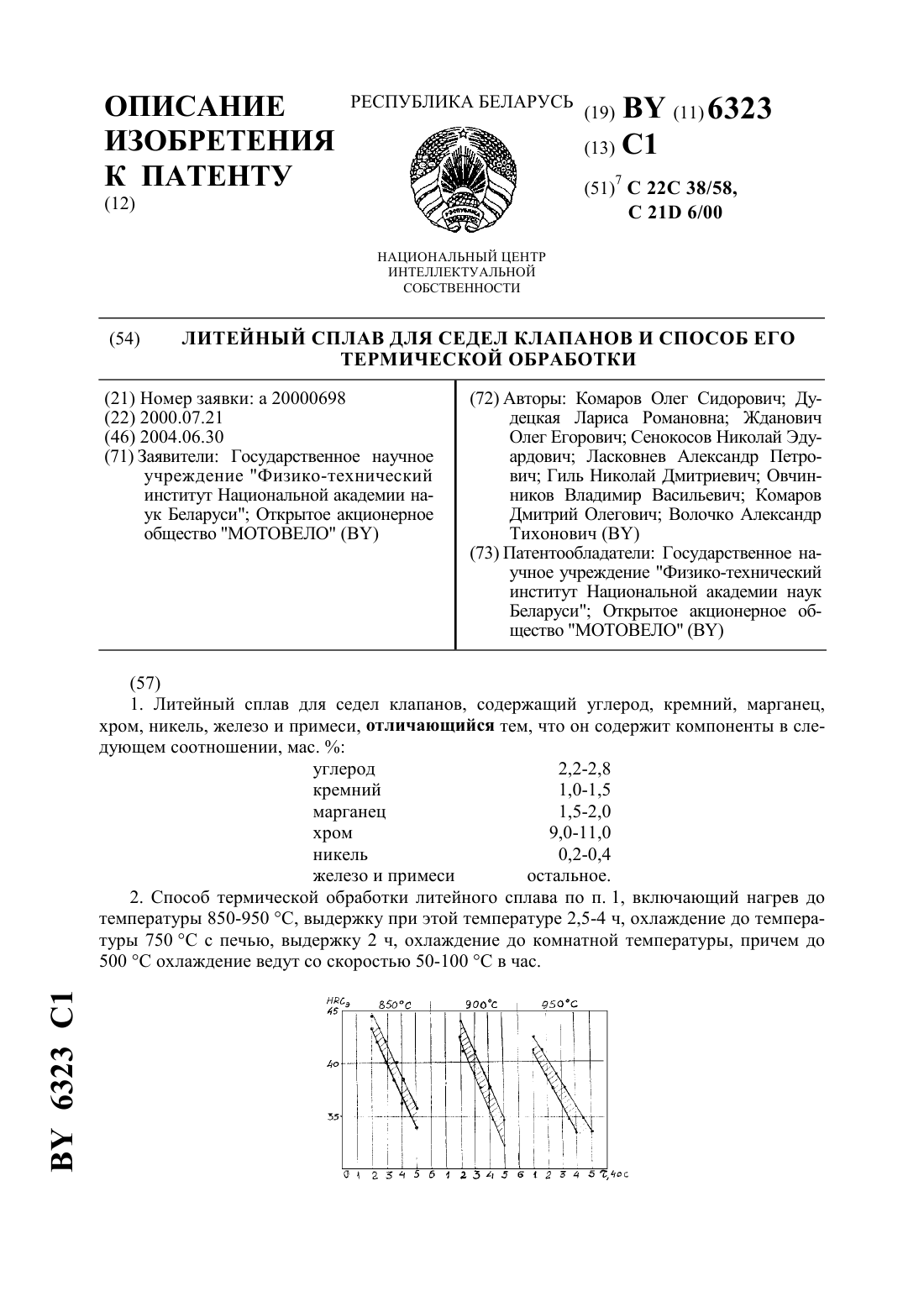
Номер патента: 6323
Опубликовано: 30.06.2004
Авторы: Овчинников Владимир Васильевич, Жданович Олег Егорович, Гиль Николай Дмитриевич, Ласковнев Александр Петрович, Сенокосов Николай Эдуардович, Дудецкая Лариса Романовна, Волочко Александр Тихонович, Комаров Олег Сидорович, Комаров Дмитрий Олегович
МПК: C22C 38/58, C21D 6/00
Метки: седел, клапанов, способ, термической, обработки, литейный, сплав
Текст:
...по сравнению со сплавом - прототипом компенсируется по 3 6323 1 вышенным содержанием марганца, оба эти элемента повышают устойчивость аустенита в критической области и способствуют сфероидизации карбидов при эвтектоидном превращении. При содержании никеля менее 0,2 его положительное влияние на свойства сплава не проявляется, при содержании более 0,4 и повышенном содержании марганца происходит стабилизация аустенита и падает износостойкость....
Предыдущий патент: Способ лазерной сварки пористых деталей, изготовленных из порошка титана
Следующий патент: Устройство для обработки шариков
Случайный патент: Устройство для кольматации проницаемых пластов